
Abstract
Thermomechanical modification is a technique that allows wood densification, improving mechanical properties and reducing hygroscopicity. In veneers, this technique is commonly used to improve bonding quality in wood based panels. This study aimed to evaluate the effect of thermomechanical modification on some physical properties of rotary peeled veneers of amescla (Trattinnickia burseraefolia). Veneers were treated in a hydraulic press at 140 and 180°C, for 1 and 2 min at 2·7 N mm−2 pressure. The apparent density was evaluated as well compression ratio, weight loss, equilibrium moisture content, thickness swelling and water absorption. The results showed that apparent density and compression ratio increased after treatment. Equilibrium moisture content values were lower in samples treated at 180°C. Dimensional stability was not improved due to release of compressive stresses. The surface of veneers was modified and its roughness and wettability were reduced significantly.
Introduction
Thermomechanical modification is a densification technique that combines heat treatment with mechanical compression. The densification idea arose during the Second World War (1939–1945), with the need for resistant and durable products to replace iron and aluminum that were in short supply (Stamm and Chidester 1947). At first, densification techniques involved the impregnation of wood with phenolic resin in which chemicals enter and bond to the cell wall structure and the resin is dried and cured within the structure. The tendency of the wood to swell and shrink was permanently reduced, but this technique makes the wood more brittle than the original (Stamm and Chidester 1947). In 1948, the Forest Products Laboratory in the USA developed a densified wood product using only mechanical compression under heat called ‘staypak’ (Seborg et al. 1956) and it was the first wood product modified by thermomechanical treatment. In these treatments, the densification occurs by cell wall buckling, which reduces void spaces volume (Kutnar et al. 2009). However, in order to ensure suitable properties of the treated wood, it is important that this treatment occurs at an ideal temperature, in which the amorphous polymers of wood (lignin and hemicelluloses) pass from the glassy state to the rubbery state (Wolcott et al. 1990; Akerholm and Salmén 2004). This temperature is defined as the glass transition temperature Tg and varies with species and the moisture content used. At this point, the wood can be compressed without collapse in the cell wall structure.
Studies using thermomechanical modification in wood veneers are recent and scarce. However, the studies of Bekhta and Marutzky (2007), Cloutier et al. (2008), Candan et al. (2010), Kurowska et al. (2010), Arruda et al. (2011), Bekhta et al. (2012) and Fang et al. (2012) should be pointed out. These authors used temperatures similar to those of a treatment with solid wood, which may be: mild, from 100 to 105°C; intermediate, from 150 to 180°C; or high, from 200 to 240°C. However, the time was shorter, ranging from 30 s to 15 min.
Pressure was the other variable studied by the authors to evaluate the thermomechanical treatment effect. Pressure increase is related to compression ratio increase, which is directly related to densification (Bekhta et al. 2012). Moreover, pressure and temperature are responsible for reducing the surface roughness of veneer, increasing bonding quality, reducing wood wettability and improving weatherability (Bekhta and Marutzky 2007; Del Menezzi et al. 2008a, b; Bekhta et al. 2012; Santos et al. 2012). In addition, some authors have reported that thermomechanical treatments, as well as heat treatments, reduced equilibrium moisture content. Cloutier et al. (2008) and Fang et al. (2012) observed that equilibrium moisture content decreased with the rise in densification temperature. This may be explained by the reduction in wood porosity after densification (Cloutier et al. 2008) and hygroscopicity reduction due to thermal degradation of hemicelluloses, which are the most heat-sensitive wood components (Rowell and Youngs 1981; Boonstra and Tjeerdsma 2006; Kocaefe et al. 2008). The densification of wood veneers has been studied as a method of improving surface quality, directly reflecting the quality and strength of bonding produced, and reducing adhesive consumption. Additionally, it is expected that heat conduction on densified veneer is faster, which can help reduce the duration of hot pressing.
Nowadays, one of the most important plywood production regions in Brazil is located in Sinop, Mato Grosso State. According to our field survey, the wood from amescla (Trattinnickia burseraefolia) is the most employed tropical species for plywood production in this region. It is a low density non-durable wood species (≅0·4 g cm−3), has a light colour, and the log is easily peeled without any special preheating schedule. Therefore, the utilisation of thermomechanical treatment could improve the quality of this valuable wood species. In this context, the aim of this study was to evaluate the effect of thermomechanical modification on some physical properties of rotary peeled veneers of amescla which is a wood species widely used for plywood manufacturing.
