
Abstract
Influence of initial surface topography on tribofilm formation in zinc dialkyldithiophosphate (ZDDP) lubricated contact was analysed. Small displacement fretting tests with sinusoidal motion were carried out in classical sphere/plane configuration. A range of surfaces with different initial roughnesses was prepared by milling and grinding processes. Tests were carried out using variable displacement method where amplitude of imposed displacement was gradually increased after every 1000 cycles from 2 to 30 μm. The surfaces after tribological tests were measured by interferometric profiler. Main findings confirm that initial roughness has a significant influence on antiwear tribofilm formation in boundary lubricated contact. Tribofilm forms faster and require less energy to activate in case of rough surface obtained by milling process than in case of smooth grinded surface. However, in contact lubricated by oil with ZDDP additive, a significant transfer of material occurred from plane to sphere specimen.
List of symbols
Hertzian contact half-length/μm
modulus of elasticity/GPa
energy dissipated at interface per cycle/J
displacement frequency/Hz
number of cycles
normal force/N
maximum Hertzian contact pressure/MPa
tangential force/N
tangential force amplitude/N
3D surface average roughness/μm
3D surface root mean square roughness/μm
volume of wear on plane/sphere specimen/m3
displacement/μm
displacement amplitude/μm
incremental step of displacement amplitude/μm
number of cycles between the incremental step of displacement
coefficient of friction
Poisson's ratio
ultimate tensile stress/MPa
yield stress/MPa
Introduction
Fretting is a phenomenon occurring at interface of two bodies subjected to very small cycling displacement usually in the range of a few micrometres. It is mainly caused by vibrations of the system or by cyclic loadings and stresses at interface. In fretting, a relative displacement of the surfaces is very small, and in lubricated contact, this will lead to boundary lubrication conditions. Low speed and reciprocating character of motion will prevent formation of elastohydrodynamic lubricant film.1 However, due to rubbing action and significant energy dissipation at contact interface, an antiwear tribofilm can be formed when zinc dialkyldithiophosphate (ZDDP) or other high pressure additive is present.2–4 The mechanisms by which the ZDDP tribofilm reduces wear are believed to be as follows:5
protection of surface from corrosion
its mechanical properties
support of load
preferential shearing
removal of hard Fe2O3 particles.
However, it is important to understand that the formation of tribofilm is a dynamic process; hence, the creation rate should be in balance with the removal rate of the tribofilm in order to form stable layer and to protect the surfaces.
Depending on the relative displacement of interface, different sliding regimes can be identified. Partial slip sliding regime is associated with a small relative displacement and is characterised by a closed elliptical fretting loop (i.e. evolution of the tangential force Q versus the applied displacement δ). Fretting scar is characterised by a stick zone in the middle section and sliding zone at the contact extremities. In the partial slip regime, the main damage observed at the interface is caused by the cracking phenomenon. For larger relative displacement, full sliding of the contacting surfaces takes place, and fretting loop is characterised by a quadrilateral dissipative shape.6 This gross slip regime is related to the wear damage of contacting surface. Those two fretting regimes and associated fretting loops are presented in Fig. 1.
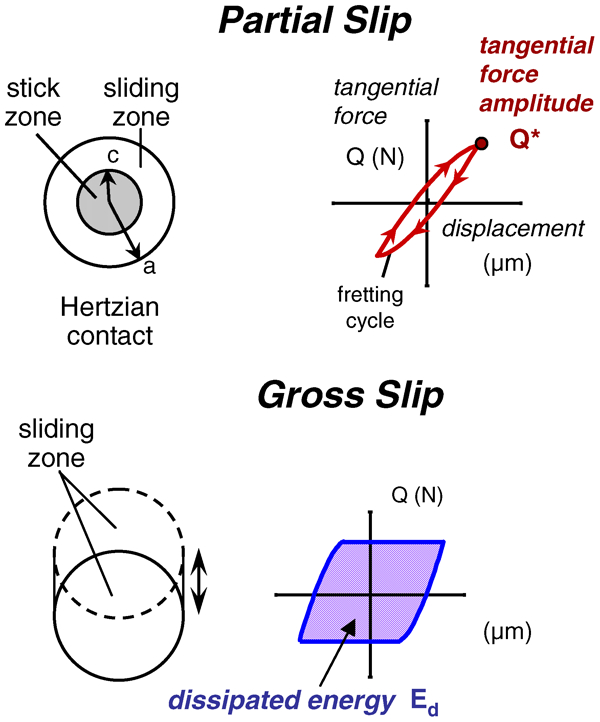
Schematic diagram of sliding regimes in fretting condition: sphere/plane contact configuration is assumed resulting in circular interface of contacting bodies
Influence of surface roughness on tribofilm formation has been analysed mainly in ball on disc configuration under relatively high sliding speed.7,8 Furthermore, topography covered was limited to very smooth surfaces in the range of few micrometres, and coated systems were investigated.9,10 Up to the best of authors’ knowledge, there is no such analysis available in fretting conditions and such high range of topography which covers surfaces prepared by milling and grinding.
