
Abstract
Passivation treatments in NaOH, H2SO4 and HCl were conducted in order to improve the oxidation resistance of Ti3SiC2 at 500°C. The oxidation resistance of Ti3SiC2 passivated in NaOH was the greatest of any treatments due to the formation of an amorphous film during passivation treatment, which became dense, crystalline and seemingly highly protective during oxidation. The detrimental phase transformation of TiO2 was limited by doping with SiO2. Different levels of corrosion happened during passivation treatment in H2SO4 and HCl, which is harmful to oxidation resistance.
Keywords
Introduction
The MAX phases of ternary layered compounds have attracted much attention as promising structure materials due to their containing beneficial properties ofboth metals and ceramics.1–3 This kind of compound has the general formula of M n+1 AX n (n=1,2 or 3), where Mis a transition metal, A is typically an element of IIIA or IVA of the periodic table of elements (Si, Al or Ge) and X is C or N. As a typical MAX phase, Ti3SiC2 has been focused for its specific characteristics, such as synthetic method, 4 machinability, 5 tribological behaviour, 6 wetting behaviour with metal 7 and especially good high temperature oxidation resistance,8–10 which is important for applications in high temperature environments. Previous reports have demonstrated that the high temperature oxidation behaviour of Ti3SiC2 is a diffusion controlled process.8–10 In brief, Ti and C diffused outward, O diffused inward, and Si was oxidised in situ. Finally, a dense oxide scale was formed, the outer layer of which was composed of TiO2 and the inner of a mixture of SiO2 and TiO2. The high temperature oxidation resistance of Ti3SiC2 is highly dependent on the presence of SiO2.
Materials used in the high temperature field are usually exposed to relatively low temperatures at some stage of their process. Racault et al. 11 studied the oxidation behaviour of Ti3SiC2 powders at temperatures ranging from 400 to 1250°C. Both anatase TiO2 and rutile TiO2 were formed between 650 and 850°C, and cracks were observed on the grains at 650°C. Zhang et al. 12 investigated the oxidation behaviour of bulk Ti3SiC2 in the temperature range of 500–900°C. He found an anomalous oxidation with higher kinetics at lower temperatures, with cracks appearing in the scales on oxidised samples at temperatures of 500 and 600° C. The phase transformation of TiO2 from anatase to rutile was responsible for the formation of cracks. The higher oxidation kinetics and the formation of cracks at lower temperatures may restrict the use of Ti3SiC2 in some areas. Materials will show good oxidation resistance if a film of Al2O3, SiO2 or Cr2O3 is formed on the substrate, although this oxidation resistance will be undermined by the formation of cracks on the film. Optimisation of the Si, Al or Cr content might improve the oxidation resistance of the film. Previous works on improving the oxidation resistance of Ti3SiC2 can be categorised into two general groups: preparing a protective coating and synthesising a composite or solid solution. Liu et al. 13 prepared a silicide coating on Ti3SiC2 by pack cementation and observed that the parabolic rate constant of the coated sample was decreased by two to three orders of magnitude at 1100 and 1200°C compared to Ti3SiC2. Li et al. 14 used the same method to prepare an aluminide coating. Even though a complete aluminide coating was not formed, the parabolic rate constant was decreased by two orders of magnitude. SiC was introduced into the matrix as a SiC/Ti3SiC2 composite in order to further increase the Si content, as well as to improve oxidation resistance.15–17 Zhang et al. 18 fabricated a solid Ti3-Si0.9Al0.1C2 solution, the parabolic rate constants of which were decreased by two to four orders of magnitude compared with those of Ti3SiC2 at 1000–1300°C. The existing reports aimed to improve the high temperature oxidation behaviour of Ti3SiC2, but there has been little focus on improving the oxidation behaviour of Ti3SiC2 at lower temperatures, or over a broader range of temperatures.
In the present study, Ti3SiC2 was passivated in 1M NaOH, H2SO4 and HCl. The oxidation behaviour of these pretreatment samples at 500°C was then investigated in order to determine the influence of passivation treatment on oxidation.