Materials and methods
Wood material and thermal treatment
Rotary peeled veneers of amescla were obtained from Madeiranit Madeiras Ltda, located in the city of Sinop, Mato Grosso State, Brazil. The nominal thicknesses of the veneers were 1·5 and 3·5 mm. Veneers were cut into dimensions of 250×250 mm (length×width), botanically identified at the Wood Anatomy Section of Brazilian Forest Products Laboratory (Index Xylarium FPBw), and conditioned at 20±3°C and 65 ±1% of relative humidity. Before densification, the apparent density of the veneers (ρap, g cm−3) was obtained according to ASTM D2395 (2007). A single opening press heated by electric resistance was used to produce the densified veneers. Veneers were densified at 140 and 180°C, for 1 and 2 min and 2·7 N mm−2 specific pressure. This pressure represented 50% of the compression strength perpendicular to the grain of amescla wood, according to IBAMA (2001). Each combination of temperature and time constituted a treatment and thus four treatments were studied. Untreated veneers were kept as controls. Compression ratio (CR, %) and weight loss (WL, %) were obtained immediately after the treatment, according to equations (1) and (2) respectively. CR is defined as the degree of change in dimension compared to the original and WL is defined as the relation between final weight and initial weight. Immediate WL includes the weight lost by dehydration and degradation of extractives and wood polymers. After that, the veneers were conditioned and the definitive CR, WL and ρap were obtained. To assess hygroscopicity and dimensional stability properties, the equilibrium moisture content (EMC, %) was determined according to ASTM D4442 (2007), while the thickness swelling (TS, %) and the water absorption (WA, %) according to ASTM D1037 (2006)
Surface roughness and wettability measurement
For surface roughness evaluation, a stylus profilometer (Mitutoyo Surftest-SJ-301) roughness tester device connected to a computer was used. The measurements were performed according to the JIS 2001 procedure. The values were measured with a sensitivity of 0·5 μm, scanning length of 12·5 mm and the cutoff λ = 2·5 mm. The following surface parameters were studied: Ra (mean roughness), Rz (mean peak to valley height) and Rt (maximum height of the profile). To evaluate the wettability of the wood surface, the contact angle θ of water was measured at room temperature (∼24°C) using Krüss DSA30 goniometer and DSA3 software. Measurements of surface roughness and wettability were performed on the both surfaces (‘loose side’, where lathe checks are formed; and ‘tight side’ check free side) of 10 samples before and after the thermomechanical treatment.
Statistical analysis
To evaluate the difference between initial ρap and final ρap, parameters of surface roughness and wettability, a paired t test at the 0·05 level was used to compare the property before and after treatment. TS, WA and EMC were analysed by analysis of variance followed by Dunnett post hoc test at the 0·05 level. This test compared the treated samples with the control, pair by pair, individually. The differences in CR and WL were evaluated by analysis of variance F test at the 0·05 level. A full factorial analysis of variance with two factors (temperature and time) and two levels each (140 and 180°C; 1 and 2 min) was performed to evaluate the thermomechanical treatment effect in these properties, according to the following statistical model (equation (3)).

Results and discussion
Densification of veneers
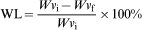
Veneers ρap increased by 14% (0·50–0·57 g cm−3) in 2 min treatments (Fig. 1). Compression reduced the thickness of veneers and, consequently, volume, increasing the ρap. Statistical analysis showed that neither the increase in temperature to 180°C nor the increase in time to 2 min influenced the increase in ρap (Table 1). Therefore, the less severe treatment was satisfactory for densification.
