
Abstract
Magnesia doped multiwalled carbon nanotube (CNT)/α-alumina nanocomposites have been fabricated by spark plasma sintering at 1500°C under 50 MPa in argon. Owing to combined grain refining effect of nanotube and magnesia, nanocomposites possessed smaller matrix grains and extensively lower matrix crystallites than pure alumina. Thermal expansion mismatch between matrix and filler rendered up to four times higher compressive lattice microstrain to the nanocomposites over pure alumina. Despite very low CNT loading (e.g. 0·13 wt-%), nanocomposites offered considerably higher hardness (as high as 24·42 GPa), negligible indentation size effect (Meyer exponent = 1·906 − 1·941) and enhanced elastic response over pure alumina. Up to 0·27 wt-% nanotube loading, much higher wear resistance was observed for the nanocomposites over pure alumina. The presence of uniformly dispersed and structurally intact nanotubes coupled with lower matrix grains and crystallites having compressive lattice strain were the key factors behind achieving such improved mechanical properties of the present nanocomposites.
Introduction
Aluminium oxide (or so called alumina having a chemical formula of Al2O3) is probably the most widely utilised oxide ceramic in various fields starting from chemical absorbent to biomedical implants to advanced structural components and many more.1–5 This is due to the fact that the most stable phase, i.e. α-Al2O3 (commonly known as corundum), has several advantages over other oxide ceramics, like low density (3·97 g cm− 3), high hardness (15–18 GPa), high flexural strength (210–500 MPa), low thermal expansion coefficient (5·4–8·1 × 10− 6/K), extreme chemical inertness, high temperature dimensional stability (up to 1700°C in ambient), high thermal shock resistance, high dielectric strength and biocompatibility, and above all, apart from its wide availability, this oxide ceramic can be found at a reasonable price.6–9 However, extreme brittleness of Al2O3 has led towards unpredictable catastrophic failures during use. Coupled to this, poor fracture toughness (KIC) and high temperature mechanical property retentivity are some of the critical issues that restrict the suitability of monolithic α-Al2O3 as advanced high performance structural ceramic.10–12 To surmount such issues, researchers have always tried to fabricate advanced structural composites containing a multiphase Al2O3 matrix. These composites are expected to exhibit engineered microstructure–property relationship and also an improved performance over monolithic Al2O3.13–15 Soon after the discovery of carbon nanotube (CNT) in 1991, the outstanding capability of single walled CNT and multiwalled CNT (MWCNT) as effective filler in ceramic matrices triggered the global R&D activities on fabrication and multiaspect characterisations of CNT/Al2O3 nanocomposites to meet the state of the art high performance application demands.11,16–29 As far as mechanical property evaluation of CNT/Al2O3 nanocomposites is concerned, both at room temperature and up to sufficiently high temperature, reports are available to illustrate the improved structural performance of this nanocomposite over monolithic Al2O3 at different CNT concentrations. 24 Conversely, deterioration in properties of CNT/Al2O3 nanocomposites compared to monolithic Al2O3 also exists. Such degradation in property values resulted from many factors, e.g. non-uniform distribution of nanotubes at higher loading, structural collapse of nanotubes at high sintering temperature and pressure, poor matrix densification at high CNT concentration, and presence of agglomerated CNTs that act as pores of similar dimension.18,22,24,29,30 Thus, further research is required to optimise the performance and utilisation of CNT/Al2O3 nanocomposites as a real life, advanced, high performance structural material. On the other hand, in spite of the extreme significance of hardness values, fracture toughness and wear characteristics of these particular nanocomposites, reports and data are quite limited for wear component applications.18,19,27,28 In the present work, CNT reinforced Al2O3 matrix nanocomposites containing 0·07–1·09 wt-% MWCNT have been fabricated using simple wet mixing of as received raw materials followed by spark plasma sintering (SPS). The nanocomposites and pure Al2O3 have been characterised in terms of microstructure, Vickers hardness (HV) from 0·2 to 2·0 kgf indentation loads and dry sliding wear behaviour in the range of 10–20 N normal loads (FN). In addition, to trace out the effect of nanotube addition in Al2O3, matrix crystallite sizes (Lc) and lattice microstrain (εc) values have been evaluated using Williamson–Hall (W–H) technique from the corresponding X-ray diffraction (XRD) profiles. 31 Finally, performances of nanocomposite specimens were compared with those of pure Al2O3 to evaluate the extent of improvement of present SPS-ed nanocomposites.
