
Abstract
The effects of particle impingement angle, impingement velocity and erodent particle size on the erosion rate and surface morphology of the Ti6Al4V alloy have been investigated comprehensively in order to evaluate solid particle erosion behaviour of Ti6Al4V alloy. Samples were eroded in a specially designed sandblasting system under various parameters using alumina (Al2O3) erodent particles. Surface morphology investigations were examined by scanning electron microscope using various analysis and modes (energy dispersive X-ray analysis, elemental mapping and compositional contrast). Ti6Al4V alloy showed ductile behaviour with a maximum erosion rate at 30° impingement angle. Erosion rate of Ti6Al4V alloy increased with increases in velocity and decreased with increases in erodent particle size. Scanning electron microscopy investigations of eroded surfaces of Ti6Al4V alloy samples reveal the dominant erosion mechanism such as microploughing, microcutting and plastic deformation. Embedded erodent particles on the surfaces of Ti6Al4V alloy nearly at all particle impingement angles and velocities were clearly detected.
Keywords
Introduction
Titanium alloys (specifically Ti6Al4V alloy) find extensive use in aerospace and automotive applications due to their good mechanical, chemical and physical properties such as high strength/weight ratio, high toughness, low density and excellent corrosion resistance. However, they present relatively poor wear resistance due to their poor tribological properties.1–5 Titanium alloys exposed to sand/dust due to harsh working and environmental conditions (especially dust/sand storms in deserts) are strongly subjected to solid particle erosion.
Solid particle erosion is a process of progressive removal of material from a target surface that occurs in different machine parts due to the repeated impact of solid particles.6–8 It is a useful phenomenon in some cases, as in sandblasting, micromachining and high speed abrasive water jet cutting. 9, 10 On the other hand, solid particle erosion generally leads to negative effects in other cases such as wear of components, surface roughness, surface degradation, macroscopic scooping appearance and reduction in the functional life of the structure. Hence, it can be considered as a significant problem as it may cause failures in engineering applications.7,9,11–16 Solid particle erosion of materials depends on various factors (Table 1).7,9,15–18
Factors influencing solid particle erosion

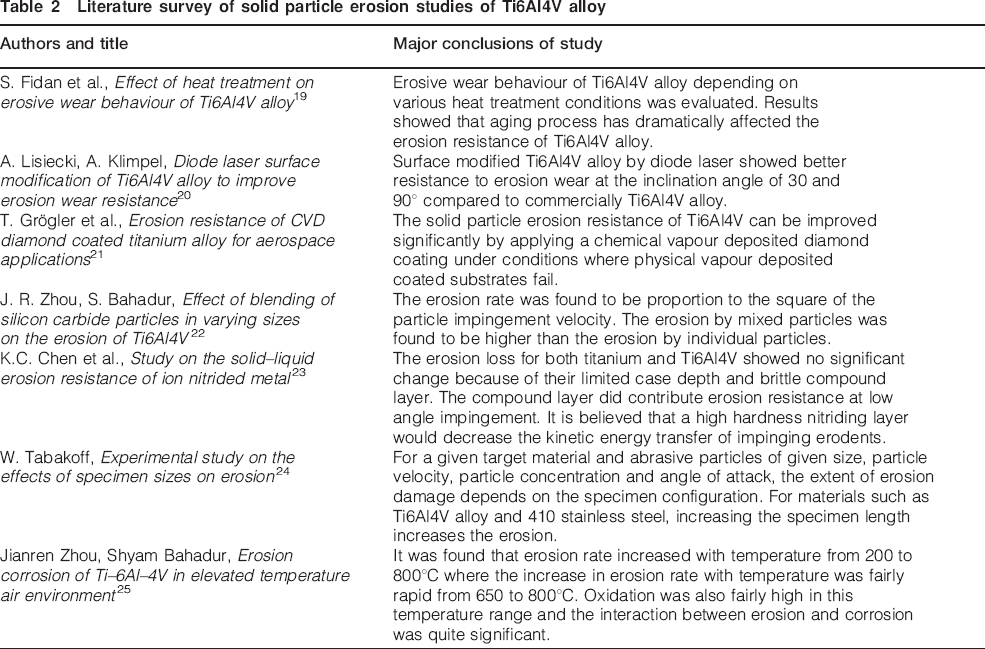
Owing to titanium alloy's relatively poor wear resistance, it is important to understand solid particle erosion behaviour of titanium alloys to avoid possible failures of titanium alloy components, specifically in engineering applications strongly exposed to the erosion environment such as the service of aircraft components. Hence, numerous scientists have already investigated solid particle erosion of titanium alloys under various erosion conditions. A summary of literature survey of the solid particle erosion studies of titanium alloys is given in Table 2.