The aim of this research is to analyse influence of surface topography on antiwear tribofilm formation in boundary lubricated contact such as fretting.
Experimental
Material and surface preparation
The substrate material used for plane specimens was low carbon alloy AISI 1034. It is a very common ferrous material widely used in industry. As a counterbody in fretting tests, a ball bearing steel AISI 52100 was used. Chemical composition and mechanical properties of those materials are summarised in Tables 1 and 2 respectively.
Chemical compositions of tested materials

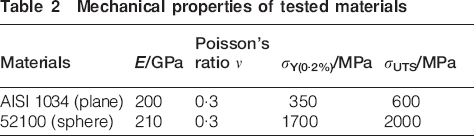
Mechanical properties of tested materials
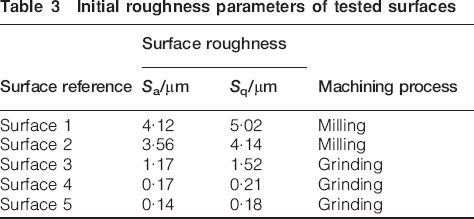
To analyse the influence of surface topography on tribofilm formation, a range of rough surfaces were prepared on plane specimens. Topographical features were prepared by milling and wet grinding. Because the surfaces created by milling process are highly anisotropic, also the grinding process was carried out to create a unidirectional surface texture. The direction of sliding in tribological tests was perpendicular to the surface texture. The roughness of prepared surfaces was measured by a white light interferometer (Wyko NT3300). Initial roughness was measured using single scan (2·35×1·76 mm); however, surfaces with fretting scars were much larger, and therefore, several scans were taken and stitching function in profilometer software was used to reconstruct the entire measured area. Morphologies of initial surfaces prepared on the plane specimens are presented in Fig. 2 and roughness parameters in Table 3.
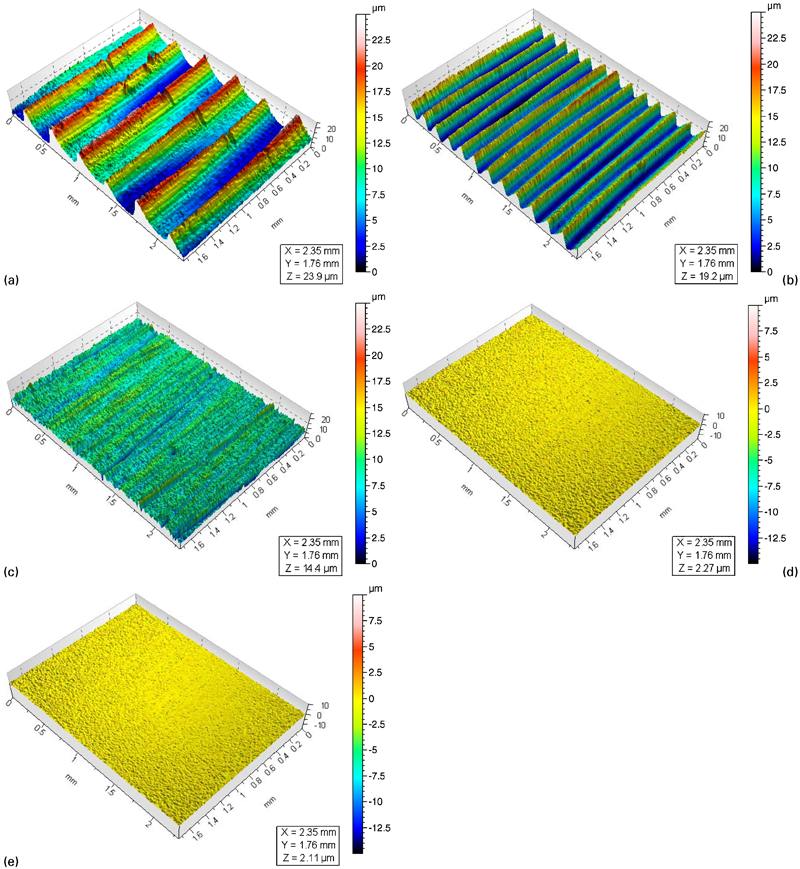
Morphologies of rough surfaces prepared on plane specimens by a, b milling and c–e wet grinding processes:
Initial roughness parameters of tested surfaces
Tribological investigation
