
Abstract
One of the numerous possibilities to decrease friction and wear of sliding surfaces consists of the application of two-step (so called duplex) technologies. A novel duplex technology of gas sulphonitriding of a 41CrAlMo7 steel with subsequent deposition of a low friction MoS2(Ti,W) coating by means of non-reactive magnetron deposition is described in the present paper. A pin and vee block geometry and a relevant Falex apparatus were chosen for implementation of a linear friction contact under heavy loadings. For comparison, five other treatments of machine parts applied in the industry were used in the paper as well. As a result of the tests, only the specimens after the proposed novel duplex treatment based on sulphonitriding and a low friction MoS2(Ti,W) coating deposition outlasted the full load of 3500 N during 6 min without any failure from all the six different treatments investigated in the work.
Introduction
Duplex technology is nowadays a very useful tool for improving the tribological properties of moving parts in many types of mechanical assemblies. 1 1,2 A well known example of a duplex system consisting of a nitrided surface layer of a substrate with an additional TiN coating on it is largely applied to steel or titanium alloys. 3 3,4 On the other hand, one can find in the relevant literature descriptions of concurrent technologies consisting of carburising of steel or titanium alloys with subsequent TiC deposition or nitrocarburising with subsequent hydrogenated amorphous carbon (a-C:H) coating deposition. 5 5,6 Both technologies can be considered nowadays as conventional ones. The role of the diffusion layer in the duplex system consists of increasing the load bearing capacity of the system: substrate/diffusion layer/coating.5 Moreover, due to the fact that nitrogen or carbon atoms are present in both the diffusion layer and the nitride or carbide based coatings, the adhesion of the coatings to metallic substrates is usually maximised.5 On the other hand, if the coating withstood the load in friction couple, its properties determine the tribological behaviour of the whole system due to direct contact of the external coating with the counterpart. From this point of view, the most desirable coating materials should lower the friction coefficient and increase the resistance to wear as much as possible. Such coatings are mainly based on hydrogenated or non-hydrogenated amorphous carbon (a-C:H or a:C respectively), nano- or polycrystalline diamond or hexagonal sulphides of refractory metals (as e.g. Mo or W).
The present work takes advantage of the favourable effect of several sulphides occurring in the diffusion layer on the steel substrate as well as in the sulphide based coating on it. Such an approach involves preliminary sulphonitriding of a steel substrate with subsequent deposition of a low friction coating based on a modified MoS2.
Experimental
The main aim of the paper is to present the results of the tribological behaviour of a 41CrAlMo7 steel (a constructional one for nitriding treatment) after different treatments in a pin and vee block test performed in dry conditions in a Falex tribometer. Six different treatments of the steel pins (given in Table 1) have been applied during the investigations. The vee block counter-specimens were made from a C50E steel (a constructional one for carburising and heat treatment) heat treated to the hardness of 20 HRC. Low pressure nitriding by means of a proprietary NITROVAC technology7 was conducted in an atmosphere of dissociated ammonia under a pressure of 3·2 kPa at a temperature of 843 K during 21·6 ks. Gas sulphonitriding by means of a proprietary SULFONIT technology8 has been carried out at a temperature of 843 K during 28·8 ks. The temperature of the liquid sulphur (as a source of sulphur vapours) was equal to 433 K.
