
Abstract
Two alginate (Alg) based composite coatings on stainless steel AISI 316L substrates, one containing titania nanoparticles (n-TiO2) and another one a mixture (50/50 wt-%) of n-TiO2 and bioactive glass (BG), intended for biomedical applications, were developed by electrophoretic deposition (EPD) from ethanol/water suspensions. Different n-TiO2 (2–10 g L−1) and BG (1–5 g L−1) contents were studied for a fixed alginate concentration (2 g L−1), and the properties of the electrophoretically obtained coatings were characterised. Coatings with high ceramic content (up to 67 vol.-%) were obtained. The presence of BG particles improves the mechanical properties of the coatings by increasing the adhesion to the substrate and also accelerates the formation of hydroxyapatite after immersion of the coatings in simulated body fluid. The electrochemical behaviour of the coated substrates, evaluated by polarisation curves in Dulbecco's modified eagle medium at 37°C, confirmed the corrosion protection function of the novel EPD coatings. The present polymer–ceramic composite coatings belong to an emerging family of bioactive, compliant coatings that are promising for a range of biomedical applications.
Introduction
Bioactive glasses (BGs) are well known biocompatible materials with osteoinductive properties that are being increasingly used in the orthopaedic field to promote bone repair and regeneration.1–4 Bioactive glasses improve the bone implant contact, promoting bone in-growth through the formation of a hydroxyapatite (HA) layer where osteogenic cells can attach and differentiate.4–6 Moreover, BGs of silicate specific compositions show antibacterial, anti-inflammatory and angiogenic effects.7–9 On the other hand, titania (TiO2) is also a biocompatible ceramic material used to develop biomedical coatings.10–14 Titania enhances implant integration with host tissue when used in bone tissue replacement applications,15–17 and its biocompatibility has been widely proven.12,18–20 Titania also presents antibacterial properties, which increases its possible benefits in the biomedical field. 21
Titania coatings on metallic surfaces have been produced by different techniques, such as spray plasma technique,22,23 microarc oxidation, 24 sol–gel 25 or electrophoretic deposition (EPD).11,26,27 Regarding EPD, this technique has also been used to produce pure BG coatings 28 or composite coatings of BG with different polymers29,30 for orthopaedic and dental applications. The EPD appears as a versatile, simple and low cost technique to create highly homogeneous coatings with clear advantages, like the possibility to obtain homogeneous coatings on three-dimensional structures of complex shape as well as on porous substrates.31–33 Moreover, EPD enables production of a wide variety of coatings due to the possibility of depositing different types of materials and combination of materials, e.g. inorganic, polymeric and composite materials with suitable microstructural homogeneity and tailored thickness.31–34 EPD uses an electric field applied between two electrodes immersed into a colloidal suspension. 34 The electric field imparts electrophoretic motion to charged particles in suspension causing their movement to the oppositely charged electrode, where they deposit forming a coating over it. The EPD of TiO2 has been carried out using different solvents, mainly acetylacetone and acetone;35,36 however, water and water/ethanol mixtures have also been used.11,27,37,38 Water and water/ethanol mixtures have been also used to deposit BG and BG–polymer composites by EPD.28,39,40
Ceramic deposits obtained by EPD require a sintering process at high temperature to achieve high density materials and to enhance the adhesion to the substrate. However, heat treatments can lead to possible degradation and microstructural damage of the coating and substrate, e.g. phase changes and microcracking due to thermal expansion mismatch. To avoid this sintering step, a convenient approach is being considered for biomedical applications: the addition of polymers in combination with the ceramic components effectively forming organic–inorganic composite coatings.31,41 In the case of EPD, a growing family of this type of organic–inorganic composite coatings is being produced, as reviewed elsewhere. 31 An interesting polymer for this purpose is alginate, 42 which, surprisingly, has been used only in limited extent in combination with EPD to produce bioactive coatings.39,42,43 Alginate is a natural polysaccharide that, due to its low toxicity and biocompatibility,44–46 has been studied for different applications, e.g. biosensors, drug delivery systems and tissue engineering. This polymer presents a potential binding effect with proteins, growth factors and bone forming cells, being thus also attractive to develop coatings for bone contacting materials.
