
Abstract
The deleterious effect of Al4C3 on the performance of MAX ceramics has not attracted much attention. In the present study, Al4C3 containing Cr2Al(Si)C and SiC/Cr2AlC ceramics have been prepared. It was found that spontaneous pulverisation of the as synthesised samples took place at room temperature after exposure in air and water for various durations. Volume expansion induced by the interaction of Al4C3 with moisture is held responsible for the disintegration of Al4C3 containing MAX ceramics. Preventive measures to avoid the formation of Al4C3 upon preparing MAX ceramics were herein proposed.
Introduction
MAX phases (M denotes an early transition metal, A is a mostly IIIA or IVA group element and X is either C or N), including the layered ternary carbides and nitrides, have attracted much attention owing to their attractive properties at room and high temperatures. Some Al containing MAX phases such as Ti2AlC, Cr2AlC, Ti3AlC2 and Ti3Al(Si)C2 exhibit good resistance to thermal shock, oxidation and corrosion.1–12 In addition, the MAX phases can be easily prepared by different processing methods from various starting mixtures. The attractive properties, together with the ease of fabrication of the MAX materials, make them promising candidates for high temperature applications such as gas turbines, heat exchangers, solid oxide fuel cells and nuclear reactors.
To prepare Al containing MAX materials, Al elemental powder is generally used in starting mixtures. However, the easy loss of Al (melting point: 630°C) at high temperatures induced unwanted impurities in the MAX products. These impurities are generally binary carbides such as TiC, Al4C3 and Cr7C3, and they impair some properties of the MAX materials. To improve the purity of MAX, Al4C3 has been used to replace Al in starting mixtures because, at sintering temperatures, Al4C3 can provide both Al and C atoms in the system of M–Al–C, and also Al4C3 cannot be easily lost due to its higher melting point (2200°C) than Al. The Al containing MAX phases and their solid solutions such as (Ti1−xNbx)2AlC, 13 Ti3Si1−xAlxC2, 14 Cr2AlC,15,16 Ti2AlC,17,18 Ti3AlC2, 19 ZrAl4C4, 20 Zr2Al4C5 and Zr3Al4C6, 21 Nb2AlC and (Ti,Nb)2AlC 22 have been consequently synthesised.
Although Al4C3 is a desirable component in starting mixtures to prepare the abovementioned MAX materials, yet it is hygroscopic, unavoidably introducing another impurity of Al2O3 during mixing. 19 In addition, if Al4C3 appears as an unwanted impurity in the MAX bulk ceramics, it will impair the electrical conductivity, self-lubricating ability and oxidation resistance of the MAX materials. Furthermore, the moisture sensitive Al4C3 may result in the surface degradation or even complete failure of the MAX materials. It has been reported that the appearance of Al4C3 is detrimental to the mechanical integrity of metal matrix composites.23–26 However, work on the potentially detrimental influence of Al4C3 on the structural integrity of MAX ceramics has been much less focused.
Therefore, in the present study, the main purpose was to investigate the harmful effect of Al4C3 on MAX materials.
Experimental
In the present study, a Cr2Al(Si)C ceramic containing Al4C3 was deliberately prepared. Powders of Cr (particle size: <75 μm; 99·50% purity), Al (particle size: ∼70 μm; 99·5% purity), Si (particle size: <45 μm; 99·9% purity) and graphite (C; particle size, <45 μm; 99·7% purity) were used as a starting mixture. The powders of Cr, Al, C and Si with a molar ratio of 2∶1·1∶1∶0·3 were mixed for 10 h. The mixed powders were put into a graphite die coated with boron nitride and then hot pressed at 1450°C for 1 h under 30 MPa in Ar atmosphere. A 20 vol.-%SiC/Cr2AlC composite containing Al4C3 was prepared by hot pressing a mixture of Cr2Al, C and SiC powders at 1400°C under 20 MPa for 1 h in Ar atmosphere.