Description of different treatments applied to specimens (pins) from 41CrAlMo7 steel
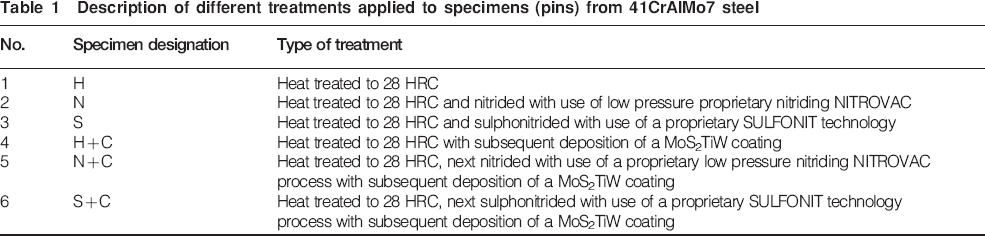
During any of the processes of nitriding and sulphonitriding as well as during pure heat treatment (the latter consisting of quenching and tempering), six specimens were always treated simultaneously. From this set of 18 samples made from 41CrAlMo7 steel, half (i.e. nine specimens) was reserved for low friction coating deposition. The proprietary MoS2(Ti,W) low friction coatings consisting of MoS2 with admixtures of Ti and W atoms were deposited by non-reactive magnetron sputtering. The process of magnetron sputtering deposition of the MoS2(Ti,W) coatings was conducted with use of a hybrid, multisource PVD unit URM-079.9 All the nine specimens were coated simultaneously during one process with the use of only one magnetron sputtering source. The target of MoS2(5at-%Ti) was manufactured by means of powder metallurgy method. An admixture of W atoms was executed by placing small pieces (5×10×30 mm) of pure tungsten bar onto the surface of the MoS2(Ti) target. The specimens were next attached to a planetary carousel. Glow discharge cleaning of the specimen surface before coating deposition was described in Ref. 10. No interlayer was deposited between the coatings and the substrate. Process parameters were as follows: residual pressure before deposition, ∼10−4 Pa; Ar pressure during deposition, 0·27 Pa; sample bias, −25 V applied in pulsed mode at 160 kHz base frequency and 4 kHz modulation frequency with 100% duty cycle; and magnetron power 1 kW, time of deposition 3720 s.
Before the tribological tests, the specimens and counter-specimens were weighted with the use of an electronic laboratory balance XA 110 (Radwag, Poland) with an accuracy of 10−5 g. The hardness of both vee block counter-specimens was measured as well.
Tribological tests were performed with the use of a Falex pin and vee block unit.11–13 The configuration of the friction couple is presented in Fig. 1. The journals’ dimensions were equal to ∅6·3×32 mm. The counter-specimens (vee blocks) were made from 12·7 mm diameter full cylinders with prismatically machined grooves of an apex angle of 90°. The journal specimens were fixed in a tribometer slot with the use of brassmade locking pin. The role of this locking pin was to prevent an overload of the tribometer when the specimen was galling to counter-specimens. After mounting the journal specimens, the vee blocks were tightened to its surface under a preliminary load of 222 N. Next, the rotation of the journal was switched on with a linear velocity at the specimen surface of 0·9 m s−1. Within 2 min, the applied load was increased progressively up to 3559 N, as shown in Fig. 2. For the heat treated samples, such a load generated a contact pressure of ∼860 MPa.
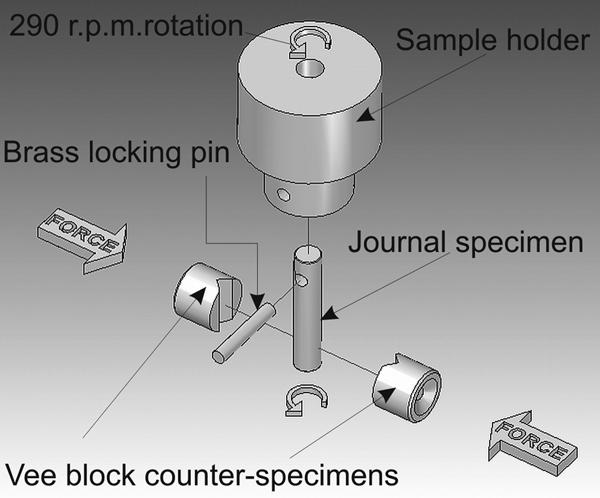
Friction couple geometry in Falex pin and vee block tribotester
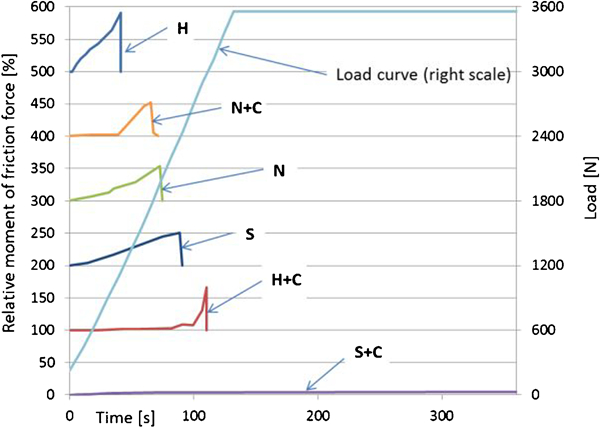
Moments of friction forces registered for specimens made from 41CrAlMo7 steel after six different surface treatments marked as H, S, N+C, N, H+C and S+C (to read on left axis of ordinates) and course of applied load (to read on right one) as function of time during pin and vee block tests with use of Falex apparatus
If a specimen withstood the maximum load, the test was continued up to 6 min. If not, the test was stopped in a moment of rupture of a brassmade locking pin. During the tests, the moment of the friction force was recorded for different samples, as shown in Fig. 2.
