
Abstract
The fretting corrosion behaviour of Ti–6Al–4V alloy in Ringer's solution was evaluated and compared with that of commercially pure titanium (CP-Ti). Free corrosion potential, morphology of the fretted zone, extent of formation and accumulation of debris and wear volume were used as parameters of evaluation. Both Ti–6Al–4V alloy and CP-Ti behave similarly in terms of change in free corrosion potential as a function of time, morphological features and wear mechanism. Ti–6Al–4V alloy, however, exhibits an increase in corrosion susceptibility, decrease in tendency for repassivation, higher amount of formation and accumulation of debris and an increase in wear volume compared with CP-Ti. The study points out the importance of material selection for implants that would encounter fretting corrosion.
Introduction
Titanium and its alloys are widely used as orthopaedic and dental implants due to their low density, better mechanical properties, very high strength/weight ratio (specific strength), excellent corrosion resistance and biocompatibility.1–5 Among the various types of Ti alloys, Ti–6Al–4V alloy has been the choice in many instances because its mechanical properties and corrosion resistance are ideal for implant applications. Studies on the corrosion and biocompatibility aspects of Ti and its alloys performed in vitro proved that the passive oxide layer is stable and offers excellent corrosion protection and biocompatibility.1–5 Implant retrieval analysis, however, reveals discolouration of the implant and accumulation of metal ions on tissues beside the implant.6 The inferior mechanical properties of the naturally formed passive oxide layer that could be disrupted at very low shear stresses, even by rubbing against soft tissues, are considered responsible for such an occurrence.7 Owing to the inherent property of titanium and its alloys, the passive oxide layer could subsequently reform upon reaction with the local environment. However, implant retrieval analysis confirms that the capability of restoration of the damaged passive film is not instantaneous, as it is generally believed.
Fretting corrosion is the deterioration of a material that occurs at the interface of two contacting surfaces due to small oscillatory movements in the presence of a corrosive medium. Manufacturing of implant materials, though involves a component geometry specific locking mechanism, micromotion do occur,8 which enables the penetration of the body fluid into this junction and facilitates mechanically assisted crevice and fretting corrosion. 9 9,10 The modular interfaces of total joint prosthesis, mainly at the fixation of the implant stem bone or cement, are subjected to micromotion (<100 μm) that could result in fretting corrosion. 11 11,12 The fretting corrosion behaviour of untreated and surface modified titanium and its alloys was studied by many researchers.13–20 These studies confirm the following observations:
removal of the passive oxide layer induced by fretting
formation and entrapment of debris at the fretted zone, though most of them are pushed away towards edges
increase in wear volume if the debris possesses an abrasive character
delay in repassivation after the fretting motion is ceased.
The fretting corrosion behaviour of Ti and its alloys could be different in terms of the nature of the passive film, susceptibility for corrosion upon removal of the passive film, hardness of the alloy, extent of fretting wear, abrasive nature of the oxide debris, rate of corrosion and leaching of alloying elements. Such a comparison will be of much help to choose the right type of material for implants that would encounter fretting corrosion. In this perspective, the present work aims to evaluate the fretting corrosion behaviour of Ti–6Al–4V alloy in Ringer's solution and compare it with that of commercially pure titanium (CP-Ti).
