
Abstract
Effect of counterbody material on fretting wear resistance of 304 stainless steel is investigated in the present study. Fretting wear experiments were carried out at different normal loads on 304 stainless steel samples for 25 000 cycles using four different counterbody materials (alumina, SAE 52100 steel, 304 stainless steel and Ti–6Al–4V). At different normal loads, different fretting regimes were observed: gross slip at 1·96 and 4·98 N, mixed stick slip at 9·8 and 14·7 N and near stick at 19·6 N. Samples fretted against alumina counterbody exhibited higher tangential force coefficient values compared to those fretted with other counterbodies. The 304 stainless steel samples fretted with alumina counterbody exhibited higher wear volume due to higher contact stress and tribochemical reaction between the tribopair. The samples fretted against both 304 stainless steel and SAE 52100 steel counterbodies exhibited almost similar wear volume due to similar levels of adhesion between the contacting materials. However, the wear volume of 304 stainless steel samples fretted against Ti–6Al–4V counterbody was the least among all. It is attributed to the fact that dissimilar metals will result in lesser possibility of adhesion leading to better wear resistance.
Introduction
Fretting is a type of wear that occurs when two contacting bodies experience a relative tangential motion with displacement amplitude typically <100 μm. 1 The normal force and amplitude of displacement determine the nature of the slip regime. The major types of damage observed at the interfaces of two contacting members are crack initiation and debris formation.
It has been reported that >50 factors influence the fretting wear process. 2 Among these, the main three factors (primary factors) are friction coefficient, normal load and relative displacement. The other factors are called as secondary factors, e.g. hardness of contact materials, surface finish, microstructure, residual stresses, vibration frequency, environmental conditions, etc. They affect the fretting process through the changes they introduce in the primary factors.
Austenitic stainless steels like 304, 316 grades are used in many industries due to their good corrosion resistance. They undergo fretting damage in some applications. Kayaba and Iwabuchi 3 investigated the fretting wear behaviour of 304 austenitic stainless steel tested at different temperatures up to 650°C. They found that wear decreased with increasing temperature up to 300°C. They observed transfer of Fe3O4 to counterbody at high temperatures, and the debris was not removed from the interface leading to pit like damage. Iwabuchi et al. 4 studied the effect of ambient pressure (l0−3–l0 5 Pa) on the fretting wear behaviour of 304 stainless steel at room temperature. They found that above a critical pressure of 10 Pa, there was no influence of pressure on the frictional and the wear behaviour. Below 10 Pa, the coefficient of friction increased and the wear volume decreased.
Szymanski et al. 5 performed studies on fretting wear debris produced between 316L austenitic stainless steel pin and martensitic stainless steel disc tribopair using Mössbauer and X-ray techniques. They found that austenite stainless steel was transformed into a martensite layer at room temperature at the worn surface. In addition, they observed that martensite layer was covered by a layer of Fe–Cr–Ni oxides. They reported that crystal structures of the Fe oxides produced during fretting were highly defected.
Hirvonen and Mayer 6 reported that nitrogen implantation improved the fretting wear resistance of AISI 304 stainless steel due to the increased load carrying capacity and decreased adhesion at the tribocontact. Liu et al. 7 investigated the influence of low temperature plasma carbonitriding on the fretting behaviour of 316LVM medical grade austenitic stainless steel fretted against martensitic stainless steel ball in Ringer's solution. They found that the treatment improved the fretting wear resistance of 316LVM stainless steel and suggested that it could be used for high performance body implants. Chaudhry and Kailas 8 studied the fretting wear behaviour of self-mated 316L stainless steel and chromium carbide coated (plasma sprayed and high velocity oxyfuel processes) surfaces under controlled environment conditions. They observed that chromium carbide coated samples produced by high velocity oxyfuel process exhibited improved fretting wear resistance over plasma sprayed samples even under vacuum.
The design of an efficient tribosystem could be achieved by either employing an appropriate counterbody with austenitic stainless steel or by modifying the surface properties of austenitic stainless steel by a suitable surface modification process. The latter has been attempted by application of various surface modification processes such as plasma nitriding, plasma carbonitriding, ion implantation, thermal spray processes, etc.6–11 However, the effect of different counterbodies on fretting wear resistance of 304 stainless steel has not been studied.
