
Abstract
The use of surface coatings is emerging as one of the most important approaches in reducing friction and wear in various tribological applications. Even though single layer coatings have a wide range of applications, the performance of the single layer alone may not always be adequate to meet the desired tribological property requirements. Hence, coatings consisting of multilayers to meet different property requirements in demanding applications are required. In this study, the tribological properties of a graded composite multilayer coating, with a specific layer sequence of MoS2/Ti–MoS2/TiBN–TiBN–TiB2–Ti deposited on tool steel substrate, have been investigated at temperatures of 40 and 400°C respectively. The experimental results from the tests at 40°C have shown that the friction coefficient value ranges between 0·02 and 0·034. It was found that the deposition parameters influenced the friction and durability of the coatings. Higher substrate bias was found to result in higher friction, and the coating deposited at high substrate bias and low N2 flow showed the lowest durability. The friction coefficient and durability of the coatings were found to be highly dependent on temperature. At high temperature, the friction coefficient increases almost threefold, and the durability decreases significantly.
Introduction
The use of surface coatings is emerging as one of the most important approaches in reducing friction and wear in various tribological applications. For instance, self-lubricating coatings such as MoS2–Ti are advantageous in reducing friction, especially in applications in which moving machine assemblies operate in vacuum and at elevated temperatures. Wear resistant coatings such as TiB2 are important in improving the wear resistance of a material. Even though single layer coatings have a wide range of applications, the performance of the single layer alone may not always be adequate to meet the desired tribological property requirements. Hence, coatings consisting of multilayers to meet the requirements in demanding applications can be a possible solution. For example, it has been previously reported that co-sputtering of MoS2 with Ti has resulted in a dense coating with good friction and wear properties.1–3 Fox et al.1 have described the development of these MoS2–Ti coatings and also compared the performance of different compositions of these coatings. They found that addition of a Ti interlayer improved adhesion of the coating to the substrate, and incorporation of Ti in the MoS2 coating reduced friction and enhanced the lifetime of the coating. The objective of this study was to investigate the tribological properties of a composite multilayer coating with the specific layer sequence of MoS2/Ti–MoS2/TiBN–TiBN–TiB2–Ti. The reason behind this particular sequence was to create a coating with a hard and wear resistant layer (TiB2) and a combination of friction reducing layers (self-lubricating) in the form of MoS2–Ti and TiBN. Possible applications for such a coating could be forming tools where wear resistance and controlled friction is highly desired.
Experimental
This section describes the materials, deposition method, tribological test and analysis techniques used in this study.
Materials and specimens
The substrate material was a prehardened hot forming tool steel, which was ground and polished before deposition using a 1200 grit SiC abrasive paper, followed by polishing using α-alumina with a particle size of 0·05 μm. Initial surface roughness, hardness and chemical composition of the substrate material are given in Table 1. The coating was deposited in the specific layer sequence MoS2/Ti–MoS2/TiBN–TiBN–TiB2–Ti. The description of different layers of the coating is given in Fig. 1.
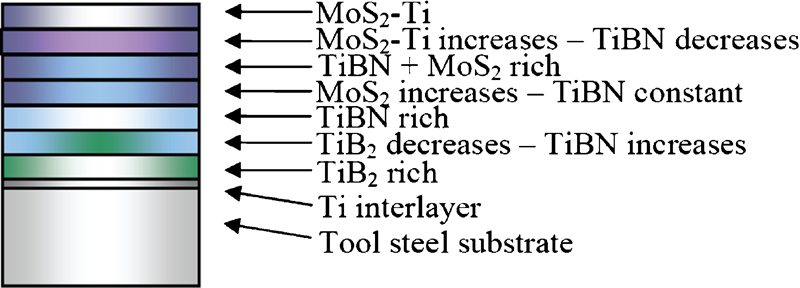
Schematic showing layer sequence of multilayered composite coating
Properties of hardened tool steel substrate

Each layer in the multilayer coating provides certain properties. The MoS2–Ti and TiBN have a self-lubricating effect. TiB2 is to improve wear resistance, and the Ti interlayer is to improve the adhesion between the coating and the substrate. The coating was a graded composite multilayer coating in which there is no sharp interface between the layers. The grading of the coating avoids high interfacial stresses and significantly improves adhesion of the coating.4
The substrate specimens were discs (Ø24 and 7·9 mm thick). An AISI 52100 grade bearing steel ball (Ø10 mm) was used as the counterbody in the tribological tests.