Tribological tests were carried out in configuration sphere/plane with small sinusoidal displacement with frequency f = 20 Hz (Fig. 3). Normal force was kept constant during the test at the level of approximately P = 1020 N. With diameter of sphere D = 100 mm, the resulting Hertzian's pressure would be around po = 1000 MPa; however, due to a plastic deformation in contact, real contact pressure will be lower than that. Such severe contact conditions were chosen to generate quantitatively significant wear of material and to generate sufficient energy dissipation in contact to activate tribofilm creation in the case of ZDDP lubricated contact. During the test, normal force P, tangential force Q and relative displacement δ were recorded. From the collected data, the following parameters can be calculated: tangential force amplitude Q*, displacement amplitude δ* and coefficient of friction μ. Also, the so called fretting loop can be plotted using tangential force evolution as a function of relative displacement Q = f(δ). By integrating the area of that loop, the energy dissipated in the contact during one cycle can be calculated. We will use that energy to analyse friction conditions and creation of tribofilm in contact lubricated with ZDDP. As a lubricant, an oil with antiwear additive ZDDP solution in 2-pentanol (1% in PAO-6) was used. Surfaces were lubricated before making contact and just after applying normal force. Owing to the capillarity, contact was covered with lubricant during the test. All tests were carried out in ambient laboratory conditions, at room temperature of ∼23°C and with a relative humidity between 40 and 45%.
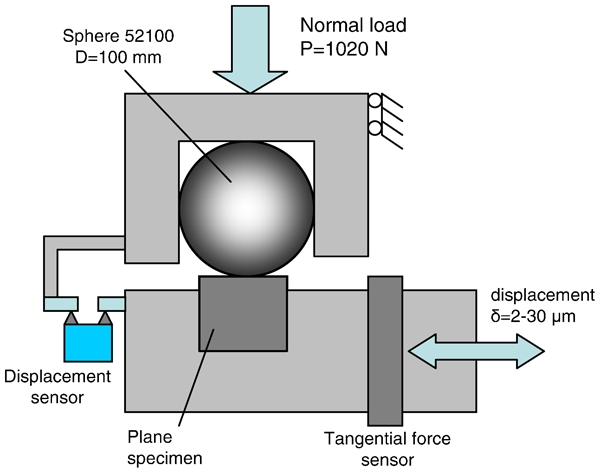
Contact configuration used in tribological analysis
The test methodology used in this study consists of incremental increase in displacement amplitude (Δδ* = 0·2 μm) every 1000 cycles, so that the test starts with small displacement of δ* = 3 μm and it is gradually increased up to 30 μm. A schematic diagram of the method is presented in Fig. 4. At small displacement, the surfaces are in partial slip, and as displacement increases, larger contact area will be in relative sliding. Contact conditions will change from partial slip, through the transition and into gross slip, where the entire area of contacting surface is in sliding. In the case of contact lubricated with ZDDP, a tribofilm will be formed at the rubbing surfaces due to tribochemical reaction.