Chemical composition, hardness and mechanical properties of the counterbody influence the fretting wear behaviour of the materials. The nature of the counterbody material selected (i.e. metallic or ceramic) is important. In the present study, four different counterbody materials, i.e. alumina, SAE 52100 steel, 304 grade stainless steel and Ti–6Al–4V, were considered, and their effect on fretting wear resistance of 304 stainless steel was investigated.
Experimental
The test material is 304 stainless steel. Its hardness was 210 HV5. Four grades of silicon carbide abrasive papers (1/0, 2/0, 3/0 and 4/0) were used to polish all samples. It was followed by polishing with alumina and then finally cleaned with acetone. The samples used in fretting wear tests were of size 10×10×6 mm. Full details about the fretting wear test rig were given elsewhere. 12 Dead weight loads were used to apply different normal loads. The test parameters were as follows: frequency = 5 Hz; displacement = 50 μm; normal load = 1·96, 4·9, 9·8, 14·7, 19·6 N; temperature = room temperature (303±5 K) and number of fretting cycles = 25 000. Ball on flat contact was employed. Four different counterbody materials (alumina, SAE 52100 steel, 304 stainless steel and Ti–6Al–4V) of 10 mm diameter were used. The properties of counterbody materials are tabulated in Table 1. In a friction loop, the difference between maximum and minimum values of tangential force (friction force) was found out. The half of this value was divided by the corresponding normal load to obtain the value of tangential force coefficient (TFC). A scanning electron microscope was used to observe fretting wear scars in the tested samples. The dimensions of fretting scars along the parallel and perpendicular directions to the fretting direction were measured. Equations derived by Kalin and Vizintin for ball on flat contacts were used to calculate fretting wear volume. 13 The wear volume was divided by the normal load and the displacement to calculate wear rate.
Properties of different counterbodies

The initial maximum values of contact pressure P at a normal load N and contact radius a were calculated based on Hertz theory. 14
Results and discussion
Friction logs
Figure 1 shows the friction logs for 304 stainless steel samples fretted against 304 stainless steel counterbody. For a particular fretting cycle, the change in friction force with displacement is shown by a friction loop. Friction log shows friction loops corresponding to different fretting cycles. The shape of the friction loop indicates the type of fretting regime. Quasi-rectangular loops form in gross slip regime, where slip takes place throughout the entire contact region. Elliptical shaped friction loops form in partial slip (mixed stick slip) regime, where elastic deformation of the asperities accommodates a part of the displacement between the interacting surfaces. Loops looking like straight lines form in stick regime, where elastic deformation of the asperities fully accommodates the displacement. In the present study, gross slip regime was observed at normal loads of 1·96 and 4·9 N. The gross slip observed in the initial stages changed to partial slip at 9·8 N (Fig. 1b). Near stick regime was seen with further increase in the normal load (Fig. 1c).
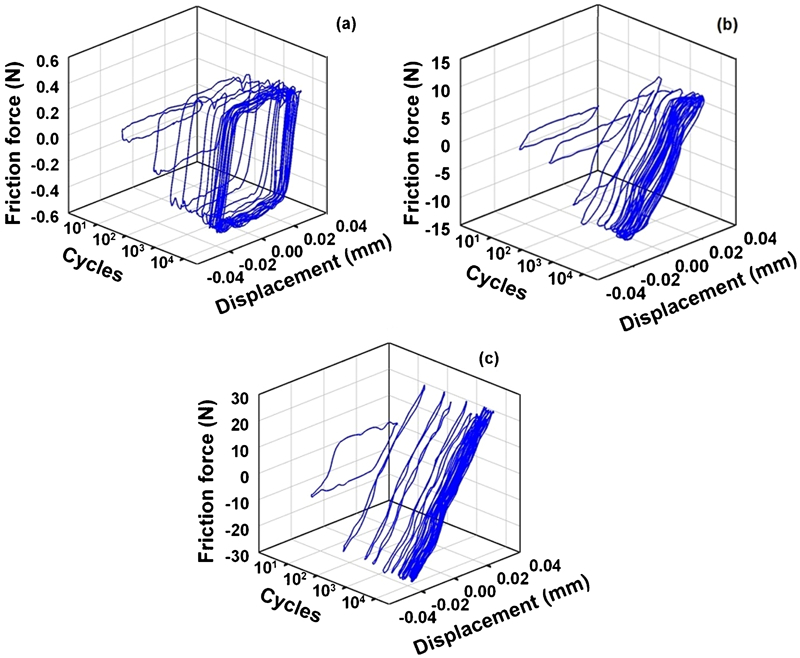
Friction logs for 304 stainless steel samples fretted against 304 stainless steel counterbody at different normal loads:
Figure 2 shows the effect of counterbody material on friction loops for 304 stainless steel samples. Samples fretted against SAE 52100 steel counterbody exihibited the lowest friction force.