Apparent density (ρap) and compression ratio (CR) of veneers of amescla modified by thermomechanical treatment: CR immediate was measured immediately after treatment and CR definitive was measure after acclimatisation; *difference between initial and final ρap is significant at 0·05 level in paired t test; **difference significant between means in CR definitive at 0·05 level in F test
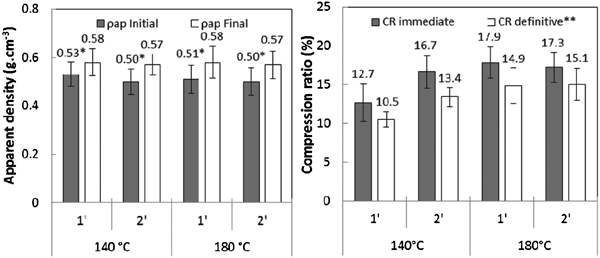
Factor analysis of physical properties of veneers
Significant and non-significant respectively in factor analysis at the 0·05 level.
Another way to observe this densification is in CR. CR values after conditioning increased significantly with temperature or time and the highest value was 15·1%, obtained in treatment at 180°C and 2 min (Fig. 1). Bekhta and Marutzky (2007) reached a CR of 11% treating beech (Fagus sp.) veneers at 200°C and 5·0 N mm−2 pressure. Bekhta et al. (2012) treating birch (Betula pubescens) veneers at 200°C, 9·0 N mm−2 pressure and 2 min, reached a CR of 17%. These authors commented that there is a clear dependence between CR and technological parameters (such as pressure, temperature and time) of thermomechanical treatment of veneers, but their results revealed that temperature is the major factor affecting veneers’ CR.
This may be explained by the viscoelastic behaviour of the amorphous polymers of wood. The softening behaviour of these polymers is characterised by the glass transition temperature Tg also known as softening temperature (Wolcott et al. 1990). At the glass transition temperature, the material softens and many properties, especially stiffness (elastic modulus), change drastically. This viscous state facilitates the deformation and compression of wood. Although CR has been affected by temperature or time increase, this effect was not observed for density, probably due to WL caused by heat application (Table 1).
Hygroscopicity and dimensional stability
WL is inherent in any heat treated wood. The major causes of WL in wood are degradation of polymers, dehydration (moisture loss) and evaporation of extractives (Rowell and Levan-Green 2005; Korkut et al. 2008). Figure 2 shows the WL measured immediately after treatment and after conditioning. The initial WL ranged from 8·2% to 9·6%. After conditioning, the wood reaches equilibrium with the environment and adsorbs water. Because of this, final WL values are lower than initial WL and ranged from 1·93% to 2·95%. The final WL represents the loss of wood polymers and extractives.
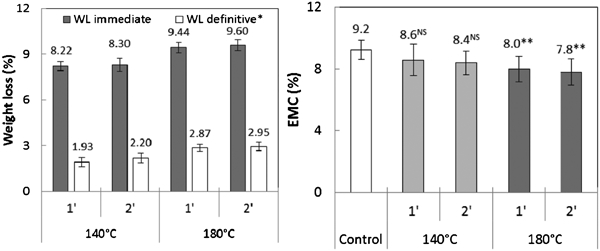
Weight loss (WL) and equilibrium moisture content (EMC) of veneers of amescla modified by thermomechanical treatment: WL immediate was measured immediately after treatment and WL definitive was measure after acclimatisation; *difference significant between means in CR definitive at 0·05 level in F test; **, NSMean difference is significant or non-significant respectively, at 0·05 level identified by Dunnett test
The highest final WL values were found in the treatments at 180°C and 1 min and 180°C and 2 min, 2·87% and 2·95%, respectively. The factor analysis showed that final WL increased with the rise in temperature, to 180°C, or in time, to 2 min, and also presented an interaction between these factors (Table 1). This result was also found by Del Menezzi et al. (2009), who showed that WL was greater when the highest temperature was used with the longest time. With that in mind, before treatment, the average weights of veneers in treatments at 180°C and 1 min and 180°C and 2 min were respectively 63 and 62 g; therefore, in these treatments, the weight lost in polymers and extractives was 1·81 and 1·83 g. There is no chemical analysis to quantify and qualify weight loss, but significant results based on equilibrium moisture content, for instance, may predict that there was some degradation of hemicelluloses. Furthermore, Rowell and Youngs (1981), Weiland and Guyonnet (2003), Boonstra and Tjeedersma (2006) and Kocaefe et al. (2008) commented that hemicelluloses are more heat sensitive and their degradation directly affects wood water adsorption capacity. This may even be seen in Fig. 2, which shows the EMC. Control sample average EMC was 9·2%, and decreased to 7·8% at the most severe treatment. The Dunnett test identified that EMC decreased significantly only in treatments with 180°C, confirmed by the factor analysis (Table 1). In fact, temperature increase may have been responsible for the degradation of some hemicelluloses, and also may have been responsible for increasing the crystallinity degree of cellulose amorphous region, which has been pointed out by many authors as one of the causes of hygroscopicity reduction of heat treated wood (Rowell and Youngs 1981; Bhuiyan et al. 2000, 2001; Boonstra and Tjeerdsma 2006; Del Menezzi et al. 2009).
