
Abstract
Improving shoe–floor friction in order to reduce slip and fall accidents requires thorough understanding of the factors that contribute to friction. The friction between a sliding viscoelastic material (shoe) and a hard surface (floor) has two major components: adhesion and hysteresis. This study aimed to quantify the effects of floor roughness and sliding speed on adhesion and hysteresis to determine how each component contributes to the coefficient of friction. Experiments were conducted on a pin on disc tribometer using ceramic tiles with three levels of roughness, six sliding speeds, two common shoe materials and four liquid lubricants. Hysteresis was measured using a lubricant that minimised adhesion. Dry and lubricated adhesion was measured by subtracting hysteresis from the coefficient of friction. Analysis of variance regression models were used to determine the contributions of hysteresis, dry adhesion, sliding speed and fluid to lubricated coefficient of friction. Increased floor roughness led to increased hysteresis, while increased sliding speed reduced both adhesion and hysteresis. These findings are consistent with theory that states that larger asperities increase hysteretic deformation and that sliding speed affects deformation and real area of contact between a viscoelastic material and a hard surface. The model correctly predicted 83% of variation in coefficient of friction based on dry adhesion, hysteresis and fluid dependent constants. The sensitivity of hysteresis friction to shoe material and floor roughness indicates that optimising these parameters may be effective at reducing slip accidents on oily floor surfaces.
Introduction
Tribology research is often focused on reducing friction between surfaces when applied to bearings, 1 artificial joints 2 or rubber seals. 3 A few tribological applications, however, require that friction be increased in order to absorb the energy of a system and maintain stability. One such application is the tribological interaction between a shoe material and the floor surface during walking. This interaction has attracted less attention in the tribology community despite the safety implications of this type of research. The National Floor Safety Institute has stated that slips and falls are the leading cause of workers’ compensation claims. 4 Research has shown that most slips and falls are triggered when the available coefficient of friction is less than the required coefficient of friction. 5 Thus, increasing shoe–floor–lubricant friction is an effective approach to preventing slip and fall accidents. Therefore, tribological research is needed to develop effective strategies for increasing the friction coefficient between shoe and floor surfaces.
Shoe–floor–lubricant friction is complex because walking is a dynamic and transient task 6 and is affected by several parameters including shoe and floor material properties,7–10 floor surface roughness,7,11–13 sliding speed10,14,15 and fluid contaminant.7,10,14,15 The wide variation in conditions between the shoe and floor during gait causes the interface to operate in different lubrication regimes13,15 and also means that different tribological mechanisms are relevant. These mechanisms include adhesion and hysteresis during sliding as well as fluid dynamics between the shoe and floor surface. 9 In order to fully understand the effect of each of these parameters, they need to be studied in isolation. This study was designed to isolate contributions of adhesion and hysteresis to the overall coefficient of friction.
Floor roughness has been repeatedly demonstrated to be positively correlated with lubricated coefficient of friction.11,12,16 Previous research has suggested that the roughness effect is the result of increased void space or changes in material deformation owing to different sized asperities 11 that alter the adhesion and hysteresis of the interaction surfaces. 9 These assertions, however, have not been strongly supported with experimental data. Determining the type of friction (adhesion or hysteresis) that is influenced by floor roughness is needed to determine the mechanism by which roughness influences friction so that future research can exploit this mechanism to optimise friction.
The coefficient of friction in the shoe/floor/lubricant interface decreases as the sliding speed increases.10,14,15 A possible explanation for this effect is that increased speed causes an increase in film thickness, described by the Stribeck effect, which reduces contact between the surfaces.10,14,15 Other research has indicated that increases in speed also affect the contact area and shoe material deformation, which are related to adhesion and hysteresis friction respectively. Therefore, identifying the effects of sliding speed on adhesion and hysteresis is critical to understanding the tribological interactions in the shoe/floor/fluid interface.
Adhesion and hysteresis are the main contributing frictional mechanisms between contacting shoe and floor asperities. 13 Adhesion friction occurs at a molecular level, and hysteresis friction occurs because there is a dynamic energy loss during surface asperity deformation. 17 In such a system, adhesion is more prevalent on smooth surfaces 18 and under dry conditions. 19 When the surfaces are lubricated, the amount of adhesion decreases, and hysteresis dominates.13,19 Despite these widely understood elastomer friction mechanisms, few studies have demonstrated how footwear, flooring and testing conditions affect adhesion and hysteresis individually.
The purpose of this study was to quantify the contribution of adhesion and hysteresis to the available coefficient of friction so the safety of shoes and floor surfaces can be improved through better design. First, this study focused on the effects of floor roughness and sliding speed while considering different fluids and shoe materials. Second, this study used statistical models to determine the relative contributions of hysteresis friction, dry adhesion friction, sliding speed and lubricants to the lubricated coefficient of friction.