Experimental
Commercially pure titanium (grade 2) [with the chemical composition of Ti–0·01N–0·03C–0·01H–0·20Fe–0·18O (wt-%)] and Ti–6Al–4V alloy (grade 5) [with the chemical composition of Ti–0·02N–0·03C–0·011H–0·22Fe–0·16O–6·12Al–3·93V (wt-%)] discs of 20 mm in diameter and 2 mm in thickness were used as substrate materials. They were mechanically polished using various grades of SiC paper followed by 0·3 μm diamond paste to a mirror finish, rinsed with deionised water and dried using a stream of compressed air. Fretting corrosion experiments were performed using a fretting corrosion test assembly. The details of the test assembly have already been discussed in our earlier papers.17–20 A ball on flat contact configuration that involves a ∅8 mm
Normal loads of 3 and 10 N, oscillating frequencies of 5 and 10 Hz and linear peak to peak displacement amplitude of 180 μm were used as the fretting corrosion test parameters. The Hertzian contact pressures for the loads used (3 and 10 N) will be ∼500 and 1200 MPa. The tests were performed for 18 000 (5 Hz) and 36 000 (10 Hz) fretting cycles. The test parameters employed in this study imply a gross slip condition. Ringer's solution, having a chemical composition (in g L−1) of 9NaCl–0·24CaCl2–0·43KCl–0·2NaHCO3 (pH 7·8) at 310 K, was used as the electrolyte solution. The CP-Ti/Ti–6Al–4V alloy discs subjected to fretting corrosion formed the working electrode, while a saturated calomel electrode (SCE) and a graphite rod served as reference and auxiliary electrodes respectively. These electrodes were placed in the fretting corrosion cell in such a way that only 2 cm2 area of the working electrode was exposed to the Ringer's solution. The alumina ball–CP-Ti/Ti–6Al–4V alloy flat contact was arranged in such a way that they were totally immersed in the Ringer's solution. The fretting corrosion cell was connected to a potentiostat/galvanostat/frequency response analyser from ACM Instruments (model Gill AC) to measure the free corrosion potential (FCP) of CP-Ti/Ti–6Al–4V alloy as a function of time. Before the onset of fretting, CP-Ti/Ti–6Al–4V alloy was allowed to stabilise for 1 h in Ringer's solution. The change in FCP of CP-Ti/Ti–6Al–4V alloy was monitored as a function of time. The FCP measurement was repeated at least three times to ensure reproducibility of the test results. The morphological features of the fretted zone were assessed using SEM. Energy dispersive X-ray (EDX) analysis was performed at selected regions of the fretted zone to identify their chemical nature. The three-dimensional (3D) profile of the fretted zone was assessed using an ultrasonic based non-destructive testing device.
Results and discussion
Fretting corrosion behaviour of Ti–6Al–4V alloy
Free corrosion potential measurement of Ti–6Al–4V alloy
The FCP is a qualitative indicator of the corrosion regime (active or passive), in which a metal resides, and it has been used to evaluate the performance of Ti and its alloys under fretting corrosion conditions.20–24 The change in FCP of Ti–6Al–4V alloy recorded before the onset of fretting, with the onset of fretting, during fretting and after the fretting motion is ceased, is shown in Fig. 1a. The FCP is a mixed potential, reflecting the state of the unworn material and those in the fretting wear track. Before the onset of fretting, the FCP of Ti–6Al–4V alloy exhibits an anodic shift, suggesting thickening of the passive film during the initial stabilisation period of 1 h. With the onset of fretting, a sudden drop in FCP (cathodic shift) (Fig. 1a) and a surge in anodic current (Fig. 1b) are observed. A similar observation was also made earlier by many researchers during tribocorrosion of bare and surface modified Ti, Ti–6Al–4V alloy and stainless steel in many environments.13,14,17–23 Komotori et al.24 have observed these changes when Ti–6Al–4V alloy is scratched by a sapphire ball in Ringer's solution. According to Ponthiaux et al.,25 the FCP of titanium becomes much closer to the freshly ground material in the electrolyte during corrosion wear. The extent of cathodic shift in FCP and the surge in anodic current observed in the present study indicates removal of the passive oxide layer and increase in corrosion susceptibility of Ti–6Al–4V alloy in Ringer's solution. The increase in applied load from 3 to 10 N results in a higher cathodic shift in FCP (Fig. 1a). This is due to the effective removal of the passive film that results in a larger active fretted area. Contu et al.26 have also observed a similar effect during the mechanical abrasion of Ti and Ti–6Al–4V alloy in inorganic buffer. The increase in frequency, from 5 to 10 Hz, seems to have a relatively lesser influence than those caused by the load (Fig. 1a).