The as synthesised Al4C3 containing Cr2Al(Si)C sample was machined into bars. The bars were polished and exposed in air and water for different times. The 20 vol.-%SiC/Cr2AlC sample with dimension of 36×25×6 mm was stored without any treatment in a plastic bag. The phase composition and microstructure of samples were characterised using X-ray diffraction (XRD) analysis with a D/Max 2200PC diffractometer (Tokyo, Japan) using Cu Kα radiation and a ZEISS EVO 18 scanning electron microscope (SEM, Carl Zeiss SMT, Germany) equipped with an energy dispersive spectroscopic system respectively.
Results
Figure 1 shows the diffractogram of the sample sintered at 1450°C. The synthesised sample consisted mainly of Cr2Al(Si)C plus small amounts of Cr5Si3Cx and Al4C3. Previous work 27 showed that a Cr2Al(Si)C ceramic with Cr5Si3, but no Al4C3, was obtained by hot pressing a mixture of 2Cr/1·1Al/0·2Si/C at the same conditions as for 2Cr/1·1Al/0·3Si/C. Hence, the appearance of Al4C3 should be induced by extra Si in the mixture of 2Cr/1·1Al/0·3Si/C during hot pressing.
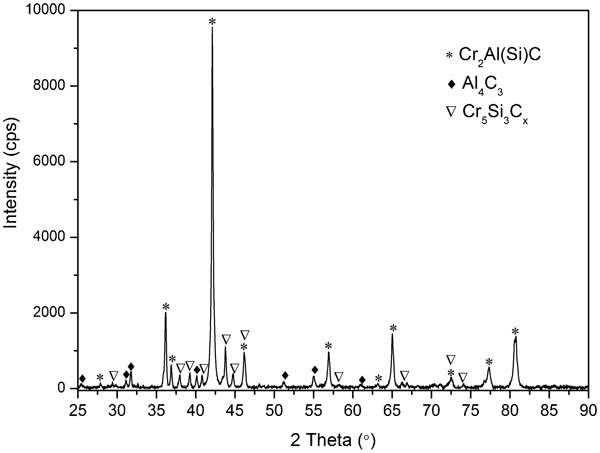
X-ray diffraction pattern of synthesised Cr2Al(Si)C sample
Figure 2 shows a typical microstructure of the Cr2Al(Si)C sample. Small particles (black) were Al4C3 distributing in the matrix. Most Al4C3 grains are needle-like. Some relatively larger black particles were Al2O3, which was not detected by XRD due to its low content below the detection limit of XRD. Al2O3 should be formed at high temperatures from a reaction between Al and oxygen absorbed at the original powders.
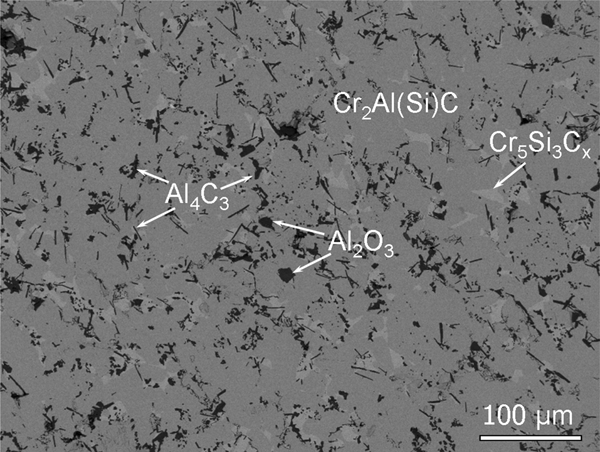
Image (SEM) of polished surface of Cr2Al(Si)C sample
After exposure of the polished specimens in air for 3 days, small pits on the polished surfaces was observed by naked eyes. A typical backscattered SEM image clearly shows the detail of the pits (Fig. 3). In the pits, there are fine particles (black), which should be induced by the hydrolysis of Al4C3. The fine particles were identified by energy dispersive spectroscopy, with only appearance of Al and O. However, it is reasonable to speculate that these fine particles may be an aluminum hydroxide, Al(OH)3, because Al4C3 is hygroscopic and easily reacts with moisture in atmosphere to form Al(OH)3. This phase has been further confirmed by XRD as shown in Fig. 5a. The above feature gives a clear evidence of the material degradation.