Methods
The experiments were performed using a custom developed pin on disc tribometer. The tribometer consisted of a rate table (disc) containing the floor sample, which rotated at a constant speed relative to a stationary shoe sample (pin) (Fig. 1). The sliding speed of the flooring relative to the shoe sample was set by adjusting the rotational speed of the rate table. A normal load of 20·0 N was applied to the pin. Two load cells were used to record friction forces as the table rotated relative to the fixed shoe material sample. A detailed description of the tribometer is presented in Strobel et al. 13
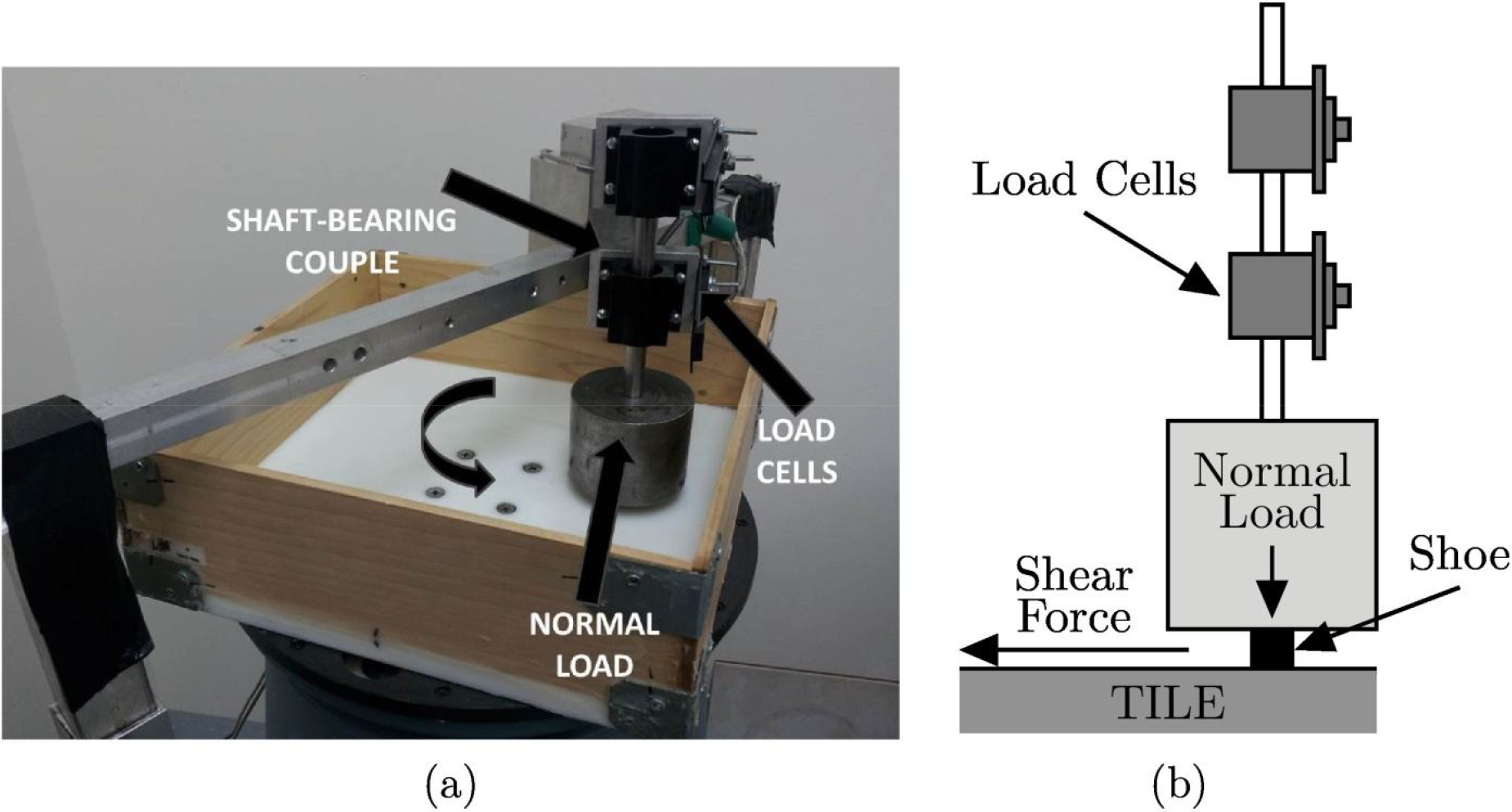
Photograph (a) and schematic (b) of pin on disc tribometer showing direction of rotation and general set-up of apparatus and location of load cells, shoe sample and shear force direction
Two shoe sole materials, five different lubricants and three ceramic tiles with different roughness levels were tested. The two shoe sole materials used were Neolite and rubber. Neolite had a Shore A hardness value of 95 and is considered a standard test material for shoe–floor friction research. 11 Rubber, obtained from a typical work shoe, had a Shore A hardness value of 50. Cylindrical samples, with a diameter of 13·5 mm and a height of 5·7 mm, were made of each shoe material. The contact conditions at the shoe/floor interface achieved an average contact pressure of 160 kPa, which was on the same order of magnitude as those occurring during walking. 20
The flooring surface consisted of 300 mm square ceramic tiles. The surface roughness of each tile was characterised by the following roughness parameters: average roughness Ra, maximum peak height Rp, root mean square roughness Rq and average peak to valley distance Rz. Roughness parameters were measured using a two-dimensional contact type stylus profilometer. Eight roughness measurements at different orientations were made on each tile using a scan length of 12·5 mm and a cutoff length of 0·80 mm (Surtronic 25 & Taylprofile Silver, Taylor Hobson, Ltd., Leicester, UK). Rz, which has a strong positive correlation with lubricated shoe–floor coefficient of friction, 21 was the primary roughness parameter when analysing the effects of roughness on hysteresis and adhesion. The averages of the roughness measurements for each tile are reported in Table 1.