Deposition technique
The multilayer coating was deposited by a closed field unbalanced magnetron sputtering unit (CFUBMS) from Teer Coatings Ltd. This technique involves bombardment of the target by energetic ions in the plasma. The bombardment process results in sputtering of target atoms, and the sputtered target atoms condense on the substrate. It makes use of magnetic fields parallel to the target so that the ionising electron–atom collision occurs. It has high ionisation efficiency and gives dense plasma in the target region; hence, it gives higher sputtering rate and higher deposition rate.4 For deposition of multilayer coatings, a multisource magnetron sputtering is used to control the sequence of the layers. Figure 2 shows a schematic representation of a CFUBMS.
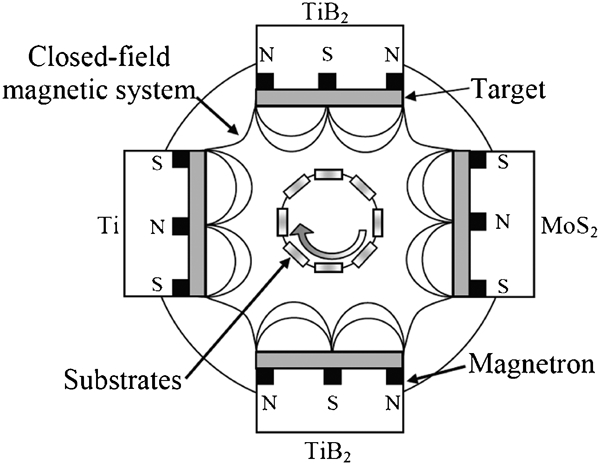
Schematic of CFUBMS unit
For the deposition of the test specimens, one Ti, two TiB2 and one MoS2 target were used.
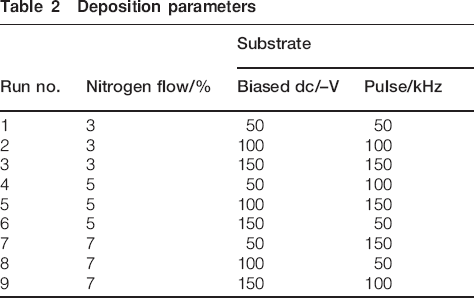
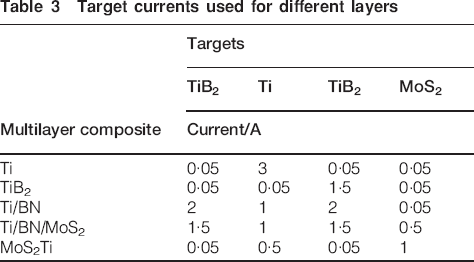
The Taguchi method with L9 array is used for deposition of coatings on the test specimens. It allows four parameters to be varied though three parameters were varied in this study. During the deposition of the coating, nitrogen flow (%), substrate bias (–V) and pulse (kHz) were the three parameters varied, and the target current and working pressure (0·2 Pa) were kept constant for each run. The different coatings were designated as runs 1, 2, … 9. Table 2 shows the values for the deposition parameters used for each run, and Table 3 shows the target currents.
Deposition parameters
Target currents used for different layers
Characterisation techniques
The adhesion of the coating was analysed by a CSM Revetest scratch adhesion tester, and its composition and structure were analysed by X-ray diffraction (XRD) and SEM/energy dispersive spectroscopy techniques. The SEM/energy dispersive spectroscopy technique was also used to analyse the specimens after the tribological tests.
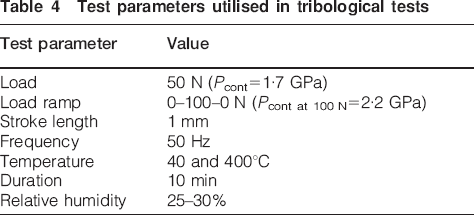
The tribological properties were studied using an Optimol SRV high temperature reciprocating friction and wear tester. This machine utilises an electromagnetic drive to oscillate an upper specimen (bearing steel ball) against a lower stationary specimen (coated disc) under normal load, which is applied by means of a spring deflection mechanism. The lower specimen block incorporates a cartridge heater, which enables tests to be performed at temperatures up to 900°C. A computer control system enables accurate control of the applied load, temperature, stroke length and frequency of the oscillatory movement during the tests. The test parameters are given in Table 4.