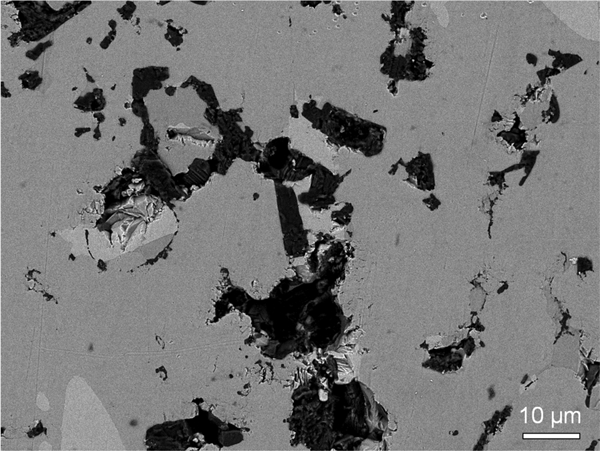
Backscattered SEM image of polished surface of Cr2Al(Si)C sample after exposure in air for 3 days
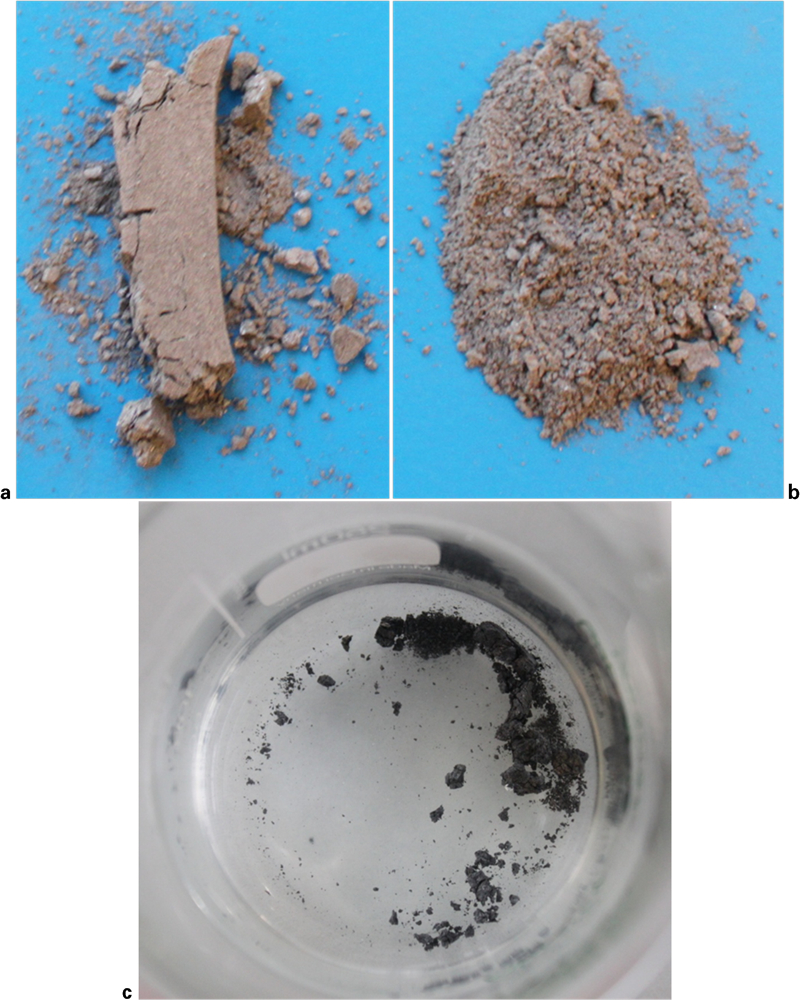
Photographs of Cr2Al(Si)C samples after exposure in air for a 1 month and b 2 months and c in water in beaker for 1 week
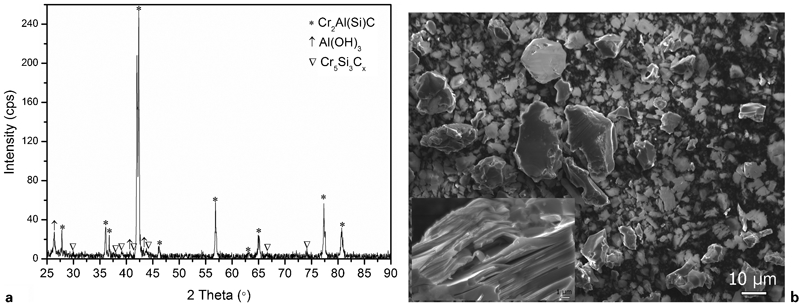
a X-ray diffraction pattern and b backscattered SEM image of pulverised powder; inset in b showing delamination and formation of kink bands in broken grain
To further study the detrimental influence of Al4C3 on the MAX materials, the polished specimens were deliberately exposed in air and water respectively at ambient temperature for various durations. It is worth noting that the polished specimen got loose and became part of the powder after exposure in air for 1 month (Fig. 4a) and completely transformed to powder after exposure in air for 2 months (Fig. 4b). More interestingly, as shown in Fig. 4c, the specimen was quickly pulverised as immersed in water for only 1 week, indicating that direct exposure in water promotes the hydrolysis rate of Al4C3.
The pulverised powder is composed of Cr2Al(Si)C, Cr5Si3Cx and Al(OH)3, with no evidence of Al4C3 (Fig. 5a). The disappearance of Al4C3 indicates the complete hydrolysis of Al4C3 to Al(OH)3. Figure 5b shows the microstructure of the pulverised powder without any grinding. It should be noted that some Cr2Al(Si)C grains have been broken into small pieces. Delamination and kink bands were found in some broken grains as shown in the inset in Fig. 5b. The above feature indicates that the Cr2Al(Si)C grains suffered large compressive stresses induced by the hydrolysis of Al4C3. The Cr2Al(Si)C solid solution has a hexagonal structure with weak bonding between nanolaminates and a high axis ratio of c/a = 4·5. 