1 Sandblasting parameters and resulting roughness values

Tile surface roughness was modified by a sandblasting process that used aluminium oxide as the abrasive media (average particle size, 710 μm). In order to systematically vary the roughness, two process parameters, inlet pressure and blasting time, were modified as shown in Table 1. This method for generating surface roughness variation using a sandblasting process was similar to that used by Chang et al. 22
Testing was conducted under both dry and lubricated conditions. Five lubricants were used: three levels of glycerol concentration (25% glycerol, 50% glycerol and 75% glycerol), canola oil and gear oil (Valvoline SYNPower fully synthetic SAE 75W-140). Glycerol was selected because its viscosity can be easily manipulated through the addition of water. The three concentrations of glycerol were intended to provide continuity between low and medium viscosity fluids. Slipping accidents often happen in grocery stores 23 and restaurants 24 and are caused by a wide variety of food products. The 25% concentration (∼2 cP) 25 is similar to milk, 26 the 50% concentration (∼6 cP) 25 is similar to 40% fat content cream 26 and the 75% concentration (∼35 cP) 25 is similar to olive oil. 26 Canola oil was chosen because it is a common floor hazard in the food service industry. Gear oil was chosen because it contains additives that create a lubricating film that minimises the adhesion component of friction under the boundary lubrication regime. 13 Therefore, friction forces measured in the presence of gear oil are expected to be primarily from hysteresis friction.27,28 The flooring surface was fully flooded with lubricant during lubricated tests. Before each test, the tile and pin being used were thoroughly cleaned using a hot water and soap solution.
In this investigation, each shoe–floor–lubricant combination was tested under six sliding speeds: 0·01, 0·10, 0·25, 0·50, 0·75 and 1·0 m s− 1. The lowest speed allowed friction to be recorded without hydrodynamic lubrication effects. 29 Dry coefficient of friction μDry was recorded at 0·01 m s− 1 because, at higher speeds, the shoe samples exhibited excessive wear. The duration of each experiment was ∼16 s. The value reported for each test was the average coefficient of friction over a 10 s period and then averaged across six repeated trials. The variation of coefficient of friction with time during one typical test is shown in Fig. 2.
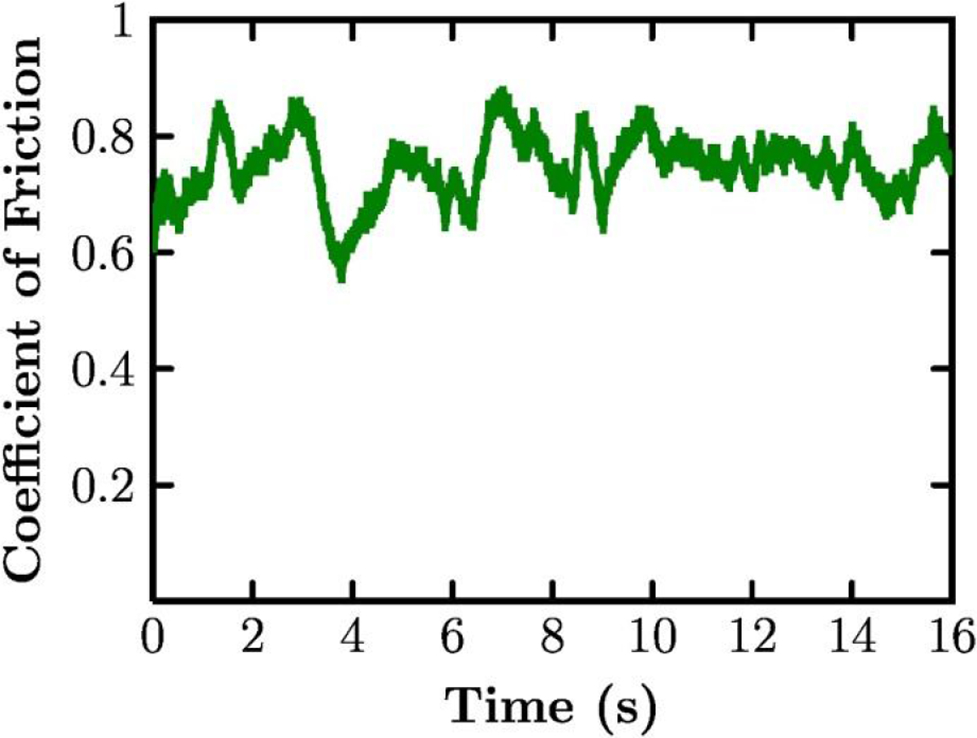
Typical variation of coefficient of friction with time during one test
Hysteresis friction μHysteresis was measured by conducting lubricated tests with gear oil and assuming that gear oil minimised adhesion so that the coefficient of friction observed in gear oil tests was entirely the result of hysteresis.13,30 Dry adhesion friction μDryAdhesion was calculated by subtracting μHysteresis from the dry coefficient of friction μDry as shown in equation (1)


An analysis of variance (ANOVA) was performed on the data to determine the effects of flooring, shoe material, lubricant and sliding speed on coefficient of friction. Coefficient of friction, hysteresis friction and adhesion friction were the dependent variables. Floor roughness, shoe material, lubricant and sliding speed were independent variables.
Analysis of variance regression models were used to determine the effects of hysteresis friction, dry adhesion friction, sliding speed and lubricant on lubricated coefficient of friction. Lubricated coefficient of friction was the dependent variable. Hysteresis friction (at 0·01 m s− 1), dry adhesion friction (at 0·01 m s− 1), sliding speed, lubricant and the interaction between lubricant and dry adhesion friction were the independent variables. The interaction between lubricant and dry adhesion was considered because previous research has shown that this interaction is an important component of wet adhesion. 13 To determine the relative contributions of dry adhesion and hysteresis friction to the coefficient of friction, each variable was systematically removed from the ANOVA model, and the drop in the adjusted R2 value was observed. A large reduction in the R2 value indicated that the removed variable was a strong predictor of the overall friction.