The aim of this investigation was to develop a new group of electrophoretic alginate based coatings on stainless steel substrates incorporating TiO2 nanoparticles and BG microparticles as inorganic phases. The deposition conditions (i.e. suspension concentration, electric potential and deposition time) as well as the colloidal stability of the starting suspensions were investigated. Coating compositions were studied using X-ray diffraction (XRD), Fourier transform infrared spectroscopy (FTIR) and thermogravimetric (TG) techniques. The electrochemical behaviour was also evaluated by obtaining polarisation curves of the coated substrates to assess the protective effect of the coatings on the corrosion behaviour of the stainless steel substrates.
Materials and methods
Sodium alginate (Sigma Aldrich), titania nanoparticles (n-TiO2) (21 nm particle size, P25, Evonik Industries) and BG (5–15 μm particle size) of 45S5 Bioglass composition 1 were used to produce two different composite coatings: n-TiO2/alginate (labelled TA) and n-TiO2-BG/alginate (with 50 wt-% n-TiO2 and 50 wt-% BG, labelled TBA). Deionised water and ethanol were used to prepare suspensions suitable for EPD. A 2 g L−1 alginate solution was used in all experiments, while the ceramic or glass content was varied from 2 to 10 g L−1. In order to avoid hydrogen bubble formation during the EPD process (due to water electrolysis), a mixture of 40 vol.-% ethanol–60 vol.-% water was used. All suspensions prepared were magnetically stirred for 5 min followed by 60 min of ultrasonication using an ultrasonic bath (Bandelin Sonorex, Germany) and subsequent 5 min of magnetic stirring in order to achieve an adequate dispersion of the components. The colloidal stability of the suspensions was analysed by means of ζ-potential measurements carried out by laser Doppler velocimetry technique using a Zetasizer nano ZS equipment (Malvern Instruments, UK). The solid content for both TA and TBA suspensions was adjusted to 0·1 g L−1 in order to ensure a reliable measurement.
Stainless steel AISI 316L electrodes (plates of 2·25 cm2 deposition area) were used to deposit the n-TiO2/alginate and TiO2-BG/alginate composite coatings via constant voltage EPD. The distance between the electrodes in the EPD cell was kept constant at 10 mm. Deposition voltages and times in the range of 3–10 V and 30 s to 10 min were respectively studied. The deposition yield was evaluated using an analytical balance (precision 0·0001 g). Coated substrates were dried for 24 h in normal air at room temperature before mass determination.
In order to characterise the coatings, XRD (D8 Philips X'Pert PW 3040 MPD), FTIR (Bruker Instruments, Germany) and TG (TGA/SDTA 851e, Mettler) tests (heating rate, 10°C min−1) were performed. The surface microstructure and composition of the coatings were analysed by scanning electron microscopy (SEM) (Hitachi S4800) and energy dispersive X-ray spectroscopy (EDX) respectively. To evaluate the tribological and mechanical properties of the coatings, scratching tests were performed with a microindentation equipment (Nanotest, Micromaterials, UK) using a diamond conical Rockwell indenter with a 25 μm radius. A 2 mm scratch test was conducted out on the surface of the samples, applying a progressive load from 0 to 200 mN with a loading rate of 10 mN s−1. Three tests per sample were carried out in order to minimise the influence of errors produced by the presence of isolated defects on the surface of the samples. Bending tests were also performed in order to qualitatively evaluate the deformation ability of the coatings and the degree of adhesion between the substrate and the coating.
The electrochemical behaviour of the coated samples was studied in order to test the possible corrosion protective properties of the coatings. Potentiodynamic polarisation curves were obtained using a potentiostat/galvanostat (Autolab PGSTAT 30). The samples were immersed in 100 mL of Dulbecco's modified eagle medium (DMEM, Biochrom) at 37°C. A conventional three-electrode system was used, where a platinum foil served as counter electrode and Ag/AgCl (3M KCl) was used as reference electrode. The analysis was conducted out using an O ring cell with an exposed sample area of 0·38 cm2 with a potential sweep rate of 1 mV s−1.
The bioactivity of the coatings was determined through immersion studies in simulated body fluid (SBF) using Kokubo's protocol. 47 Samples of 2·25 cm2 were immersed in 50 mL SBF (pH 7·4) during 7 days at 37°C. X-ray diffraction was used to evaluate the formation of HA on the coatings.