Test parameters utilised in tribological tests
Test procedure
All test specimens and specimen holders were thoroughly cleaned in petroleum spirit in an ultrasonic cleaner, thereafter rinsed with ethanol and dried in air before tribological tests.
After mounting the specimens in their respective holders, the lower disc specimens were heated to the desired temperature after which the tribological tests were performed.
Results and discussion
The obtained results from this study are presented and discussed in this section.
Characteristics of sputtered coating
The adhesion of the coating was evaluated using a CSM Revetest scratch adhesion tester with a Rockwell C indenter having a 200 μm radius. The composition of the coating was found to affect the adhesion, and Fig. 3 shows the load at which complete removal of the coating occurred for the different compositions. As seen, run 3 shows the poorest adhesion. All coating compositions showed similar failure mechanisms.
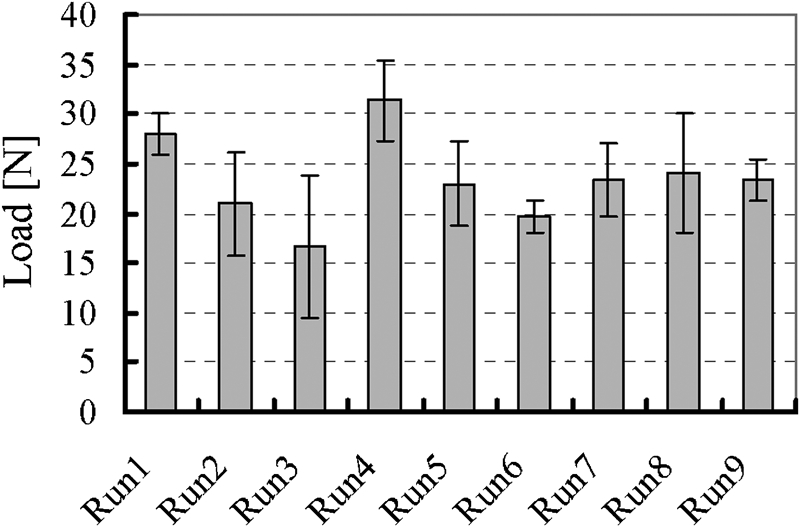
Average failure load from scratch adhesion tests
The structure of the coating was analysed by XRD, and the results are shown in Fig. 4. The XRD pattern of the coating shows peaks ∼2θ = 12·0°, which belongs to the MoS2 (002). MoS2 (002) has its basal plane orientation parallel to the substrate surface, which is preferable in tribological applications since it provides low friction.5 Less pronounced peaks were found for runs 6 and 7. Peaks responsible for hexagonal BN (h-BN) appear ∼2θ = 37·0°, and a prominent peak appears for run 3. The h-BN is a soft phase with a graphite type structure and has low friction coefficient. The lamellar structure allows easy deformation and prevents severe wear failure of the TiBN layer.6
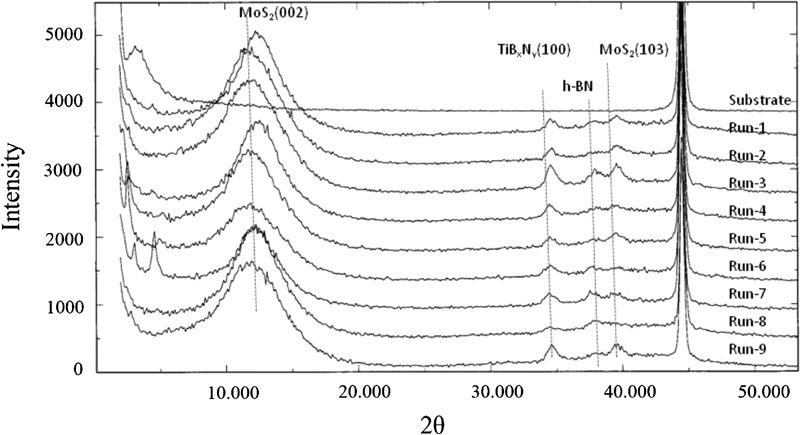
X-ray diffraction spectra of composite multilayer coatings
TiBxNy (100) peak appears at ∼2θ = 34·7° in the XRD spectra, and the sharpest peak is found for run 3. For TiBxNy, B atoms are incorporated into the TiN lattice.7 The possible peak for TiB2 (100) is close to the TiBxNy. Since the TiB2 deposition time was very short, there is a possibility of diffusion of nitrogen into the TiB2 phase during the growth of TiBN base structure; the peaks of TiB2 and TiBxNy may overlap.