Literature survey of solid particle erosion studies of Ti6Al4V alloy
The objective of this study is to understand the influences of erodent particle size, particle impingement angle and velocity on the solid particle erosion behaviour of the most commercially available grade 5 Ti6Al4V alloy. Solid particle erosion behaviour of Ti6Al4V alloy was experimentally investigated in detail under various parameters. Moreover, surface morphology of eroded Ti6Al4V samples is examined using scanning electron microscope (SEM). It is aimed to trace the dominant erosion mechanisms and detect embedded erodent particles as a function of erosion test parameters using SEM.
Experimental
Material
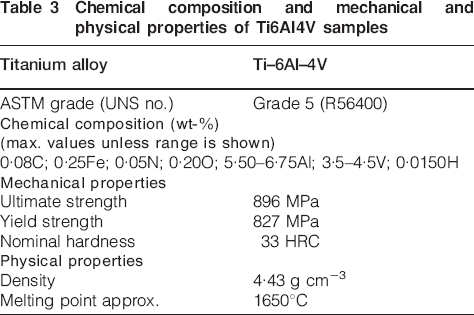
Ti6Al4V alloy used in this study was supplied by TIMET (Titanium & Medical & Mining Company, Turkey) in the form of 100×100 cm sheets (thickness of 3 mm). The samples were cut to sheets of 40×40 mm using a guillotine shear. Chemical composition and mechanical and physical properties of Ti6Al4V samples are given in Table 3.
Chemical composition and mechanical and physical properties of Ti6Al4V samples
Method
The erosion test rig used in this study is illustrated in Fig. 1.Sharp edge alumina (Al2O3) particles with sizes of 60 mesh (212–300 µm), 80 mesh (150–212 µm) and 120 mesh (90–125 µm) driven by static pressures of 1·5, 3 and 4 bar were accelerated along a 50 mm nozzle of 5 mm diameter. Images (SEM) of alumina particles used in this study are given in Fig. 2. Accelerated particles impacted the specimen, which can be hold at various impingement angles (15–90°) by adjustable sample holder shown in Fig. 1.
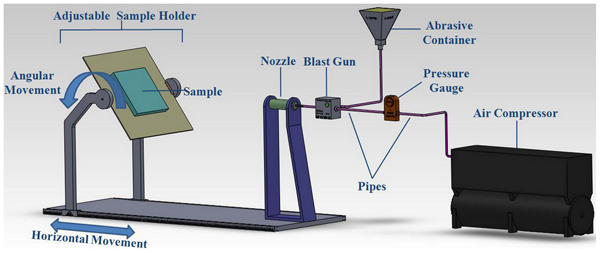
Solid particle erosion test rig used in this study
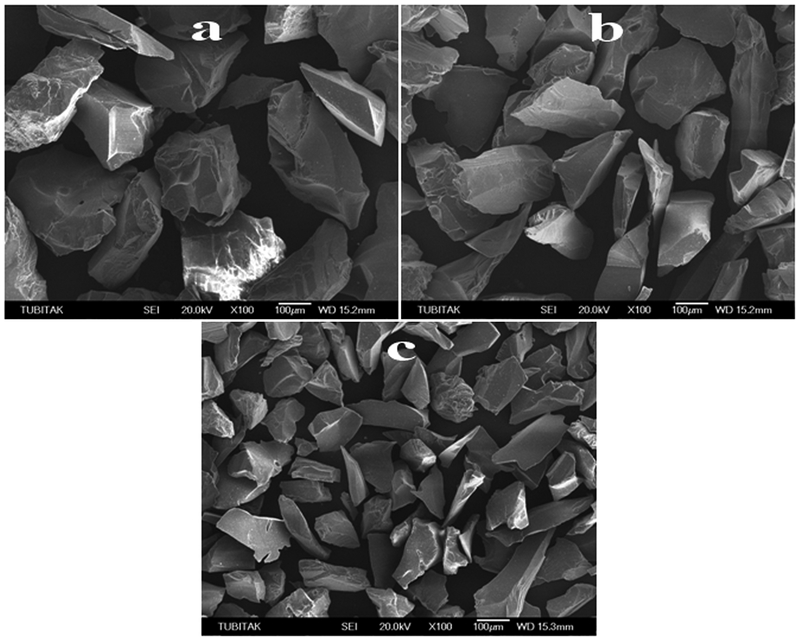
Images (SEM) of alumina particles
Samples were cleaned with air blasting before and after erosion tests in order to remove sand and dust particles, and then were weighed in electronic balance of an accuracy of ±0·1 mg.