With respect to dimensional stability, TS and WA are commonly analysed after 2 and 24 h of immersion in water. However, it was observed that after 2 h, the values remained constant, indicating that maximum absorption and swelling occurred at 2 h. Thereunto, the analysis after 24 h for TS and WA was not included in this study. Figure 3 shows the TS and WA values. The TS represents the total swelling caused by the swelling in wood cell wall plus the swelling caused by compressive stress release, which are present in compressed materials such as particleboards and wood modified by thermomechanical treatment. Compressive stresses release causes a permanent and irreversible swelling in the wood, causing dimensional stability problems in panels (Del Menezzi et al. 2009; Mohebby et al. 2009).
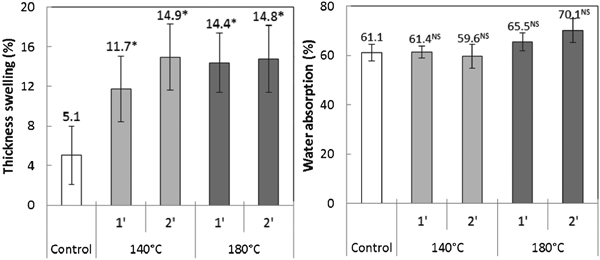
Thickness swelling and water absorption of veneers of amescla modified by thermomechanical treatment: *, NSMean difference is significant or non-significant respectively at 0·05 level identified by Dunnett test
Because of this, TS values increased significantly in treated samples in relation to control samples. The highest value was observed in treatment at 140°C and 2 min, which was 194% higher than control. However, the factor analysis did not identify that the rise in temperature or in time had caused the increase in TS (Table 1). Comparing TS with CR in Fig. 4, and considering that the material should not swell more than the rate at which it was compressed, TS may not be greater than CR. Otherwise, it would mean that densification achieved with the thermomechanical treatment could be lost due to swelling. TS was higher than CR in treatments at 140°C, indicating that veneers swelled more than CR. Nevertheless, in treatments at 180°C, TS was lower than CR, indicating that veneers did not completely lose their densified shape. The hygroscopicity reduction achieved with treatment at 180°C was responsible for it; otherwise, the TS values in treatments at 180°C would tend to be higher due to compressive stresses release. A similar result was observed by Cloutier et al. (2008), where TS of veneers treated at 200°C was lower than CR. TS was 40%, whereas CR was 50%.
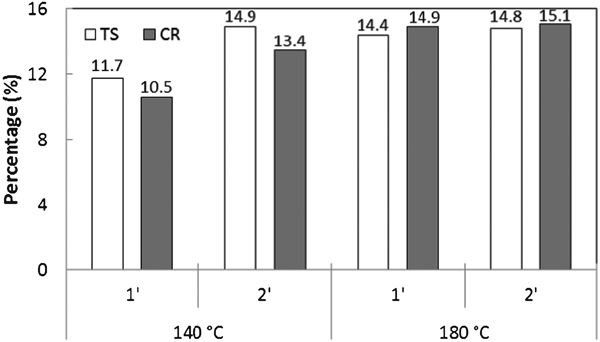
Comparison between TS (thickness swelling) and CR (compression ratio)
Hygroscopicity was reduced, but WA was not significantly altered. Figure 3 even shows just an increasing trend in WA at the direction of treatments at 180°C, although treatment values are not statistical different from control. This rising trend in WA was caused by temperature increase to 180°C, identified in the factor analysis (Table 1). This result is different from that found by Del Menezzi and Tomaselli (2006), who did not observe temperature influence on WA in OSB panels treated by thermal contact treatment. These authors believe that WA is related to density, where higher density results in a lower number of empty spaces and, consequently, lower WA. In this case, for veneers of amescla, there was an increase in WA because during the test, the flattened vessels might have been reopened, causing suction of water to the inside of the veneers. Additionally, as the thermal treatment is performed, it degrades the cell wall polymers, thus imparting an increase of the cell wall porosity and eventually leading to a higher absorption of liquid water. Figure 5 shows SEM images of the surface of the untreated and treated veneer. It can be observed that thermomechanical treatment imparted flatness to the surface of veneer, as it can be seen on the appearance of vessel punctuation, and also on cell wall of fibres and radial parenchyma which present clearly compressed.