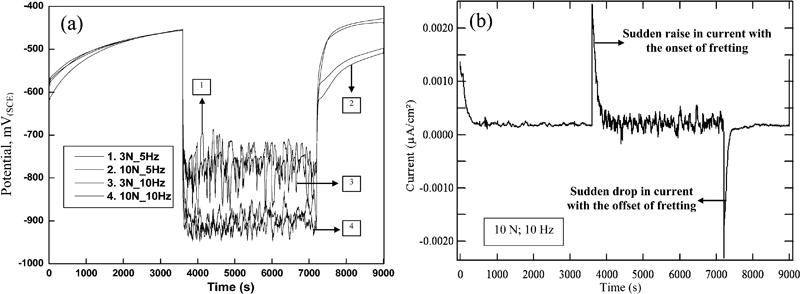
Change in a FCP and b anodic current of Ti–6Al–4V alloy measured as function of time (fixed condition: amplitude, 180 μm; variables: load, frequency and fretting cycles)
During fretting, some fluctuations in the FCP of Ti–6Al–4V alloy are observed following the periodic removal (depassivation) and growth (repassivation) of the passive oxide layer in the fretted zone, suggesting the existence of a dynamic equilibrium between depassivation and repassivation phenomena. 14 14,22 The average values of fluctuation in FCP for a load of 3 N are 90±2 and 112±2 mV at 5 and 10 Hz respectively. However, when the load is increased from 3 to 10 N, the corresponding values become 66±2 and 76±2 mV. The decrease in the extent of fluctuations with the increase in load indicates the decrease in tendency of the alloy to repassivate. This can be attributed to the increase when the load is increased from 3 to 10 N. After the fretting motion is ceased, the FCP of Ti–6Al–4V alloy exhibits an anodic shift, suggesting the occurrence of repassivation. This is due to the rapid regeneration of TiO2 layer in the active areas of the fretted zone following the reaction of the fresh Ti metal ions with the dissolved oxygen available in Ringer's solution. A similar behaviour was observed earlier by Komotori et al.24 and Ponthiaux et al.25 during the repassivation of Ti and Ti–6Al–4V alloy. During repassivation, two important factors, such as the ability of the material to return to the initial steady state potential and the time required for such an occurrence, should be considered. Ideally, the potential should reach the initial steady state before the onset of fretting. After the fretting motion is ceased, Ti–6Al–4V alloy attained its initial steady state potential for a load of 3 N at 5 and 10 Hz. However, when the load is increased to 10 N, though the FCP reaches the initial steady state potential, the time taken for this occurrence becomes relatively higher. The increase in contact area of the fretted zone and the extent of damage at 10 N could be considered responsible for this behaviour.
Surface morphology of fretted zone of Ti–6Al–4V alloy
The morphology of Ti–6Al–4V alloy after fretting corrosion (conditions: amplitude, 180 μm; frequency, 10 Hz; load, 10 N; fretting cycles, 36 000) is shown in Fig. 2.
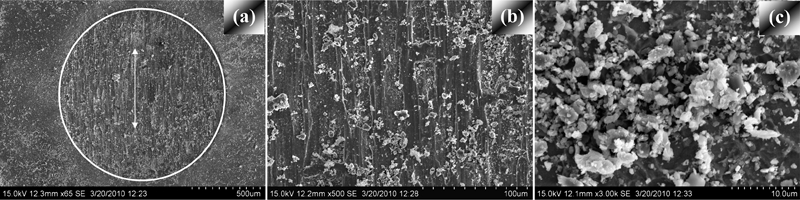
Morphology of Ti–6Al–4V alloy after subjecting it to fretting corrosion (conditions: amplitude, 180 μm; frequency, 10 Hz; load, 10 N; fretting cycles, 36 000):
The fretted zone (circled region) has experienced severe damage, whereas the surrounding areas of the fretted zone are relatively smooth, in which wear debris is smeared all around (Fig. 2a). The central region of the fretted zone reveals severe damage due to the extensive shear deformation and the ploughing action of the alumina ball, suggesting the involvement of adhesive galling as the predominant wear mechanism (Fig. 2b). Microwelding of surface asperities occurs during the initial stages, whereas the asperities get sheared and plucked away in the subsequent stages. Redeposition of the removed material, confirmed by the presence of debris within the fretted zone (Fig. 2b), enables an increase in roughness and further accelerates the wear rate. The debris collected at the edges of the fretted zone is shown in Fig. 2c. The surface of the Al2O3 ball counterface reveals the transfer of material from Ti–6Al–4V alloy, which confirms the occurrence of adhesive galling.
Comparison of fretting corrosion behaviour of CP-Ti and Ti–6Al–4V alloy
The similarity in shape of the FCP–time curves of CP-Ti and Ti–6Al–4V alloy suggests the occurrence of similar phenomena during fretting corrosion of these materials (Fig. 3).
