
Abstract
The present study aims to investigate the effect of sintering temperature and time on the sintering behaviour of ceramic tiles from 100% tungsten tailings. The relationship between phases, microstructure and physicomechanical strength was analysed. The results demonstrated that there are three phases, namely, quartz (SiO2), kyanite (Al2SiO5) and hematite (Fe2O3). The microstructures of pores varied from irregular ones with interconnected porosity to isolated and rounded ones in the ceramic tiles as the sintering temperature and time increase. In addition, high sintering temperature and long sintering time promise greater pores. The sample that was sintered at 1050°C for 1 h has a compact structure and superior physicomechanical strength of the ceramic tiles: low water absorption (0.2%), high bulk density (2.42 g cm− 3) and flexural strength (91 MPa). The results illustrated that utilisation of pure tungsten tailings in ceramic tile production constituted a feasibility of adding value.
Introduction
Tungsten tailings as a kind of solid waste, which come from tungsten ore dressing, are numerous in China because of the low-grade tungsten minerals. China is currently one of the world leaders that are active in both exploitation and consumption of mineral resources. According to the United States Geological Survey, in 2013, 1 China produced 84.5% of global tungsten and hosted 54.3% of the global total tungsten reserves. Currently, tungsten tailings are mainly stored in the tailing pond or backfilled in the deserted mine. There are 12?566 tailing ponds in China, which have led to land waste. 2 In addition, huge tungsten tailings have potential risks to human health and environmental security because of the contamination of arsenic and heavy metals.3,4 The solid waste containing heavy metals or radioactive elements is usually immobilised by cement and composite materials.5,6 Gashier et al. studied the leaching behaviour and physicochemical properties of cement wasteforms that were prepared by using blast furnace slag and ordinary Portland cement. 7 Meanwhile, the concept of converting tungsten tailings into value-added products has been receiving considerable attention in recent years. 8 Many efforts have been carried out with the objective of exploring the possibility of using tungsten tailings as one of the raw materials in the field of building materials, such as cement materials, 9 geopolymeric binders, 10 and glass ceramics. 11
Ceramic tiles are important building materials that can become consolidated and acquire good properties with the application of heat. Furthermore, ceramic tiles have < 0.5% water absorption, which provides the material with excellent mechanical and chemical properties. Therefore, ceramic tiles are regarded as vitrified tiles and extremely serviceable for both domestic and industrial floors. The main constituents of ceramic tiles are SiO2, Al2O3, CaO and MgO, provided by traditional materials and minerals. Utilisation of tailings and solid waste as raw materials in ceramic tile production has gained attention in recent research studies. 12 Das et al. presented a new development of iron ore tailings by converting them into ceramic tiles with high strength and hardness. 13 Badiee et al. used electric arc furnace steel slag in the production of ceramic tiles with good degree of sintering and low porosity. 14 Hojamberdiev et al. prepared the ceramics by adding 20% muscovite granite waste and indicated that the major crystalline phases and glassy matrix formed during the sintering process improve the bulk density, bending and compressive strengths. 15 While there has been a limited amount of research carried out using much of tungsten tailings as one of the raw materials for ceramic tiles, Ikramova et al. reported the feasible production of ceramic tiles containing up to 55% flotation tailings of tungsten. 16 Liu et al. used tungsten tailings with aluminium oxide and magnesium oxide to prepare a ceramic substrate with good performance. 17 Durán-Suárez et al. also prepared new ceramic products in a wide thermal range (800–1300°C) from tungsten wastes and industrial kaolin, which presented the feasibility of converting a large number of tungsten wastes into marketable ceramics. 18 However, all of these authors have mixed tungsten tailings with traditional raw materials to prepare the ceramic tiles, avoiding the use of 100% tungsten tailings.
The present study investigated the feasibility of ceramic tile production with 100% tungsten tailings without traditional fluxes. The tailing ceramic tiles were synthesised by a conventional ceramic sintering process. The sintering characteristics of the ceramic tiles were presented, and the effects of sintering temperature and sintering time on the physical and mechanical properties of the ceramic tiles were explored.