27 As the direction of compressive stresses is parallel to the basal planes of Cr2Al(Si)C, the easy slip along the basal planes and the formation of kink bands occurs. Deformation of the MAX phases with delamination and kink band formation is always observed at room temperature under the applied stresses, and the main mechanism has been discussed in detail.28,29
Additionally, it was found that the 20 vol.-%SiC/Cr2AlC sample containing rod-like Al4C3 grains (Fig. 6a) was also completely pulverised into powder after exposure in air for 2 months (Fig. 6b). This further proves the severe detrimental effect of Al4C3 on the mechanical integrity of the MAX materials.
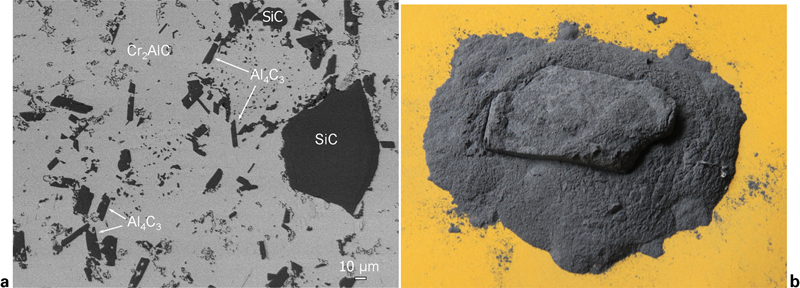
a backscattered SEM image of polished surface of 20 vol.-%SiC/Cr2AlC and b photograph of 20 vol.-%SiC/Cr2AlC after exposure in air for 2 months
Discussion
Hydrolysis of Al4C3 is unavoidable when exposed to moisture. A hydrolysed product, Al(OH)3, maybe formed according to equation (1)
26

In the above reaction, 1 mol Al4C3 produces 4 mol Al(OH)3. Based on their theoretical densities of 2·4 g cm−3 for Al4C3 and 2·36 g cm−3 for Al(OH)3, 1 V (unit volume) of Al4C3 introduces ∼2·2 V of Al(OH)3, leading to a 120% volume expansion. In addition, larger volume expansion would be achieved if Al(OH)3 completely transformed to AlO(OH).αH2O because AlO(OH).αH2O has a porosity of 90% and a low density of about 0·23–0·25 g cm−3.23,30 Therefore, interaction of Al4C3 with moisture causes the volume expansion, which correspondingly leads to internal stresses in the bulk materials. The internal stresses make the pulverisation of MAX bulk samples.