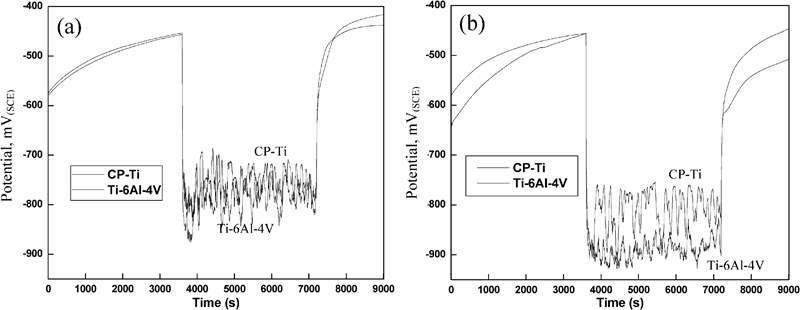
Change in FCP of CP-Ti and Ti–6Al–4V alloy measured as function of time:
In spite of the similarity in trend, some noticeable differences could be observed. Compared with CP-Ti, Ti–6Al–4V alloy exhibits a higher cathodic shift in FCP with onset fretting, few fluctuations during fretting and a decrease in the rate of anodic shift in FCP after the fretting motion is ceased. These effects are well pronounced at 10 N (Fig. 3b). The higher cathodic shift in FCP signifies the increase in susceptibility of Ti–6Al–4V alloy for corrosion in Ringer's solution. The few fluctuations in FCP indicate the decrease in tendency of Ti–6Al–4V alloy to repassivate. Contu et al.26 have also reported that CP-Ti displays a better tendency for repassivation than Ti–6Al–4V alloy in inorganic buffer solution at pH 4·0 and 7·0. The delay in cathodic reaction kinetics can be considered responsible for the poor tendency for repassivation exhibited by Ti–6Al–4V alloy compared with CP-Ti.27
The rate of change in FCP after the fretting motion is ceased confirms the decrease in ability of Ti–6Al–4V alloy to revert to the initial steady state (Fig. 4). The time to reach a threshold value of −550 mV(SCE) is 117 s for CP-Ti, whereas Ti–6Al–4V alloy under similar experimental conditions (at 10 N/5 Hz) attains this threshold only at 672 s.
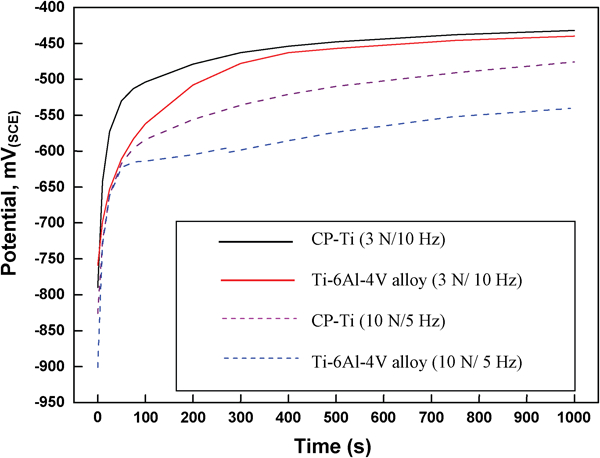
Rate of change in FCP of CP-Ti and Ti–6Al–4V alloy measured during repassivation (after fretting motion is ceased)
A comparison of the morphologies of CP-Ti and Ti–6Al–4V alloy after subjecting them to fretting corrosion (conditions: amplitude, 180 μm; load, 10 N; frequency, 5 Hz; fretting cycles, 18 000) is shown in Fig. 5. The fretted zone (circled region) has experienced severe damage due to the extensive shear deformation and ploughing action of the alumina ball (Fig. 5a and b), suggesting the involvement of adhesive galling as the predominant wear mechanism in both cases. However, the central (Fig. 5c and d) and edge regions (Fig. 5e and f) of the fretted zone reveal that the amount of formation of debris and their entrapment is relatively high for Ti–6Al–4V alloy. In addition, the extent of accumulation of debris in the edge regions of the fretted zone is relatively high for Ti–6Al–4V alloy (Fig. 5g and h).
