
Abstract
It is commonly accepted that cavitation erosion proceeds by various mechanical damage processes in micro- and mesoscale. The question is if there are other modes of material damage under cavitation loadings: another mechanism of mass extraction from the surface layers of the solid. In this paper, considerations on the possibility of occurrence of nanoparticle and droplet detachment mechanism in the cavitation erosion process supplemented with preliminary experimental evidences supporting this thesis are presented. Analysis of the general background of the process is carried out.
Keywords
Introduction
Various forms of flow induced cavitation are encountered in hydraulic turbines, ship propellers and some other hydraulic machinery. Occasionally, vibratory cavitation may arise in diesel liners and other equipment with components vibrating in the closed space. Cavitation erosion may be a reason of major concern for numerous designers and users, and therefore, further investigation of the process is of paramount importance.
Formulation of problem
Cavitation erosion depends on the type of loading cloud, its spatial distribution, average pressure, dynamics of local forces, amplitude and probability mass function of pulses, surface morphology of the solid, its chemical composition, microstructure, physical state (e.g. residual stresses) and resulting strength parameters. Generally, cavitation erosion is a stochastic process determined by random loading conditions as well as random local characteristics of the material. The initial conditions for the process may also influence the material performance.
Theoretical prediction of cavitation performance is a problem of the unstable, multiphase flow of viscous and compressible liquid.1 The problem of predicting cavitation damage effectiveness is still unresolved satisfactorily. It is, however, a challenging task due to the high sensitivity of the process to the mentioned factors. Proper identification of the dominant damage mechanisms is crucial to achieve the purpose. Unfortunately, they may be determined mostly a posteriori by microscopically observed cavitation damage as results of plastic deformations or cracking, e.g. the type of fracture developed. As a result, discerning the main mechanisms employed may prove ambiguous.
Rough mechanical considerations in mesoscale have allowed to distinguish between the following subprocesses (components of the erosion process):2
energy transfer to the material in plastic deformations
conversion of the delivered energy into microcrack surface energy
energy relaxation in the process of microcrack disappearance due to their joining and absorption
dumping of the microcracks generation and growth.
In many cases, the enlisted processes are accompanied and amplified by corrosion processes. Kinetics of the process is determined by their rates.
The question is if there are other modes of material damage under cavitation loadings: another mechanism of mass extraction from the surface layers of the eroded material. The ensuing problem consists of proving the conjecture on the occurrence of nanofragment detachment mechanism and assessing its eventual contribution to cavitation erosion yield.
Premises and assumptions
Indirect premises to support the thesis on the occurrence of nanofragment detachment mechanism originate from the analysis of loading conditions. One should remember that cavitation damage occurs under specific, occasionally extreme shock loadings. Collapse and rebound of cavitation bubble in a high pressure zone as well as collective interactions lead to the generation of shock waves. Moreover, asymmetric implosion of the bubble [e.g. in the vicinity of the solid surface] results in instant extruding of the microjet, usually of vortex structure. Results of relative experimental investigations are presented in numerous papers, e.g. Refs. 3, 4 and 5. The duration of shock wave action on the solid was assessed equal to 20–30 ns, 6 6,7 and its velocity is 1400–1600 m s−1.8 The duration of the microjet action on the solid was found to be ∼20 μs. 3 3,5 Its velocity was assessed equal to 120–150 m s−1. 3 3,9 The resulting loadings suffered by the solid surface involve pressure impulses of up to 1–2 GPa. 7 10 7,10,11 The temperature in the bubble interior determined by most authors was approximately 5000–6000 K,12–14 although there are reports that it may be much higher. 15 15,16 At such conditions, one can expect a temporary increase in temperature of the material surface layer, depending on the cavitation intensity. Furthermore, such conditions not only modify the performance of the indicated mechanical subprocesses but also facilitate other ways of material damage, especially those connected with changes in the state of aggregation (melting) and subsequent detachment and entrainment of nanoclusters or nanodroplets (mechanism, which approximately refers to the heat spike sputtering17).
Some inferences may be performed by analysis of the morphology of the eroded surface, including the morphology of the fractures. 18 18,19 There are also examples of brittle solids susceptible to plastic deformation under cavitation conditions.20 Frequently observed damage peculiarities, as the formation of a cancellous and porous surface layer and a higher rate of material removal from existing deep indentations, justify taking into consideration the contribution of other, non-fractural mechanisms of material destruction.