In this study, double disc method [18–23] is used in order to measure the impingement velocities of erodent particles with respect to acceleration/blast gun pressure and particle size. Figure 3 shows schematic illustration of the double disc method used in this study.
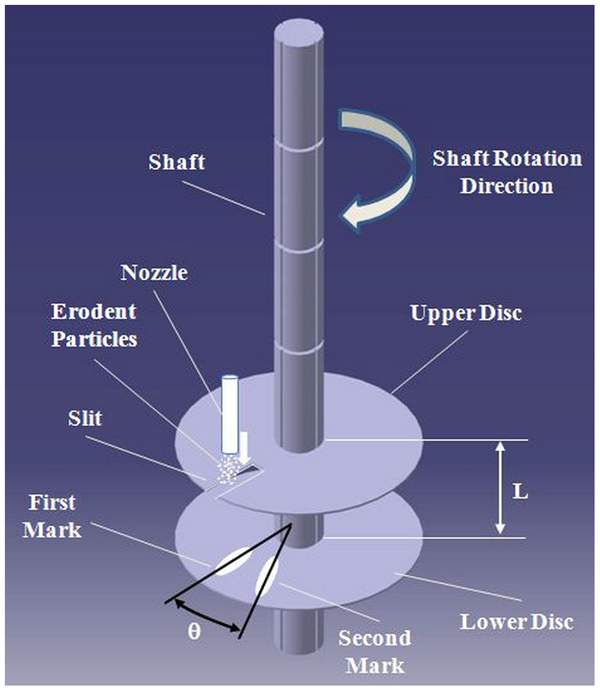
Schematic illustration of double disc method used in this study
The double disc shown in Fig. 3 consists of two discs that are mounted on a shaft. The upper disc has a slit on it, which allows particles to pass through the lower disc, and the lower disc is coated with a thin layer of plastic material, which can be easily worn off by impacted erodent particles. The nozzle is placed over the upper disc. Two marks are created by particle impacts on the lower disc. The first mark is created at stationary position, and the second mark is created at a known rotational speed (n). By measuring the angle (θ) between the first and the second mark, the time of flight of the particles (t) as they travel the distance between the discs (L) can be calculated:

t = time of flight of the particles (s)
θ = angle between the first and the second mark (°)
n = rotational speed (rev min−1)
Finally, the velocity of the impingement particles can be calculated using the time of flight of particles (t) and the distance between the discs (L):

V = velocity of the impingement particles (m s−1)
L = distance between the discs (m)
t = time of flight of the particles (s)
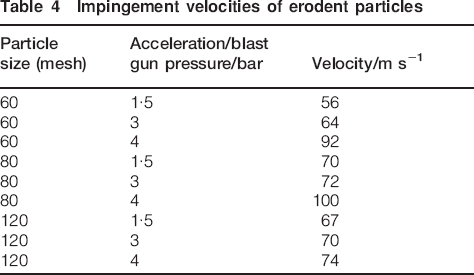
Measured velocities of the impingement particles by double disc method are given in Table 4 with respect to acceleration/blast gun pressure and particle size.
Impingement velocities of erodent particles
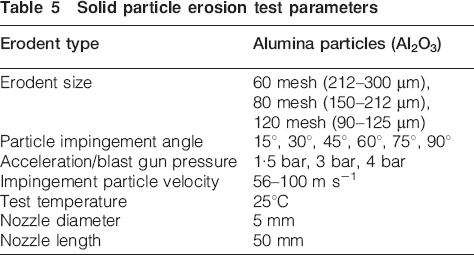
In this study, Ti6Al4V samples were eroded under various parameters aforementioned before. Solid particle erosion test parameters are also given in Table 5.
Solid particle erosion test parameters
Moreover, to characterise the morphology of eroded surfaces and to understand material removing mechanism, eroded surfaces of Ti6Al4V samples were examined using SEM (JEOL JSM-6335F).