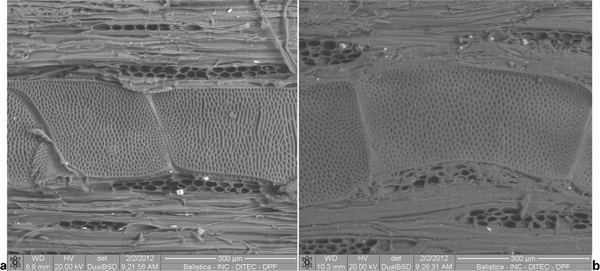
SEM images (300 μm) of surfaces of a untreated and b thermomechanical treated wood veneer
Surface roughness and wettability measurement
With regard to the parameter of roughness on the tight side, the statistical analysis identified that only in 180°C treatments did significant changes occur (Table 2). At 1 min and 180°C, Ra decreased from 11·83 to 8·38 μm (29·2% of reduction) and Rz decreased from 67·25 to 53·13 μm (21% of reduction). When the time was increased to 2 min, the Ra values ranged from 10·39 to 6·31 μm (39·3% of reduction) and the Rz values ranged from 68·14 to 39·94 μm (41·4% of reduction). The parameter Rt only showed a significant reduction at 180°C and 2 min, when values decreased from 98·68 to 56·79 μm (42·5% of reduction). The factor analysis showed that the rise in temperature or in time was significantly positive to reduce the surface roughness of veneers (Table 3).
Surface roughness and wettability values before and after treatments
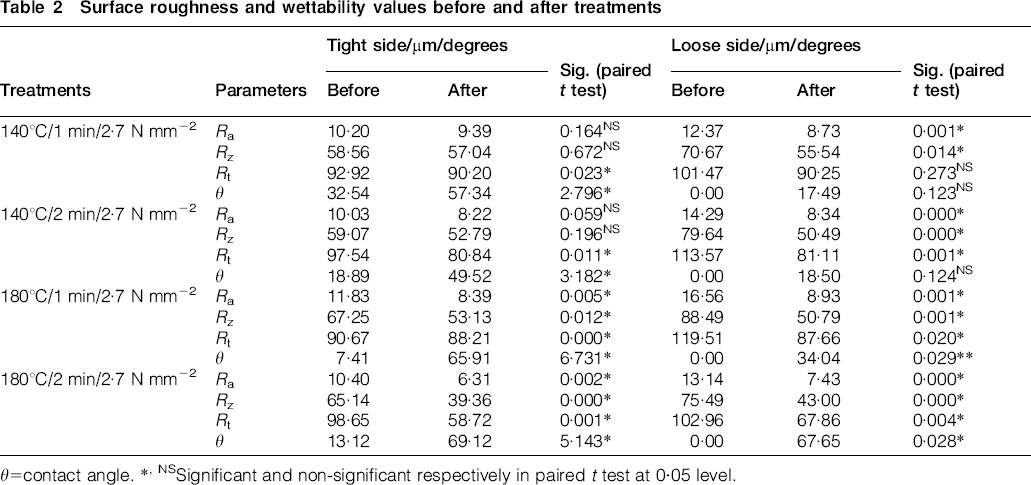
θ = contact angle. *, NSSignificant and non-significant respectively in paired t test at 0·05 level.