Experimental
Bulk Ti3SiC2 was fabricated by the spark plasma sintering of mixture of Ti, Si and C at a fixed mole ratio (Ti/Si/C=3:1.2:2) at 1350°C for 10 min. The prepared Ti3SiC2 samples were then cut into 15 × 10 × 2 mm3 pieces by an electrical discharge method. All the samples were ground to 2000 grit using SiC emery papers and ultrasonically cleaned with acetone and distilled water before drying.
Electrochemical treatments were performed in a CHI660D electrochemical workstation (Chenhua Instrument Co. Ltd, Shanghai, China) with a standard three-electrode electrochemical cell at room temperature. The platinum foil and a saturated calomel electrode were used as the counter and reference electrodes for all measurements respectively. The electrolyte solutions, 1M NaOH, 1M H2SO4 and 1M HCl, were constructed from analytical grade chemicals (Sinopharm Group Co. Ltd, Shanghai, China) and distilled water.
Polarisation curves were performed at a scan rate of 1 mV s—1 in order to detect the appropriate potentials for the following passivation treatment. The appropriate constant potentials were then applied on Ti3SiC2 anodes for 5 h in each of the three electrolytes respectively. Finally, the passivated samples, henceforth referred to as NaOH–Ti3SiC2, H2SO4–Ti3SiC2 and HCl–Ti3SiC2, were cleaned with distilled water before subsequent testing.
Oxidation tests were conducted in a furnace. The samples were heated at a rate of 10°C min— 1 to the specified testing temperature. After holding for a predetermined time, the samples were removed from the furnace in order to cool and weigh, and were then inserted into the furnace again. The phase was analysed by X-ray diffraction (XRD) using a diffractometer (D8 Advance, Bruker AXS, Germany) with Cu K a radiation. Both passivated surface images and polished cross-section images were observed using scanning electron microscopy (SEM) coupled with an energy dispersive X-ray spectrometer (Quanta FEG 250, FEI). Raman spectra were recorded in a confocal micro-Raman spectrometer (Renishaw inVia Reflex, UK) with a 523 nm laser.
Results and discussion Passivation in different acid and alkali
Passivation in different acid and alkali
Figure 1 shows the polarisation curves of Ti3SiC2 in 1M NaOH, 1M H2SO4 and 1M HCl solutions. All the curves contain three regions: active dissolution, passivation and transpassivation. Jovic et al.
19
have published details of the corrosion behaviour of select MAX phases in NaOH, H2SO4 and HCl. They also proved the passivation of Ti3SiC2 in the three solutions. In the dissolution area, Ti and Si ions were determined to have leached out from the Ti3SiC2 grains, and were then oxidised to TiOx and SiOx films in the passivation area. The films were destroyed when the voltage rose sequentially. The time needed for passivation was shorter in HCl than in H2SO4 to bring about comparable results. It is very easy to select the appropriate potentials for successive passivation treatments. We choose 0.3, 0.3 and 0.5 V as the constant potentials for passivation in NaOH, H2SO4 and HCl respectively.