Dissipation of cavitation pulse energy in the liquid medium and propagation of the elastic waves within the material are meaningful in the incubation period of erosion. In the advanced stage of erosion, the material surface damage is a 3D problem. The extremely developed hypersurface favours stress accumulation and makes difficult the stress wave propagation. In such circumstances, dissipation of the energy rapidly absorbed gets difficult Therefore, presumable detachment and entrainment of nanoclusters or nanodroplets should be considered only in the latter case.
In present work, it is assumed that the postulate on the detachment and entrainment of nanoclusters or nanodroplets is valid in case of the metal alloy erosion process.
Aim and scope of paper
The aim of this paper is to present the thesis on the possibility of occurrence of the nanofragment detachment mechanism in cavitation erosion process as well as preliminary premises supporting this thesis.
Current recognition of cavitation erosion process: Brief subject oriented summary
Cavitation loadings: Conditions and performance of damage process
The cavitation loading forces in the vicinity of the solid surface originate from microjets 3 3,21 or shock waves generated due to the non-symmetric cavitation bubble collapse caused by increased ambient pressure. The loadings suffered by the solid are of impact nature. The topology of the shrinking bubble, as well as its cyclic rebound, has been observed and analysed many times.22–26 Collective bubble implosions may enhance their aggressivity against material load. The variations in pressure suffered by a solid under cavitation action are due to the differentiation of distances between the solid surface and the pulse source and due to differentiation of the bubble vanishing topology. 3 3,25 The loading pressure frequently exceeds the value of 1 GPa, thus generating within the loaded zone a stress sufficient to plastic deformations and fracture.27 Degradation of the surface layer develops until brittle or plastic failure. At the prior stage, the material undergoes strengthening/hardening process (due to mutual blocking of dislocations, inducing phase transformations, etc., depending on the characteristics of the material and the loading), which may significantly influence the rate of erosion. With respect to metals, cavitation damage is a fatigue process;28–30 however, the broad spectra of loadings allow expecting various modes of fatigue processes, referring to various rates of crack propagation.
Apart from the recalled factors influencing the cavitation erosion process, i.e. loadings, internal microstructure and the state of the body, the state of the solid surface (surface energy and geometry of the solid edge) determines the initial conditions of the process and affects strongly the process.
Constituent processes of cavitation erosion
The lasting effects of cavitation loading involve plastic deformations and nucleation of voids or microcracks in the ‘weak’ spots of structural discontinuities if the temporal stress is increased up to above the fracture threshold. Further stages of material degradation include the association of microcracks within deeper layers and the development of the cracks incepted at the body surface. An increase in microcrack density is driven by cavitation loading until their critical level is achieved. The range of forces acting in the elastoplastic materials is non-local and results in a stress field built up within the confined volume of the body. It enables connecting the energy delivered to the body in the succeeding cycles of loadings and the critical level of material strength. Fracture of heterogeneous solids proceeds by nucleation of the amount of microcrack indispensable for the creation of critical cracks. Their development happens by cleavage or shear cracking, sometimes due to injecting the microjet into the open splits. Injecting the microjet into the split counteracts its closure, and subsequent cavitation pulses enhance the propagation of the crack.31 A very effective process of mass extraction is spallation initiated at the body surface.21
In metallic materials, the inhibiting processes occur parallel to the disruption processes. Particularly, strengthening of the material due to blocking of dislocations in the incubation period of the erosion and slowing down or even retarding the fatigue crack propagation due to crack closure phenomenon in the advanced stage of the erosion 32 32,33 should be mentioned.
In case of corrosive materials, the degradation processes depend on ambient conditions and may be intensified.
Damaging various microstructural components of the multiphase material is differentiated. Therefore removing separate pieces of various phases proceeds at different rates.34 It means that at a quasi-equilibrium process, there is a sequence in damaging each surface layer, subject to cavitation loading. This may lead to a change in chemical composition of the alloy surface layer if the solubility of additive elements in various types of crystallities is differentiated.