The surface hardness of the tool steel discs increased after deposition of the multilayer coating. Test specimens from runs 2 and 7 exhibited a hardness of 764 and 746 HV0·01 respectively. The lowest hardness was found for run 6 (578 HV0·01). The hardness of the coating is usually affected by the nature and proportion of the phases present in each layer, and the nature of the phases in each layer could be affected by different factors such as the amount of nitrogen, which determines the proportion of phases in the TiBN and the soft h-BN or the amount of Ti in the MoS2–Ti.
The hardness of the coating from different runs was also found to be dependent on the temperature to which the specimens were exposed (Fig. 5). The hardness values are for the complete system (coating and tool steel substrate).
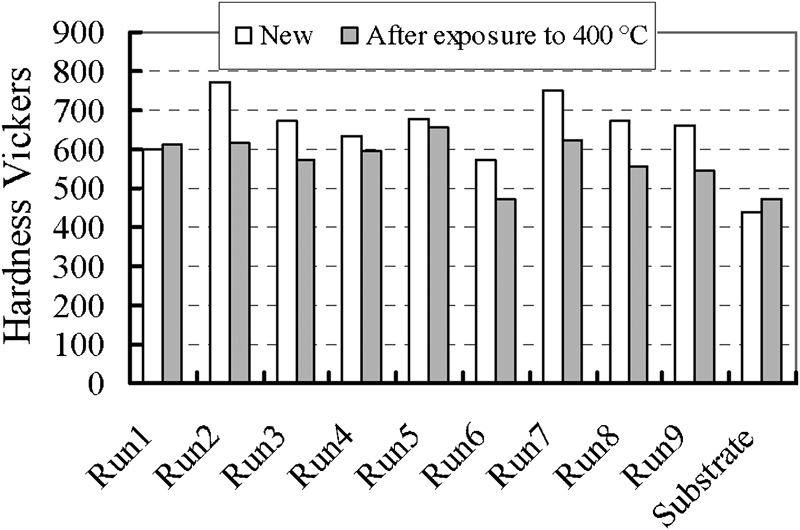
Hardness of different coating compositions before and after exposure to 400°C
The hardness was measured for all specimens before and after exposure to the two test temperatures. Specimens that were exposed to 400°C for ∼20 min were found to have lower hardness compared with the hardness for specimens at room temperature. The reason for the decrease in hardness could be related to the appearance of metallic Ti phase. Published research has shown that there is a decrease in hardness of a TiBN layer due to appearance of metallic Ti phase when it is annealed at 400°C for 30 min.5 Moreover, there is also the possibility of diffusion of N at a higher temperature, which may alter the hard TiB2 phase into TiBN, which is less hard than the TiB2.
Friction properties
The friction properties of the graded multilayer coatings were studied under various conditions. The coefficient of friction was found to be dependent on time. At the very beginning of the test, the friction coefficient was as high as 0·07, but as the test progressed, the coefficient of friction decreased and stabilised. The increase in friction coefficient before steady state is due to the energy needed in reorienting the crystallites of MoS2 on the top surface.5 The coefficient of friction versus test duration is shown in Fig. 6.
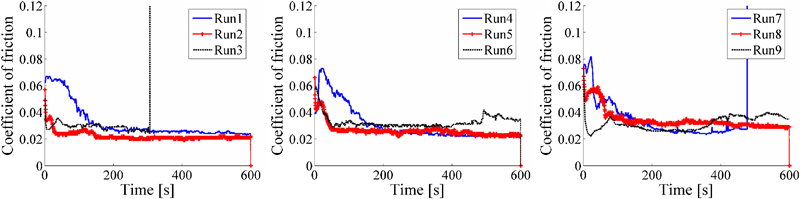
Coefficient of friction as function of time for all nine different coating compositions at room temperature
Friction coefficient values between 0·02 and 0·034 were obtained. Figure 7 shows the average steady state friction coefficient values for all nine runs. These were obtained as the average value of friction of two tests after the initial running in period, i.e. steady state friction.