Results and discussion
Erosion rate
Influence of particle impingement angle
Many researchers have investigated the influence of particle impingement angle on the solid particle erosive wear behaviour of various materials and reported that particle impingement angle has a significant role on solid particle erosion.7,9,17,18,26–28 They have classified materials as ductile, brittle and semiductile based on the dependence of their erosion rate with impingement angle. The behaviour of ductile material is characterised by maximum erosion at low impingement angles (15–30°), brittle material is characterised by maximum erosion at normal impingement angle (90°) and semiductile material is characterised by maximum erosion at 45–60° impingement angles. 7
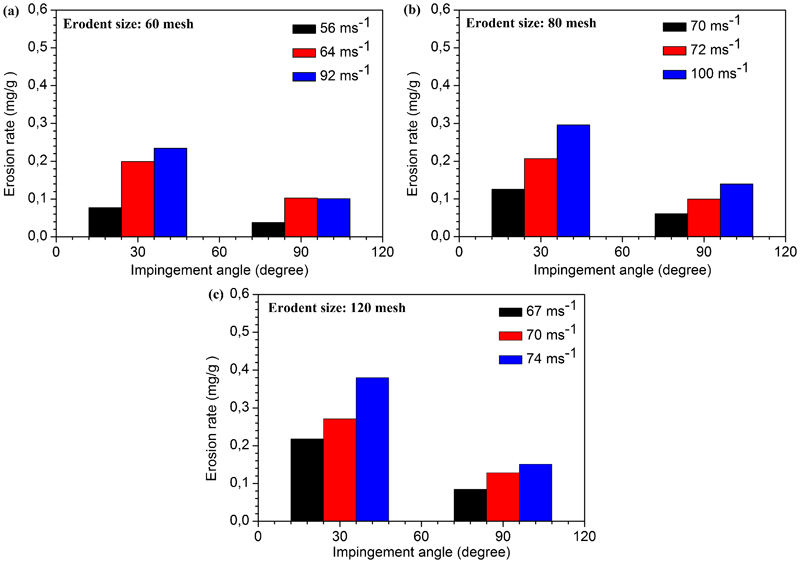
Figure 4 illustrates the erosion rates of Ti6Al4V samples as a function of particle impingement angle at various velocities and particle sizes. Erosion rates of Ti6Al4V samples changed dramatically depending on the particle impingement angle, and Ti6Al4V samples exhibit maximum erosion at 30° impingement angle at all velocities and particle sizes (Fig. 4). It can be concluded that Ti6Al4V alloy shows ductile erosive wear behaviour by showing maximum erosion at 30° impingement angle. As seen in Fig. 4, erosion rates of samples are decreased with increases in particle impingement angle. As a result, minimum erosion rate occurred at normal impingement angle (90°) at all selected particle sizes and velocities.
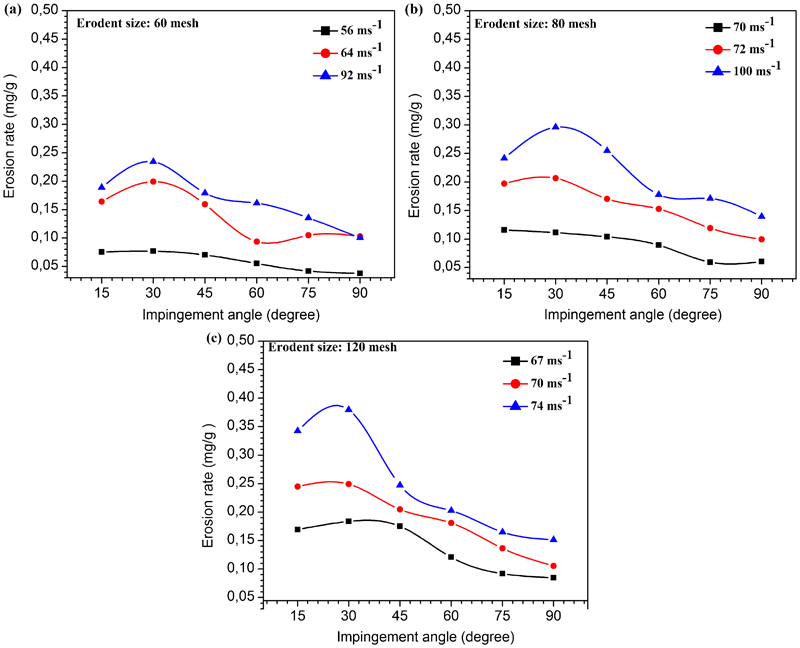
Erosion rates of samples as function of particle impingement angle in different velocities: a 60 mesh; b 80 mesh; c 120 mesh
Influence of particle velocity
Researchers have also extensively investigated the particle velocity effect on the solid particle erosion behaviour of materials.6,7,15–18,26,29–35 Figure 5 shows erosion rates of samples as a function of particle velocity at 30° and 90° impingement angles (at which maximum and minimum erosion rate occurs). In Fig. 5, it can be seen that erosion rates of samples increase with increasing particle velocity for all particle sizes. On the other hand, increase in the particle impingement velocity does not alter the erosion behaviour of Ti6Al4V alloy, and samples exhibit ductile erosion behaviour by showing maximum erosion at 30° impingement angle at various velocities ( Figure 4 Figs. 4 and 5). Howbeit, it is concluded that particle impingement velocity is important on solid particle erosion of Ti6Al4V alloy, and erosion rates of samples increase with increasing particle velocity.