Results
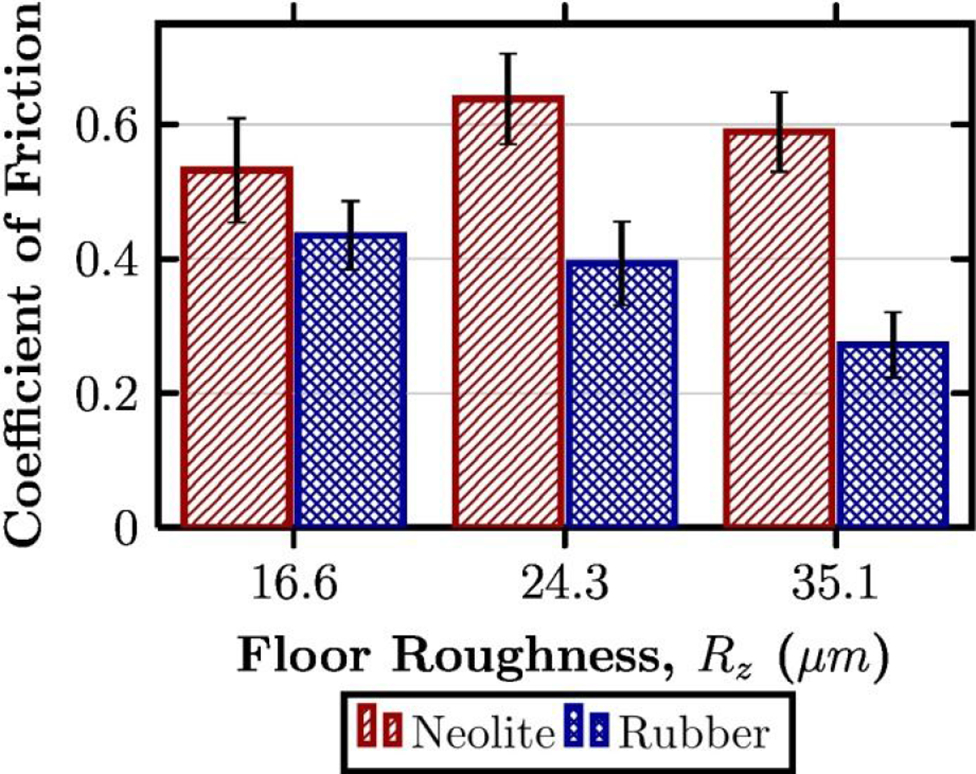
Increasing the roughness of the floor surface significantly increased the amount of hysteresis friction recorded (p < 0·001) for both shoe materials at all sliding speeds (Fig. 3). Hysteresis friction increased 97% (from 0·23 to 0·46) at 0·01 m s− 1 and 30% (from 0·23 to 0·30) at 1·0 m s− 1 as the roughness level increased from Rz = 16·6 μm to Rz = 35·1 μm for rubber. Hysteresis friction increased 131% (from 0·11 to 0·26) at 0·01 m s− 1 and 93% (from 0·07 to 0·14) at 1·0 m s− 1 as the roughness level increased from Rz = 16·6 μm to Rz = 35·1 μm for Neolite.
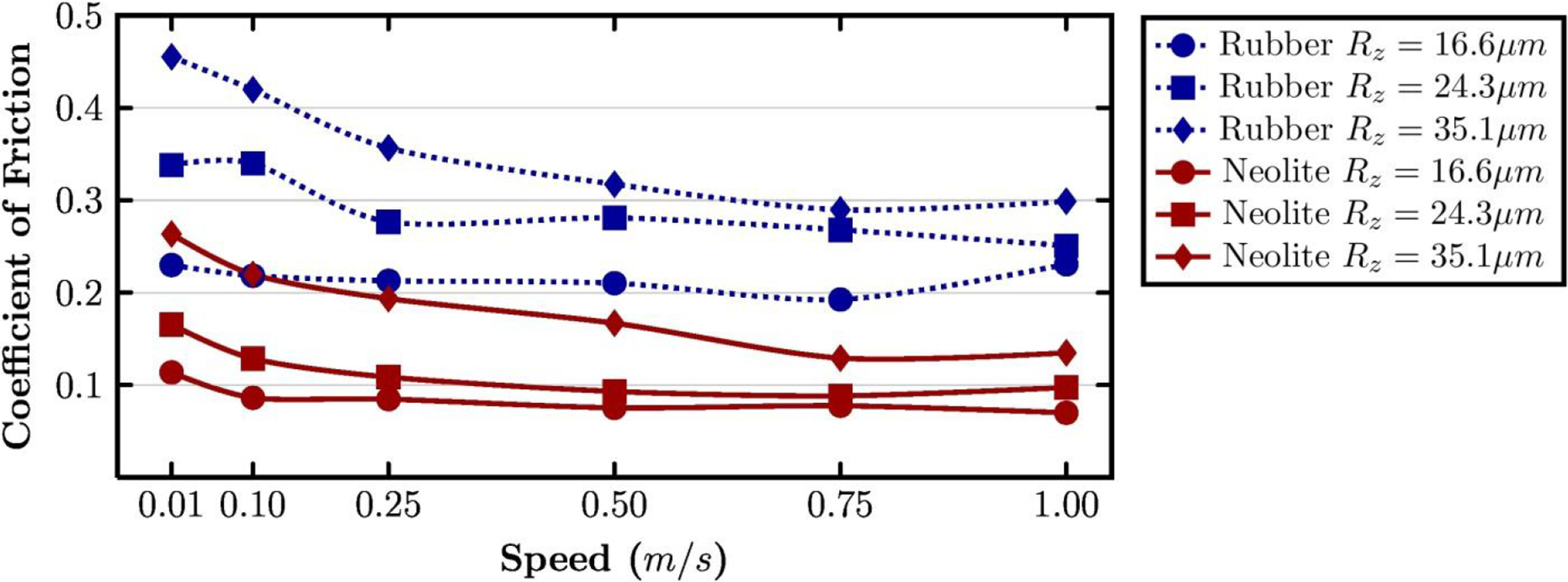
Variation in hysteresis friction for both shoe materials, Neolite and rubber, as sliding speed increases from 0·01 to 1·0 m s− 1 for three levels of roughness: increasing floor roughness level from a Rz = 16·6 μm to b Rz = 24·3 μm led to increased hysteresis friction, as did increase from b Rz = 24·3 μm to c Rz = 35·1 μm; for improved clarity, error bars were not included but average standard deviation across trials within condition was 0·043 (range of 0·0076–0·11)
Higher sliding speeds (p < 0·001) and increased shoe hardness (p < 0·0001) significantly reduced the recorded hysteresis friction for all roughness levels (Fig. 3). Hysteresis friction decreased 34% (from 0·46 to 0·30) for rubber and 49% (from 0·26 to 0·14) for Neolite as speed increased from 0·01 to 1·0 m s− 1 at a floor roughness of Rz = 35·1 μm. Similar reductions were observed for the other roughness levels. A 56% loss in average hysteresis friction was observed (from 0·29 to 0·13) when Neolite (Shore A = 95) was used as the shoe material rather than rubber (Shore A = 50).