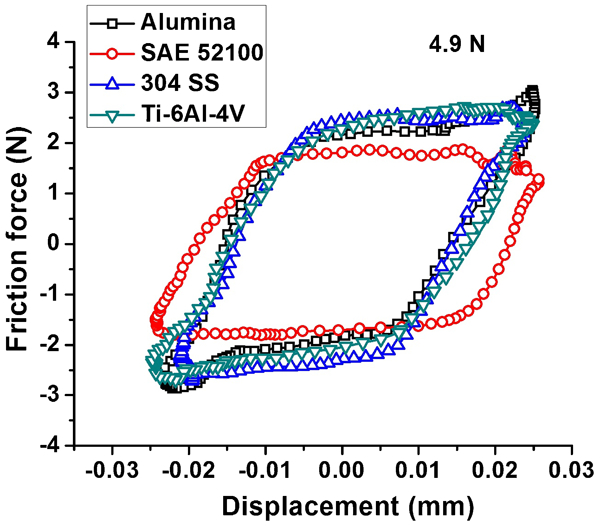
Friction force versus displacement loops corresponding to 304 stainless steel samples and fretted against alumina, SAE 52100, 304 stainless steel and Ti–6Al–4V counterbodies at normal load of 4·9 N after 10 000 cycles
Tangential force coefficient
Figure 3 shows the comparison of TFC of samples fretted against different counterbodies. There was a drastic increase in TFC values in the initial few hundred cycles. After 500 cycles, the increase was not very significant. In general, it may be said that the samples fretted against alumina exhibited the highest TFC due to tribochemical reaction (see later). Next, higher TFC values were observed in samples fretted against 304 stainless steel. As both test specimen and counterbody were made of the same material, there was a very strong adhesion at the contact interface. Samples fretted against Ti–6Al–4V counterbody initially showed the lowest TFC values due to less adhesion between these two dissimilar materials. However, TFC increased due to increase in contact area during the wear process. Beyond 500 cycles, the samples fretted against SAE 524100 steel exhibited the lowest TFC. A similar behaviour was seen at all normal loads.
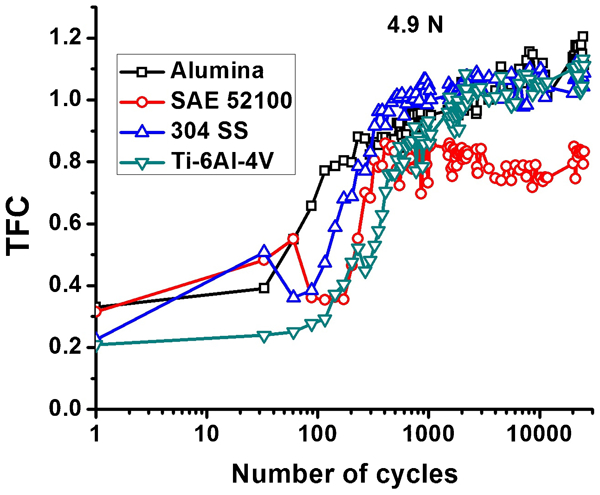
Variation of TFC of 304 stainless steel samples fretted against four different counterbodies with fretting cycles at normal load of 4·9 N
Figure 4 shows the variation of TFC of 304 stainless steel samples fretted against alumina counterbody with fretting cycles at five different normal loads. At low contact loads, the fretting regime was gross slip regime, where full sliding was present. It may be noted that TFC is the ratio between friction force (numerator) and normal load (denominator). As the normal load (denominator) was low, the calculated TFC value was high. As the normal load increased, the fretting regime changed and friction force also increased due to locking of asperities. However, the calculated TFC value decreased. The increase in friction force was not that high compared to the increase in the normal load and so the net result was that the calculated TFC value decreased with an increase in the normal load. Zhang et al. reported similar observations in case of fretting wear behaviour of steel wire used in hoisting rope. 19 A similar trend was observed in samples fretted against all other counterbody materials.