Results and discussion
Solution stability and EPD
It is well known that water electrolysis during the EPD process has a negative effect on the adhesion and homogeneity of the obtained coatings due to the generation of gas bubbles. 34 In order to avoid this problem, ethanol/water mixtures can be used, which also provide a better stabilisation of polymer/inorganic particle mixtures in comparison with other water based solutions. 39 In our case, different ethanol/water ratios (containing up to 90 vol.-% of ethanol) were tested, and by trial and error approach it was observed that the most homogeneous coatings were obtained when a 40 vol.-% ethanol/60 vol.-% water mixture was used. For this ethanol/water ratio, a slight sedimentation of the powder was observed only after 72 h of aging. Zeta potential values of TA and TBA suspensions, measured at a solid content of 0·1 g L−1 to ensure reliable measurement, were found to be −107±17 and −53±18 mV respectively, which predicts an anodic deposition. The difference in the zeta potential values of TA and TBA suspensions can be ascribed to the relatively larger BG particle size, which tends to decrease the colloidal stability of the system. However, both suspensions were suitable for EPD and exhibited sufficiently high stability according to the recorded values of zeta potential.
Different ceramic contents in the range of 2–10 g L−1 were tested, and the most homogeneous and crack free electrophoretic coatings, assessed visually, were obtained when using a voltage of 7 V and a deposition time of 1 min for the TA system and 5 V and 1 min for the TBA system. As expected, the higher the ceramic content in the starting suspension, the higher the ceramic content in the coatings. This tendency is observed in Fig. 1, where a linear behaviour between the ceramic content and the coating weight per area can be found for both systems. Comparing TA and TBA coatings, the one containing BG particles presents a lower deposition rate than the one with only n-TiO2 due to the relatively large particle size of the BG phase compared to n-TiO2, and the lower voltage used to produce the coatings, which reduces the motion of the particles.
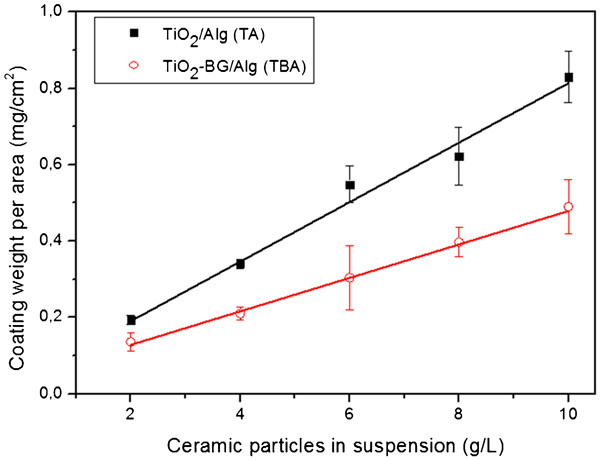
Relationship between ceramic concentration in suspension and deposited mass per area using 2 g L−1 alginate suspensions in ethanol/water solvent for both systems (TA and TBA): deposition time was 1 min and deposition potentials were 7 and 5 V for TA and TBA systems respectively
Figure 2a–d shows the surface morphology of the different coatings obtained using 2 and 10 g L−1 for both TA and TBA systems. As it can be observed, at the SEM magnifications used, the coatings seem to be fairly homogeneous, crack free and present n-TiO2 clusters of up to 3 μm. In the case of TBA coatings, the BG particles appear agglomerated and distributed all over the sample with sizes ranging from about 3 to about 21 μm and surrounded by the titania nanoparticles. It can be also noted that higher ceramic contents in suspension lead to higher ceramic amount in the final coatings, which increases the surface roughness. Figure 2e and f show the cross-section of the 6 g L−1 TA coating at two different magnifications, where it is possible to observe a relatively high particle packing and a coating thickness of ∼9 μm.
