
Abstract
The surface quality of papers impregnated with a mimosa tannin resin and a MUF resin for application as surface coating on wood panels was compared. The impregnated papers were conditioned to 23% and 10% moisture contents and pressed on to beech plywood. Moisture content of the impregnated papers before pressing was found to influence the abrasion resistance for both mimosa tannin resin and MUF resin impregnated papers. Colour measurements were carried out to relate the different paper colours to the two different moisture contents at pressing. Mimosa tannin impregnated papers at 23% moisture content had a lighter shade compared to impregnated papers with mimosa tannin resins at 10% moisture content. Impregnated papers with mimosa tannin resin gave excellent results for water vapour resistance, cross-cut test and abrasion resistance compared to papers impregnated with MUF resin according to relevant standards.
Introduction
Wood based panels are widely used in the construction of cabinets, furniture, flooring, panelling, construction and other industrial product applications. These panels are used either in their natural state or covered. The covering materials can be paints, veneer, laminating plastics or impregnated papers (Papadopoulou et al. 2011). Many laminated wood panels are covered with resin impregnated paper (Kandelbauer et al. 2010). These impregnated papers reduce the absorption of liquid water and water vapour, retard the release of formaldehyde (Kim et al. 2006), improve the abrasion resistance and improve weathering resistance of the panel surface.
An effective approach to protecting plywood from weathering is to bond resin impregnated paper or polymer overlays to one or both of the face veneers. Knight and Doman (1967) bonded paper overlays impregnated with phenolic or cresylic resin to African mahogany (Khaya spp.) plywood and exposed the overlaid plywood to natural weathering. Some of the overlays ‘proved extremely effective in reducing colour change and surface checking (of the plywood) although none of the overlays had completely retained their colour and gloss after 9 years exposure’. Acrylic polymer overlays were significantly able to reduce weathering failure of southern pine plywood exposed to natural weathering in Mississippi for 2 years, and the same study noted that thick kraft paper overlays performed well especially when they contained a durable resin (Barnes 1976). Overlays enhance the performance of paints applied to plywood (Knight and Doman 1967; Selbo 1969). For example, Black et al. (1976) observed that overlaid and painted softwood plywood was free of checks after 10 years of exposure in Wisconsin or Mississippi.
Usually, paper impregnation is done in a double bath process; firstly in a bath containing either a mixture of melamine formaldehyde and urea formaldehyde resins or just with a urea formaldehyde resin, after which the papers impregnated with these resins are then coated in a second bath with melamine formaldehyde resin before being dried and then pressed onto a wood panel surface (Roberts and Evans 2005). However, all these resins are derived from non-renewable resources. With dwindling petroleum resources and unstable fossil fuel prices, there exists a great deal of uncertainty about the future cost of such synthetic resins. Moreover, formaldehyde emission in the environment continues to be a major health and environmental safety concern especially for aminoplastic resins (Kim 2009).
Therefore, in this study, tannins were used which are easily available, non-toxic, environmentally friendly and relatively inexpensive to substitute the synthetic resins. Besides that, tannins are phenolic materials extracted from the bark trees that have now been used industrially for some considerable time as wood panel adhesives (Pizzi 1983). The objective of this study was to determine the surface quality on the surface of the plywood overlaid with mimosa tannin resin and compare results with the surface quality of the paper impregnated with MUF resin. The impregnated papers were conditioned at 23% and 10% moisture content before being pressed. Additionally, colour measurements on the papers impregnated with mimosa tannin resin were made.
Materials and methods
Plywoods preparation
Five-ply plywoods were prepared of 2 mm thick beech veneer (Fagus sylvatica) of 300×300×10 mm dimension. The glue spread was 320 gm−2 double glue line and the plywoods were pressed at 38 bar pressure, 150°C press temperature and for 420 s. The resin used was MUF resin prepared in the laboratory as stated below.
MUF resin preparation for plywood production
The MUF resin was prepared according to a reported procedure (Zhou et al. 2012). Thirteen parts of urea and 30 parts of water were added to 116 parts by weight of formurea (a formaldehyde concentrate stabilised by urea, of mass content of 65% formaldehyde and 23% urea). The pH was set at 10·0–10·5 by adding NaOH (33% solution in water) and the temperature was brought to 92–93°C under mechanical stirring and the reaction was continued for 30 min at the same temperature. Then, the pH was brought to 5·0–5·5 by addition of 10% formic acid. After 1 h, the pH was brought to 9·5 with the addition of NaOH (33% solution in water). Forty-one parts of melamine premixed with 19 parts of water were then added to the reaction mixture. The water tolerance of the reaction mixture was checked every 10 min, while the pH was allowed to fall by itself. Water tolerance is a direct measure of the extent of condensation of the MUF resin and indicates the percentage of water in the reaction mixture that the MUF resin can tolerate before precipitating out (Pizzi 2003). When the water tolerance was about 300%, 6·5 parts of second urea was added and the pH was brought again to 9·5. The reaction was continued until the water tolerance reached 170–180%. The pH was readjusted to 9·5 and the resin was cooled and stored. The solid content of this resin was 60%, the gel time was 59 s and the viscosity was 350 mPa.