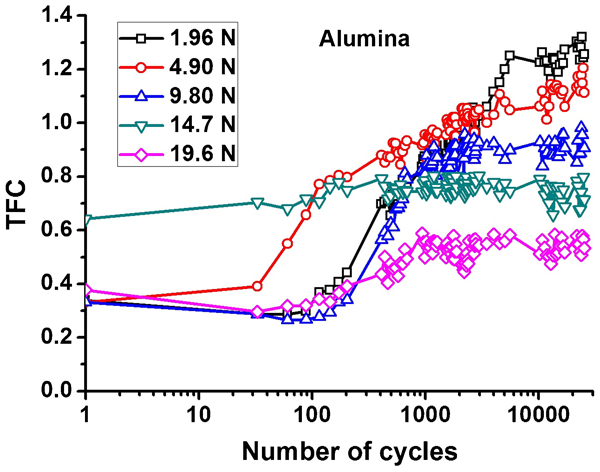
Variation of TFC of 304 stainless steel samples fretted against alumina counterbody with fretting cycles at different normal loads
Influence of counterbody material on fretting wear scar, wear volume and wear rate
Figure 5 shows the appearance of fretting scars on 304 stainless steel samples tested against different counterbodies at a normal load of 1·96 N. Among the counterbodies, alumina and Ti–6Al–4V induced the largest and smallest scars respectively. The largest scar in samples fretted against alumina counterbody could be attributed to higher contact stress (see Table 2) and tribochemical reaction (see later) between the tribopair. The smallest scar in case of samples fretted against Ti–6Al–4V counterbody could be attributed to the fact that dissimilar metals will result in lesser possibility of adhesion leading to smaller scar size. The samples fretted against both 304 stainless steel and SAE 52100 steel counterbodies exhibited almost similar size of scar due to adhesion between similar materials, except at a normal load of 1·96 N.
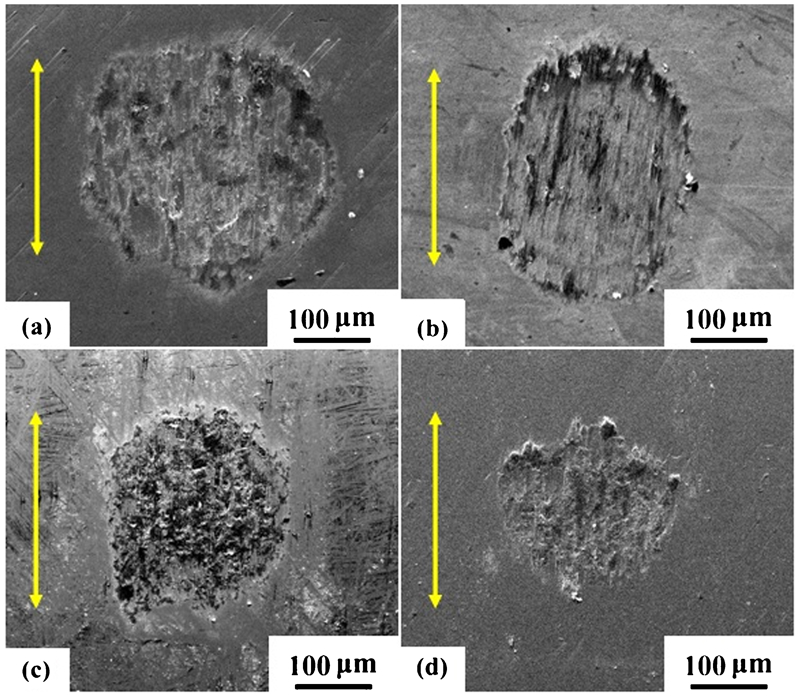
Appearance of fretting wear scars on 304 stainless steel samples tested against different counterbodies at normal load of 1·96 N:
Initial values of maximum contact pressure P and contact radius a for 304 stainless steel samples fretted against four different counterbody materials
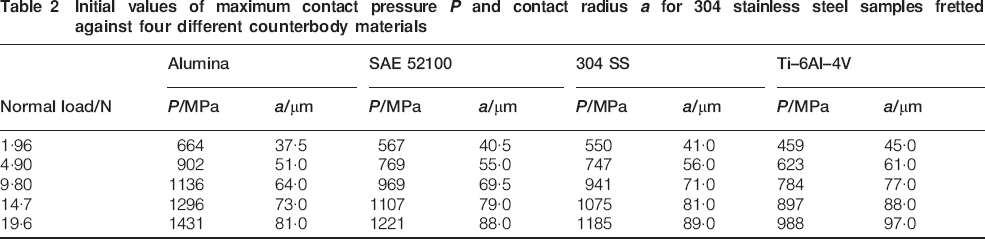
Figure 6 shows the effect of counterbody materials on wear volume and wear rate of 304 stainless steel samples. Except in case of samples fretted against Ti–6Al–4V counterbody, the wear volume increased as the normal load increased from 1·96 to 4·9 N due to gross slip condition. However, the wear volume decreased when normal load was further increased to 9·8 N, where mainly partial slip regime prevailed. A similar trend has been reported for steels. 20 The wear volume and wear rate of the 304 stainless steel samples fretted against alumina counterbody were higher than those of samples fretted against other counterbodies at all normal loads due to tribochemical reaction (see later). The samples fretted against SAE 52100 and 304 stainless steel counterbodies exhibited relatively lower wear volume and wear rate compared to samples fretted against alumina counterbody. The lowest wear volume and wear rate were observed in case of samples fretted against Ti–6Al–4V counterbody.