Experiments
Raw material characterisation
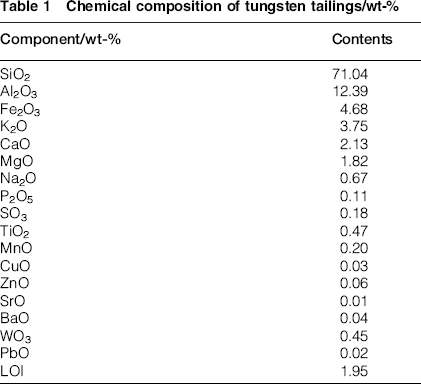
The raw material for ceramic tiles was tungsten tailings acquired from Jiangxi province of China. The chemical composition of the raw material is shown in Table 1. It shows that the main constituents of the tungsten tailings are silicon and alumina, with the percentage of 71.04%SiO2 and 12.39%Al2O3 respectively, which contributes significantly to the advantageous properties in the development of ceramic tile composition. The tungsten tailings have small amounts of iron and potassium oxide, which will respectively be in charge of the reddish colour of the sintered ceramic tiles and enable low sintering temperature. 19 The X-ray diffraction (XRD) patterns of the tungsten tailings are shown in Fig. 1. It indicates that the main phases of the tungsten tailings are quartz (SiO2), kaolinite (Al2(Si2O5)(OH)4) and muscovite-3T ((K, Na)(Al, Mg, Fe)2(Si3.1Al0.9)O10(OH)2), in good agreement with the X-ray fluorescence results (Table 1).
Chemical composition of tungsten tailings/wt-%
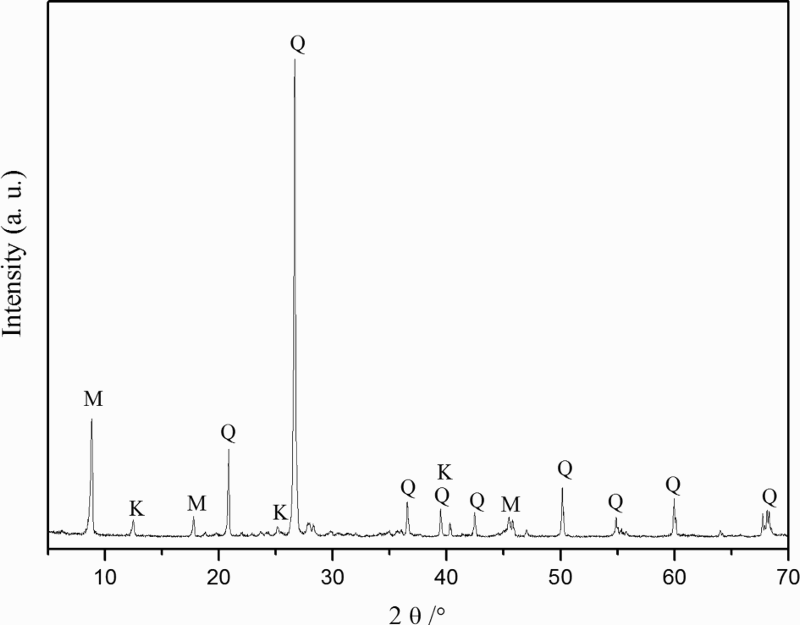
X-ray diffraction pattern of tungsten tailings (Q, quartz; M, muscovite-3T; K, kaolinite)
Preparation of samples
The tungsten tailings were milled and sieved below 63 μm. Specimens were prepared by laboratory uniaxial dry pressing into a cylinder with a diameter of 50 mm and a thickness of 10 mm, using a pressure of 30 MPa. The formed specimens were then sintered in an electric laboratory furnace at designated temperatures (1000, 1025, 1050, 1075 and 1100°C) for 1 h. Other samples were sintered at 1050°C for various sintering times of 0, 0.5, 1.0, 1.5 and 2.0 h. Finally, the samples were naturally cooled to room temperature and were measured, weighed and analysed for their physical and mechanical properties.