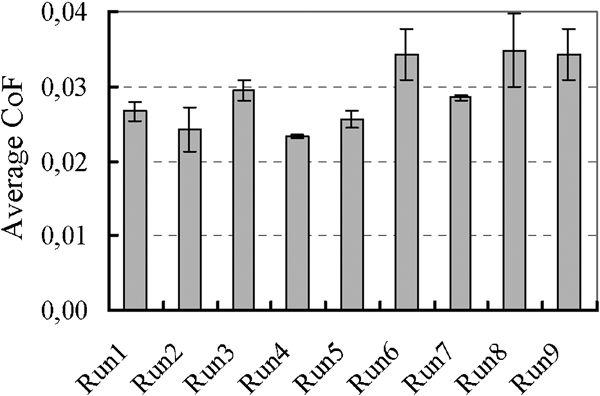
Average steady state friction for different coating compositions at 40°C
The lowest average coefficients of friction were obtained for runs 2 and 4. Run 2 presented a very rapid running in, whereas run 4 had a high initial friction, which was gradually reduced and ended up at a very low level.
The coatings deposited at higher substrate bias have shown higher friction coefficients under constant load conditions. Considering the specimens prepared at the same nitrogen flow (i.e. runs 1–3 or 4–6 or 7–9), the friction coefficients are found to be comparably higher for coatings prepared at higher substrate bias (−150 V) than those prepared at lower substrate bias (−50 and −100 V). Since the most important layer for the low friction is the top MoS2–Ti layer, the dependence of the friction coefficient could be explained by noting the effect of substrate bias on the S/Mo ratio. Bülbul et al. have shown that as the substrate bias increases, the S/Mo ratio decreases. This is due to the fact that an increased ion bombardment from the plasma facilitates resputtering of S by increasing atom mobility.8 Furthermore, the morphology of a coating is known to be dependent on the temperature of the substrate during deposition, which is directly affected by the substrate bias. The increase in substrate bias increases the homologous temperature (T/Tm), where T is the substrate temperature and Tm is the melting temperature of the coating, and favours formation of fully dense grain structures.4 There is no obvious influence of the pulse on the friction coefficient of the coating.
Load dependence of friction coefficient
The friction coefficient was found to decrease when the normal force increases, and lowest friction coefficients were found at a load of 100 N, as can be clearly seen in Fig. 8. For run 3, the coating fails at lower load levels. At lower loads, the surface contact is not complete and slip does not take place between fully conformal lamellae, but as the load increases, the surface contact increases and slip takes place between fully conformal lamellae so that the friction coefficient decreases.5 A minimum friction coefficient value of 0·019 was found for all coatings except for runs 3, 5 and 7. The minimum friction coefficient values for the different coatings at 100 N are given in Table 5.
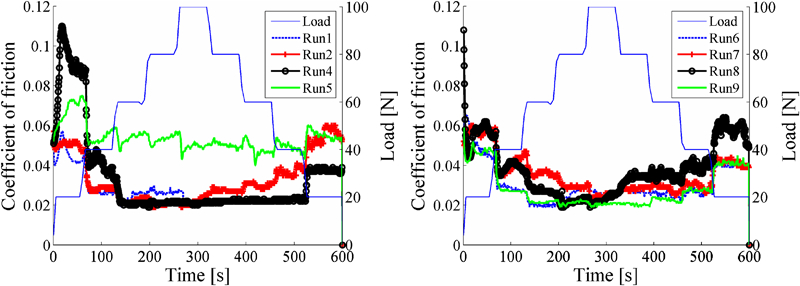
Frictional behaviour during load ramp
Minimum friction obtained during load ramp tests for different coating compositions

Friction characteristics at high temperature
The frictional behaviour of the coating has also been found to be dependent on temperature (Fig. 9). One feature of the friction coefficient curve is that there is no steady range. The friction and wear properties of the coatings at room temperature and at 400°C respectively show two basic differences. First, the friction coefficient increases significantly by three to four times when the temperature is increased from 40 to 400°C. Second, the lifetime of the coating decreases significantly at 400°C. These differences arise mainly from the structural changes induced by the increase in temperature. At high temperature, there is oxidation of the top layer resulting in the formation of abrasive oxides such as molybdenum dioxide, which is abrasive in nature.5 As a result, the proportion of the MoS2 on the surface decreases, which consequently increases the friction. The increase in friction and the presence of abrasive oxidation products at high temperature lead to rapid wear and result in shorter lifetime of the coating.