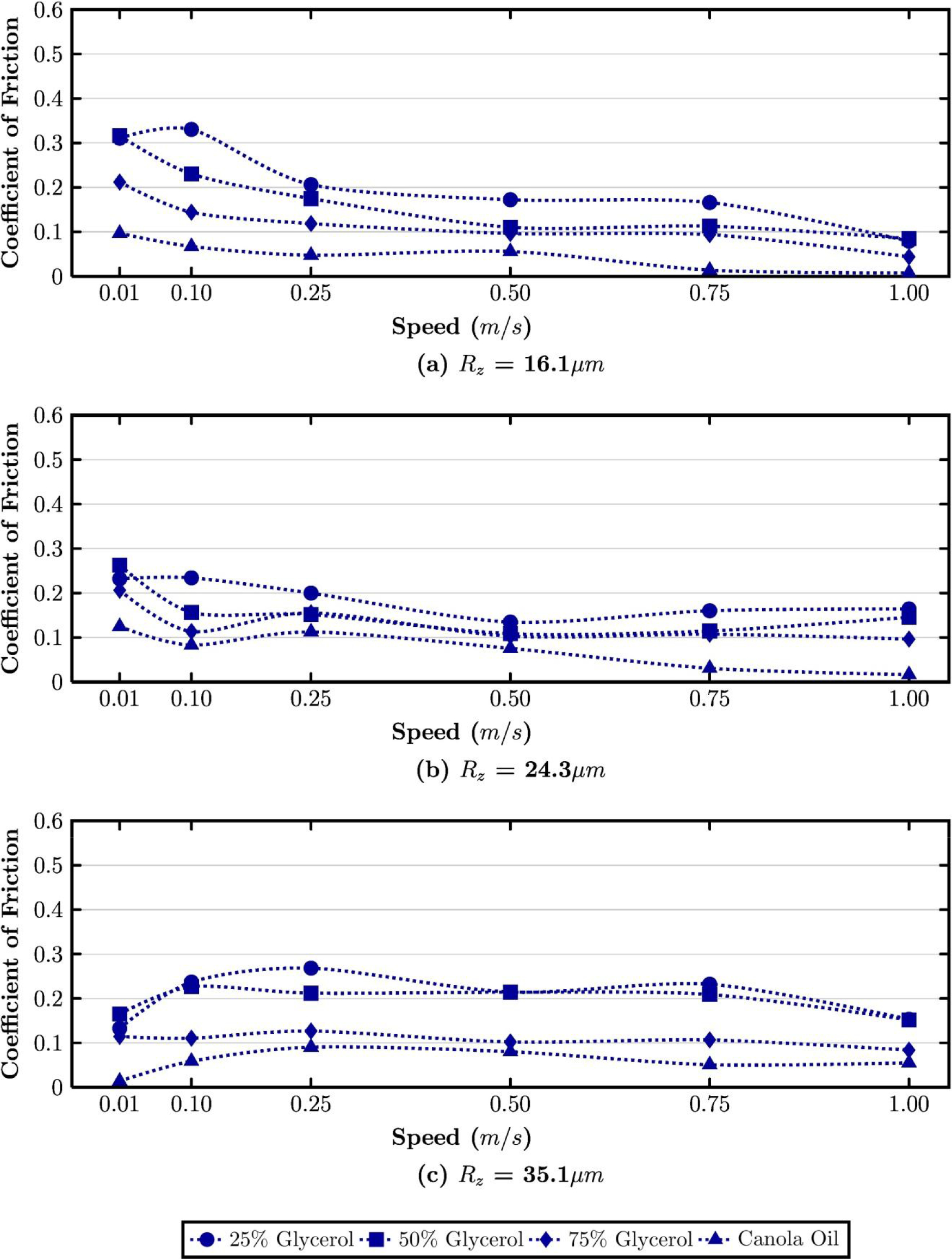
The effects of floor roughness on adhesion differed for the two shoe materials. A rougher floor surface increased the amount of lubricated adhesion friction when using Neolite (p < 0·001) for all lubricants at all sliding speeds (Fig. 4). As the roughness level increased from Rz = 16·6 μm (Fig. 4a) to Rz = 35·1 μm (Fig. 4c), at a speed of 0·01 m s− 1, lubricated adhesion friction increased 102% (from 0·24 to 0·49) when a 25% glycerol solution was the lubricant and 47% (from 0·11 to 0·16) when a 75% glycerol solution was the lubricant. At a speed of 1·0 m s− 1, as the roughness level increased from Rz = 16·6 μm to Rz = 35·1 μm, lubricated adhesion friction increased 104% (from 0·11 to 0·22) when a 25% glycerol solution was the lubricant and 275% (from 0·04 to 0·15) when using a 75% glycerol solution as the lubricant. When using rubber, there was no significant change in lubricated adhesion friction as the level of floor roughness increased (Fig. 5). Dry adhesion friction was not significantly affected by increased floor roughness when using Neolite but decreased 61% (from 0·44 to 0·27) as the roughness level increased from Rz = 16·6 μm to Rz = 35·1 μm when using rubber (p < 0·01) (Fig. 6).