Polarisation curve of Ti3SiC2 in different solutions at scanning rate of 1 mV s—1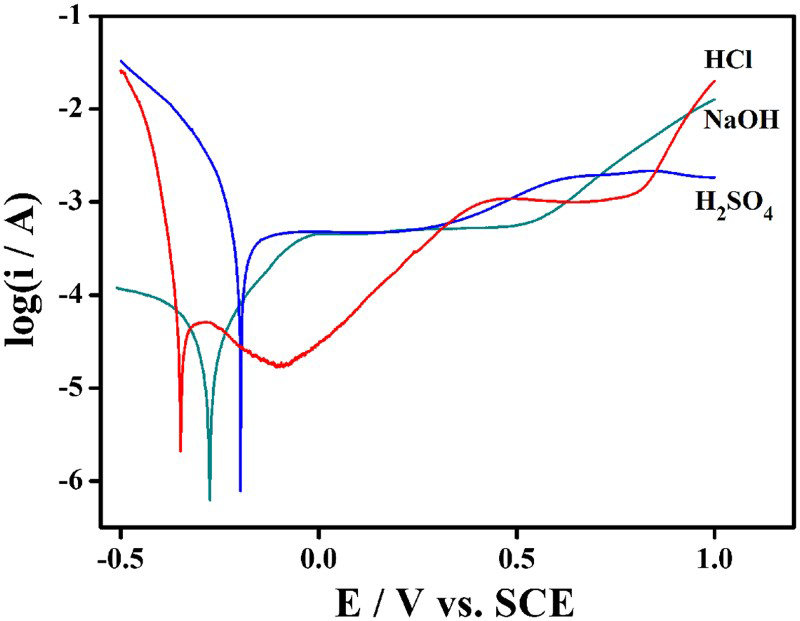
In order to investigate the effect of passivation treatment in different solutions, the surface morphologies of samples after treatment were observed by SEM. As a contrast, the polished sample surface may be observed in Fig. 2a. The surface is shown to be smooth and without cracks. After passivation in each of the three solutions, different film structures may be observed.
Surfaces morphologies of Ti3SiC2 after passivation in different solutions: a without pretreatment; b in NaOH; c in H2SO4; d in HCl; inserts are higher magnifications of same images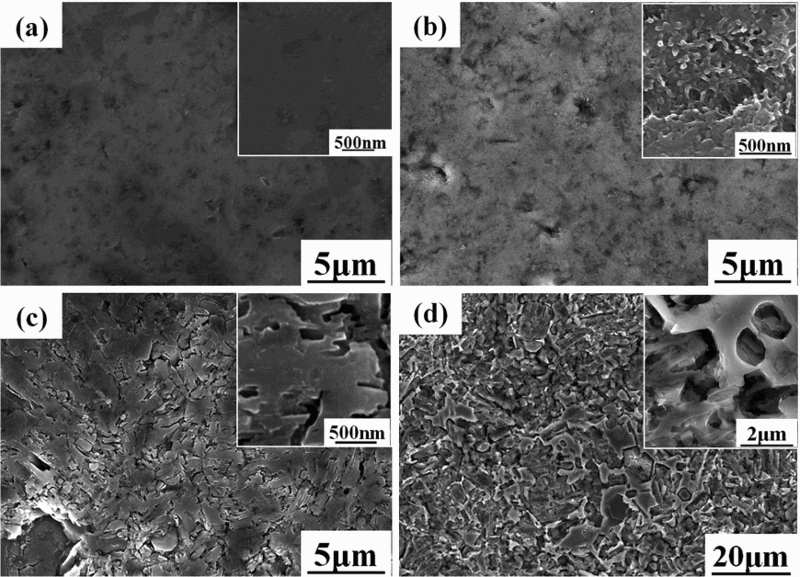
After passivation in NaOH (Fig. 2b), a new layer forms on the surface of Ti3SiC2. It consists of fine dots, which can be seen under higher magnification (insert of Fig. 2b). However, preferential corrosion at the grain boundary of Ti3SiC2 occurs after passivation in H2SO4, as seen in Fig. 2c, and the surface of Ti3SiC2 appears to be a little rougher. The passivation behaviours of Ti3SiC2 in NaOH and H2SO4 are similar to that of Ti3AlC2 reported by Li et al. 20 They also determined that a new layer was formed on Ti3AlC2 in NaOH and that grain boundary corrosion occurred after passivation in H2SO4. Dense and protected Ti oxides were formed on Ti3AlC2 during corrosion in NaOH, and permeable Ti suboxides were formed after passivation in H2SO4.
Ti3SiC2 suffers serious corrosion upon passivation in HCl. The structure of the grain crystal is destroyed, and holes and cracks spread throughout the surface. It is known that chloride ions have a very strong corrosive ability due to their small ionic radius. They can penetrate the passive film on the substrate and cause pitting corrosion on the surface. Materials used in the Cl containing environment always require a high level of corrosion resistance. Hiromoto et al. 21 reported the effect of chloride ions on the corrosion behaviour of the Zr65- Al7.5Ni10Cu17.5 amorphous alloy. Corrosion occurred when the concentration of chloride ions was increased. No phase change was detected by XRD (not shown here) because the variation ranges were within the nanoscale.