Experimental
Raw materials
The raw materials used in this work are M/s Shenzhen Nano Tech Port, China make MWCNT having >95 wt-% purity, 60–100 nm outer diameter and 5–15 μm length and M/s Almatis Alumina Pvt. Ltd., India make A-16-SG grade reactive polycrystalline Al2O3 powder having 99·8 wt-% purity and 0·5 μm median particle size.
Batch preparation and sintering
The as received MWCNT was first dispersed in isopropyl alcohol (IPA) using ultrasonic bath sonication (Micro Clean 109, M/s Oscar Ultrasonics Pvt. Ltd, India) for 1 h. The dispersed CNT was mixed with Al2O3 powder and 0·5 wt-% MgO powder (M/s Merck Specialties Pvt. Ltd, India) as sintering additive using attrition milling for another 3 h in IPA. Al2O3 balls (Φ = 3 mm) were used as milling media. Finally, the mixed slurry was dried at 70°C in an air oven for volatile removal and sieved through 60 mesh BS screen and collected. The powder mixtures were then consolidated using SPS (HP-D-25, M/s FCT GmbH, Germany) in a Φ = 20 mm graphite mould at 1500°C and 50 MPa uniaxial pressure with a dwell of 3 min in static argon atmosphere.
Characterisations
Bulk densities of the consolidated specimens were measured using Archimedes water immersion technique. Composition, specimen ID, theoretical density and relative density values of all the studied batches are given in Table 1. Microstructures of the polished and thermally etched specimens were viewed through a desktop SEM (PhenomTM proX, M/s Phenom-World BV, The Netherlands) up to 15 000 × magnification. CNT/Al2O3 interactions in sintered nanocomposites have been viewed through a field emission SEM (FESEM: Supra-35, VP-Carl Zeiss, Germany). Phase, Lc and εc analyses of the specimens were performed using XRD patterns obtained from Bruker D8 Advance DA Vinci XRD System in between 10° and 90° 2θ values with a step size of 0·05°. Hardness values of the specimens were measured using a micro-Vickers hardness tester (402 MVD, M/s Wolpert-Wilson, Germany) equipped with Minuteman-1 software and 1·3 MP USB camera, with indentation loads ranging from 0·2 to 2·0 kgf and a dwell of 10 s. At least 15 indents were made on each sample at each of the test loads for obtaining a reproducible data. For analysing and comparing the indentation size effect (ISE) of MWCNT/Al2O3 nanocomposites with that of pure Al2O3, three different models were utilised, namely, Meyer's law, proportional specimen's resistance (PSR) model and modified PSR (M-PSR) model. Room temperature dry sliding wear characteristics of the specimens were evaluated using a DUCOM (India) TR-101 Tribometer equipped with a standard diamond Vickers indenter. Linear scratches (5 mm) were made on each of the specimens at three different normal loads (FN) from 10 to 20 N at 0·1 mm s− 1 scratching velocity. Scar topography and dimension were viewed through a non-contact surface profilometer (Contour GT, M/s Bruker, USA).
Physical properties of SPS1500 series specimens
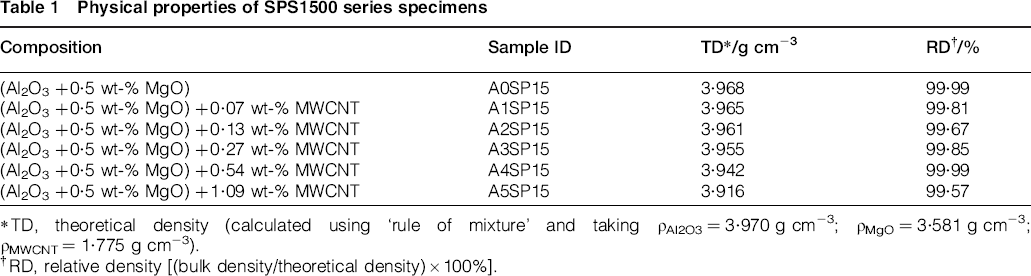
TD, theoretical density (calculated using ‘rule of mixture’ and taking ρAl2O3 = 3·970 g cm− 3; ρMgO = 3·581 g cm− 3; ρMWCNT = 1·775 g cm− 3).
RD, relative density [(bulk density/theoretical density) × 100%].