Factor analysis of surface roughness and wettability of veneers
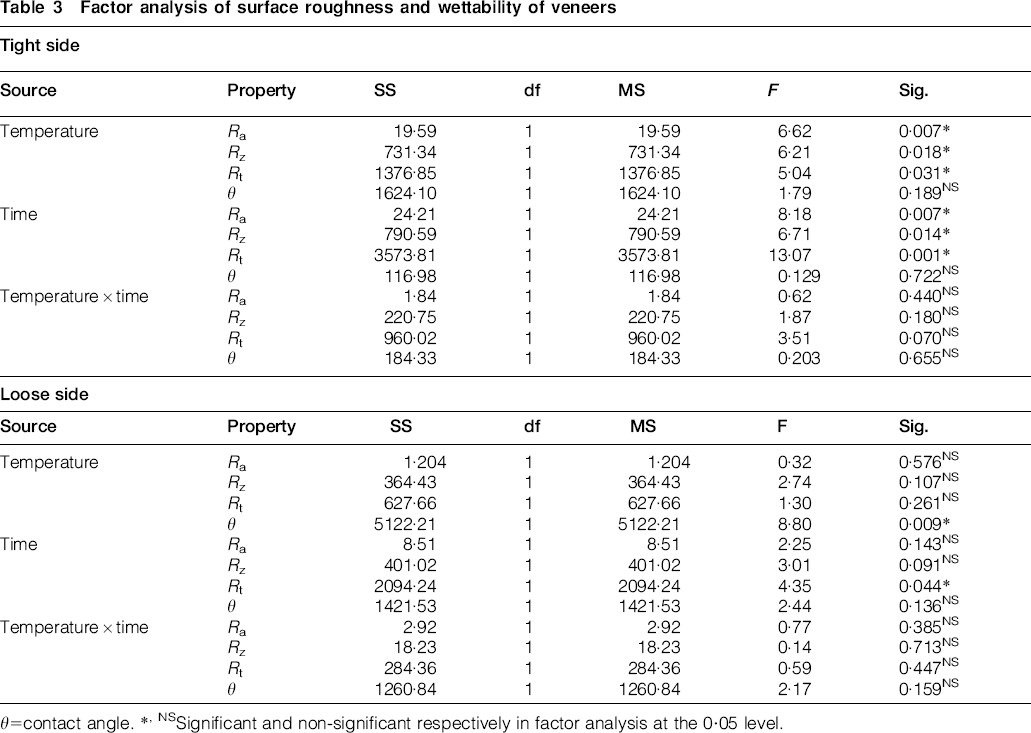
θ = contact angle. *, NSSignificant and non-significant respectively in factor analysis at the 0·05 level.
On the other hand, on the loose side, the reduction in surface roughness was significant from 140°C (Table 2). At 1 min and 140°C, Ra decreased from 12·37 to 8·73 μm (29·4% of reduction) and the Rz decreased from 70·67 to 55·54 μm (21·4% of reduction). The reduction in Rt was only significant for 140°C and 2 min, when values decreased from 113·57 to 81·11 μm (28·6% of reduction). Also, on the loose side, the factor analysis showed that the rise in temperature did not significantly reduce the roughness; this means that using 140°C is sufficient to reduce the lathe checks (Table 3). However, longer treatment did not affect Rt value.
Furthermore, comparing the sides of the veneers in relation to treatment, it was verified that before the treatment, the sides were statistically different with respect to Ra and Rz, confirming that the roughness on the loose side was greater than the tight side (Table 4). After the treatment, using only 140°C of temperature and 1 min, this difference disappeared. This indicates that the thermomechanical treatment was able to equate the surfaces of veneers.