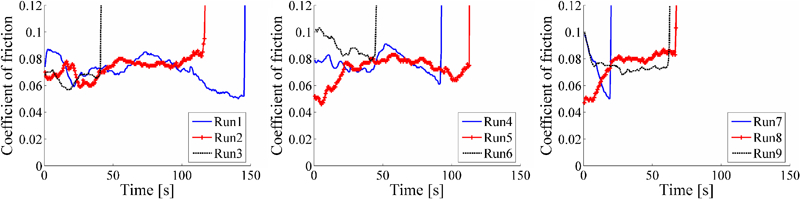
Coefficient of friction as function of time for all nine different coating compositions at 400°C
Durability of coating
Many factors, such as coating thickness, adhesion of the coating and presence of defects in the coating, affect the durability of the coating. The value of the substrate bias used during the deposition of the coating usually affects the overall performance of the coating. Previous studies have shown that even though high negative substrate bias increases the energy of the bombarding ions, it leads to defects and increased residual stress in the film.4 It is likely because of this reason that the coating from run 3, which was deposited at a substrate bias of −150 V, failed at an early stage of the test. In contrast, for runs 1 and 4, the multilayer coatings deposited at lower substrate bias (−50 V) have shown better durability. At room temperature, the longest durability was recorded for run 1 (1933 s), and the lowest durability was for run 3 (111 s). For the coatings deposited at 3 and 5%N2 flow, the durability deteriorated as the bias voltage increased, but the coatings deposited at a 7%N2 flow have shown an opposite behaviour. In Fig. 10, the durability of the multilayer coatings at 40 and 400°C respectively has been compared. Failure of the coating was considered to occur when friction exceeded 0·2. As mentioned earlier, the durability of the coating at lower temperature is superior compared to that at high temperature. The longest durability for the coatings at 400°C was found to be 141 s, which was for run 1. The increase in temperature is accompanied by chemical and structural changes, which in turn affect the friction and wear properties significantly. At high temperature, there is formation of abrasive oxidation products on the top layer, which will contribute to the increase in friction and wear of the coating. The durability of the coating is dependent on the lifetime of the self-lubricating layer. The underlying layer is the hard and brittle TiB2. More importantly, the XRD pattern shows the presence of a TiB2 (100), which has inferior tribological properties than that of TiB2 (001). Hence, once the top layer, with lubricating property, is removed, the lower layer is susceptible to rapid removal due to wear.
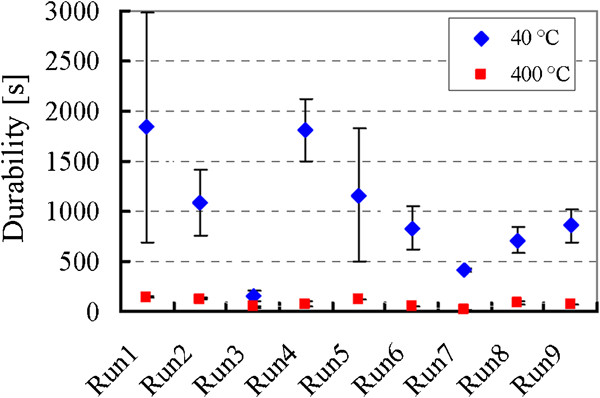
Durability at 40 and 400°C for different coating compositions
Conclusion
Tribological studies have been carried out on nine compositions of a graded multilayer coating with a layer sequence of MoS2/Ti–MoS2/TiBN–TiBN–TiB2–Ti. The salient conclusions from these studies are as follows.
The deposition parameters of the coating, as well as the test parameters such as contact pressure and temperature during tribological tests, have been found to influence the tribological behaviour.
High substrate bias and low nitrogen flow during deposition of the coating resulted in the lowest durability.
Increased substrate bias (−150 V) resulted in increased friction of the coating.
No obvious influence of pulse frequency has been found.
Friction increased by three to four times as the temperature was increased from 40 to 400°C.
Footnotes
Acknowledgements
This research has been funded by the Swedish Research Council, and the authors gratefully acknowledge their support. SSAB Oxelösund in Sweden is also acknowledged for contributing the material for test specimens and taking keen interest in the research.