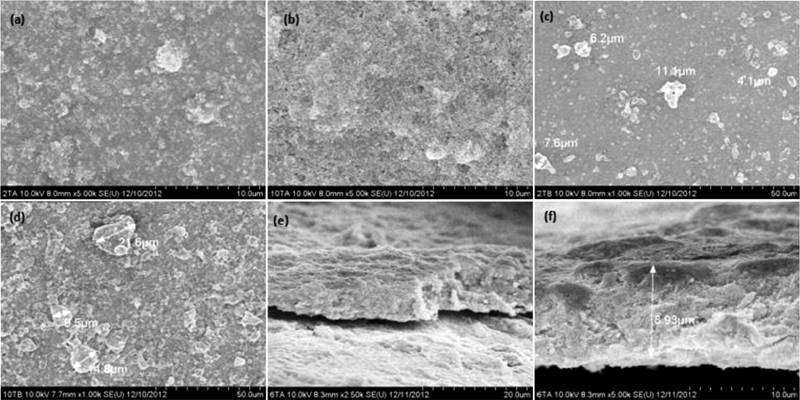
Images (SEM) of TA and TBA coating surfaces produced by EPD from solutions with different ceramic contents: a 2 g L−1 TA; b 10 g L−1 TA; c 2 g L−1 TBA; d 10 g L−1 TBA; e, f cross-sections of 6 g L−1 TA coatings at two different magnifications
Coating composition and structural characterisation
The FTIR spectra of pure alginate powder, pure BG powder and coating with 6 g L−1 of ceramic particles (TA and TBA) are shown in Fig. 3. For pure alginate powder (Fig. 3a) and for both TA (Fig. 3b) and TBA (Fig. 3c) coatings, the presence of alginate is confirmed by the characteristic peaks of both asymmetric and symmetric stretching of COO− group at 1600 and 1423–1413 cm−1 respectively. 48 In the case of TA coating, an extra peak at 1723 cm−1, caused by the stretching vibration of the protonated carboxylic group of alginic acid, is observed.42,49 When BG particles are included in the suspension, an alkalinisation effect occurs, and the pH increases, resulting in the deprotonation of the mentioned carboxylic group. Therefore, the peak at 1723 cm−1 does not appear in the TBA coating. For both systems, the presence of titania is confirmed by an extensive absorption band ∼800 cm−1.50–52 The BG powder spectrum (Fig. 3d) shows the characteristic asymmetric stretching and bending peaks of the Si–O–Si bonds at 1043, 924 and 503 cm−1 (Ref. 53) respectively, but due to the existence of n-TiO2, these peaks are not visible for the TBA coating (Fig. 3c) since they overlap with the broad band assigned to the presence of titania. The EDX was applied in two different locations of the TBA coating to demonstrate the presence of the BG particles (Fig. 4). The first EDX measurement was carried out on a possible BG particle (according to the different particles sizes of BG and TiO2 used, Fig. 4a) and the second one over a region where there was a lack of such large BG agglomerates (Fig. 4b). Figure 4a shows the peaks of Ca, Na, P and Si, which can be correlated with the 45S5 BG composition, while in Fig. 4b the main peaks correspond to Fe, Ni and Cr from the stainless steel substrate and Ti from the titania phase.
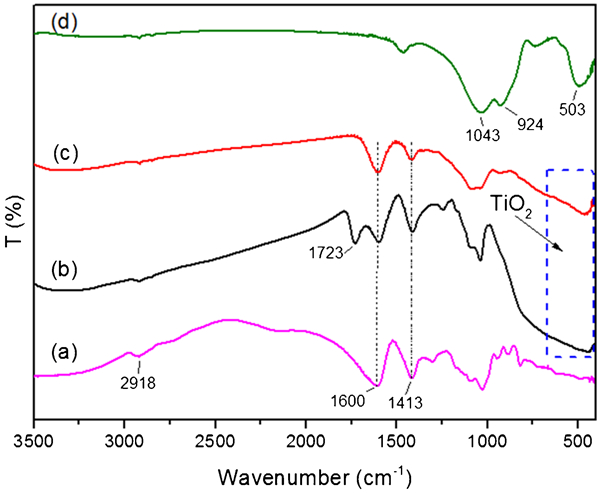
Fourier transform infrared spectroscopy results for a pure alginate powder, b 6 g L−1 TA coating, c 6 g L−1 TBA coating and d BG powder