Erosion rates of samples as function of particle velocity at 30° and 90° impingement angles: a 60 mesh; b 80 mesh; c 120 mesh
Influence of erodent particle size
In literature, many researchers have investigated influence of erodent particle size on the solid particle erosion wear behaviour of materials and reported that erodent particle size significantly affects solid particle erosion of materials.7,36–43 Most of the researchers have concluded that erosion rate rapidly increases with increasing erodent particle size.37,40–43 However, some studies indicated that erosion rate becomes independent of erodent particle size beyond a critical size. 37, 40 Finally, one study reported that erosion rate decreases with increases in particle size. 38 Literature survey shows that erodent particle size effect on the solid particle erosion behaviour of materials is a great dilemma in solid particle erosion studies. Hence, it is important to investigate and understand solid particle erosion behaviour of materials depending on the erodent particle size. Figure 6 shows erosion rates of samples as a function of erodent particle size. Erosion rates of Ti6Al4V alloy decrease with augmentation in erodent particle size under 1·5 bar pressure (Fig. 6a). Same results can be seen in Fig. 6b and c. Results show that the smallest erodent particles (120 mesh) have eroded Ti6Al4V samples more efficiently compared to 80 and 60 mesh particles. In the literature, it is reported that momentum of particles increases by increasing their size and velocities, and thus, erosion of samples increases because of the high energy of impacted particles. However, Fig. 6 clearly shows that the erosion rate of Ti6Al4V samples decreases by increasing erodent particle size. On the other hand, it is determined that 80 mesh particles impinge the sample surfaces at maximum velocities compared to 60 and 120 mesh particle. Thus, it can be said that 80 mesh particles have more kinetic energy and momentum compared to 120 mesh particles. In this situation, it was expected that maximum erosion had to be obtained when the samples eroded with 80 mesh particles. However, maximum erosion has been observed when the samples were eroded with 120 mesh particles as seen in Fig. 6.
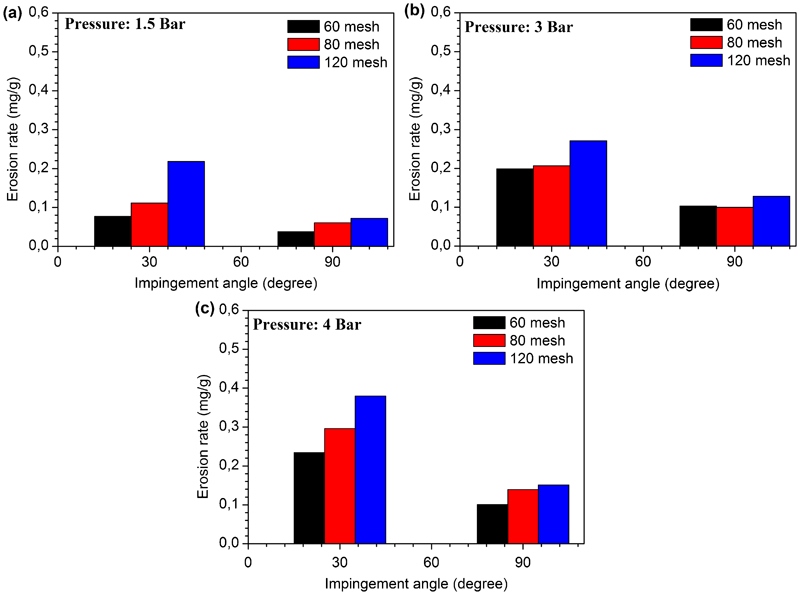
Erosion rates of samples as function of erodent particle size at 30 and 90° impingement angles under 1·5, 3 and 4 bar pressures
Surface morphology investigation of eroded surfaces
During the solid particle erosion process, dominant erosion mechanism strongly affects the solid particle erosion behaviour of materials. Surface morphology of eroded surfaces may help to determine whether erosion has occurred via a ductile or brittle mechansism. 44 Therefore, eroded surfaces of Ti6Al4V samples were investigated by SEM in order to understand solid particle erosion behaviour of samples under various parameters (erodent particle size, particle impingement angle and velocity). Figure 7 gives SEM images of the surfaces of Ti6Al4V samples eroded at 30° impingement angle and 94 m s−1 velocity. Ductile materials undergo wear by a process of plastic deformation in which the material is removed by the displacing or cutting action of the eroding particles. 9 These mechanisms are called microcutting and microploughing, and dominantly erode ductile materials at acute impingement angles (15 and 30°). Fig. 7 perfectly illustrates these mechanisms.
