
Abstract
This study compared two different types of wood filler with respect to fill capability and relative shrinkage across varying levels of temperature, humidity and species of wood. Characteristics exhibited by the filler material are crucial for assuring the production and delivery of quality wood flooring. This research specifically focused on the investigation of relative shrinkage of filled voids in hardwood flooring before finishing. Both fillers were applied to a consistent premachined defect cavity and evaluated based on dimensional changes. Shrinkage data was collected using a coordinate measuring machine. Results showed that relative shrinkage of both wood fillers can be affected by variations in humidity while curing during an initial 1 h set time. This research aimed to improve production quality of hardwood flooring in western North Carolina and eliminate processing extremes at an industry client's facility.
Keywords
Introduction
This research examined relative shrinkage of two different water based substances used for filling defect voids in hardwood flooring products within industry. This research was deemed important by a hardwood flooring production facility to assist in eliminating scrap materials while improving quality of hardwood flooring products produced at the facility. Wood filler materials, used for filling natural defects in hardwood flooring, were tested and evaluated based on dimensional changes. The two substances of focus are commonly referred to as wood putty. The water based wood putties selected for experimentation included Akzo putty and Famowood putty. Akzo putty is manufactured by Akzo Nobel Coatings Inc. (High Point, NC, USA) and is water based brown wood putty. Famowood putty was manufactured by Eclectic Products Inc. (Pineville, LA, USA). According to Eclectic Products Inc., Famowood putty is water based filler available in 10 different variations, with the focus of this study being the Walnut variation. Putties are used commonly in industry for filling recessed defects such as knots, cracks or worm holes (Feirer 1963, 1975). The most common method of applying putty is with a putty knife, where material is added to a recessed cavity and permitted to dry/harden by oxygen exposure (Feirer 1963). Many variations of wood putty, such as water based or solvent based, are available on the market (Eclectic 2010). An industry client of focus throughout this research currently uses water based wood putty due to the simplicity of cleanup (Cox, personal communication).
The goal of this study was to determine if a significant difference exists in wood filler types when curing in different environmental conditions, and wood putty materials were compared to determine the level of material volume remaining in defect voids, before finishing. Testing occurred in four different controlled environments, where temperature and humidity were controlled by an environmental chamber to simulate actual test conditions. Tested environmental parameters within this study consisted of temperature and humidity, and were controlled during the testing process using an environmental chamber located at Asheville-Buncombe Technical Community College (Asheville, NC, USA). Maximum and minimum parameters for temperature and humidity were selected based on environmental conditions typically encountered during production in western North Carolina. Both wood fillers were applied to a group of samples, visually confirmed to have a proper fill, and permitted to cure. Evaluation of the resulting relative shrinkage was measured consistently using a coordinate measuring machine (CMM). Relative shrinkage was the dependent variable of focus within this study and was an average difference of 50 observations collected throughout the defect void, relative to the top surface of the hardwood sample. Based on results and conclusions from this study, engineers at an industry client have the necessary resources to evaluate the filler materials and make informed decisions relative to processing performance levels of Akzo putty and Famowood putty materials within this specific manufacturing setting. This study has also established a database for comparing relative shrinkage between Akzo putty and Famowood putty materials within the current hardwood flooring manufacturing process and could eventually assist an industry client in finding the optimum wood filler for the defect filling process.