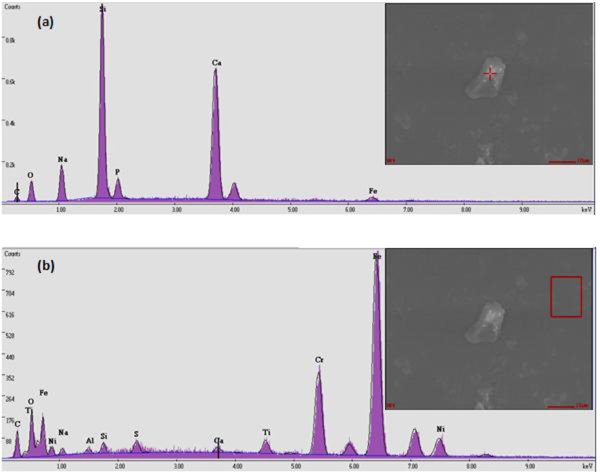
Energy dispersive X-ray spectroscopy results for two different locations on a TBA coating made from a suspension containing 2 g L−1 of ceramic particles: tests were performed over a BG particle and b region manly containing titania
Thermal properties
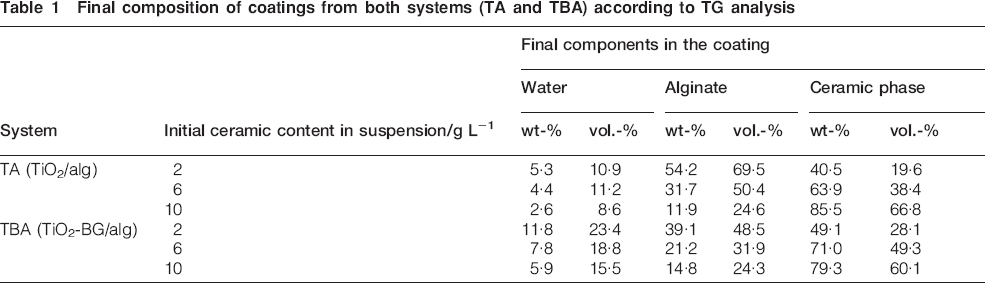
The thermal behaviour of both TA and TBA composite coatings was analysed by TG measurements (Fig. 5). The first mass loss in the TG curve at ∼100°C can be attributed to the physically adsorbed water that was retained in the coatings. Between 300 and 450°C, an exothermic peak in the DTA curves (not shown) is observed for all the coatings, which can be attributed to the burn out of the alginate.39,43 Once the alginate is burned out, there is no other important change in the mass loss (at T>450°C), indicating that the residual material in the coating is the ceramic phase. Table 1 shows that, as expected, the higher the ceramic content in the suspension, the higher is the ceramic content in the final coatings for both composite systems. When comparing coatings prepared with the same solid content, the higher ceramic/alginate weight ratio of TBA samples compared to TA samples is due to the larger particle size of the BG phase that increases the ceramic weight content.
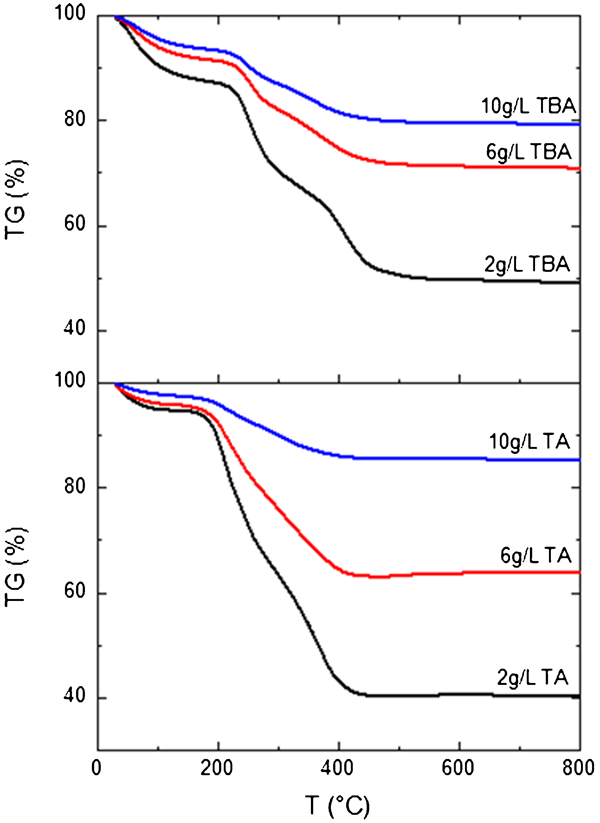
Thermogravimetric results of electrophoretically deposited coatings from both systems (TA and TBA) using different ceramic contents in suspension; TA system: a 2 g L−1, b 6 g L−1, c 10 g L−1; and TBA system: d 2 g L−1, e 6 g L−1, f 10 g L−1
Final composition of coatings from both systems (TA and TBA) according to TG analysis
Tribological properties
The tribological properties of orthopaedic coatings, in terms of scratch resistance and adhesion to the substrate, are key parameters that must be controlled in order to warrant suitable attachment of the coating during fixation of the implant into the bone defect and to impart the capacity to withstand possible fracture during surgery. Bending and scratching tests were performed on the present coated substrates to evaluate the structural integrity of the coating layers and to qualitatively assess the adhesion strength between the coatings and the substrates.