Preparation of mimosa tannin impregnating resin
Mimosa (Acacia mearnsii) bark tannin extract obtained from SILVA Chimica (St Michele Mondovi, Italy) was used to prepare the tannin resin. One hundred parts of mimosa bark tannin extract was mixed with 100 parts of water and its pH was adjusted to pH 7 with NaOH (33% solution in water). Then, 50 parts of furfuryl alcohol was added to the tannin solution. Then, 20% of formurea (from tannin extract solid) was added. The whole mixture was then mixed thoroughly for 10 min under mechanical stirring. The resin was then ready for use.
Preparation of MUF impregnating resin
MUF resins were prepared according to a known procedure exposed (Kandelbauer et al. 2010) with melamine urea/formaldehyde molar ratio of 1∶1·9 and a melamine/urea weight ratio of 47∶53. To 442·0 parts of formalin (37%) were added 119·24 parts of urea, 105·76 parts of melamine and 60 parts of water. The pH was set to 10·0–10·4 with the addition of NaOH (33% solution in water) and the temperature was brought to 90°C under mechanical stirring. The pH was then lowered to 7·8 after reaching the reaction temperature and the reaction was continued at the same temperature. The pH of the reaction mixture was allowed to fall down to 7·3–7·4 during the reaction. The water tolerance of the reaction mixture was checked every 10 min. When the water tolerance reached a value of 180–200%, the reaction mixture was cooled to room temperature. The final water tolerance was 150% at room temperature.
Paper impregnation
Papers used for impregnating the resin were laboratory filter paper of 30×27 cm dimension with 60 gm−2 paperweight. The filter papers were manually impregnated by hand in a basin filled with the mimosa tannin resin. The filter papers were soaked in the mimosa tannin resin for 2 min. A steel cylinder was used to ensure the homogeneous spreading of the resin and to remove any excess of the resin. Each paper was weighted before and after impregnation to determine the amount of impregnated resin. The resin loading was 172 ±2 gm−2. After impregnation, the papers were left on a bench for natural drying to the desired moisture content and the moisture contents were checked with a moisture meter. Final moisture content of the paper impregnated with mimosa tannin resin before pressing was 23% and 10%. Once the moisture contents were reached, the impregnated papers were then pressed on the surface of the plywood at 180°C, 30 bar pressure and 240 s. The same procedures were repeated as above using MUF resin.
Surface quality tests
The water vapour resistance test, cross-cut test and abrasion resistance test were performed according to the European Norm 438-2 (2005b), European Norm NF EN ISO 2409 (1994) and European Norm EN 438–2 (2005a) respectively. The samples for the surface quality test were cut from the plywood overlaid with mimosa tannin resin and MUF resin impregnated papers according to the standards stated. The test was triplicated for each plywood panel and the results were classified according to the standards.
Colour measurement
The colour of paper impregnated with mimosa tannin resin at 23% and 10% moisture content were measured using a colorimeter with a standard illuminant D65 and 10° circular illumination. The results were characterised by three parameters which are L*, a* and b* according to the CIE Lab system. These parameters were used to calculate the colour difference ΔE* between these samples.
Results and discussion
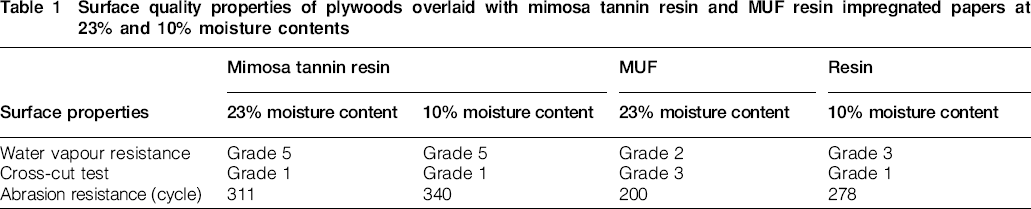
The results of the water vapour resistance, cross-cut test and abrasion resistance tests are shown in Table 1. Plywood overlaid with mimosa tannin resin impregnated paper were rated as grade 5 meaning no visible colour change during exposure to water vapour (Fig. 1a and b). However, plywood overlaid with MUF resin impregnated paper showed very poor water vapour resistance (grade 2) but still without any delamination or swelling of the impregnated paper (Fig. 1c). This may be because the urea component of the resin reduced water resistance of the cured adhesive (Pizzi 1994). Plywood overlaid with MUF resin impregnated paper at 10% moisture content was rated as grade 3 meaning that there was moderate change in colour on the surface of the paper (Fig. 1d). For the cross-cut test, plywood overlaid with mimosa tannin resin at both moisture contents and MUF resin impregnated paper at 10% moisture content were rated with grade 1, i.e. there was small detachment of coating at the intersections of cuts, affecting only 5% of the cut. The sample overlaid with MUF resin impregnated paper at 23% was rated as grade 3 because the coating came off together with the adhesive tape in various place and affected 15% of the cut. Abrasion resistance, however, was influenced by the moisture content of the impregnated paper. The abrasion resistance of samples overlaid with mimosa tannin resin impregnated paper at 10% moisture content was slightly higher than that of samples prepared at 23% moisture content. This might be because of different degrees of precondensation in different dried papers (Kandelbauer et al. 2010). During paper impregnation the resin is not completely cured, final curing is completed during hot pressing of the board (Nemli et al. 2004). The abrasion resistance of plywood overlaid with MUF resin impregnated papers for both moisture contents was lower than that of samples overlaid with mimosa tannin impregnated paper.