Results and discussion
From Table 1, it may be visualised that all specimens including pure Al2O3 were almost theoretically dense at the present SPS schedule. Although CNT generally acts as sintering inhibitor for ceramics,11,17,19,26,29 Milsom et al. 32 reported the effectiveness of this nanofiller towards obtaining highly dense ceramic matrix composites, especially through SPS processing. According to the report, addition of only 2 vol.-% CNT reduced the sintering activation energy by >62% compared to the monolithic ceramic that has an activation energy of 456 kJ mol− 1. 32 This was primarily achieved through the formation of an electrical percolating network that rendered higher grain boundary diffusion through local heating of matrix particles during SPS. Attainment of near theoretical densities of present SPS-ed nanocomposites, especially beyond 0·27 wt-% MWCNT loading (Table 1), evidently corroborates the observations made by Milsom et al. 32 Microstructure analyses of sintered specimens indicated that although population of ≥ 2·0 μm grains was the highest in pure Al2O3 (Fig. 1a), increasing CNT content up to 1·09 wt-% resulted in considerable decrease in matrix grain size ( ≤ 1·5 μm), indicating combined grain refining effect by MgO and CNT (Fig. 1b). However, with increasing CNT content, especially at 1·09 wt-% CNT loading, highly segregated regions in the sintered mass were identified due to the presence of large CNT agglomerates (Fig. 1c). Such segregated regions in high nanotube loaded nanocomposites have also been reported by others, and this CNT agglomerates are responsible for significant deterioration of structural properties of CNT/Al2O3 nanocomposites.22–24,26,29 On the other hand, FESEM images of sintered nanocomposites revealed bridging of multiple Al2O3 grains by well dispersed CNTs at low as well as at high nanotube concentrations (Fig. 2a and b). However, as mentioned above, segregated regions have also been identified in high CNT loaded specimens, especially at 1·09 wt-%, where the presence of entangled CNTs at the grain boundary regions was clearly identified (Fig. 2c).
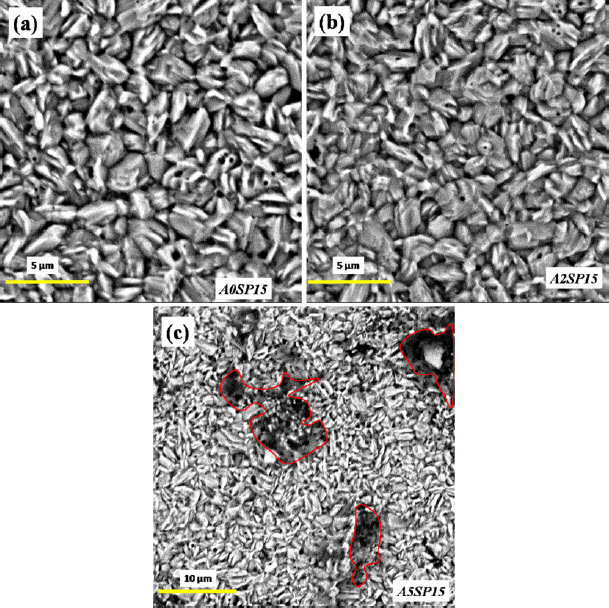
Microstructure of a pure Al2O3 (scale bar, 5 μm), b 0·27 wt-% MWCNT/Al2O3 nanocomposite (scale bar, 5 μm) and c 1·09 wt-% MWCNT/Al2O3 nanocomposite (scale bar, 10 μm)
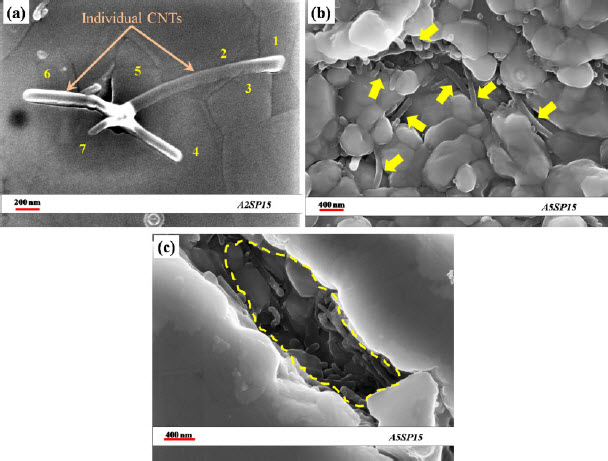
FESEM images of sintered nanocomposites: a bridging of multiple Al2O3 grains (numbered) by individual CNTs (marked by pointed arrows) in 0·27 wt-% MWCNT/Al2O3 specimen (scale bar, 200 nm); b bridging of multiple Al2O3 grains by almost individually dispersed CNTs (marked by pointed arrows) in 1·09 wt-% MWCNT/Al2O3 specimen (scale bar, 400 nm); c segregated matrix regions and agglomerated CNTs (indicated by dashed region) at grain boundary of 1·09 wt-% MWCNT/Al2O3 specimen (scale bar, 400 nm)