Oxidation behaviour after passivation
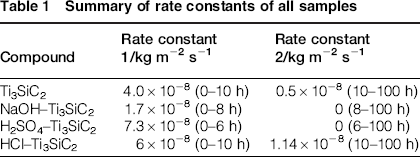
The weight gains of the passivated samples during oxidation in air are shown as a function of time in Fig. 3a. The oxidation behaviour of Ti3SiC2 is altered substantially after passivation treatment in different solutions. The oxidation kinetics obeys a two-step law. At the early stage, all samples show a linear rate of oxidation. The oxidation reactions of NaOH–Ti3SiC2 and H2SO4–Ti3SiC2 cease after 8 and 6 h respectively. However, for Ti3SiC2 and HCl–Ti3SiC2, the oxidation reactions are only slightly decreased. The rate constants are listed in Table 1.
a weight gain per unit area as function of oxidation time for Ti3SiC2, NaOH–Ti3SiC2, H2SO4–Ti3SiC2 and HCl–Ti3SiC2; b Raman spectra of samples after oxidation at 500°C for 100 h Summary of rate constants of all samples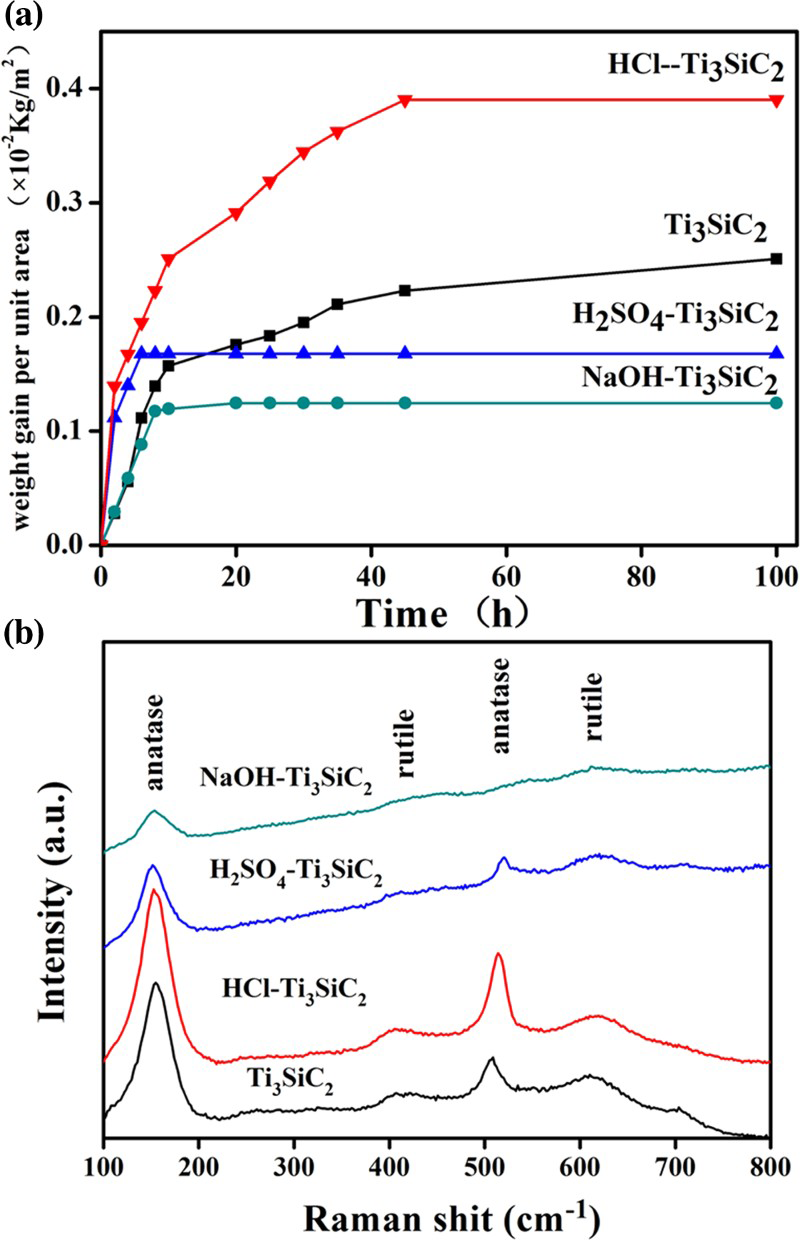
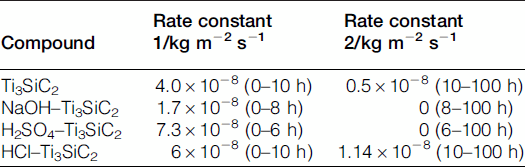
Based on microstructure and oxidation behaviours, we speculate that the passivation film formed on NaOH- Ti3SiC2 is relatively dense and protective, and so, once the outer layer becomes oxidised, the process comes to a halt. As for H2SO4–Ti3SiC2, the oxidation process is a little more complex. The corrosive crystal boundary may be the primary weakness during oxidation so that oxidation occurs at a faster rate initially. However, passivation films were also observed to have formed on H2SO4–Ti3SiC2. Even though the film is pseudo-compact, it can turn into a protective coating during the process of oxidation itself. It is not surprising to observe tremendous oxidation kinetics for HCl–Ti3SiC2, as its surface is destructive. Oxygen can penetrate the matrix through holes and cracks on the surface, where the expanding contact areas between oxygen and matrix can accelerate the oxidation reaction.
As described in the previous work,11,12 the theoretical products of oxidation should be anatase TiO2, rutile TiO2 and amorphous SiO2. The densities of anatase and rutile are 3.893 and 4.25 gcm—3 respectively. When the phase transformation from anatase to rutile occurs, tensile stress is generated in the oxide scale, resulting in the formation of cracks, and hence, this process may be responsible for the abnormal oxidation behaviour. We used Raman spectra to confirm the phase of TiO2. In Fig. 3b, the main characteristic peaks of anatase can be seen at 145 and 516 cm—1 and those of rutile can be seen at 447 and 610 cm—1. 