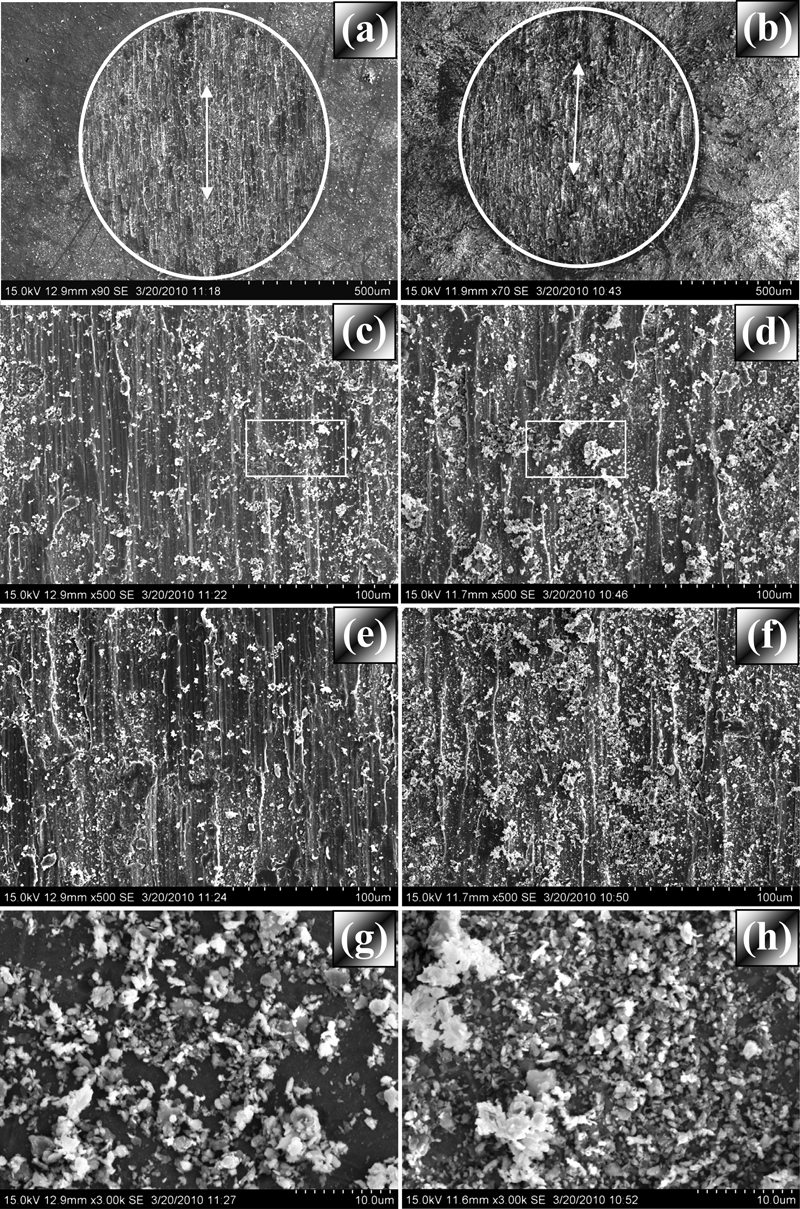
Comparison of morphologies of a, c, e, g CP-Ti and b, d, f, h Ti–6Al–4V alloy after subjecting them to fretting corrosion (conditions: amplitude, 180 μm; load, 10 N; frequency, 5 Hz; fretting cycles, 18 000):
The 3D profile of the fretted zone of CP-Ti and Ti–6Al–4V alloy, after subjecting them to fretting corrosion (conditions: amplitude, 180 μm; load, 3 N; frequency, 5 Hz; fretting cycles, 18 000), is shown in Fig. 6a and b respectively.