XRD phase analysis revealed that the sintered specimens mainly consisted of α-Al2O3 phase (JCPDS file 76-0144) of high crystallinity (Fig. 3). Owing to very low CNT concentrations and strong matrix peaks, identification of sp 2 carbon phase was not possible. Figure 4 shows matrix Lc and εc values of sintered specimens evaluated using W–H technique. It may be visualised from the figure that at up to 0·13 wt-% CNT loading, crystallite size decreased steadily (∼26% lower than pure Al2O3; A0SP15LC = 36·3 nm) and increased slightly at 0·27 wt-% CNT loading compared to A2SP15 specimen followed by a gradual decrease up to 1·09 wt-% CNT loading (∼31% lower than A0SP15). This was due to the fact that at up to 0·13 wt-% nanotube concentration, CNTs were dispersed homogeneously in Al2O3 that resulted in uniform matrix grain refining effect and, eventually, steady decrease in LC. On the contrary, beyond 0·13 wt-% CNT loading, nanotubes started to form agglomerates and heterogeneous dispersion of individual and clustered nanotubes produced mixed crystallite size in the matrix grains. This ultimately produced matrix crystallites comparatively larger than A2SP15 specimen but lower than A0SP15 (Fig. 4). Finally, at 1·09 wt-% CNT loading, the presence of large number of clustered CNTs in the matrix phase rendered significant hindrance towards grain boundary diffusion and produced smallest matrix crystallites (Fig. 4). The present LC values are significantly lower than that obtained for pressureless sintered CNT/Al2O3 nanocomposites due to dramatic reduction in total sintering time in SPS over pressureless sintering technique. 20 Similar trend was also noticed in lattice microstrain values due to the reason stated above (Fig. 4). Furthermore, the negative sign of strain values indicates formation of compressive εC in the matrix crystallites (Fig. 4), which can effectively contribute towards improvement of mechanical properties of the present nanocomposites. In addition, due to the large thermal expansion mismatch between Al2O3 (CTE = 8 × 10− 6/K) and CNT (CTE = − 1·6 × 10− 6/K),33,34 the magnitude of the compressive crystallite strain increased significantly in the nanocomposites over pure Al2O3 with increasing CNT concentration. The 1·09 wt-% MWCNT/Al2O3 specimen had about four times higher εC than pure Al2O3 (Fig. 4).
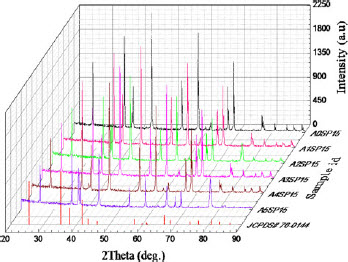
XRD patterns of all SPS-ed specimens and JCPDS file 76-0144 for α-Al2O3
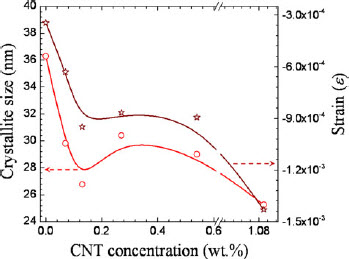
Matrix crystallite size (Lc) and lattice microstrain (ε) versus CNT concentration plots obtained from W–H analysis
Figure 5 shows the HV data of all specimens within the indentation test span, i.e. from 0·2 to 2·0 kgf. Except A5SP15 specimen, all other nanocomposites offered improved HV values at all indentation loads. The poor hardness data obtained for the 1·09 wt-% MWCNT/Al2O3 specimen were possibly due to the presence of clustered CNTs in the matrix phase that failed to offer any reinforcing effect and acted as pores of equivalent dimensions and poor CNT/Al2O3 interface performance. On the other hand, the highest HV values obtained for A2SP15 (HV0·2 = 24·42 ± 2·33 GPa; HV2·0 = 22·72 ± 1·75 GPa) were almost 18% higher than pure Al2O3 (Fig. 5). The hardness values of present nanocomposites and extent of improvement in HV data over pure Al2O3 are perhaps the highest among others.