For the manual bending tests, selected samples were considered to evaluate possible crack formation and/or coating detachment. Figure 6 shows digital camera images of the coatings fabricated from suspensions with 2 and 10 g L−1 for both systems (TA and TBA) after the bending test. As it can be observed, independent of the system (TA or TBA) and of the initial ceramic content (2–10 g L−1), crack free coatings well attached to the substrate were obtained. The microcracks observed on the borders of the coatings are likely due to the bending process itself as well as to a possible edge effect that could have led to higher ceramic particles accumulation during EPD. 54
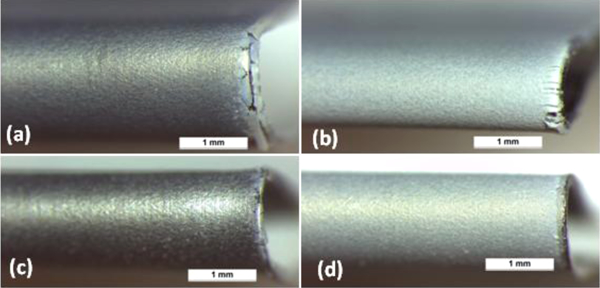
Coated samples bent to qualitatively assess coating layer integrity and compliant behaviour: coatings were prepared by EPD with 2 and 10 g L−1 for both TA and TBA systems: a 2 g L−1 TA; b 10 g L−1 TA; c 2 g L−1 TBA; d 10 g L−1 TBA
For the scratching tests, a 2 mm scratch was made on the flat surface of the samples, applying a progressive load from 0 to 200 mN with a loading rate of 10 mN s−1. After the test, it was possible to determine critical load values, which are characteristic for each tested sample. The critical load Lc is defined as an applied characteristic load at which a change in the scratching mechanism occurs, and it can be used to define the adhesive failure. In this case, typical critical loads were determined for all samples, and the fracture mechanism was characterised by the presence of spallations of the material, which enabled observation of the substrate underneath the coating. Figure 7 shows critical load values determined on each sample after carrying out the scratching test. In all cases, TBA coatings showed higher critical load values than TA coatings, which means that in TBA samples adhesive failure occurs at higher loads, indicating that TBA coatings exhibit higher scratching resistance than TA coatings. The best results in terms of adhesion to the substrate were observed for TBA coatings containing 4 and 6 g L−1 of ceramic particles. In the case of TA coatings, the best results were obtained with 6 g L−1 of n-TiO2. For ceramic contents higher than 6 g L−1, a decrease in the degree of adhesion to the substrate was observed. This effect could be ascribed to the lower polymer/ceramic ratio in those coatings, which reduces the binding effect of the polymer and therefore leads to more brittle coatings, which are easier to detach from the substrate. In this sense, for both TA and TBA systems, the optimum ceramic content seems to be 6 g L−1, and as mention before, TBA coatings exhibit better adhesion strength to the substrate than TA coatings. This trend, which is observed for all ceramic contents, could be explained by the presence of large BG particles in TBA coatings and the higher load needed to create the spallation of the material.