After the tribotests, the specimens and counter-specimens were cleaned with acetone in an ultrasonic bath and dried with dry nitrogen. The final mass weight was measured for calculation of a mass wear rate coefficient Rw from the following formula

Representative samples were examined with use of a scanning electron microscope (SEM) Hitachi S-3000N with use of secondary and backscattered electrons (SE and BSE). The chemical composition in different areas of the specimens’ surfaces was investigated with use of an EDS ThermoNoran attachment to the SEM.
Results
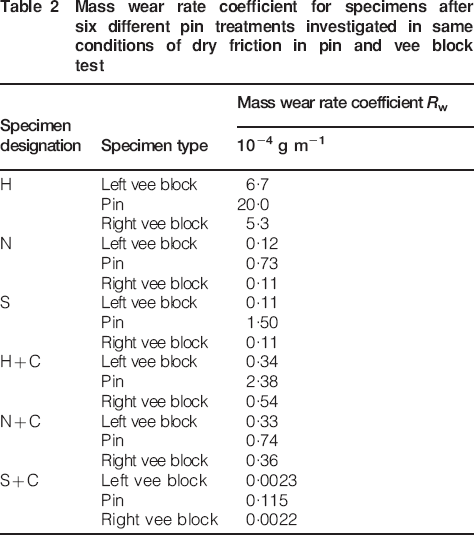
Moments of friction forces generated in friction couples with specimens after six different treatments applied in the work are given in Fig. 2. In addition, an average course of the load applied to the vee blocks as a function of time during each friction test is plotted in Fig. 2 as well. Average values of the mass wear rate coefficients calculated for three repetitions of tests performed for the specimens after the same treatments are given in Table 2.
Mass wear rate coefficient for specimens after six different pin treatments investigated in same conditions of dry friction in pin and vee block test
Scanning electron microscopy of the specimens’ surface was applied in order to identify a kind of damage of the specimens’ surface as a result of the tribological tests. The results of the investigations with the use of both SE and BSE as well as qualitative chemical analysis of relevant areas of the image are given in Fig. 3.
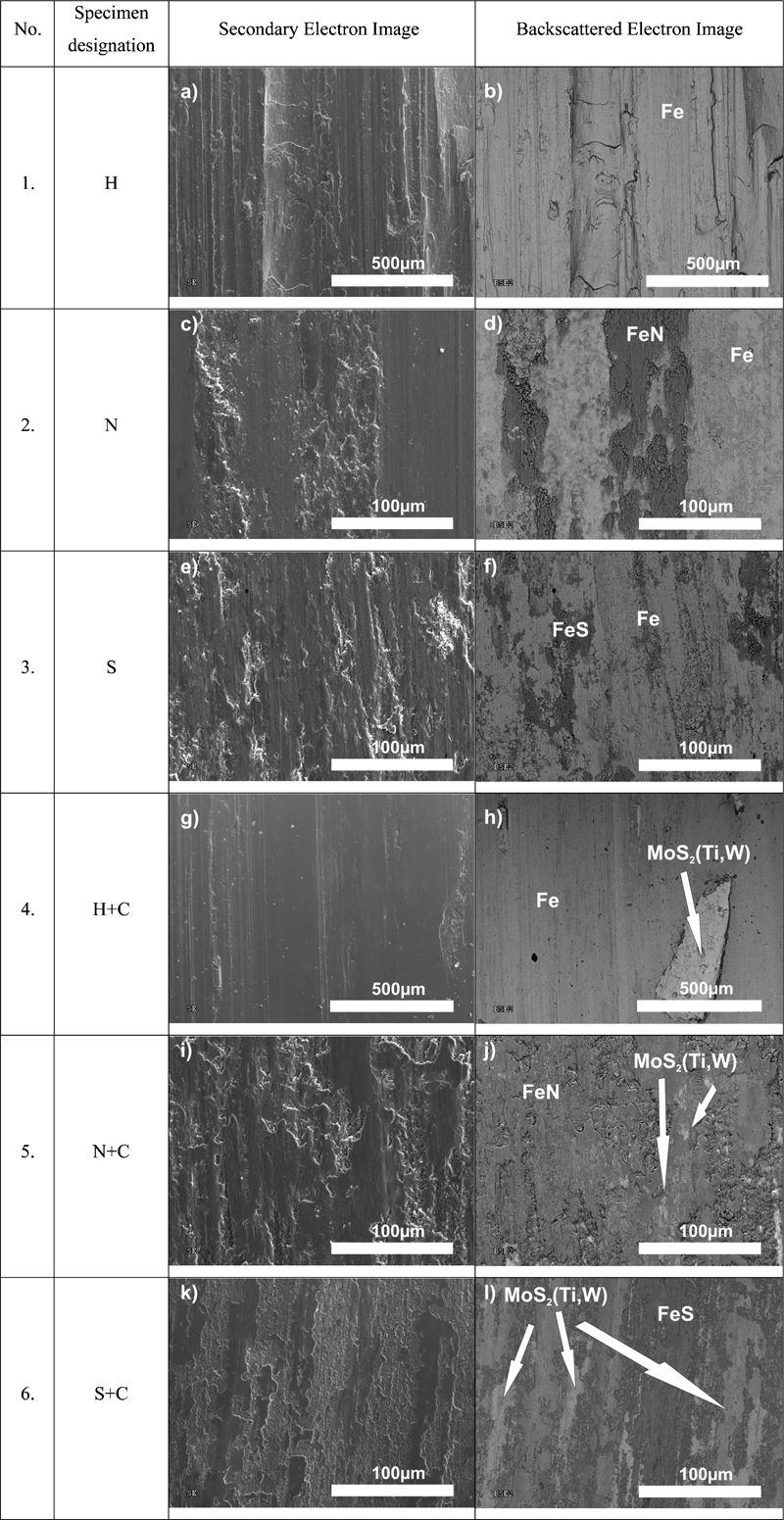
Scanning electron microscope images (in SE and BSE modes) of pins’ surface after six different treatments submitted to dry friction tests on Falex apparatus
Discussion
Tribological pin and vee block testing is a versatile and relatively fast method of evaluation, wherein surface treatment and/or smearing fluid can withstand a given load applied to the friction couple during a fixed duration of the test (the load increases from a minimum to a maximum value in ∼2 min). The effect of six different treatments of pins made from a 41CrAlMo7 steel has been investigated during dry friction in a pin and vee block configuration. It follows from the comparison of six friction force moments in Fig. 2 that the deposition of the MoS2(Ti,W) coating is extremely efficient for decreasing the friction coefficient and, as a result, for decreasing the moment of the friction force. Such positive influence can be observed in any of the duplex treatments applied in the work (denoted as H+C, N+C and S+C in Fig. 2).