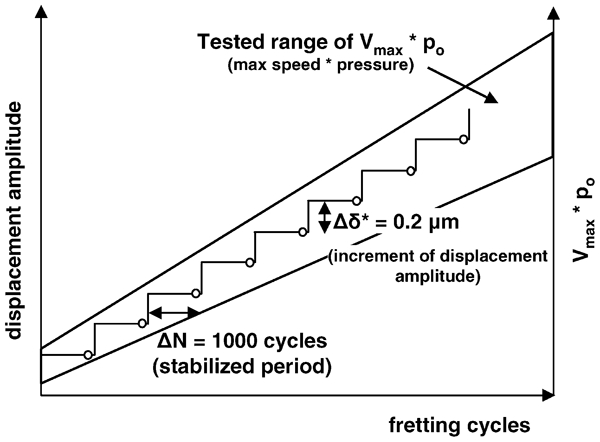
Variable displacement method used in this investigation to analyse friction and initial roughness
Results and discussion
On surfaces prepared by milling and grinding processes, a series of tribological tests were carried out in dry and ZDDP lubricated contact conditions. Previously published4 analysis of friction and sliding conditions carried out in very similar contact configuration revealed that maximum value of coefficient of friction was observed at the transition between partial and gross slips. In addition, a higher coefficient of friction was noted in ZDDP lubricated contact than in dry friction, suggesting that there is some additional mechanism related to formation and removal of tribofilm. In this study, the influence of initial surface topography on tribofilm formation will be analysed using energy dissipated at interface. That energy dissipated in contact at every fretting cycle Ed corresponds to the area of fretting loop. Therefore, for higher displacement, more energy will be provided to the system and subsequently dissipated. Presented in Fig. 5 is a graph of evolution of dissipated energy in variable displacement test. For dry contact condition, it can be noted that, after initial activation period, the energy dissipated in the contact increases linearly with fretting cycles. The activation period corresponds to energy required to create tribologically transformed structure,11 activate wear and create wear debris. It has been found12 that activation energy is higher for smooth surfaces; therefore, more so called cumulated energy have to be dissipated at the interface to transform the material tribologically and activate wear associated mechanisms. It means more fretting cycles for smooth surface. In the case of dry contact configuration, after the initial period, the energy dissipated in the contact is increasing as variable displacement test progresses (Fig. 5). However, this relation during the activation period cannot be linear, as initially in partial slip, only the external part of contact is sliding and the central part remains in stick condition. For dry contact, only small variation due to initial surface roughness can be observed, and there is no clear trend, but rough surfaces show slightly higher value of dissipated energy.
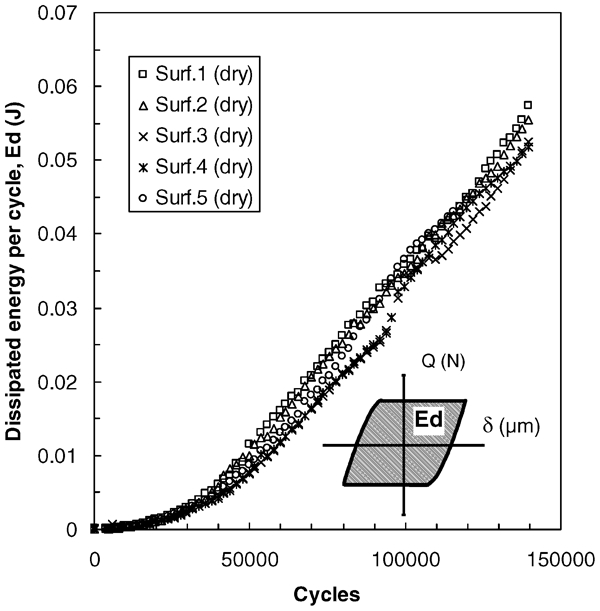
Evolution of energy dissipated Ed in single fretting cycle as function of fretting cycles: tests conducted using variable displacement method in dry contact configuration
In the case of contact lubricated with oil containing ZDDP, a protecting tribofilm can be formed at the surface of contacting bodies. This tribofilm is commonly known as a ‘blue film’ due to its intensive blue colour and can be easily identified using simple optical microscopic image (Fig. 6).
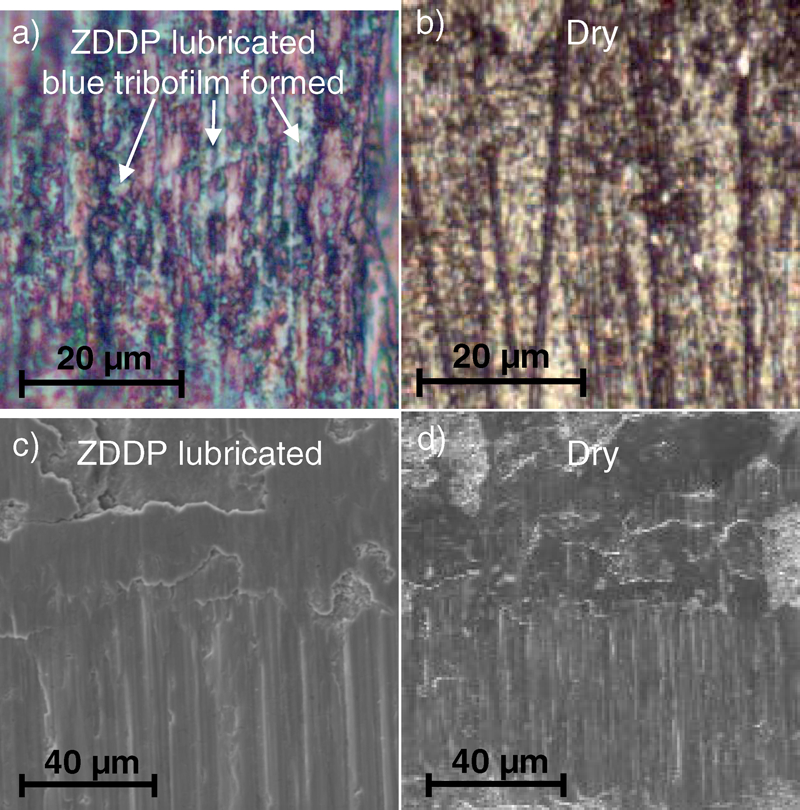
Microscopic images of wear scars:
In the case of ZDDP lubricated contact conditions, Fig. 7 shows that, at higher displacement corresponding to 10–20 μm, a tribofilm has been formed leading to lower shear stresses, and therefore, decreased coefficient of friction results in lower energy dissipation in contact. This time, the initial surface roughness has a significant influence on energy dissipation and tribofilm formation. On rough surface, tribofilm forms much faster than on smooth surface (Fig. 7). Initial conditions before the tribofilm is formed are very similar to that in dry test; also after the tribofilm formation for all surfaces, dissipated energy converges to very similar value Ed = 1·48×10−2 J. However, clear influence of initial roughness can be noted. Analysing the local pressure, it can be assumed that much higher pressure can be observed at peak asperities in the case of rough surface. In addition, the effective contact area will be smaller due to contact taking place only at roughness asperities. This leads to sliding at lower imposed displacement. Once the contacting surfaces are rubbing, a tribofilm can be formed and will successively grow covering the surface in contact and preventing the wear. However, the friction now takes place between the surfaces covered by tribofilm, and therefore, mechanical properties of that film will dictate contact behaviour.
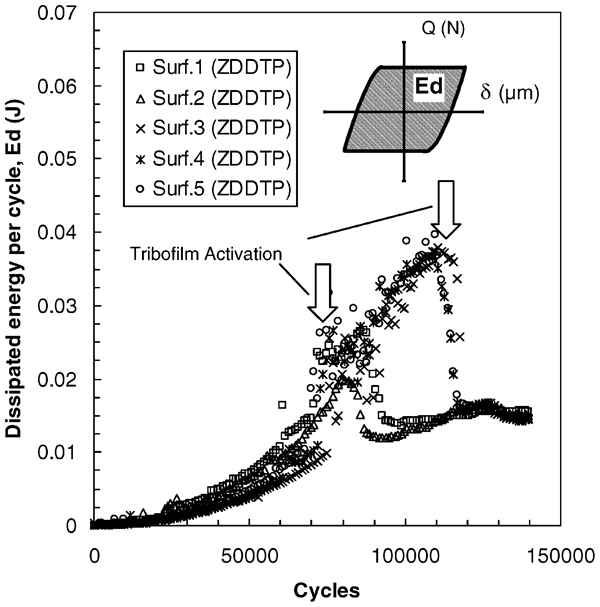
Evolution of energy dissipated in single fretting cycle Ed as function of fretting cycles: tests conducted using variable displacement method in ZDDP lubricated contact configuration
Influence of initial surface roughness on energy associated with tribofilm formation is presented in Fig. 8. In the first stage of the test, the evolution of dissipated energy Ed is similar for dry and lubricated contacts up to a point when protecting antiwear tribofilm is formed and Ed is decreasing significantly. Analysis of topography of worn surfaces revealed that, in dry friction, an abrasive wear mechanism is dominant and wear of material can be observed on both plane and sphere specimens (Fig. 9). Calculated wear volume of plane surface is Vp = 28·891×10−12 m3 and of sphere Vs = 31·143×10−12 m3, which leads to total wear volume of 60·034×10−12 m3 after dry test. The results where both contacting bodies are worn are usually observed in dry fretting. In this case, a small material transfer from plane to sphere as well as displaced material around the wear scar on plane specimen can be also observed. However, in lubricated contact, a very significant transfer of the material can be observed from plane to sphere. The wear volume of plane specimen is Vp = 60·138×10−12 m3 and the material transferred (negative value of Vs) on sphere specimen is Vs = −54·674×10−12 m3. Therefore, most of the material was transferred to the sphere. The mechanism of transfer lies beyond the scope of this paper, but it should be noted that the bond created between the tribologically transformed surface and tribofilm is much stronger than the resistance to shear stresses of the bulk material of plane specimen. Gradually, more and more material is removed and transferred from plane surface to sphere.