Characterisation techniques
The chemical composition of the raw materials was determined by X-ray fluorescence analysis (ZSX Primus II, 50 kV and 60 mA). The crystalline phases of the raw materials and sintered samples were examined through XRD (D/max, 2500 model, Rigaku, Japan). They were analysed over a range of 2θ angle from 5° to 80° at 0.02 steps with Cu Kα radiation, which operated at 40 kV and 50 mA at a scanning rate of 4° min− 1. The microstructure of the ceramic tile samples was identified with a scanning electron microscope (SEM, FEI Quant-200). The fractures of the samples were sputtered with a gold coating.
The linear shrinkage was calculated by measuring the length of the specimens before and after sintering. The water absorption of the sintered ceramic tiles was determined by the boiling water method. The sample was immersed in distilled water after 2 h boiling and then cooled to room temperature. The bulk density after sintering was assessed using the Archimedes’ principle. The flexural strength of the sintered samples was determined by the three-point bending test (DDL100) at a loading rate of 1 mm min− 1. The specimens used in the flexural strength were machined into 25 mm × 5 mm × 5 mm test bars. An average of six specimens was measured for each data point.
Results and discussion
Crystalline phases and microstructure
Sintering temperature and sintering time, to a certain extent, determine the phases and microstructure of the ceramic tiles. The phases and microstructure of the ceramic tiles are the key factors that affect the properties of the ceramic tiles. In Fig. 2, the XRD patterns of the samples sintered in the interval 1000–1100°C are presented. For sintering at 1000°C, the phases in the sample are quartz (SiO2), kyanite (Al2SiO5) and traces of hematite (Fe2O3). At 1050°C, the types of crystalline phases remained the same, whereas the peaks of kyanite disappear and the liquid phase is well highlighted when the sintering temperature rises to 1100°C. In addition, the XRD analysis of ceramic tiles sintered at 1050°C for 0, 1 and 2 h is shown in Fig. 3. In agreement with the high content of silica in the tungsten tailing composition, the patterns in Fig. 3 demonstrate a large amount of quartz. The major phases presented in the ceramic tiles are similar to that of the samples in Fig. 2, and the peaks of quartz, kyanite and hematite appear in all specimens sintered at 1050°C for different sintering times. As evidenced by Figs. 2 and 3, the XRD patterns are similar following sintering at 1000–1100°C for 1 h and at 1050°C for 0–2 h. Compared to the raw material (Fig. 1), the kaolinite and muscovite-3T gradually decomposed during the sintering process, which indicate that the inner hydroxyl structure was broken. 