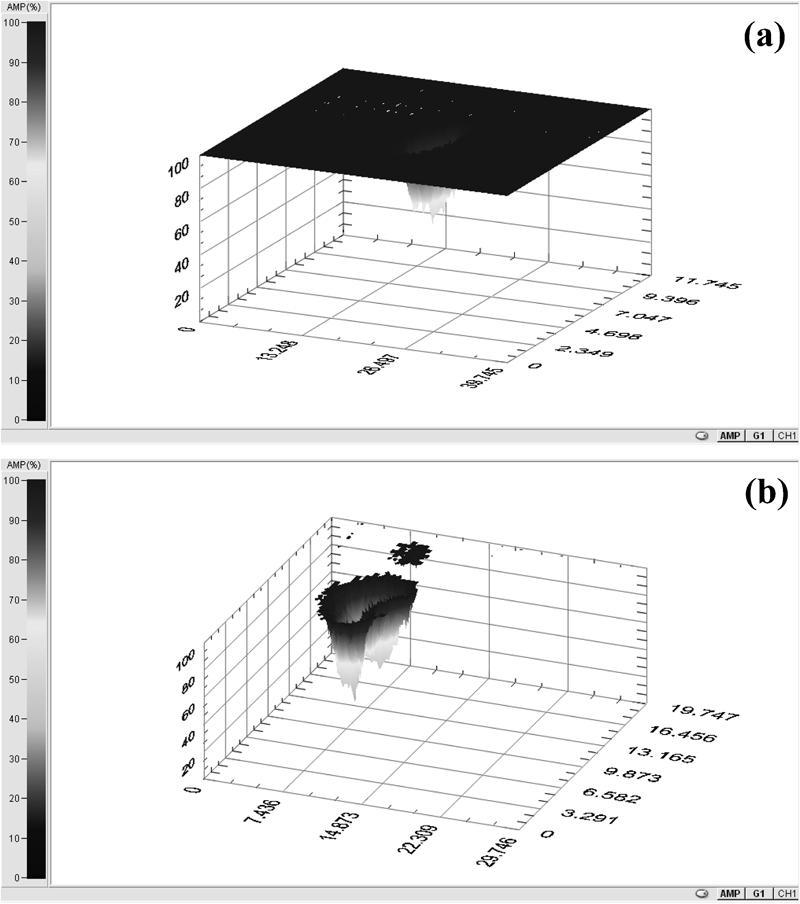
Three-dimensional profile of fretted zone of a CP-Ti and b Ti–6Al–4V alloy after fretting corrosion (conditions: amplitude, 180 μm; load, 3 N; frequency, 5 Hz; fretting cycles, 18 000) (X and Y axes: values are in mm; Z axis: values are in ×10−3 mm)
It is evident from Fig. 6 that the wear volume is higher for Ti–6Al–4V alloy than for CP-Ti under similar conditions. Masmoudi et al.28 have pointed out that the wear rate of nitric acid passivated Ti–6Al–4V alloy is higher than that of CP-Ti in Ringer's solution. According to them, the lower thickness of the oxide film and its inferior resistance to corrosive medium are responsible for the higher wear rate of Ti–6Al–4V alloy.28 This observation is also supported by other researchers. 27 29 27,29,30 Contu et al.26 have reported that with respect to corrosion, both CP-Ti and Ti–6Al–4V alloy exhibit similar behaviours during mechanical abrasion in inorganic buffer, since oxidation of titanium is the major reaction. The tendency for repassivation, however, is relatively higher for CP-Ti than for Ti–6Al–4V alloy.26 Martin et al.31 have suggested that the hardness of wear debris becomes the controlling factor in determining the performance of Ti–6Al–4V alloy under tribocorrosion conditions. The nanohardness of Ti–6Al–4V alloy is ∼5·1 GPa, whereas the hardness of its debris layer is reported to be nearly double.32
The decrease in ability of Ti–6Al–4V alloy to revert to its initial steady state (Fig. 4) could be correlated to the extent of formation and entrapment of debris at the fretted zone, the hard and abrasive nature of the debris and the increase in wear volume. The morphological features (Fig. 5) of the fretted zone of Ti–6Al–4V alloy confirm the generation of higher quantities of debris and their entrapment in the fretted zone. The EDX analysis performed in the regions marked as ‘□’ of the fretted zone of CP-Ti and Ti–6Al–4V alloy reveals their chemical nature (Fig. 7). For CP-Ti, this region contains 67·83 at-% of Ti, 25·96 at-% of oxygen and 6·21 at-% of Al (Fig. 7a), which indicates that it is predominantly oxides of Ti. The presence of Al could have originated from the alumina ball used as the counterface. For Ti–6Al–4V alloy, this region contains 41·53 at-% of Ti, 47·09 at-% of oxygen, 8·93 at-% of Al, 1·44 at-% of V and 1·01 at-% of Cl (Fig. 7b).