Experimental method
Variables shown in Fig. 1 included relative humidity, temperature, filler type and wood species while the dependent variable under investigation was relative shrinkage. All samples were collected from Shaw Industries (Franklin, NC, USA), during July of 2010 and transported to the Western Carolina University campus (Cullowhee, NC, USA). Excess amounts of white oak, red oak, hickory and red maple were collected to ensure adequate supplies for testing. Samples were then cut to consistent lengths using a fixture to hold samples in place to ensure repeatability and uniformity of samples, where dimensions are shown in Fig. 2. Consistent samples permitted comparable samples for CMM analysis. A CMM was considered to be a reliable measurement with the ability to collect accurate data, in a repeatable manner (Dotson et al. 2003). The CMM was programmed to collect data points based on locations of the defect cavities created during the machining process. Locations of data points collected are shown from a top view of the defect void in Fig. 3, where measurement points are incrementally spaced at 1·27 mm (0·05 in) from one another. Figure 4 shows a side view of relative shrinkage and Fig. 5 illustrates sample set-up on the CMM for data collection. With the range of defects inherently exhibited in all wood materials, testing a consistent defect across all hardwood samples was deemed vital (US Department of Agriculture 2007). Four statistical Designs of Experiments (DOEs) were conducted once data points were collected for all samples. Each DOE represented one of the four species included within this study. In this analysis, each DOE represented relative shrinkage within a given species, rather than across species. Figure 2