20 In addition, it is distinct that during the increase in sintering temperature and time, the intensity of quartz tends to diminish, while a considerable amount of quartz gradually dissolves in the vitreous phase.
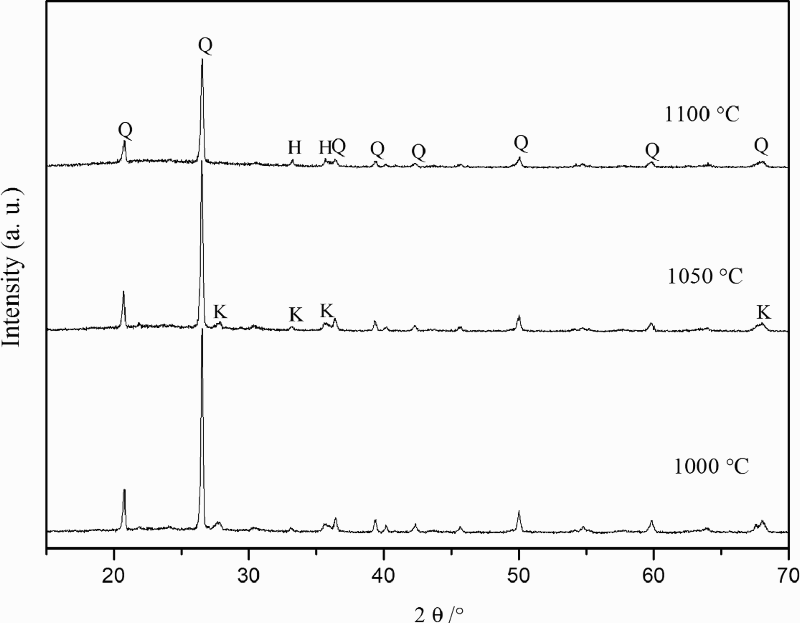
X-ray diffraction patterns of samples sintered at different temperatures for 1 h (Q, quartz; K, kyanite; H, hematite)
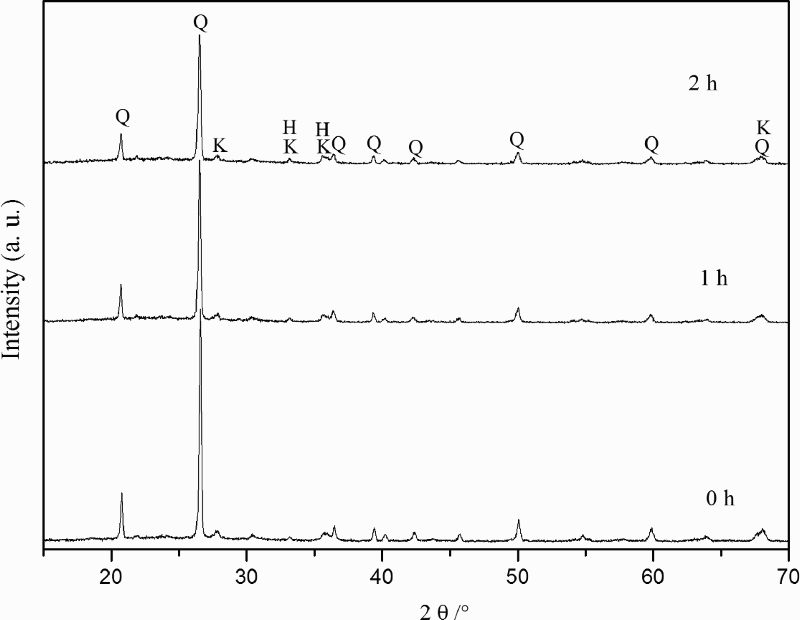
X-ray diffraction patterns of samples sintered at 1050°C for different times (Q, quartz; K, kyanite; H, hematite)
The microstructures of samples sintered at different temperatures (Fig. 4) and samples sintered at 1050°C for different sintering times (Fig. 5) were observed by SEM. Figure 4 shows the sequence of densification behaviour of ceramic tiles with increasing sintering temperature. The image of the fracture surface shows an uncompleted densification with partial melting and a porous microstructure with small connected pores at 1000°C as shown in Fig. 4a. The occurrence of interconnected porosity in the samples could be caused by different reasons, such as formation of voids during the drying step, escaping water vapours during dehydroxylation of the raw material or even liberation of gas dissolved in quartz particles.21,22 The reduction in continuous, hydrophilic porosity can be observed, and the pores gradually change from interconnected ones to circular isolated ones when the temperature is raised to 1050°C. The pores are ∼5–10 μm, which will influence the physical and mechanical strength. The liquid phase in the samples allows the interconnected pores to be filled up and contributes to the increase in the densification and the decrease in the porosity of the specimens. 23 Whereas at 1100°C, larger closed pores are presented, some pores even have sizes bigger than 100–150 μm. As indicated by the XRD analysis (Fig. 2), it encompasses a large amount of glassy phases in samples sintered at 1100°C. Likewise, the generation of huge glassy phases decreases the viscosity of the liquid phase. In addition, iron oxides could release oxygen at 1000–1100°C, and the development of oxygen triggers a bloating phenomenon of samples associated with the expansion of pores. 24 The increase in porosity shortens the distance of pores and leads to crack initiation and propagation, which will have a severe effect on the properties.