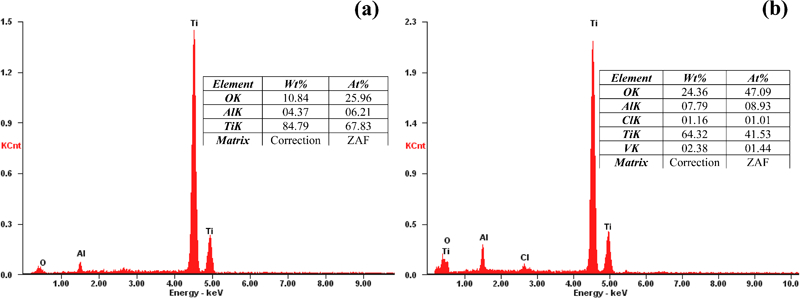
Analysis (EDX) performed on marked region: region marked as □ in Fig. 5c and d of fretted zone of a CP-Ti and b Ti–6Al–4V alloy (conditions: as described in Fig. 5)
The higher oxygen content indicates that the extent of oxidation of the fretted zone is relatively higher for Ti–6Al–4V alloy compared with that of CP-Ti. The presence of Al and V, with a corresponding decrease in Ti, supports the formation of oxides of Al and V in the fretted zone of Ti–6Al–4V alloy. The hard and abrasive nature of the oxides of Al would have increased the wear rate/wear volume of Ti–6Al–4V alloy, which is confirmed by the 3D profile of the fretted zone (Fig. 6).
The higher cathodic shift in FCP of Ti–6Al–4V alloy with the onset of fretting, the decrease in tendency of the alloy to repassivate during fretting and the decrease in ability of the alloy to revert to the initial steady state after the fretting motion is ceased assume significance. The increase in corrosion susceptibility with the removal of the passive layer induced by fretting, the poor tendency for repassivation during fretting and the delay in reaching the initial steady state potential would induce leaching of Al and V ions, which could cause long term health problems like Alzheimer disease and neuropathy. Osteolysis, adverse tissue reactions, kidney lesion, cytotoxicity, hypersensitivity and carcinogenesis have been reported to be associated with V and Al ions.5,33–35 Vanadium may elicit local or especially systemic reactions or inhibit cellular proliferation. Aluminium may be associated with osteomalacia, pulmonary granulomatosis and neurotoxicity. 34 34,35 The accumulation of wear debris may produce an adverse cellular response, leading to inflammation, release of damaging enzymes, osteolysis, infection, implant loosening and pain. 36 36,37
Conclusion
The study on the fretting corrosion behaviour of Ti–6Al–4V alloy in Ringer's solution and comparison of its behaviour with that of CP-Ti lead to the following conclusions.
Both CP-Ti and Ti–6Al–4V alloy exhibit a similar trend of cathodic shift in FCP with the onset of fretting, fluctuations in FCP during fretting and anodic shift in FCP after the fretting motion is ceased. Adhesive galling is the predominant wear mechanism when they are fretted against the alumina ball.
The fretting corrosion behaviour of Ti–6Al–4V alloy differs from that of CP-Ti in terms of: increase in susceptibility for corrosion upon removal of the passive oxide layer with the onset of fretting, decrease in tendency to repassivate during fretting, decrease in ability to revert to the initial steady state potential after the fretting motion is ceased, higher amount of formation and entrapment of debris at the fretted zone and accumulation of the same at the edges, increased extent of oxidation leading to the formation of oxides of Al and V besides Ti and increase in wear volume due to the abrasive nature of aluminium oxide.
The difference in performance of Ti–6Al–4V alloy and CP-Ti points out that the choice of materials for implants that would encounter fretting corrosion should be made only after a thorough evaluation.
Footnotes
Acknowledgements
The authors express their sincere thanks to Dr S. Srikanth, Director, National Metallurgical Laboratory, Jamshedpur, for his constant encouragement and support and for his permission to publish this paper.