Based on the above discussion, it is clear that the hydrolysis of Al4C3 leads to the spontaneous pulverisation of MAX materials. To guarantee the structural integrity and service life of the MAX materials used as key ceramic components, formation of Al4C3 must be prevented upon preparing the Al containing MAX materials. Hence, it is necessary to consider the following conditions.
First is the adoption of small C particles in starting mixtures upon preparing MAX materials. Al4C3 was found around larger C particles that were not completely consumed during sintering a Cr/Al/C mixture for 1 h to obtain Cr2AlC (Fig. 7). Small C particles in the starting mixtures can enhance the reactivity and improve purity of MAX materials. Second is the careful selection of second phases as reinforcing agents in the MAX composites. If the second phases react with MAX matrixes, unwanted impurities will be introduced. For example, the presence of Al4C3 around SiC as shown in Fig. 6a is due to reaction of SiC with Cr2Al or Cr2AlC. Third, optimisation of sintering temperatures and dwelling times is also an effective way to avoid the formation of Al4C3 in MAX materials.
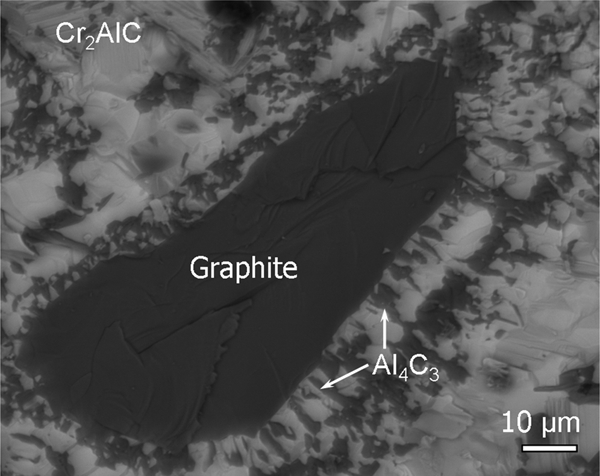
Image (SEM) of Al4C3 grains around unconsumed C particle after hot pressing mixture of Cr, Al and C powders
In spite of the deleterious effect of Al4C3 stressed here, the hydrolysis of Al4C3 may be useful in practical applications. For example, it may be an effective mould release agent to separate ceramic or metal samples from graphite moulds after exposure in atmosphere or in water for certain durations. In addition, the hydrolysed product of Al4C3 is a desirable precursor for making a nanosized Al2O3 film 31 and also a good flame retardant.
Conclusions
Al4C3 containing Cr2Al(Si)C and SiC/Cr2AlC samples have been spontaneously pulverised after exposure in air for 2 months, whereas pulverisation has been promoted as exposure in water for only 1 week. The driving force for spontaneous pulverisation of Al4C3 containing MAX phases is the internal stresses caused by volume expansion due to the fact that 1 V Al4C3 reacts with moisture to produce 2·2 V Al(OH)3. This mechanism can be also used to explain the degradation of other materials containing Al4C3. To prevent the formation of Al4C3 in MAX materials, some preventive measures have been proposed. Furthermore, potential uses of Al4C3 as a mould release agent, a precursor to make nanosized film and a flame retardant in practical applications have been expected.
Footnotes
Acknowledgements
This work was supported by the National Natural Science Foundation of China under grant nos. 51172015 and 51372015, and SRF for ROCS, SEM and ‘Hongguoyuan’ Talent Foundation of Beijing Jiaotong University.