The tribological effect of duplex treatment consisting on sulphonitriding 41CrAlMo7 steel and subsequent coating with MoS2(Ti,W) layer (denoted as S+C) is appreciable. During the pin and vee tests of the pins after the duplex S+C treatment, the resulting friction force moments were at a very low level (∼5% of the maximum moment observed during all the tests). Deposition of the MoS2(Ti,W) coating has also another effect: it decreases the wear coefficient expressed in the present paper as a mass wear rate coefficient Rw (see Table 2). The lower value of Rw means a better performance of the tribological system: coated specimen/vee block. Any of the applied treatments has decreased the mass wear rate in comparison with conventional heat treatment of the 41CrAlMo7 steel. Deposition of the MoS2(Ti,W) coating onto the surface of the heat treated 41CrAlMo7 steel decreased approximately three times the mass wear rate coefficient of the specimens and ∼14 times that of the counter-specimens. Conventional low pressure nitriding (NITROVAC) as well as gas sulphonitriding (SULFONIT) of the specimens allowed also for a better protection of vee blocks (their weight loss was ∼53 times less than in the case of the heat treated pins).
A beneficial effect of the nitriding or sulphonitriding treatments in comparison with conventional quenching and tempering has been observed also in the case of the specimens themselves: the moments of the friction forces for both treatments were less than after a conventional quenching and tempering, and the specimens in the former case withstood longer the severe conditions of the friction test. On the other hand, the mass wear rate coefficient for the nitrided specimens was about eight times lower than that for sulphonitrided ones. This result is plausibly due to the much harder surface of the nitrided layer than that of the sulphonitrided one. Moreover, the wear mechanism of the sulphonitrided layer includes the much more apparent period of the running in.