24
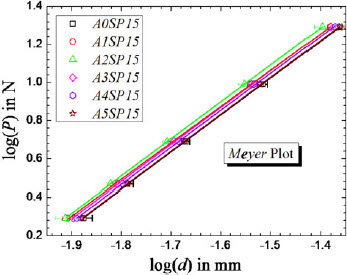
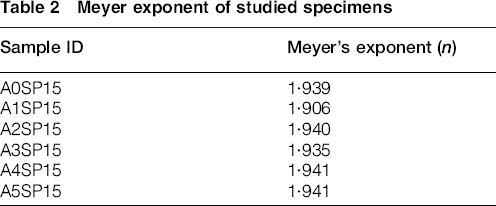
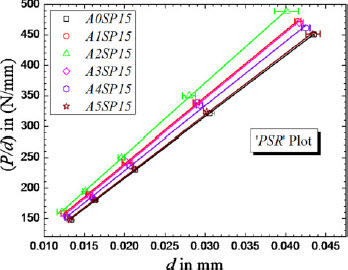
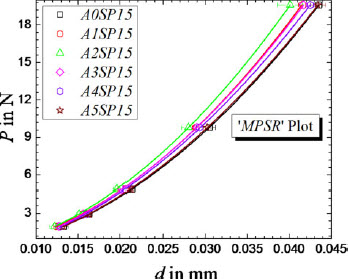
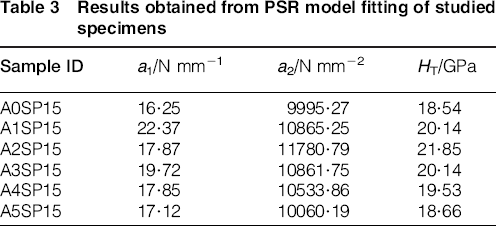
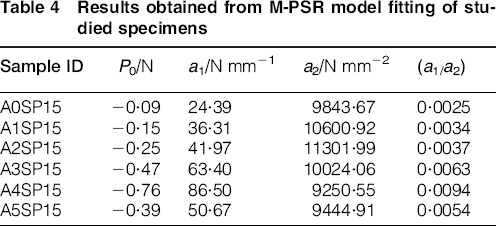
This was achieved through uniform dispersion of CNT in the matrix phase at least up to 0·13 wt-% loading, proper SPS schedule, structural retention of nanotubes in sintered specimens and adequate CNT/Al2O3 interface performance that helped in proper load sharing between matrix and the filler. To find out the extent of indentation loads on HV data, Meyer's exponent (n) values were evaluated from the linear fit of log(d) versus log(P) data points, where d is the average length of indentation diagonal and P is the indentation load (Fig. 6). It may be seen from the data given in Table 2 that all the specimens including pure Al2O3 had almost similar extent of ISE (n>1·9) within indentation loading span. Furthermore, since the n values lie well above 1·9, at this loading region (i.e. 0·2 kgf < P ≤ 2·0 kgf), all the specimens showed negligible ISE, suggesting worthy use of the present nanocomposites as structural component.35,36 Results obtained from PSR and M-PSR plots (Figs. 7 and 8), which were utilised to quantitatively describe the ISE of the present specimens, revealed the following (Tables 3 and 4):
improved elastic response (increased a1/a2 ratio) of the nanocomposites over pure Al2O3 within the test span because of enhanced reinforcing effect of structurally intact highly elastic CNTs that ultimately helped in HV value retention to a much higher level compared to A0SP15, formation of gradually increased machining induced compressive surface residual stress in the nanocomposites over pure Al2O3 because of increased concentration of reinforcing CNTs that rendered higher pullout resistance to the matrix grain during machining that effectively contributed towards improvement in HV values of the nanocomposites and lower HT (true hardness) values in the absence of thermal and/or machining induced residual stresses in the specimens. Variation in HV values of studied specimens within indentation loading range Meyer's plots of studied specimens Meyer exponent of studied specimens PSR plots of studied specimens M-PSR plots of studied specimens Results obtained from PSR model fitting of studied specimens Results obtained from M-PSR model fitting of studied specimens

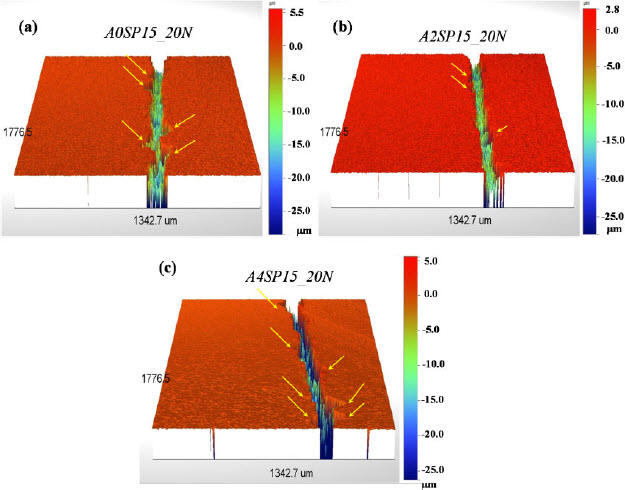