Mechanisms of cavitation damage
Generally, it can be assumed that each way of material decomposition is a certain stochastic process driven by an appropriate mechanism. Detailed considerations on the various ways of material damage under cavitation loading in various stages of erosion can be found e.g. in Refs. 20 and 35–40. The basic mechanism of erosion of metal alloys is ductile fracture erosion, which roughly includes dislocation displacements and fracture due to breaking of the molecular bonds. Depending on the material, intergranular or transgranular cracking is favoured. Results of respective investigations on austenite iron alloys are presented in Ref. 41. In ferrite grains, the slip lines and deformation twins are the most frequently met. 42 42,43 Repeated simultaneous occurrence of some different systems of slips is observed.44 In true materials, complete relaxation of the temporary stresses is not achieved, leading to progressive accumulation of residual stresses, 45 45,46 the process dependent on the actual microstructure and properties of the material. Owing to the profound differentiation of microstructures and material properties, any general conclusion on the possible cavitation damage mechanisms may be valid only in the limited coverage. In some environmental conditions, hydrogen embrittlement of the substance within the surface layer may occur. 47 47,48
On possible complementary mechanisms
Concept of nanoparticle or nanodroplet detachment
During the erosion incubation period, separate indentations and pits arise at the material surface mainly due to the action of the shock waves. As the damage process develops, more numerous pits overlap, and the gaps get deeper. Plastic deformations resulting in surface roughness are strengthened because the contact area within the asperities is too small to transfer elastic stresses. In such circumstances, the subsequent microjets affect the lateral surface of the gap (Fig. 1). In that time, among others, the shear forces are applied, and the effect analogous to friction is obtained, and the friction drag of asperities takes place. Effective interaction between the turbulent boundary layer and the compliant surface occurs if a certain critical condition is exceeded.49 An analysis of the friction due to turbulent flow near the rigid wall has been presented in Ref. 50.
Rough presentation of microjet action on lateral surface of gap
All possible forms of surface damage should be expected: from brittle cracking to plastic ratcheting in the skin layer. The dimensions of the asperities are comparable to the dimensions of the crystallites (e.g. for haematite, several tens of nanometres51). A temporary increase in temperature promotes an increase in material plasticity within the interaction zone, especially at the high rate of deformation.52 Simultaneously, the melting temperature should be decreased under high pressure. Taking into account that the interaction time is very short, shock wave action lasting is in the order of 20–30 ns, 6 6,7 and microjet action lasting is in the order of 20 μs, 3 3,53 resulting in quasi-adiabatic heating; the fusion of the material within the interaction zone is probable. One can assume that melting of some part of the surface layer followed by extruding the liquid droplets proceeds during microjet action.
Similar phenomena are known as heat spike sputtering, referring, however, to the different ranges of the interaction time scale. They consist of the transformation of the state and discarding the pieces of matter by microexplosion if multiatom instant absorption of the ion energy in dense media occurs. 17 17,54 The delivered energy is distributed among atoms, and there may be a set of atoms endowed with energies exceeding their binding energy (usually 10–100 eV). This enables their sputtering. In case of a heterogeneous material, the weakly bounded components are sputtered in the first instance. Owing to the accompanying variations in the content of the respective elements during the process, the probability of their removal changes periodically.
On the other hand, as a result of the induced transformations, a fine derivative microstructure might be developed followed by redistribution of the elements within the surface layer. Cavitation impacts result in the selective detachment of various grains 55 55,56 and thus the change in chemical composition of the eroded layer.
Some similarities of the proposed mechanism to laser ablation according to cluster mechanism57 and particle resuspension due to exposure to a turbulent fluid flow can be discerned.58–60
Search for proofs of conjecture: Experimental investigations and results
The aim of the experiments carried out was to verify the possibility of occurrence of nanofragment detachment and discarding mechanism during the cavitation impact action on the metal alloys. Samples made of stellite (designated as M1), aluminium bronze (designated as M2) and stainless steel (designated as M3), with chemical compositions specified respectively in Table 1, have been used for this purpose.
Chemical composition of alloys investigated
Physical considerations on the course of the suggested cavitation erosion subprocess lead to the conviction on the inevitable modification of the chemical composition of the surface layer subjected to cavitation loading. Therefore, the pertinent measurements have been accomplished.
The alloys selected for investigations are corrosion resistant and exhibit a high level of cavitation resistance.