Comparison of the mass wear rate coefficients between systems N and N+C demonstrates comparable wear of specimens and lower wear of the counter-specimens for the N system. It is worth to mention that, for friction couples with nitrided specimens, the amount of heat (observed by the tribotester operator) generated during the friction and wear tests on the Falex apparatus was the greatest in comparison with all the other treatments investigated in the work. The most surprising is the result obtained for the duplex treated specimens after sulphonitriding with subsequent MoS2(Ti,W) coating deposition. The mass wear rate coefficient of specimens after this duplex treatment has a value of ∼175 times lower than after heat treatment of the specimens and approximately six times lower than for the nitrided specimens with the same low friction MoS2(Ti,W) coating on the surface. Still more spectacular was the protective effect of the same duplex treatment (S+C) of the specimens on the tribological behaviour of the counter-specimens: their mass wear rate coefficient Rw decreased to ∼2600 times in comparison with that for the vee blocks tested against heat treated specimens and ∼50 times in comparison with the vee blocks tested against nitrided or sulphonitrided ones.
It should be mentioned, however, that the specimens after the proprietary sulphonitriding treatment failed under the increasing load and cracked near the dowel hole. Because of this, the authors could not confirm the very advantageous antigalling effect of the sulphonitriding treatment itself obtained by Haś et al. and described in Ref. 14. On the other hand, such specimens coated with low friction MoS2(Ti,W) layer withstood the maximum load of the pin and vee test on a Falex tribotester and were not damaged due to the very low moment of the friction force.
The SEM morphology of the treated surfaces after accomplishing the pin on vee block tests is given in Fig. 3. Two systems of the image signal acquisition (SE and BSE ones) have been applied for verification of the effect of the MoS2(Ti,W) coatings on the triboprotection of the specimens. The results of the observations are as follows.
The heat treated 41CrAlMo7 steel specimen experienced severe wear with many traces of galling. After the deposition of the low friction coating (in a treatment denoted as H+C), the tribological properties were improved, but after the pin and vee tests, only a small fraction of the total contact area is still coated with MoS2(Ti,W) coating. The nitrided layer obtained with use of the NITROVAC technology has been largely worn during the tribotest. The areas of the remaining diffusion layer (dark places in BSE images) as well as the brighter ones containing heavier iron atoms from the substrate are clearly visible in Fig. 3d. In a similar manner, the images of the sulphonitrided specimens from the 41CrAlMo7 steel after tribotest showed a worn surface with small areas of residual iron sulphide layer (dark grey in the BSE image in Fig. 3f). The most part of the contact area consists of iron atoms.
A much different effect occurred for the duplex S+C treated specimens. Brighter areas in the BSE image in Fig. 3l denote low friction MoS2(Ti,W) coating, which still persists on the specimen surface. In the SE mode of SEM acquisition (Fig. 3k), it is easy to consider those areas as convex. It means that the coating has not been destroyed during the friction test. Only this system outlasted the full load in the Falex apparatus (3500 N) without any failure.
Conclusion
The use of low friction MoS2(Ti,W) coatings on sulphonitrided 41CrAlMo7 steel allowed for an expedient decrease in friction force moments and mass wear rate coefficients in linear friction couples in pin and vee block geometry accomplished on Falex apparatus.
Only for a single one of the six investigated surface treatments [i.e. for a duplex treatment consisting of a preliminary proprietary sulphonitriding SULFONIT process with subsequent MoS2(Ti,W) coating deposition by means of a non-reactive magnetron sputtering] was a full load of 3500 N available in the Falex apparatus reached and withstood at least 6 min of dry friction at the full load.
A new expedient duplex surface treatment system consisting of a preliminary gas sulphonitriding with subsequent MoS2(Ti,W) coating deposition is proposed for heavy loaded linear friction couples.
Footnotes
Acknowledgements
The results presented in this paper have been obtained within the project ‘KomCerMet’ (contract no. POIG.01·03·01-14-013/08-00 with the Polish Ministry of Science and Higher Education) in the framework of the Operational Programme Innovative Economy 2007–2013.