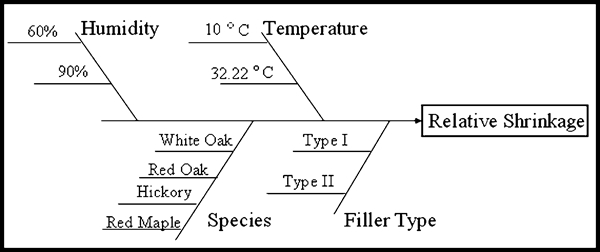
Variables present in study
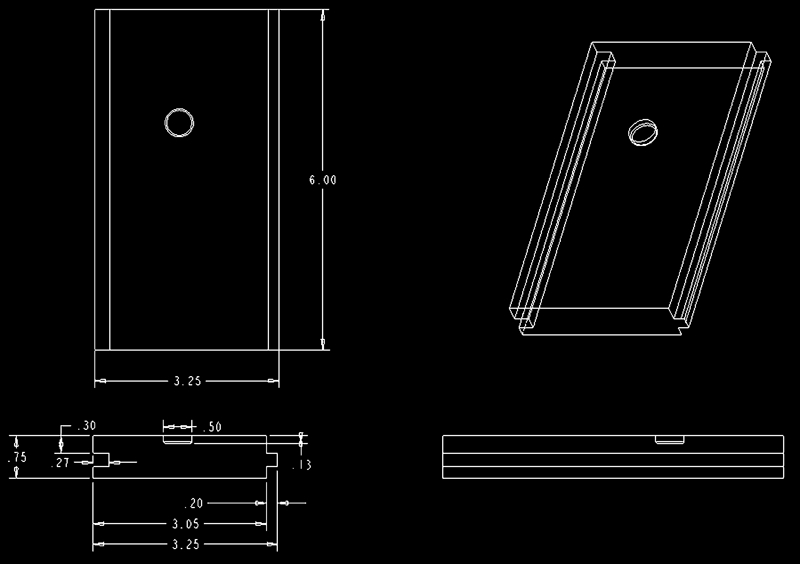
Defect dimensions on hardwood sample
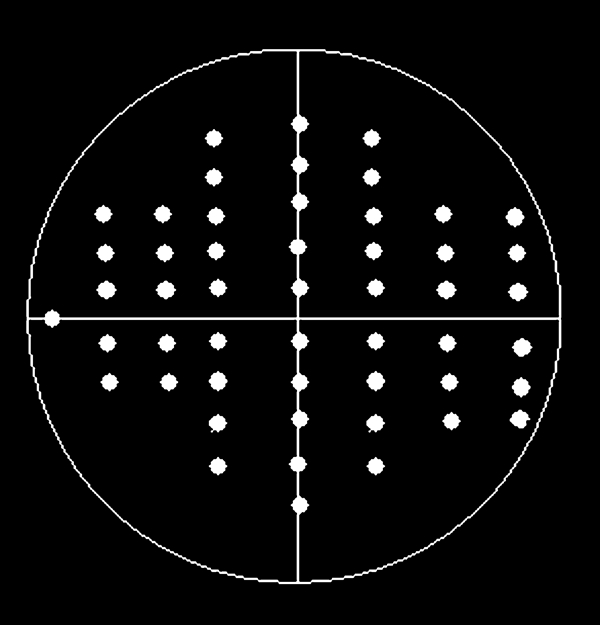
Top view of data collection points

Side view visual of relative shrinkage
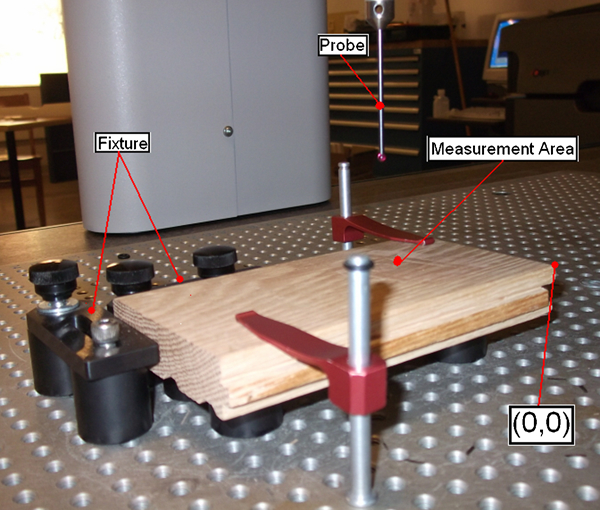
Set-up of CMM sample
One consistent circular defect void was machined into each hardwood sample using a computer numerically controlled (CNC) milling machine. A 12·7 mm (1/2 in) bull nose end mill was plunged to a depth of 3·17 mm (1/8 in) to produce the consistent circular defect void in all hardwood samples, to ensure consistent sizes and locations. The hardwood defect dimensions were governed and supported by engineers from an industry client, seeing that the focus revolved around relative shrinkage of the filler materials and not shape of the defect cavity (Cox, personal communication). Defect dimensions are shown in Fig. 6. Once the defect cavities for all samples were processed, grouping assignment by experimental categories was carried out.

Control chamber used in testing
Before experimental testing, the environmental control chamber was verified for proper function. A visual is shown in Fig. 6 of the AB-Tech control chamber used for testing purposes. Figure 7 provides an illustration of components and functions for the control chamber. Environmental conditions selected for testing are listed below:
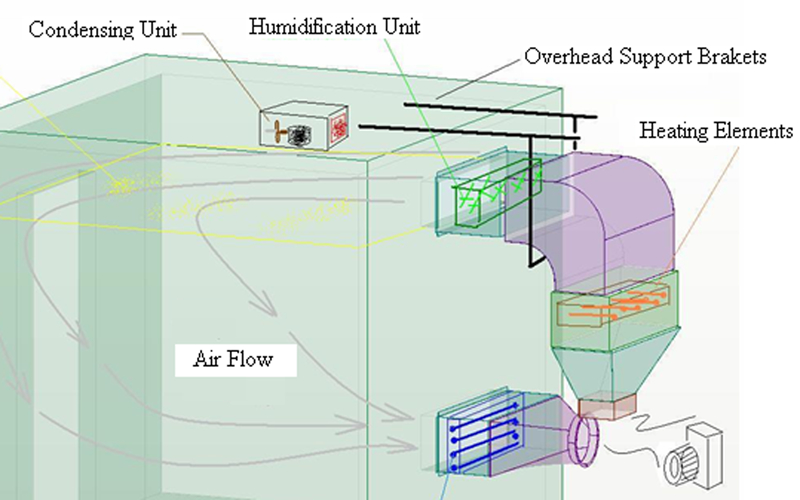
Control chamber visual explanation
environment 1: temperature, 10°C; relative humidity (RH), 90%
environment 2: temperature, 10°C; RH, 60%
environment 3: temperature, 32·22°C; RH, 60%
environment 4: temperature, 32·22°C; RH, 90%.