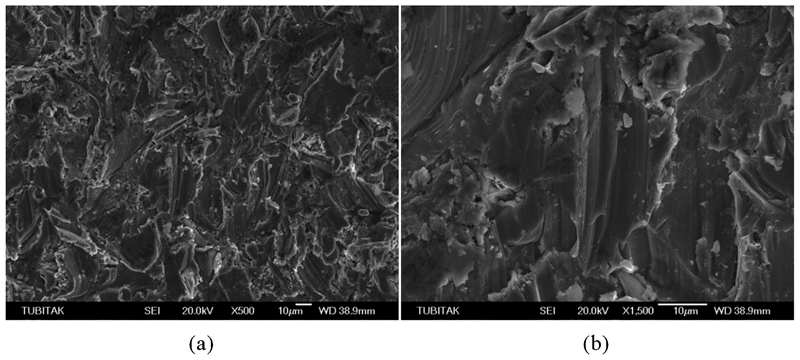
Images (SEM) of surfaces of Ti6Al4V samples eroded by 60 mesh alumina particles at 30° at 94 m s−1 velocity: a at ×500 maginfication; b at ×1500 magnification
Wide wear tracks on the sample surfaces caused by microploughing and microcutting mechanisms can be seen in Fig. 7. Instable material removal regions created by microcutting and microploughing mechanisms are also observed on the eroded surfaces of Ti6Al4V samples.
Figure 8 gives SEM images of the surfaces of Ti6Al4V samples eroded at 90° impingement angle and 94 m s−1 velocity. At normal impingement angle (90°), wear mechanism is dominated by plastic deformation and propagation of multiple cracks in all directions by repeated impacts of erodent particles. However, such a damage cannot lead to effective removal of material due to ductile bahaviour of Ti6Al4V alloy. Therefore, at 90° impingement angle, limited wear tracks and plastic deformations are observed, which cause lower erosion rates compared to 30° impingement angle. In Fig. 8a, microcracks and plastic deformed regions were observed due to penetration of accelerated particles into the sample surfaces; this type of erosion mechanisms cannot effectively erode ductile materials. Hence, minimum erosion rate was observed at 90° impingement angle for Ti6Al4V alloy.
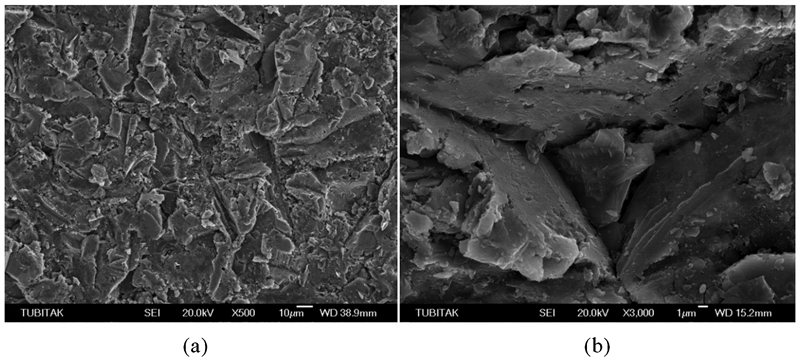
Images (SEM) of surfaces of Ti6Al4V samples eroded by 60 mesh alumina particles at 90° at 94 m s−1 velocity: a at ×500 magnification; b at ×3000 magnification
In Fig. 8b, a perfect V shaped damage crater formed by the impact of Al2O3 particles into the Ti6Al4V surface was observed. The main reason of this damage crater geometry is the lateral surfaces of the erodent particle. Moreover, embeded particles were observed inside the craters (Fig. 8b). At 90° impingement angle, erodent particles can embed to ductile materials such as Ti6Al4V alloy. Hence, during the SEM investigations, energy dispersive X-ray spectroscopy (EDS) analysis was carried out to investigate and determine embedded particles on the eroded surfaces of samples. Interaction of an electron beam with Ti and Al2O3 produces X-ray emissions at different values. Using this basic principle of EDS, Al2O3 particles embedded on Ti6Al4V alloy could be pointed out. Figure 9 gives SEM image of eroded surfaces of the Ti6Al4V sample and EDS results of the marked region. Energy dispersive X-ray spectroscopy spectrum clearly indicates the presence of alumina particles (Al2O3) on the eroded surfaces of sample by showing aluminium and oxygen peaks.