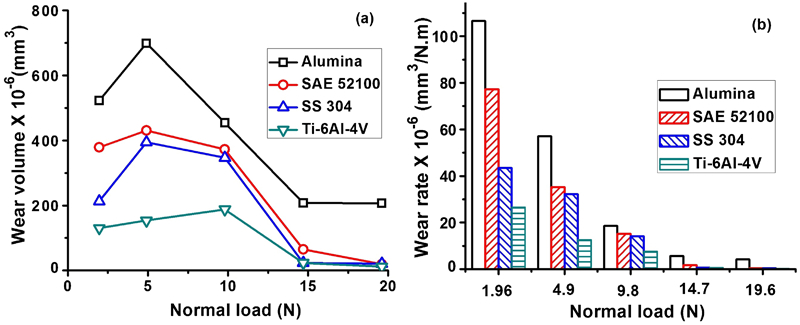
Influence of counterbody material on a wear volume and b wear rate of 304 stainless steel samples
Figure 7 shows the scanning electron micrograph of a fretting scar on the alumina counterbody fretted against a 304 stainless steel tested at a normal load of 1·96 N and the corresponding energy dispersive spectroscopy (EDS) results. The EDS results showed transfer of Fe, C and Cr elements on the worn surface of alumina counterbody, which confirms material transfer from 304 stainless steel sample to the alumina counterbody. For reference, EDS result on the unfretted alumina counterbody is shown in Fig. 7c. As 304 stainless steel has a poor thermal conductivity of ∼16·2 W m−1 °C−1, it promotes high flash temperatures when it slides against other materials. Factors such as high flash temperatures prevailing at the asperity contacts, exposure of atomically clean surfaces during the wear process and generation of highly strained region by contact stresses will act in synergy to enhance tribochemical reactions. 21 Tribochemical reactions may significantly accelerate the wear process. It is expected that high local stresses and temperatures generated at the asperity contacts would have triggered tribochemical reactions between alumina and 304 stainless steel samples. In addition, oxide hard particles generated from tribochemical reactions are responsible for three body abrasion wear situations, leading to higher wear volume of samples fretted against alumina counterbody. This can be correlated to relatively higher TFC values of 304 stainless steel samples fretted against alumina counterbody. In addition, when metals slide with ceramics such as alumina, strong interfacial adhesion occurs that results in transfer of metal to the ceramic surface. 22 In addition, it may be noted that the difference between the hardness of alumina counterbody and that of the test sample is significantly higher compared to that in case of other counterbodies.