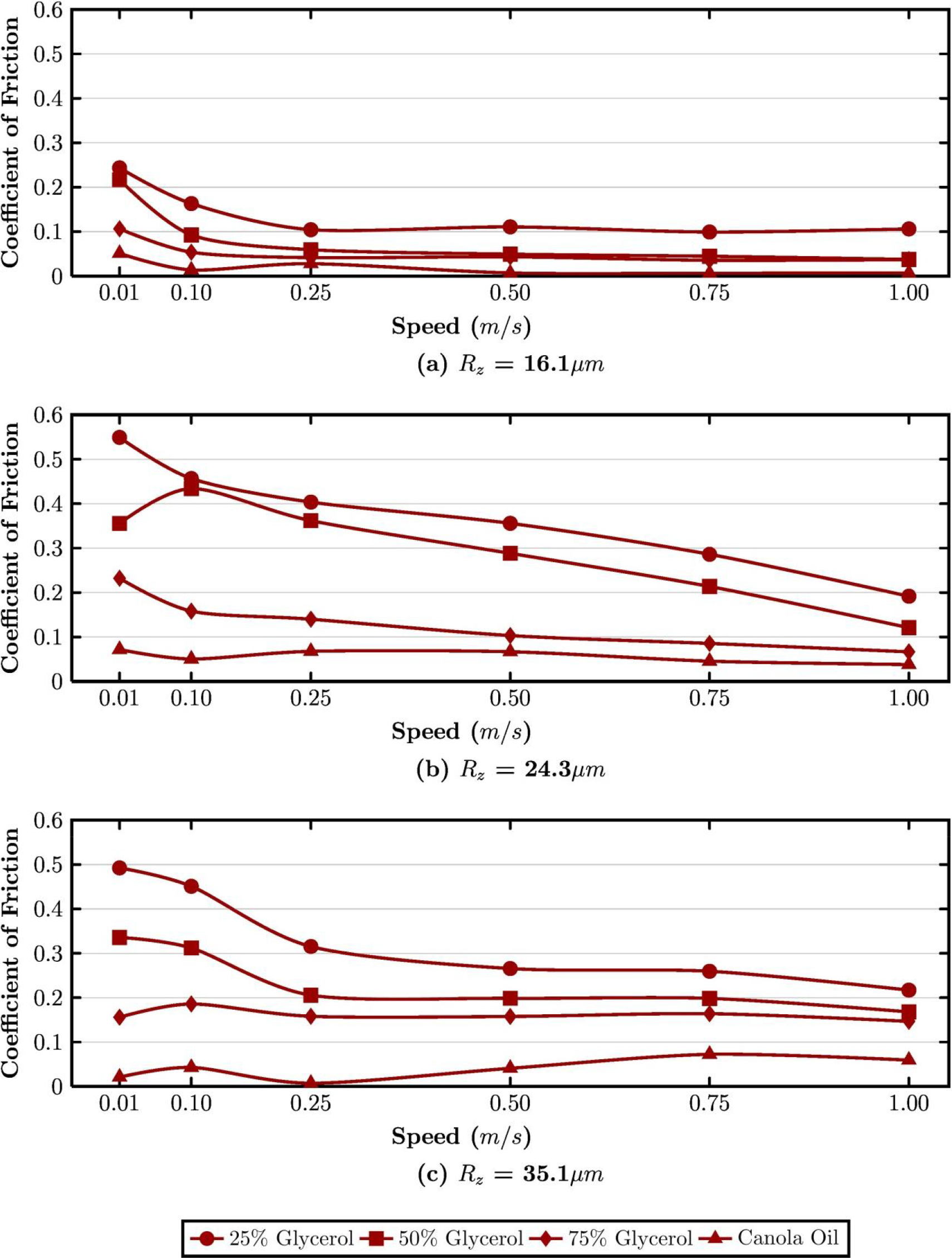
Variation in adhesion friction when using Neolite as shoe material for three floor roughness levels, four lubricants and six sliding speeds: as roughness increases from a Rz = 16·6 μm to b Rz = 24·3 μm, there is a significant increase in adhesion friction; similarly, from b Rz = 24·3 μm to c Rz = 35·1 μm, adhesion increases; as sliding speed increases adhesion decreases; as lubricant viscosity increases, adhesion decreases
Variation in adhesion friction when using rubber for shoe material for three floor roughness levels, four lubricants and six sliding speeds
Dry adhesion as roughness increases for Neolite and rubber at sliding speed of 0·01 m s− 1
Higher sliding speeds reduced lubricated adhesion friction when Neolite was the shoe material (p < 0·001) (Fig. 4). As speed increased from 0·01 to 1·0 m s− 1, with Rz = 16·6 μm (Fig. 4a) and a 25% glycerol solution as the lubricant, adhesion friction decreased 56% (from 0·24 to 0·10). When Rz = 35·1 μm (Fig. 4c) and a 25% glycerol solution was the lubricant, adhesion friction decreased 64% (from 0·49 to 0·22). When using rubber as the shoe material, lubricated adhesion friction only decreased with increasing sliding speed for the low and medium roughness conditions (Fig. 5). Lubricated adhesion friction increased when shoe hardness increased (p < 0·01). There was a 33% increase (from 0·12 to 0·16) in lubricated adhesion friction when Neolite (Fig. 4) was used as the shoe material rather than rubber (Fig. 5). Increased lubricant viscosity significantly decreased lubricated adhesion friction as shown in Figs. 4 and 5. An 80% decrease (from 0·24 to 0·05) in average lubricated adhesion friction was observed from the least viscous lubricant, 25% glycerol, to the most viscous lubricant, canola oil.