Scar profiles of a pure Al2O3, b 0·27 wt-% MWCNT/Al2O3 nanocomposite and c 0·54 wt-% MWCNT/Al2O3 nanocomposite at FN = 20 N
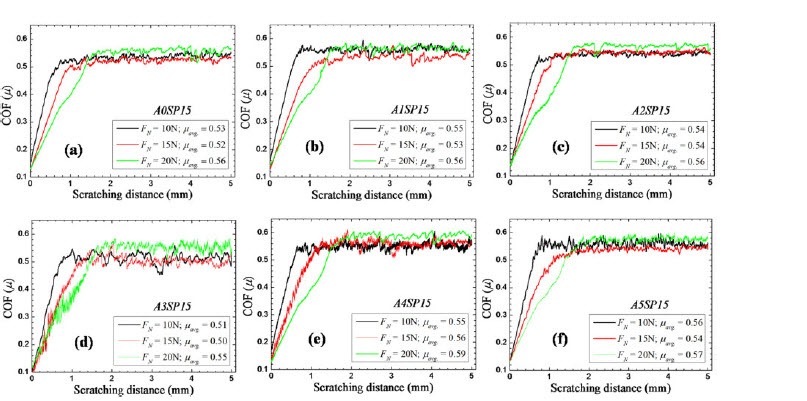
a–f COF values of all studied specimens at three different FN‘s against scratching distance
Rate of wear (WR) in mm3 (N m)− 1 of studied specimens

Conclusions
MWCNT/α-Al2O3 nanocomposites (RD >99%) doped with 0·5 wt-% MgO have been fabricated by simple wet mixing of as received raw materials followed by SPS at 1500°C under 50 MPa for 3 min in static argon ambience. Combined grain refining effect of CNT and MgO resulted in much smaller matrix grains in the nanocomposites over pure Al2O3. W–H analyses also revealed significantly lowered matrix LC values in the nanocomposites than that of pure Al2O3. Furthermore, the large CTE mismatch between CNT and Al2O3 resulted in the formation of increased compressive lattice microstrain in the nanocomposite specimens. Microhardness analyses indicated negligible ISE of the present nanocomposites (Meyer's exponent ≥ 1·90). HV value as high as ∼24·5 GPa was obtained only at 0·13 wt-% CNT loading, which was ∼18% higher than monolithic Al2O3. While such high HV value of the present nanocomposite is one of the best values available in published literature, this was achieved at only 0·13 wt-% CNT loading due to uniform dispersion of structurally intact nanotubes in the SPS-ed specimens. In addition, PSR and M-PSR model fitting results revealed much improved elastic response of the nanocomposites over pure Al2O3 due to effective reinforcing effect rendered by the structurally intact and highly elastic CNTs. The ratio of elastic to plastic deformation (i.e. a1/a2) steadily increased from 0·0025 for pure Al2O3 to the maximum of 0·0094 for 0·54 wt-% MWCNT/Al2O3 nanocomposite. Unlubricated scratch test suggested much higher resistance to wear of the nanocomposites over pure Al2O3 at least up to 0·27 wt-% CNT loading. WR at FN = 20 N decreased from 0·0368 mm3 (N m)− 1 for pure Al2O3 to a minimum of 0·0224 mm3 (N m)− 1 for 0·13 wt-% MWCNT/Al2O3 nanocomposite. The present results suggest enhanced mechanical properties of studied nanocomposites over pure alumina and have potential for advanced high performance structural applications.
Footnotes
Acknowledgements
The authors express their sincere gratitude to the Director, CSIR-CG&CRI, India, for his kind permission to publish this work. The authors thankfully acknowledge financial support received from the Council of Scientific and Industrial Research (CSIR), India (WP3·0 of ESC-0104).