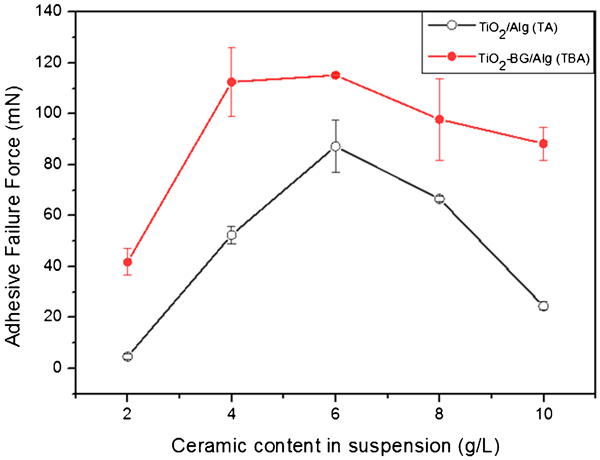
Scratch test results as function of initial ceramic content in suspension for composite coatings produced by EPD with 2 g L−1 alginate suspensions in ethanol/water solvent
In vitro assessment in SBF
In order to evaluate the potential bioactivity of TA and TBA coatings, samples prepared with 2, 6 and 10 g L−1 for both systems were immersed in SBF at 37°C for 7 days. Figure 8 shows the normalised XRD plots obtained on coatings after SBF immersion. As it can be seen, all samples present the diffraction peaks corresponding to the (100), (200), (211), (113), (222) and (410) planes of HA (indexed using the Joint Committee on Powder Diffraction Standards card no. 09-0432) as well as the ones of (101), (004), (200) and (105) planes of the anatase polymorph of titania 23 and the (110) and (313) planes of rutile respectively (indexed using Joint Committee on Powder Diffraction Standards card no.s 21-1272 and 21-1276). Comparing the coatings obtained with the lowest ceramic content for both systems (2 g L−1 TA and TBA), it can be observed that when BG particles are incorporated in the coating, the HA phase is more evident according to the higher intensity of the HA peaks in the TBA diffractogram as well as to the appearance of peaks correlated to the (100) and (200) planes of HA in the TBA sample that are not clearly visible in the TA sample. This observation suggests that BG particles accelerate the HA formation after immersion in SBF, as expected. 1 However, when the ceramic content is increased, no significant differences in bioactive behaviour are observed.
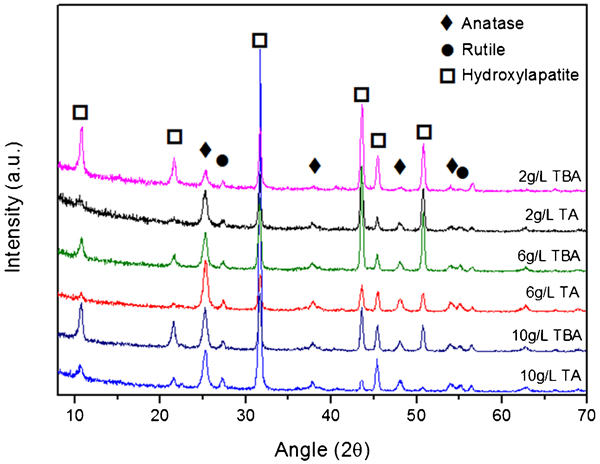
X-ray diffraction results of coatings produced with 2, 6 and 10 g L−1 ceramic particles in suspension for both TA and TBA systems after 7 days in SBF at 37°C (normalised graphic)
Electrochemical behaviour and corrosion resistance
An important parameter determining the success of a metallic material used in biological environments is its corrosion resistance. Applying a protective coating is one of the alternatives to tackle the potentially low corrosion resistance of metallic materials in biological fluids, which is due to the high chloride content of these media. Figure 9 shows the polarisation curves of the uncoated 316L stainless steel substrate (bare metal) as well as the curves for the electrophoretically coated substrates for both TA and TBA systems with different ceramic contents (6, 8 and 10 g L−1) upon immersion in DMEM at 37°C. It can be observed that all coated samples show a higher Ecorr and a lower icorr compared to the bare metal, indicating that both composite coatings protect the substrate against corrosion. The presence of the coatings decreases significantly the current density from 1065 nA cm−2 (bare metal) to a mean value of 520 nA cm−2 for TA coatings and 470 nA cm−2 for TBA ones, reducing the kinetics of both anodic and cathodic reactions and hence imparting corrosion protective properties to the composite coating.