One group of samples was placed in each environment. There were 32 samples in each group with a total of 128 samples out of the four sample groups. Throughout experimentation moisture content data was collected from all hardwood samples using a moisture surface reader. The purpose of recording moisture data within the experiment was to observe hardwood sample reaction to given various environmental conditions (Feirer 1963, 78–103; Feirer 1975, 532–587; Wagner and Smith 1996, 17–50). Akzo putty and Famowood putty wood filler containers were unsealed and mixed for 60 s at comparable velocities, and then separated into containers to reduce oxygen exposure. Four plastic containers were filled with required amounts of Akzo putty wood filler and four containers were filled with Famowood putty wood filler. One container of each wood filler type was devoted to a specific temperature and humidity environment.
Akzo putty and Famowood putty wood filler materials were applied, to each group of samples, before entering the desired environmental testing environment for each group. Each group of samples signified relative shrinkage of four species of hardwood and two types of filler material at one of the four testing environments. A single operator applied filler material, according to established practices at an industry client's facility, to reduce variation in the method of application. In this application process, wood filler was applied to the machined defect cavity, scraped and visually confirmed to have been properly filled. To apply wood filler with minimum oxygen exposure, a 60 mL syringe was used in the application of both types of wood filler. A single syringe was designated to each wood filler material. Each syringe was filled to 60 mL with both wood fillers, where 2 mL wood filler was devoted to each defect region. The filler application process was performed once, across four groups of samples to prepare samples before environmental testing. The set of environmental conditions were confirmed by the control chamber before and during the testing of each environment. When the door of the control chamber opens, the chamber destabilises and requires time to restabilise around the set temperature and humidity conditions. Therefore, a 15 min holding period was established for the samples to be held in the control chamber until the desired environments were satisfied. Samples were inserted into the control chamber once a group of samples were visually confirmed to have been properly filled. Once the 15 min holding period was reached for each of the four environments, temperature and humidity sensors were activated to collect data to verify conditions during testing. Each tray of samples was held in the test chamber for 1 h each before being removed.
A 1 h time period was selected for samples to cure in the chamber during testing due to time constraints and availability of the environmental control chamber. Longer test times could also introduce extra variables in the equation that could affect relative shrinkage (Hammond et al. 1972; US Department of Agriculture 2007). No samples were removed from the corresponding test environment until the 1 h time limit was reached, due to the possible introduction of unforeseen variables within the filler curing cycle. This possible introduction could have impacted relative shrinkage. Samples were analysed based on the treatment during the 1 h set time. Once testing was completed in the control chamber, all samples were stored in a holding space for a minimum of 24 h, to ensure complete curing of the wood filler materials. All samples were then transported to Cullowhee, North Carolina for CMM analysis.
Results and discussion
Table 1 shows the design of experiment treatment, t value and P value summaries for white oak, red oak, hickory and red maple. No statistically significant difference was found for either independent variables or interactions of variables within the white oak species. Thus, the relative shrinkage was comparable within the species of white oak across variations in humidity, temperature and filler type.
Results of Testing
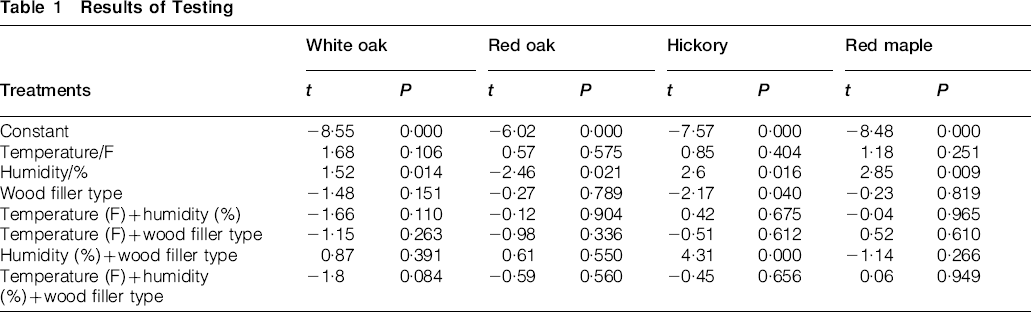
In red oak, humidity was the only term found to be significant when the P values were compared to an α value of 0·05. There was an increase of 0·09906 mm (0·0039 in) in relative shrinkage when going from a low setting of 60% RH to an increased high setting of 90% RH. Thus, a relative shrinkage was comparable within the species of red oak across variations in temperature and filler type, but was not comparable between the high/low settings of humidity seeing that the relative shrinkage increased as the RH increased.