Dry adhesion friction, hysteresis friction, fluid and speed were all found to significantly contribute to the coefficient of friction. The resulting model created through regression from the ANOVA is shown in equation (3)

Coefficients α and β for equation modelling friction effects
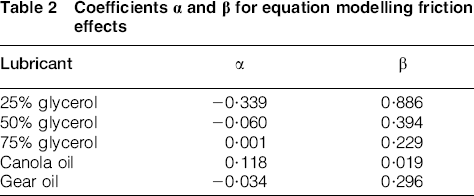
When the model included both low speed hysteresis and low speed adhesion, the R2 value was 0·83. When dry adhesion was removed from the model, the R2 value dropped to 0·72, which indicates that dry adhesion explained just 11% of the variability. When hysteresis was removed from the model, the R2 value dropped to 0·41, indicating that hysteresis alone explained 42% of the variability in the overall coefficient of friction. The average difference between the recorded and predicted values for the full model was 0·06. Figure 7 shows a plot of recorded coefficient of friction against the predicted coefficient of friction, demonstrating the effectiveness of the model through a low scatter from a line of slope = 1.
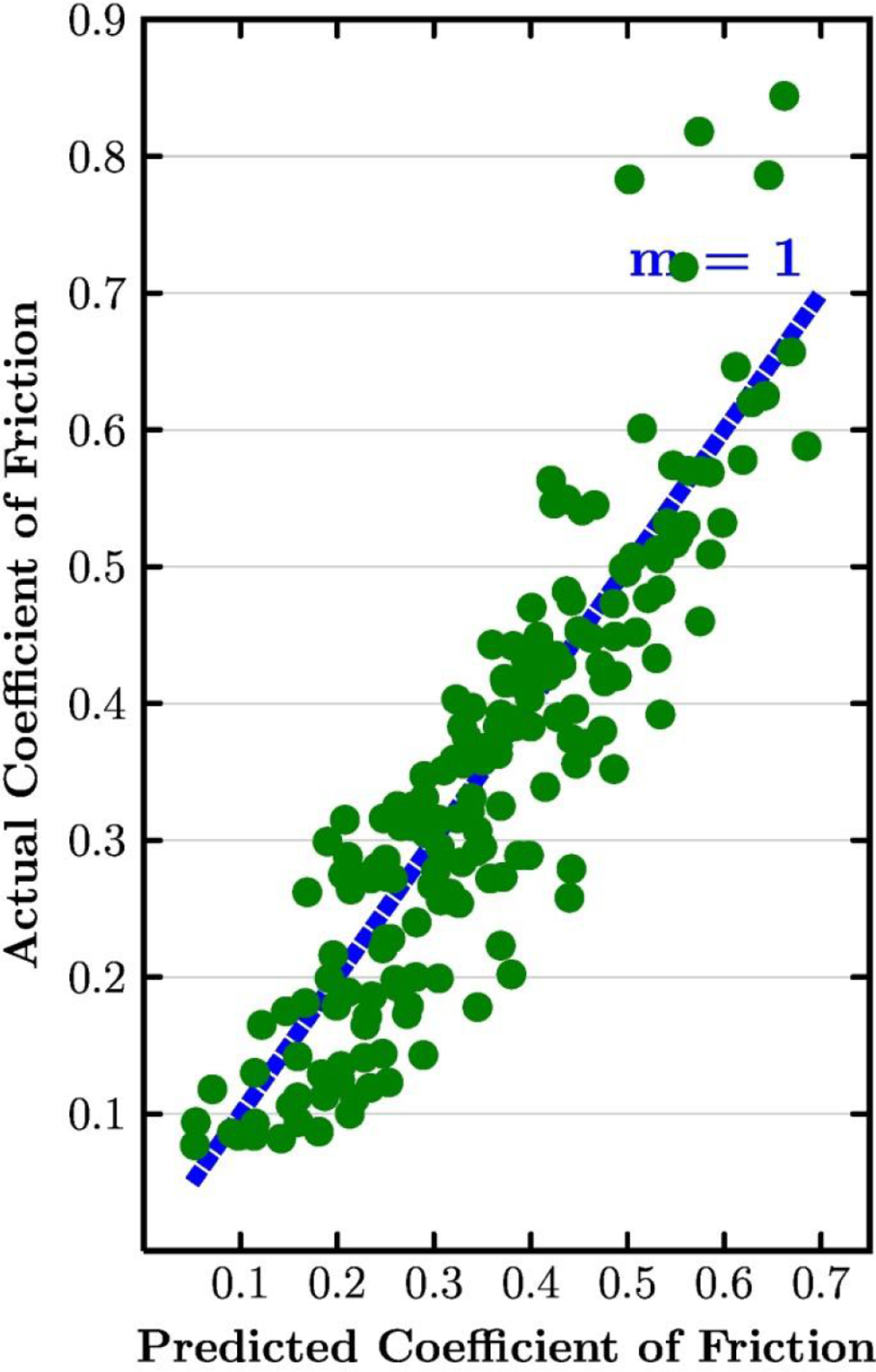
Plot of recorded coefficient of friction against actual coefficient of friction, with line of slope = 1 to indicate correlation between model and actual data
Discussion
Increased floor roughness resulted in higher hysteresis, particularly when combined with a soft yet rougher shoe material. Increased sliding speed and Neolite resulted in lower hysteresis, while increased sliding speed and rubber resulted in lower adhesion friction. Lubricated adhesion friction was particularly low for high viscosity fluids and high sliding speeds, while hysteresis friction was less affected by sliding speed. Because slips are associated with high sliding speeds and viscous liquids, increasing hysteresis friction through floor roughness and material selection may reduce the prevalence of slip and fall accidents. The model indicated that hysteresis friction explained much more of the variability in the coefficient of friction than adhesion friction. The model in this study was capable of explaining 83% of the variability in the coefficient of friction while using just hysteresis friction and dry adhesion.