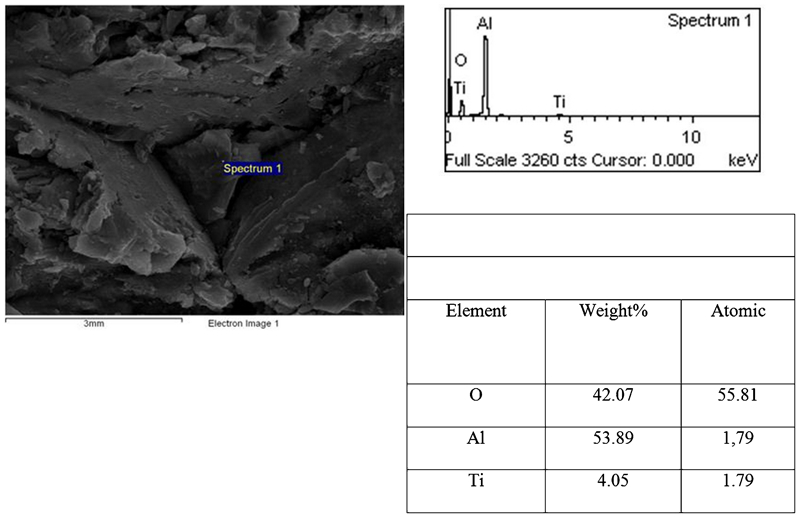
Energy dispersive X-ray spectroscopy results of eroded surfaces of Ti6Al4V alloy eroded at 90° impingement angle and 94 m s−1 velocity
In Fig. 10, elemental maps obtained for Al, Ti, O and V elements are given. It is possible to observe the exact orientation of these elements detected in EDS scan in Fig. 10. While the distribution of titanium and vanadium elements on the surface of the sample decreases in the marked region, the distrubition of aluminium and oxide elements increases. Thus, the presence of the embeded alumina (Al2O3) particle can be determined in Fig. 10.
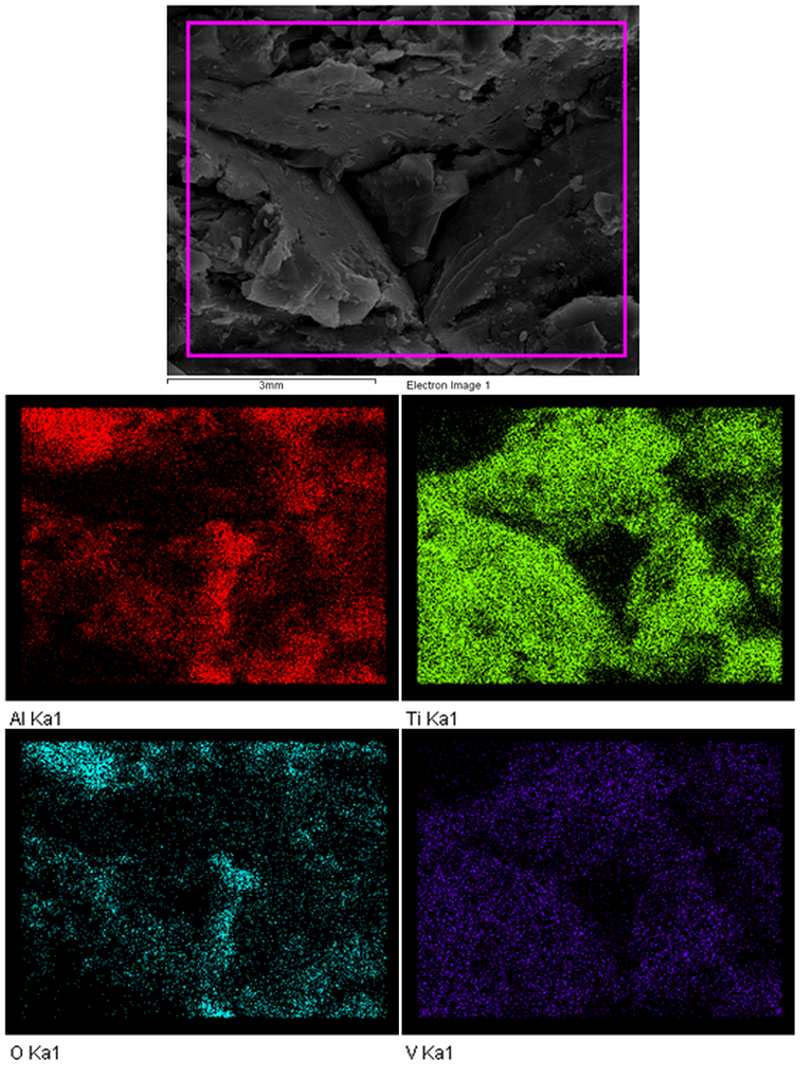
Scanning electron microscopy–energy dispersive X-ray spectroscopy elemental mapping of eroded surfaces of Ti6Al4V sample
Subsequently, the eroded surfaces of Ti6Al4V samples are examined in composition contrast (COMPO mode) using SEM in order to detect embedded erodent particles. Composition contrast is defined as atomic number contrast. Regions of high avarage atomic number appear bright relative to regions of low atomic number. In Fig. 11, SEM images of the surfaces of Ti6Al4V samples eroded under various parameters are given in secondary electron imaging (SEI mode) and composition contrast (COMPO mode).