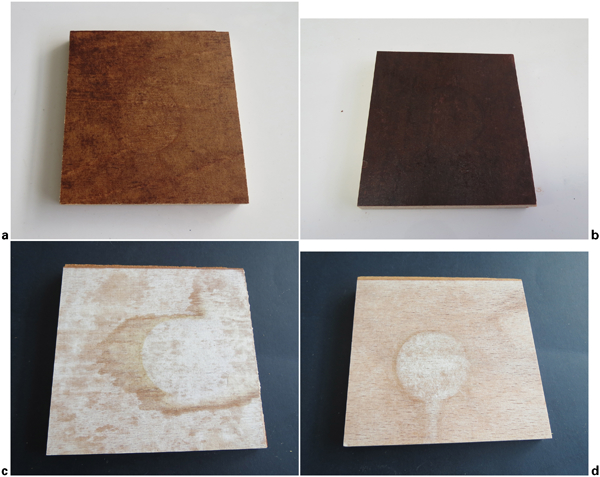
a paper impregnated with mimosa tannin at 23% moisture content; b paper impregnated with mimosa tannin at 10% moisture content; c paper impregnated with MUF resin at 23% moisture content; d paper impregnated with MUF resin at 10% moisture content
Surface quality properties of plywoods overlaid with mimosa tannin resin and MUF resin impregnated papers at 23% and 10% moisture contents
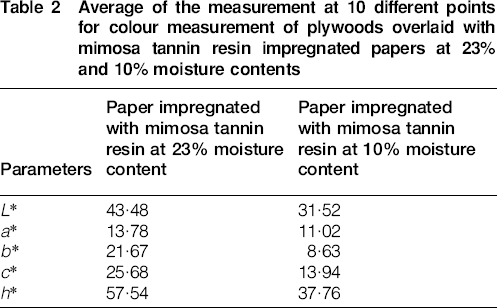
It is interesting to highlight the different colour obtained between mimosa tannin impregnated paper at 23% and 10% moisture content (Fig. 2). The paper impregnated at 10% moisture content has a much darker colour compared to the paper impregnated at 23% moisture content (Table 2). The value of L* for the former was lower than that of paper impregnated at 23% moisture content. The value of b* for the impregnated paper at 23% moisture content was higher compared to impregnated paper at 10% moisture content, indicating that the paper impregnated at 23% moisture content was more yellow. There was only a small difference in the red colour between these two samples. The colour difference ΔE* between these two samples was 17·98.
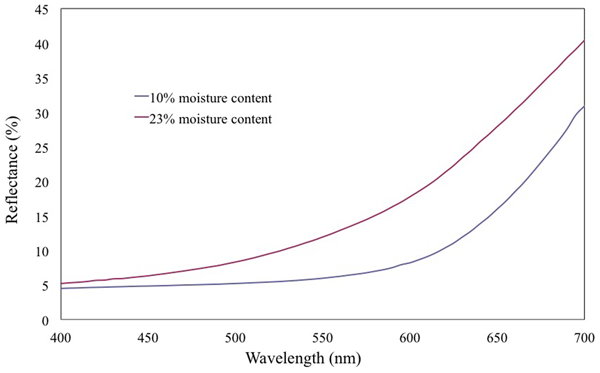
Reflectance curve of paper impregnated with mimosa tannin resin and pressed on to plywood at 23% and 10% moisture contents
Average of the measurement at 10 different points for colour measurement of plywoods overlaid with mimosa tannin resin impregnated papers at 23% and 10% moisture contents
These findings indicate that for a number of overlay applications such as in shuttering board for cement formwork, the dark colour is of no consequence, and even for dark colour decorative laminated flooring, kitchen and bathroom applications. Environmentally friendly resins of natural origin such as the tannin resins of the type presented here are suitable for industrial application and capable of substituting synthetic resins such as melamine formaldehyde resin.
Conclusions
Plywood overlaid with mimosa tannin resin impregnated paper was better when compared to the paper impregnated with a good MUF resin. Thus, darker lamination papers impregnated with mimosa tannin resin are an excellent substitute of MUF resin impregnated papers, but cannot compete with these latter for the light colours. Additional work is needed to further characterise the surface properties of the plywood overlaid with mimosa tannin resin impregnated papers such as scratch resistance, stain resistance and cigarette resistance which will be interesting for flooring and furniture applications.