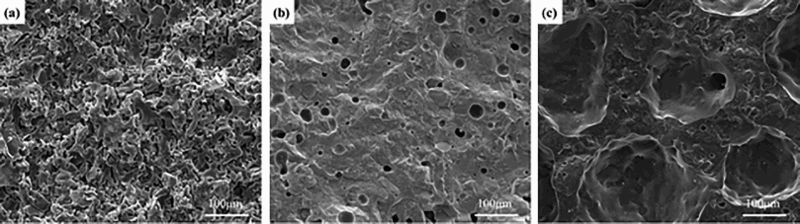
a 1000°C; b 1050°C; c 1100°C
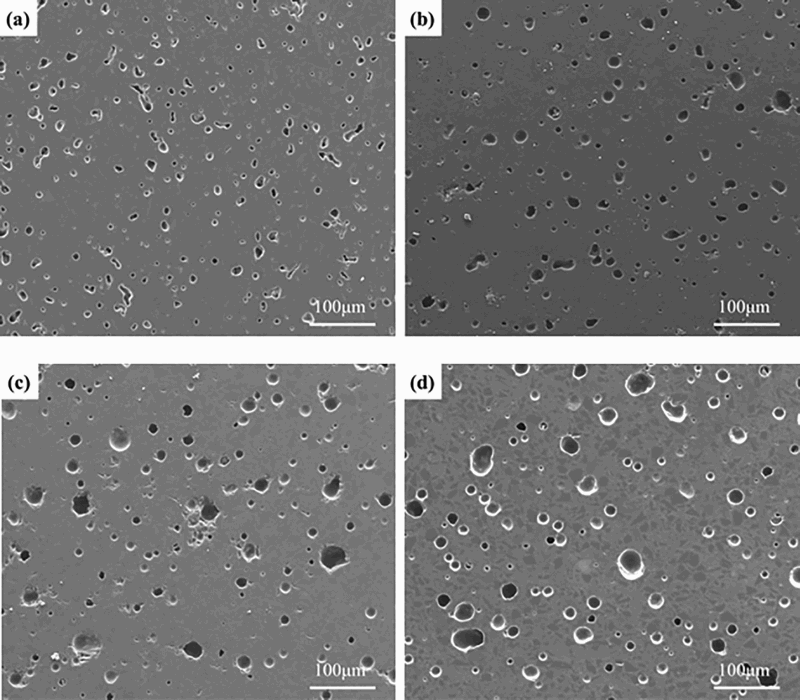
a 0.5 h; b 1.0 h; c 1.5 h; d 2.0 h
Figure 5a shows higher porosity with a large number of irregular and tiny pores, with sizes of 4–13 μm, indicating a lower sintered degree of ceramic tile. However, increasing the sintering time, until 1 h, the larger development of the liquid phase fills the connected pores and allows the rounded pores that have sizes below 5–10 μm to be distributed equally, resulting in sufficient densification (Fig. 5b). Figure 5 shows that with the increase in the sintering time at 1050°C, the pores gradually become larger. The sizes reach 30–40 μm when the sintering time is 2 h, as shown in Fig. 5d. The variations are associated with the movement of particles and tiny pores. The coupling of pores and the increase in their size reflect the beginning of a coalescence process. 25
Figure 6 shows a backscattered SEM image and the energy dispersive spectroscopy (EDS) spectra of the cross-section of the sample sintered at 1050°C for 1 h. Figure 6 presents the crystalline phase (EDS spectra in Fig. 6a) and the liquid phase (EDS spectra in Fig. 6b). The blocky quartz distributes evenly on the dark areas, with the size of 15–25 μm. The crystalline phase of quartz is surrounded by a glassy matrix at elevated temperatures. The EDS analysis indicates the existence of Si, Al, K, Mg and Ca elements in the glassy phase as shown in Fig. 6b. It indicates that the amount of alkali and earth alkali acts as a flux and contributes to the reduction in the sintering temperature of ceramic tiles.