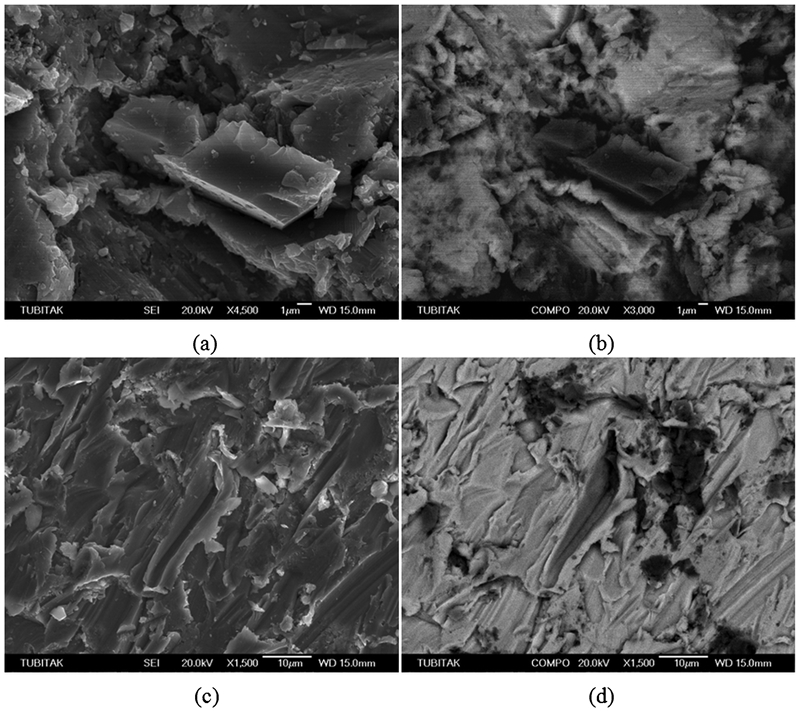
Images (SEM) of eroded surfaces of Ti6Al4V samples in SEI mode and COMPO modes: a SEI mode; b COMPO mode at 15° at 74 m s−1; c SEI mode; d COMPO mode
As seen in Fig. 11a and c, some bright regions are observed and these regions may be considered as the plastic deformations caused by the impingement of erodent particles. On the other hand, when the same regions are observed in COMPO mode, many of the bright regions are the erodent particles embedded to the surfaces of the Ti6Al4V alloy. These embedded particles are marked and shown in Fig. 11b and d. Moreover, wear tracks caused by the impingement of erodent particles and dislocation of the material from the site of impingement can be perfectly observed in COMPO mode in Fig 11b and d. 45
Conclusion
Particle impingement angle dramatically affects solid particle erosion behaviour of Ti6Al4V alloy. Ti6Al4V alloy shows ductile erosion behaviour, and maximum erosion rate occurs at 30° impingement angle.
Erosion rate of Ti6Al4V alloy increases by increases in particle velocities. However, it decreases by increases in erodent particle size.
Scanning electron microscopy investigations of eroded surfaces of Ti6Al4V alloy samples reveal the dominance erosion mechanism such as microploughing, microcutting and plastic deformation at various parameters. Dominance erosion mechanism varied depending on the particle impingement angle. Particle impingement velocity and erodent particle size do not affect dominant erosion mechanism. Howbeit, these parameters affect the scale of damage caused by solid particle erosion. Scanning electron microscopy results are also well correlated with erosion rates.
Energy dispersive X-ray spectroscopy and elemental mapping analysis in SEM reveal the embedded erodent particles on the surfaces of Ti6Al4V alloy under various erosion parameters. Afterwards, eroded surfaces of the samples are investigated in composition contrast (COMPO mode) in SEM. Wear tracks, plastic deformation and embedded erodent particles are successfully observed in COMPO mode. Hence, it can be concluded that in solid particle erosion studies, eroded surfaces of the samples have to be investigated in COMPO mode instead of SEI mode in order to observe and understand better the dominant erosion mechanism and to detect embedded erodent particles.
Footnotes
Acknowledgements
A preliminary draft of this manuscript has been presented at the 14th Edition of the International Materials Symposium IMSP′2012, Denizli, TURKEY. The authors would like to thank to the reviewers for their comments which helped to improve this article. This paper has been derived from a research project which is financially supported by The Scientific & Technological Research Council of Turkey (TUBITAK) Project No: 110M064. The authors sincerely acknowledge the financial support provided by TUBITAK for this project.