22 Both anatase and rutile can be found on the surfaces of Ti3SiC2 and HCl–Ti3SiC2, but the intensity of the rutile peak on H2SO4–Ti3SiC2 is very weak, and no rutile is observed on NaOH–Ti3SiC2, indicating that the passivation treatment hinders the phase transformation, at least to some extent. Some publications have expounded that the presence of a suitable doping agent strongly affects the kinetics of transformation from anatase to rutile.22–24 Okada et al. 24 investigated the effects of SiO2 addition on the transformation process. They found that both the crystallisation temperature of anatase and the formation temperature of rutile increased with increasing SiO2 content. The doped SiO2 suppressed the ionic diffusion in the anatase, thus preventing the delayed nucleation kinetic and also the subsequent phase transformation. In the case of our study, the passivation treatment produced an analogous SiO2 doping TiO2 oxide scale. During oxidation, the doped SiO2 restrained the phase transformation of TiO2, leading to good oxidation resistance.
Backscattered electron images of cross-sections of the samples are shown in Fig. 4. The scales formed on all the samples have a monolayer structure. From the energy dispersive spectroscopy linescan (not shown), the scale is composed of Ti, Si and O. Thus, the oxide scale is a mixture of TiO2 and SiO2. It is the same as that observed in previous studies.8–10,12 The oxide scale formed on NaOH Ti3SiC2 is the thinnest and densest of all, which is in accordance with the slowest oxidation rate. In addition, a dense scale can be found on H2SO4 Ti3SiC2, but it penetrates into the matrix. The corrosive crystal boundary during passivating supports the channel for oxygen transport. A predictable catastrophic oxide scale is formed on HCl Ti3SiC2. Holes exist in the scale, and the scale penetrates deep into the matrix.