Many of the outcomes that were observed in this study are consistent with previous tribology research on adhesion and hysteresis. The hysteresis friction values obtained using this study's methodology ranged between 0·05 and 0·51. The results for hysteresis friction from previous studies that have examined elastomer–hard surface systems have reported results in a similar range of 0·3–0·8.19,31,32 Higher levels of floor roughness raised the lubricated coefficient of friction by increasing the contributions of hysteresis friction. The rougher floor surface had taller asperities, which caused greater deformation in the shoe material leading to an increase in the energy lost through the internal damping cycle that sliding across a hard surface creates in an elastomer.17–19 Liquids with higher viscosities were found to reduce the overall coefficient of friction through a reduction of adhesion friction. High viscosity liquids are generally made up of large polar molecules that tend to adhere to asperities reducing adhesion between surfaces. 33 As the viscosity of the liquid increases, the effect of roughness is more pronounced since more of the friction comes from hysteresis, which is highly dependent on roughness. 34 Although hysteresis friction was indirectly measured using an assumption that gear oil blocked most of the adhesion, the results from this study largely agree with previous research on hysteresis, and the mechanism for viscous oils blocking most adhesion is supported by lubrication theory.
Faster sliding speeds reduced both hysteresis and adhesion frictions. Two potential mechanisms may explain the negative correlation between sliding speed and hysteresis friction. Previous studies have shown that hysteretic friction for viscoelastic–hard surface systems increases with speed until a threshold speed is reached and then decreases with increasing speed. The threshold speed depends on the materials used,17,18 and the experiments described in this study may have been operating at speeds above this threshold. Another explanation for this negative correlation is that the higher speeds may have caused the interaction between the two surfaces to transition from the boundary lubrication regime to the mixed lubrication regime. In the mixed lubrication regime, the extra film thickness reduces contact between the surfaces and therefore reduces hysteresis friction. 14 The effect of sliding speeds on adhesion may be because, at higher speeds, the shoe material has less time to deform around the asperities, which reduces the real area of contact. 35 The speed effect on adhesion was weakest for canola oil, possibly because adhesion friction was already very low for this contaminant.
A harder–smoother shoe material reduced the coefficient of friction mainly through a reduction of hysteresis friction. Softer elastomers experience more deformation while moving over the asperities in the surface,13,17 which may contribute to hysteresis. The soft elastomer was also rougher than the hard material, and the shoe roughness may have also contributed to increased hysteresis. Modelling research on hard and smooth shoe materials versus rough and soft shoe materials has revealed that the hysteresis of hard shoe materials is highly sensitive to roughness, while the hysteresis of softer shoe materials is less sensitive to roughness. 35 Therefore, the combined effect of soft and rough versus hard and smooth is likely to have contributed to the lower hysteresis friction for the Neolite than the rubber.
A model that included low speed hysteresis friction, dry adhesion friction and sliding speed predicted 83% of the variation in the coefficient of friction. The 42% loss in correlation (from 83 to 41%) between the model and the recorded data when hysteresis friction was removed from the model demonstrated that hysteresis had a large and significant contribution to the coefficient of friction values. Adhesion friction, which accounted for only 11% of the variation, had a much smaller contribution to the coefficient of friction. The model had good accuracy ( < 0·1) across a large range of speeds and surface roughness levels.
The results from this study could be used to create a framework for evaluating the slip resistance of both shoes and floor surfaces. Measuring hysteresis friction might be important to understanding how the shoe and floor surface perform across a range of lubricated conditions. Furthermore, the positive correlation that was found between floor roughness and hysteresis friction could assist in helping installers select flooring for their desired level of hysteresis coefficient of friction. The model developed from this study can be used to estimate friction in the boundary lubrication regime based on just two tests: dry adhesion and hysteresis.
Future directions for this research may include using predictive models to estimate adhesion and hysteresis frictions for different shoe materials as well as expanding the model to consider additional shoe and floor materials. The results from the pin on disc device could be tested with a tribometer that better represents the geometries, loading and kinematics of a human foot in order to determine if this transient loading pattern significantly influences friction results.
Conclusion
Important conclusions that can be drawn about shoe–floor friction from this study are as follows.
Increasing the roughness of a floor surface significantly increases the coefficient of friction between an elastomer and a hard surface by increasing hysteresis friction. Hysteresis friction accounts for more of the lubricated friction variability than dry adhesion friction. Adhesion friction is significantly reduced by the presence of lubricants. Softer and rougher elastomers tend to maintain a higher level of hysteresis than hard and smooth elastomers.
Acknowledgements
This research was funded by a grant from the National Institute of Occupational Safety and Health (grant no. NIOSH R01 OH 008986).