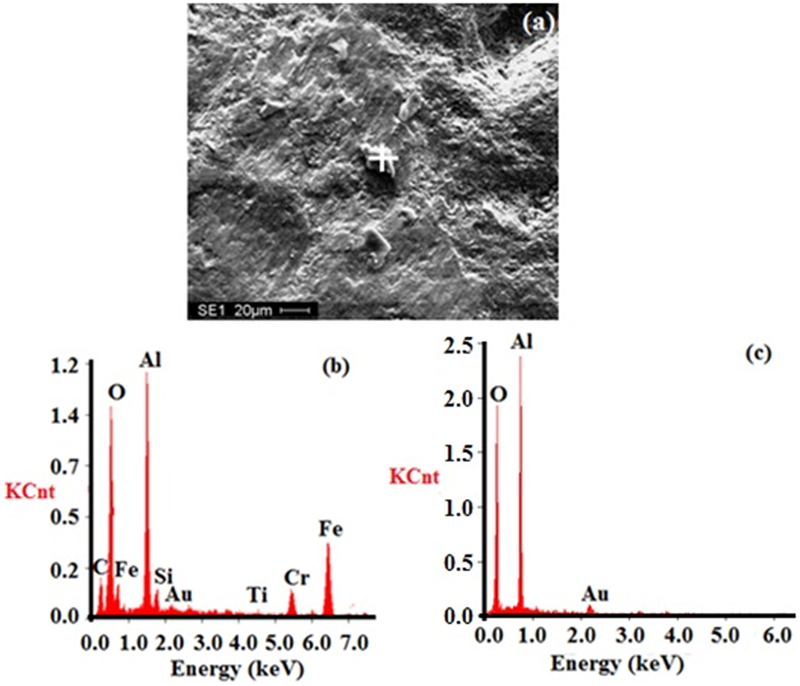
a fretting scar on alumina counterbody fretted against 304 stainless steel sample tested at 1·96 N, b corresponding EDS result for region marked ‘+’ in a and c EDS result for fresh unfretted alumina counterbody
Figure 8 shows the scanning electron micrograph of a fretting scar on Ti–6Al–4V counterbody fretted against 304 stainless steel sample tested at a normal load of 1·96 N and the corresponding EDS results. The EDS results showed an insignificant transfer of Fe and Cr elements on the worn surface of Ti–6Al–4V counterbody due to dissimilar tribopair leading to less adhesion at the contact interface resulting in lesser wear volume. For reference, EDS result on the unfretted Ti–6Al–4V counterbody is shown in Fig. 8c.
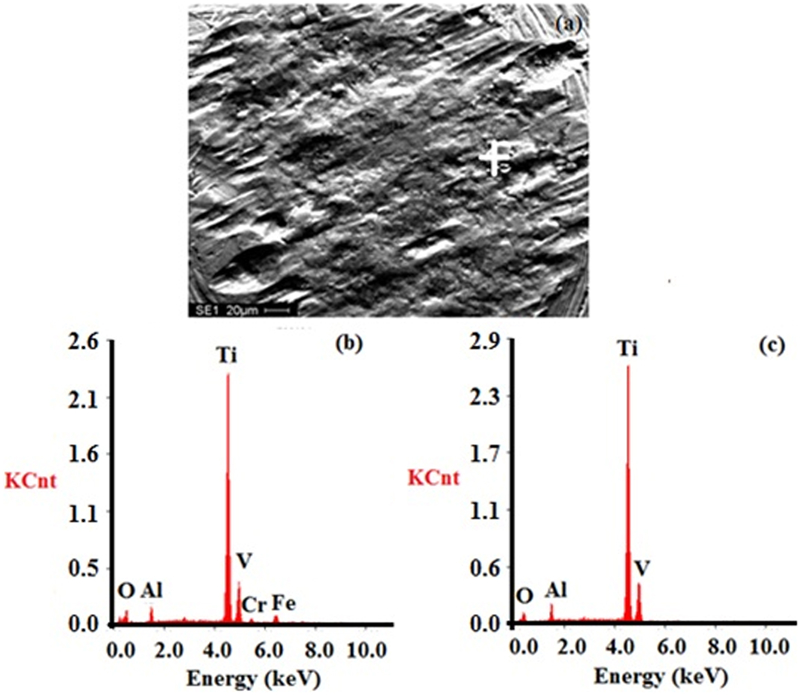
a fretting scar on Ti–6Al–4V counterbody fretted against 304 stainless steel sample tested at 1·96 N, b corresponding EDS result for region marked ‘+’ in a and c EDS result for fresh unfretted Ti–6Al–4V counterbody
Conclusion
Tangential force coefficient values of 304 stainless steel samples fretted against alumina counterbody were higher than those obtained with other counterbodies. The 304 stainless steel samples fretted against alumina counterbody exhibited higher wear volume due to higher contact stress and tribochemical reaction between the tribopair. The samples fretted against both 304 stainless steel and SAE 52100 steel counterbodies exhibited almost similar wear volume due to similar levels of adhesion between the contacting materials. However, the wear volume of samples fretted against Ti–6Al–4V counterbody was the least among all. It is attributed to the fact that dismilar metals will result in lesser possibility of adhesion leading to better wear wear resistance.