Comparison between surface roughnesses of tight side with loose side
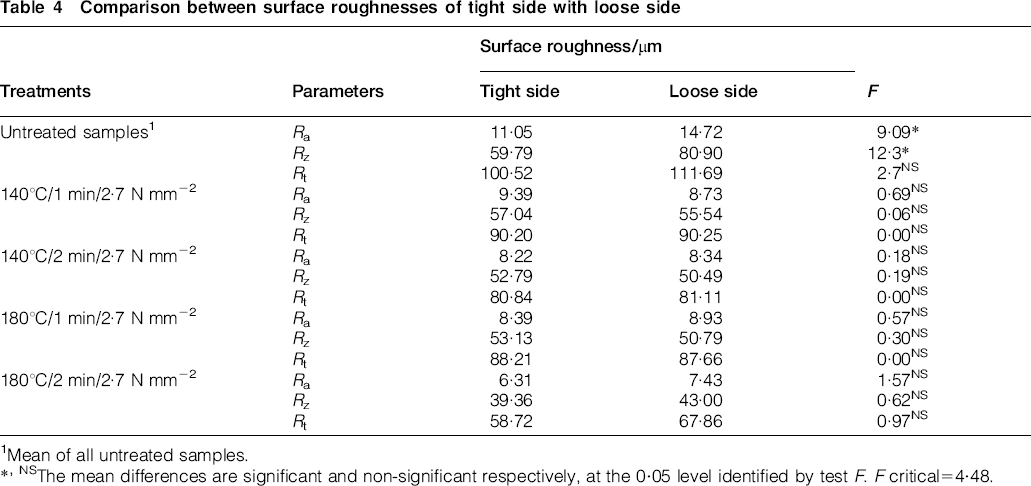
Mean of all untreated samples.
The mean differences are significant and non-significant respectively, at the 0·05 level identified by test F. F critical = 4·48.
The improvement in the surface quality of veneers was also realised in wettability measurements. A lower contact angle defines a surface with higher wettability. First, it was observed that there was a difference between the sides of veneers. On the tight side graph, before the treatment, the contact angle had been constant from 50 s until the end of measurement (Fig. 6). However, on the loose side, the contact angle reached zero at approximately 70 s, indicating that this surface is more wettable. This occurs because the lathe checks drain water quickly, increasing the wettability.
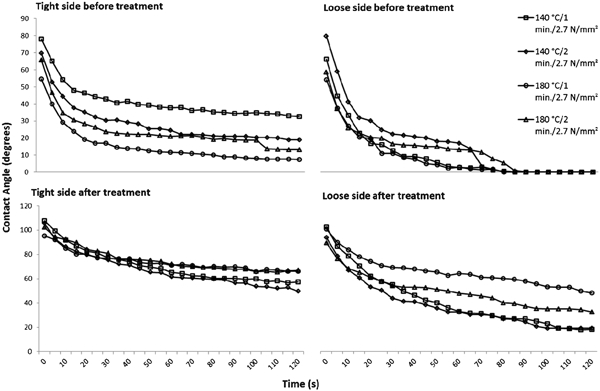
Wettability measurement in degrees per time, before and after treatment in both sides of veneers
After the treatment, it was observed on both sides that the final contact angle increased significantly, mainly on the loose side (Fig. 6 and Table 2). At a temperature of 180°C and 1 min, the contact angle on the loose side increased from zero to 34·04° and after 2 min increased from zero to 67·65°. On the tight side, the greatest increase in contact angle occurred at 180°C and 1 minute, which increased from 7·41 to 65·91° (789% of increase). Thus, to reduce the wettability on the loose side, the treatment of 180°C and 1 min at least is recommended, since the rise in time was not significant (Table 3). On the other side, without lathe checks, the use of the treatment of 140°C and 1 min was sufficient to reduce the wettability, since neither the rise of temperature nor the time was significant. According to other studies (Neese et al., 2004; Aydin and Colakoglu, 2005; Candan et al., 2010; Bekhta et al., 2012), the improvement of surface quality of veneers is very important to increase the bonding quality in bonded wood panels. Reducing the roughness, mainly on the loose side, reduces stress points between the wood surface and the adhesive, increasing the shear strength of the glue line.
Conclusion
The thermomechanical treatment densified the veneers of amescla and reduced the equilibrium moisture content, resulting in denser veneers and considerably reducing hygroscopicity. The treatment also improved the surface quality of veneers, reducing the usual problem of the peeling process, namely, lathe checks. Nevertheless, dimensional stability was impaired due to the release of compressive stresses and increased water absorption. For further studies, it is recommended to investigate a post-treatment to slowly release the compressive stresses without impairing dimensional instability.
Footnotes
Acknowledgements
Our thanks are given to Coordination of Improvement of Higher Education Personnel for granting the MS scholarship grant and Madeiranit Madeiras Ltda for donating the veneers. Also, thanks for the financial support from INCT-Madeiras da Amazônia and National Council for Scientific and Technological Development (CNPq Project # 474930/2010-6).