In hickory, wood filler type, humidity, and the interaction between wood filler type and humidity were terms found to be significant when the P values of each term were compared to an α value of 0·05. There was an increase in relative shrinkage of 0·0762 mm (0·003 in) when going from Akzo putty filler to Famowood putty filler. There was a decrease in relative shrinkage of 0·09144 mm (0·0036 in) when going from a low setting of 60% RH to an increased high setting of 90% RH. Akzo putty is a more stable material than Famowood putty when going from 60 to 90% RH. Although Akzo putty was exhibited more stability, Famowood putty demonstrated a lower relative shrinkage value when curing in 90% RH. Ultimately relative shrinkage was comparable within the species of hickory across variations in temperature, but was not comparable between the high/low settings of wood filler type, humidity, and the interaction between wood filler type and humidity.
In red maple, humidity was the only term found to be significant when the P values were compared to an α value of 0·05. There was a decrease of 0·09144 mm (0·0036 in) in relative shrinkage when going from a low setting of 60% RH to an increased high setting of 90% RH. Therefore, relative shrinkage was comparable within the species of red maple across variations in temperature and filler type, but was not comparable between the high/low settings of humidity seeing that the relative shrinkage decreased as the RH increased.
Conclusions
Relative shrinkage of wood filler materials and hardwood can be affected by curing in extreme environmental conditions. Hickory species of hardwood exhibited the most variability in relative shrinkage within this research. Completion of this study established a database of relative shrinkage data for an industry client to continually build upon in search of the optimum wood filler for their process. The focus of this research did not include determining if Famowood putty is an acceptable material for an industry client's process. Wood filler type was found to be significant only within the hickory species of hardwood, pertaining to the performed tests. The interaction between wood filler type and humidity was also found to be statistically significant in hickory. Recommendations based on the performed research include an evaluation of wood filler material selection if a cost savings opportunity arises, but also a controlled environment to account for a lack of stability in the Famowood putty material. There is no data to support that a change in wood filler materials could provide a higher quality of fill. Humidity effected relative shrinkage in three out of the four species which included red oak, hickory and red maple. It was interesting that relative shrinkage increased, when going from 60 to 90% RH, within the red oak species and did the opposite in hickory and red maple. The differences could be due to specific characteristics of wood species including expansion and contraction of the hardwood samples (Feirer 1963, 78–103; Feirer 1975, 532–587; Wagner and Smith 1996, 17–50; US Department of Agriculture 2007).
Based on the presented research, future work could benefit with the inclusion of a larger testing population to determine if results are comparable. Confirmation of the current results, verified with such a larger population, could also allow for the development of a regression analysis to predict relative shrinkage. Use of a relative shrinkage prediction equation should enable hardwood flooring manufactures to predict relative shrinkage given the species of wood, wood filler type, humidity and temperature (Evans and Lindsay 2005). Ultimately, this study sought to improve the production quality of hardwood flooring in western North Carolina. This research could be used to justify implementation of controlled environments during the production of hardwood flooring. Production in controlled environments could assist in reducing the amount of wood filler used in the process, which in return can result in tremendous cost savings over time. A higher quality product could also be generated, which could also lead to improved customer satisfaction.
Footnotes
Acknowledgements
Special thanks to Shaw Industries Group Inc., headquartered in Dalton, Georgia, for facility access and sample materials provided throughout this research. I would also like to thank Ashville-Buncombe Technical Community College and Western Carolina University for facility accessibility along with machinery access.