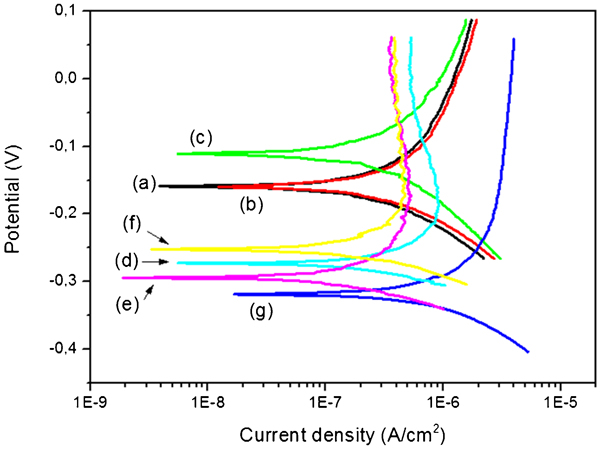
Polarisation curves obtained using DMEM at 37°C for coating of TA system (a 6 g L−1, b 8 g L−1 and c 10 g L−1), TBA system (d 6 g L−1, e 8 g L−1 and f 10 g L−1) and g bare metal
The lower Ecorr of TBA coatings compared to TA coatings is likely due to the reaction of highly reactive BG particles with the medium causing their partial dissolution, while titania does not present this dissolution phenomenon. At the same time, it should be taken into account that the smaller particle size of titania favours the effective sealing of the possible pores left by the BG particles where the liquid can penetrate. Finally, the effect of BG particles on the anodic reaction should be noted, where in all cases the anodic polarisation curves for TBA coatings occur at significantly lower current densities than the ones of the TA coatings.
The titania based bioactive composite coatings presented in this work are part of a new family of organic–inorganic composite coatings obtained by EPD with potential biomedical applications.26,30,31,39–43 Within this new coatings family, five different systems have been recently studied in our lab: TiO2/alginate, TiO2-BG/alginate (TA and TBA systems described in this paper), TiO2/chitosan, 55 BG/alginate 39 and BG/chitosan. 30 The main difference observed for these systems is the fact that crack free coatings are usually obtained when alginate is used for both titania and BG particles with ceramic contents up to 10 g L−1. The alginate component in the coating seems to act as a binder and provides suitable mechanical consistency and structural stability to the coatings according to the performed bending tests. On the contrary, when chitosan was used, cracks were observed for ceramic contents higher than 6 g L−1 even for flat coatings before bending test. 39 According to TG results, titania based composite coatings incorporating chitosan present higher ceramic content than those obtained with alginate, which leads to more brittle materials. Regarding the corrosion behaviour, it is interesting to point out that titania based coatings exhibit the same corrosion trend for both polymers (chitosan and alginate), although the current density when alginate is used is higher, which implies higher corrosion rate. In addition, when BG is used, the thermodynamical tendency to corrode increases independent of the presence of titania or the employment of alginate. For further comparative studies between the different coatings, new bioactivity tests should be performed (e.g. by immersion in SBF) in order to establish the HA formation rate in terms of inorganic filler content and type of polymer used.
Conclusion
Novel n-TiO2/alginate and n-TiO2-BG/alginate composite coatings on stainless steel have been successfully obtained by anodic EPD. The optimal experimental conditions were found using an ethanol/water ratio of 40∶60 (vol.-%) as solvent for EPD in order to avoid bubble formation during EPD and to ensure high stability of the colloidal suspension. Voltages of 5 and 7 V for the n-TiO2/alginate and n-TiO2-BG/alginate systems respectively and a deposition time of 1 min for both of them were determined as optimal EPD parameters. The presence of n-TiO2 and BG induced the growth of HA on the coating surfaces upon immersion in SBF, with BG particles accelerating HA formation. These new coatings present suitable structural stability, and they resist deformation (bending) without substantial microcracking. In addition, scratching tests showed that the coating adhesion strength depends on the type of inorganic filler. In terms of corrosion behaviour in DMEM, the higher Ecorr and lower icorr values exhibited by the coated samples, compared to the bare metal, indicate the protective properties of the obtained coatings. Thus, the coatings studied in this work, being bioactive, deformation and corrosion resistant, represent a new family of ‘soft’ coatings for possible applications in bone substituting devices and for bone tissue engineering.
Footnotes
Acknowledgments
L. Cordero-Arias wishes to thank the European Virtual Institute on Knowledge based Multifunctional Materials (KMM-VIN) for granting a fellowship to visit the Institute of Ceramic Technology (Spain) and the German Academic Exchange Service (DAAD) (Bonn, Germany) for a scholarship. The authors acknowledge EU FP-7 projects ‘ITN-GlaCERCo’ and ‘BIODENTISSUE’ for financial support and H. Gao, A. Friedrich and U. Marten-Jahns for experimental support.