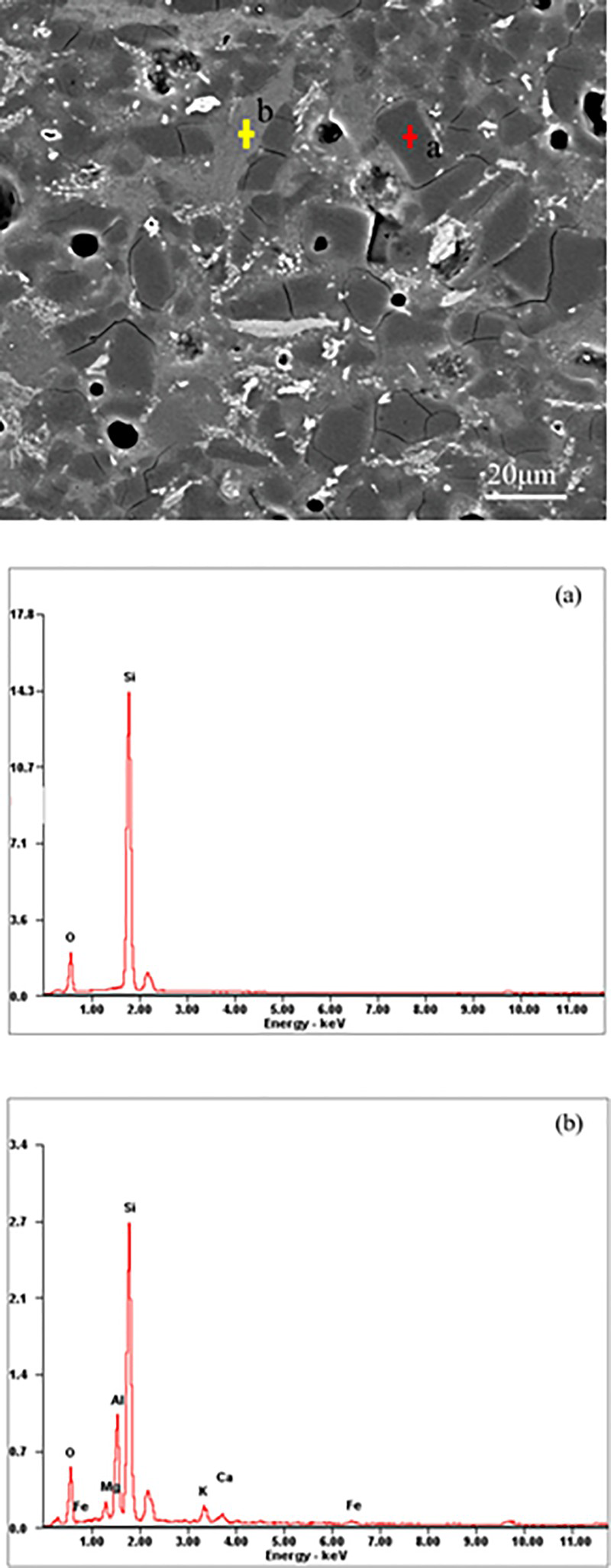
Backscattered SEM image and EDS spectra of sample sintered at 1050 for 1 h
Physical and mechanical properties
The sintering study, aimed to evaluate the sintered characteristics of pure tungsten tailings, was carried out by comparing the linear shrinkage, water absorption, bulk density and flexural strength. Figure 7 reveals the physical and mechanical properties of the specimens sintered at different temperatures. It can be observed that increasing the sintering temperature has a good effect on the sintering behaviour at a temperature below 1050°C. From Fig. 7a, with increasing sintering temperature, the linear shrinkage is sharply increased. The linear shrinkage below 4% is a definite indication of insufficient densification. Nevertheless, water absorption shows inverse behaviour to shrinkage and decreases as temperature rises. Water absorption of the ceramic tiles varies slightly and is almost zero in the temperature range from 1050 to 1100°C because of the sufficient sintering process. The densification of sintering tiles is achieved by viscous flow of the melts and grain rearrangement, which is controlled by the viscosity of the samples during the sintering. Figure 7b displays the flexural strength and bulk density of ceramic tiles that were sintered at different sintering temperatures. The sample sintered at 1050°C shows a maximum bulk density of 2.42 ± 0.03 g cm− 3, but beyond that temperature, it declined. The bulk density and flexural strength are in good agreement, giving an indication of the incomplete sintering at 1000°C. The flexural strength of the ceramic tiles is above 45 MPa as the temperature increased from 1000 to 1050°C. A drastic change in flexural strength indicates that the sample quickly underwent complete densification in this temperature range. It can be inferred that increasing sintering temperature contributed to a certain amount of liquid phase, which can promote the sintering reaction and reduce porosity. Moreover, it is to be noticed that the increase in sintering temperature above 1050°C causes a diminution of the flexural strength. In essence, the bulk density and the flexural strength are brought about primarily by the structure in porosity for the ceramic tiles, which corresponds to a change in the microstructure.