Backscattered electron images of cross-sections of a Ti3SiC2, b NaOH–Ti3SiC2, c H2SO4–Ti3SiC2 and d HCl–Ti3SiC2 oxidised at 500°C for 100 h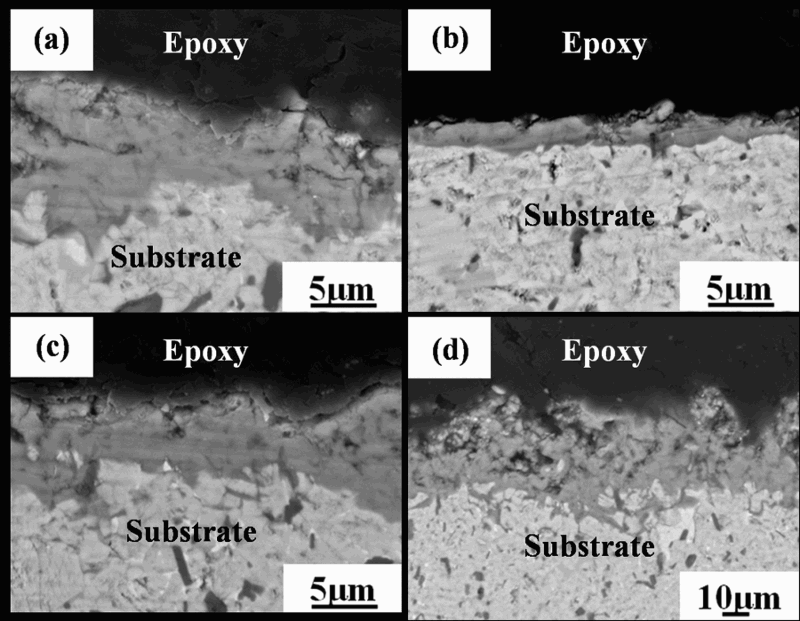
On the basis of the above observations and analysis, we suggest that the passivation film formed on NaOH Ti3SiC2 is a mixture of amorphous TiOx and SiOx. The mixture becomes dense and crystalline during oxidation, which can retard further oxidation. The existence of SiO2 delays the phase transformation of TiO2. In consideration of the short passivating time (5 h), it is surprising to observe such a good result. Further work to determine the effect of longer passivating times and higher concentrations of NaOH on the density of the passivated film is currently under way. Different levels of corrosion occur after passivating treatments in H2SO4 and HCl. Relatively mild crystal boundary corrosion, accompanied by the formation of a passivating film, indicates that there is some merit to passivation treatment in H2SO4, and further optimisation of the parameters may improve the quality of passivation films. Jiang et al.25,26 studied the corrosion behaviour of Ti-Si alloys in H2SO4. The alloys exhibited excellent corrosion resistance due to the formation of a TiO2/SiO2 passive film. The oxide thicknesses increased linearly with the potential that was applied and exponentially with increasing pH value. However, passivation treatment in HCl cannot form a protective film on Ti3SiC2 instead of bringing about its partial dissolution.
Conclusions
In summary, we have determined a feasible and effective way to improve the oxidation resistance of Ti3SiC2 at 500°C by passivation in NaOH solution. The oxidation of NaOH–Ti3SiC2 ceased after a few hours, whereas the sample without passivation exhibited continued and a greater degree of oxidation occurred. The suitable oxidative resistance of NaOH–Ti3SiC2 was determined to be due to the passivated amorphous SiO2 doping TiO2 film formed during passivation treatment and the increased density of the resulting crystalline film. The undesirable phase transformation of TiO2 was limited by doping with SiO2. Passivation in H2SO4 resulted in corrosion of the crystal boundary and the formation of a pseudo-compact film, whereas passivation in HCl resulted in the dissolution of Ti3SiC2 and, hence, was determined to be insufficient for the protection of Ti3SiC2 from oxidation.
Footnotes
Acknowledgements
This work was supported by the National Natural Science Foundation of China (grant no. 91226202).