Cavitation erosion test
The workpieces were subjected to cavitation impingement at the rotating disc rig.61 The cavitation was generated there by cylinders situated on a disc surface on the circle 300 mm in diameter. Test specimens were inlaid in the disc downstream of the cavitator. Cavitation cloud is developed behind the inducers, and cavitation bubbles are nucleated in the vortex cores. The rotation speed was 3000 rev min−1. The resulting mean gauge pressure was 155 kPa. Water of temperature 20°C was used as working medium. The tests were performed in runs following one after another, lasting 600 min in total.
Measurement of chemical composition of eroded surface layers
The chemical composition of the investigated samples has been determined with the use of scanning electron microscopy (Zeiss-Bruker AXS Microanalysis GmbH Berlin) with energy dispersive X-ray analysis device. The thickness of the investigated layer was 5 μm. Numerous measurements were performed at various spots of both eroded and non-eroded portions of the material. In order to avoid possible errors in the determination of the percentage participation of the component element atoms due to imprecise measurement of the light elements (mostly oxygen), the ratios of the contents of various element atoms were determined.
The results concerning the material M1 are presented in Table 2. The rates have been referred to silicon for its content in both eroded and non-eroded layers was the same. The confidence interval comprising the average value for the non-eroded area is shown.
Ratios of contents of various element atoms determined in material M1

Three images of the investigated surfaces are presented in Figure 2 Figs. 2 and 3a and b, with the areas of measurements marked. In case of material M1, slip of the grains at intercrystalline boundaries, brittle fracture and spallation are dominant events. Plastic deformations also occurred; however, the rounded surface of hard crystallities does not seem to be a result of plastic deformations.
Image of non-eroded portion of M1 material surface
Images of eroded parts of M1 material surface at various magnifications
The results on the material M2 are presented in Table 3. The rates have been referred to aluminium for its contents in both eroded and non-eroded layers were approximately the same. The confidence interval comprising the average value for the non-eroded area is shown as well.
Ratios of contents of various element atoms determined in material M2

The image of the M2 surface is presented in Fig. 4 with the area of measurements marked. The propensity to plastic fracture by necking and ductile rupture can be recognised. The damage linked to the transition from ductile to brittle fracture is hardly noticed. A few adjacent gaps merge. In such a ductile mode of damage process, melting or other effects of the heat transfer, in the scale of single cavitation microjet interaction, are not very probable.
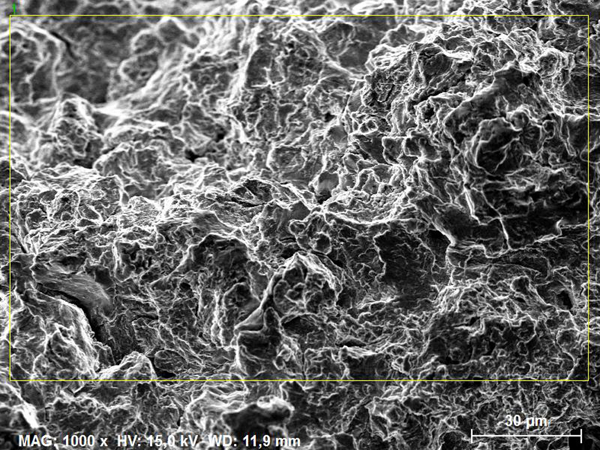
Image of eroded part of surface of M2 material
The results concerning the M3 material are presented in Table 4. The rates have been referred to silicon for its contents in both eroded and not eroded layers were approximately the same. The confidence interval comprising the average value for the non-eroded area is shown as well.
Ratios of contents of various element atoms determined in material M3

The image of the M3 surface is presented in Fig. 5, with the area of measurements marked. Flaked off areas are discernible, but separate pans get deeper, as if they were excavated.