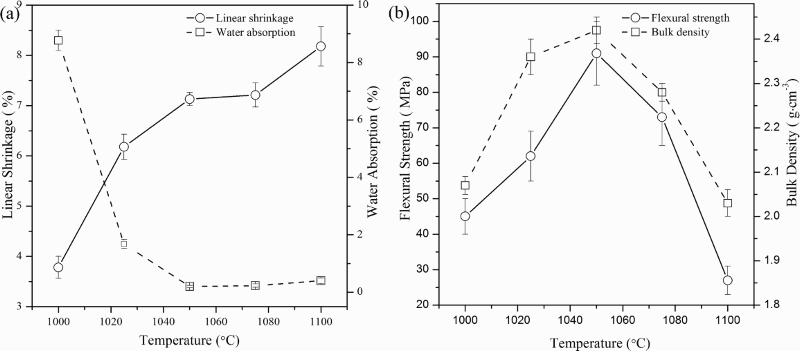
Physical and mechanical properties of ceramic tiles sintered at 1000–1100°C for 1 h
Figure 8 shows the physical and mechanical properties of samples sintered at 1050°C for different sintering times. In Fig. 7a, the linear shrinkage and water absorption present similar tendency as compared with Fig. 6a. It is observed that sintering time ranging 0–1 h has significant importance on the sintering of ceramics. The shrinkage below 3% and water absorption above 7% were measured for the ceramic tiles sintered at 1050°C for 0 h, which point out that the densification is inadequate at first, but after 0.5 h, the densification is completed through the fired samples characterised by increasing shrinkage and negligible water absorption. When sintering time was increased to 1 h, the linear shrinkage and water absorption show only a slight variation, illustrating the highest densification. Moreover, in Fig. 7b, the flexural strength values increase with sintering time to a maximum value at 1 h and thereafter decreased. The ceramic that was sintered at 1050°C for 1 h has the highest flexural strength of 91 ± 9 MPa. It is also shown that the bulk density does not vary significantly when the sintering time is longer than 0.5 h, indicating that sufficient densification would not be influenced by the increase in sintering time, whereas the flexural strength varies significantly with the sintering time, implying that the increase in amount or size of the pores determines the mechanical strength of the ceramic tiles.
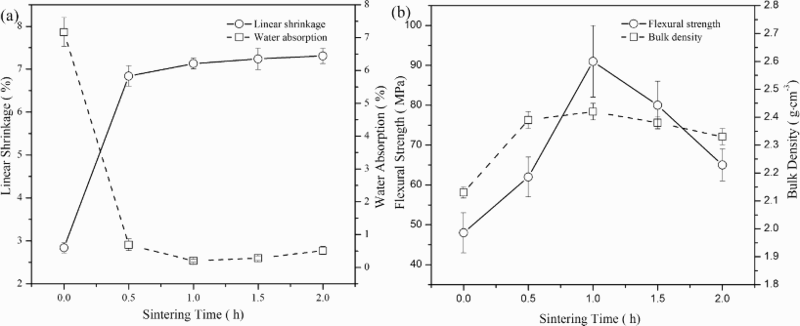
Physical and mechanical properties of ceramic tiles sintered at 1050°C for 0–2 h
Conclusions
The effect of sintering temperature and time on the sintering behaviour of new low-cost ceramic tiles from pure tungsten tailings was observed. In addition, samples sintered from 1000 to 1100°C for 1 h and sintered at 1050°C for 0–2 h were interpreted in terms of phase and microstructure; the phases are quartz, kyanite and hematite, and the microstructures of pores varied from connected pores to rounded pores as the sintering temperature and time increase. The samples presented a bloating phenomenon owing to the development of the liquid phase and gases at 1100°C. Likewise, the results showed that firing temperature at 1050°C for 1 h leads to excellent properties. The study, using the sintering method for recycling tungsten tailings at low sintering temperature, provides a cost-effective solution in producing high strength ceramics and controlling environmental pollution for high utilisation rate of tungsten tailings. More importantly, it can help in reducing the consumption of natural ceramic raw materials and might easily be furthered towards suitable commercial application.
Footnotes
Acknowledgements
The research was financially supported by the Nonferrous Metals Foundation of Hunan in China (no. YSZN2013CX02).