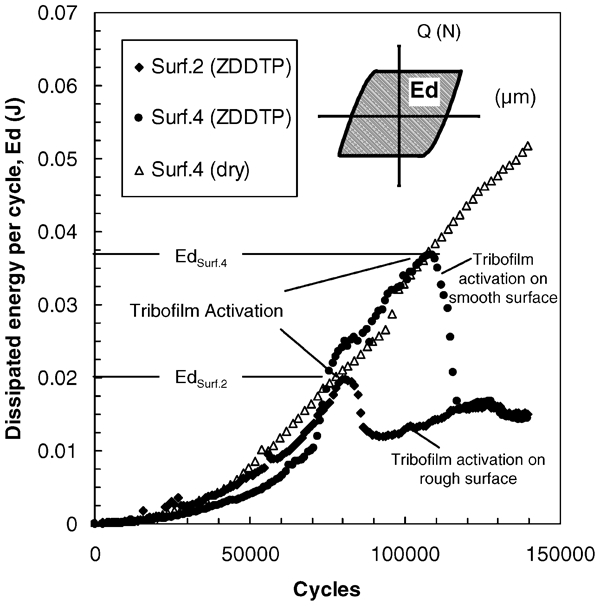
Influence of initial surface roughness on tribofilm formation and comparison with dry contact configuration
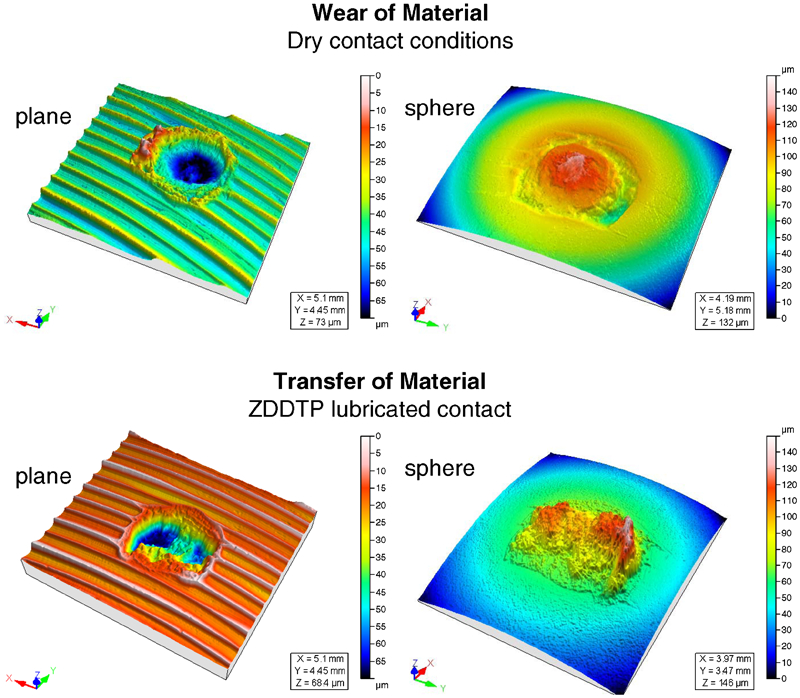
Surface morphologies after fretting test on plane and sphere specimens: wear and transfer of material can be observed for dry and ZDDP lubricated contact respectively
Conclusion
Influence of initial surface topography on tribofilm formation in ZDDP lubricated contact was analysed using small displacement fretting tests. A range of surfaces with different roughnesses were prepared by milling and grinding processes. Tests were carried out using variable displacement method where imposed displacement was gradually increased (Δδ* = 0·2 μm) every 1000 cycles from 2 to 30 μm. The surfaces after tribological tests were measured by an interferometric profiler. Analysing obtained data, the following conclusions can be formulated:
Initial roughness has significant influence on antiwear tribofilm formation in boundary lubricated contact such as fretting conditions.
Tribofilm forms faster and requires less energy to activate in the case of rough surface obtained by milling process than for grinded surface.
Transfer of material and therefore higher wear on plane specimen was observed in ZDDP lubricated contact conditions than in dry contact conditions.
Results presented here provide initial and interesting inside in the phenomena taking place at interface in lubricated fretting contact conditions; however, more detailed analysis of tribofilm formed on rubbed surface using chemical composition equipment, e.g. XPS, is needed.
Footnotes
Acknowledgements
K. J. Kubiak would like to thank Dr A. Morina and Dr S. Fouvry for support and fruitful scientific discussions provided for this work.