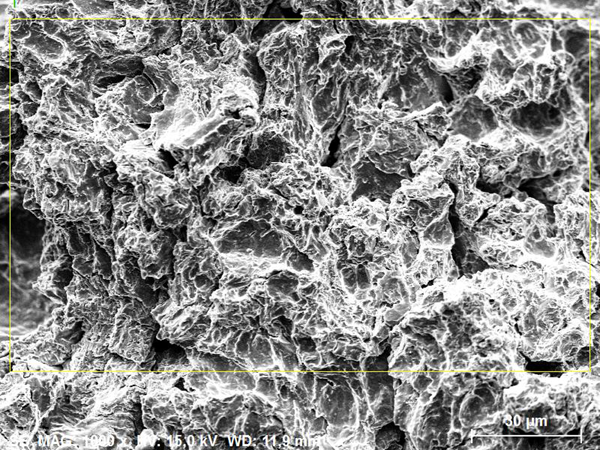
Image of eroded part of surface of M3 material
Discussion and comments
On results obtained
Comparison of the chemical compositions determined in various sites of the eroded and non-eroded parts of the material surface and statistical analysis of the results obtained indicate a discernible change in quantified rates of the atomic content of the basic component elements in the M1 alloy, i.e. an increase in iron content and a decrease in cobalt content taking place. This may prove the easier removal of cobalt under cavitation loading conditions. Spelucatively, possible ways of selective removal of the elements are by heat spike sputtering or by differentiated attenuation of the adhesion of various kinds of crystallities due to cavitation loading, possibly accompanied by phase transformations and reconstruction of the microstructure.
On the other hand, in the M2 alloy, the rates of additional (iron and silicon) element contents have changed. The rate of content of basic elements, copper and aluminium as well as manganese remained unchanged. It is an open ended question if the decrease in iron has been caused by corrosion and detachment of the corrosion products. Significant variations of the ratios of the element content at various spots were observed.
The recorded rates of components in the M3 alloy were minor. Therefore, the selective removal of alloy components during cavitation erosion process has not occurred in this case.
On electrochemical corrosion
Some of results obtained may be linked with the electrochemical processes induced during cavitation loading. Varied presence of oxygen within various erosive gaps may support such suspicion. However, a sufficiently high content of chromium in the M1 and M3 alloys should prevent the development of those processes.
On possibility of sputtering process
Selective sputtering of atoms from the loaded surface can be a possible mechanism of changes in content of the component elements within the surface layer of the material. For example, the energy released during collapses of cavitation bubbles can break hydrocarbon bonds in the molecules of crude oil derivatives.62 The binding energies of the compounds lay in the interval 2–10 eV. The cohesive energy of metal alloys is similar, e.g. the cohesive energy of bcc and fcc structures in deep layer (bulk) iron amounts to ∼4 eV.63 However, the probability of atom sputtering from a solid as a result of cavitation pulse loading is determined by the probability of possessing a sufficiently high amount of high energy molecules or the occurrence of a cascade process. Therefore, it is low. Simple estimation conducted under the assumption that the temperature of high energy molecules within the bubble is 6000 K results in assessing the average energy of one molecule of 0·6 eV. It amounts to about 10–100% of the energy charge indispensable for breaking the internal bonds in metal alloys. In fact, the probability of such an event may be quite small as the energy of one to two orders higher should be delivered, bearing in mind the energy dissipation in the course of the cascade process.
Indications for future research
identification of the chemical composition of the surface layers of materials subjected to cavitation loadings should be carried out within the areas comprising not very deep gaps. If this condition is not fulfilled, detection of the reflected spectra is incomplete due to the small angle of reflection of the beam equal to 15°. Therefore, the results obtained may be erroneous. If the point of an electron incidence lies in a deep gap, the reflected beam has no chance to get out of it
valuable information could be derived by measuring the chemical composition also within the transient zone, at the edge between severely damaged and not damaged areas (in case of flow cavitation) or during the incubation period of erosion (in case of vibratory cavitation)
the concentration of the chosen element atoms within the grain and at the boundary of the grain is different. The relative participation of the grain boundary band area increases as the dimensions of the area of measurement increases; therefore, the latter should be preserved for each run
eventual cleaning of the samples should be cautious so as not to remove a thin layer of the material
additional problems suggested for consideration when studying the mechanisms of cavitation damage include the following questions:
what is the dissociation probability of water molecules during collisions with the solid body and what consequences are to be expected if the hydrogen is released
what is the atom detachment energy of metal alloys at high temperature reached due to cavitation pulse interaction?
Conclusion
The experimental tests have revealed the largest change in chemical composition of the investigated alloys followed for the cobalt alloy (material M1). Thus, it is recommended as an object for further investigations.
The observations of the morphology of metal alloy surfaces damaged by cavitation and the results of experiments carried out encourage to search for another mechanism of cavitation erosion, linked to the removal of atoms or groups of atoms (nanoclusters and nanodroplets) from the material surface.
Footnotes
Acknowledgements
The author wishes to thank Mr A. Sobczyk for the valuable assistance in conducting the experimental research.