
Abstract
This study determines the influence of mechanical surfacing on tensile shear strength (TSS) and wood failure percentage (WFP) of beech wood (Fagus sylvatica L.) at the wet stage according to prEN 302-1:2011 (tensile shear tests). The wood was planed, sanded and face milled, using different qualities of cutting edges and sanding grits. Roughness and wettability of the adherends were characterised, supplemented by environmental scanning electron microscopy images. The specimens were bonded by means of a one-component polyurethane adhesive and tested at the dry stage (pretreatment A1), at the wet stage (A4) and after re-drying (mA5). Results determined that the wettability and the wood structure's integrity are considered more decisive for the TSS at the wet stage than surface roughness. Planing with very dull knives caused the lowest TSS and WFP after A4 and the most subsurface damage. Face milled and sanded batches revealed the best performance. The TSS and WFP decreased significantly from A1 to A4, but recovered after mA5.
Keywords
Introduction
The performance of wooden load bearing elements, such as glue laminated timber, is influenced by various factors such as dimensions, wood properties, adhesive properties or the manufacturing process. This study is concerned with the effect of wood machining on the performance of wooden glued joints for such structural elements. Since machining parameters, like tool geometry, change significantly due to wear (Pahlitzsch and Schulz 1957; Davim 2008), various studies were concerned with the effect of changes in machining on the quality of adherend surfaces and the accordant wooden glued joints at dry stage. The present study enlarges this focus. It deals with the influence of mechanical surfacing and tool wear on tensile shear strength (TSS) and wood failure percentage (WFP) of beech wood when tested as described in the methods.
Some common techniques for the mechanical preparation of adherends include planing, belt-sanding and face milling. The effect of face milling on adherend surfaces during the dry stage was, for instance, investigated by Riegel (1997) and Heisel and Tröger (1993) who concluded that this machining principle generates surfaces of higher quality than orthogonal planing, because a properly maintained face milling machine causes less cutting forces and consequently less subsurface damage of the wood structure. Such an intact structure of the adherend helps to avoid the formation of mechanically weak boundary layers (de Moura et al. 2010). Singh et al. (2002) were concerned with orthogonal planing. Their results revealed that wear of the cutting edge leads to progressive formation of micro-clearance angles, which cause increased wood compression due to higher cutting forces. Therefore, planing with dull tools causes severe damage in the wood structure, leading to reduced substrate integrity and bonding strength during the dry stage (River et al. 1991). As Cool and Hernandez (2011b) report, the belt sanding process can be performed without seriously damaging the subsurface wood tissue. However, this heavily depends on the applied machining parameters, e.g. grit size or feed speed. In addition, the wood itself also contributes to the surfacing result, since factors like wood density, porosity and fibre angle influence the surface profile (Murmanis et al. 1986).
Little is known about the specific effect of different surfacing techniques and knife wear on the bonding performance tested at the wet stage, although various technical standards set accordant thresholds for structural elements under exterior exposure. It must also be taken into consideration that even structures that are not supposed to be exposed to water might be subjected to substantial wetting during service life (Greiner-Mai 2006). In Europe, wooden glued joints for load bearing structures have to meet the demands of EN1995-1-1 (Eurocode 5), whereas standards like CSA O112·9-04 or ASTM D2559-04 set benchmarks in North America (Table 1). Among others, Eurocode 5 refers to prEN 301:2011, which explains that adhesives for full weathering (adhesive type I) have to be tested according to prEN 302-1:2011 (tensile shear test) and other standards (delamination tests, creep tests, etc.). If the glued joints are produced by means of a one-component polyurethane adhesive, they have to meet the requirements of DIN EN15425. In this study, glued joints were subjected to the tensile shear tests. Before glue application, the quality of the machined mating surfaces was determined by examining wettability, roughness and environmental scanning electron microscopy (ESEM) images. In general, sufficient wetting of the adherend by the adhesive is important for durable bonding (Wellons 1980; River et al. 1991). Hernandez and Cool (2008b) stress the importance of good wettability for good adhesion as it is an essential precondition for mechanical and chemical interlocking and for secondary force interactions between wood and adhesive. To define a parameter for wettability, the contact angle of a fluid drop on the solid wood surface is measured. However, due to its porosity, anatomical and chemical inhomogeneity and hygroscopicity, wood is a non-ideal surface for contact angle measurements in principle (Gindl et al. 2004; Santoni and Pizzo 2011). Therefore, the measured values should be interpreted with caution.
Cited technical standards in brief
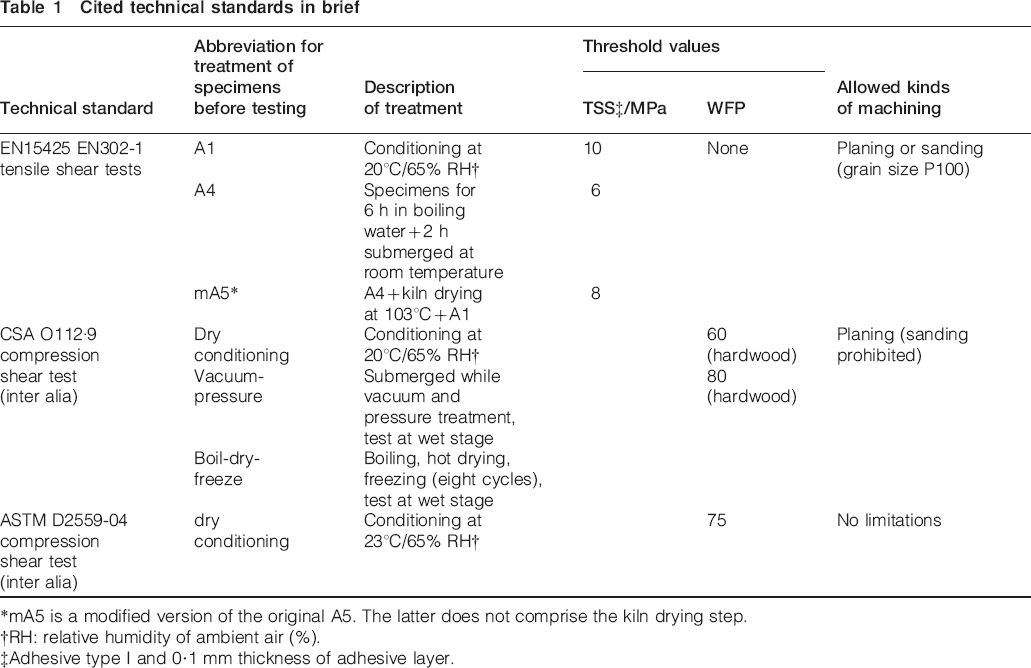
*mA5 is a modified version of the original A5. The latter does not comprise the kiln drying step.
†RH: relative humidity of ambient air (%).
‡Adhesive type I and 0·1 mm thickness of adhesive layer.
The influence of the adherends’ surface roughness on the resulting bonding quality was a matter of consideration in several studies. Hernandez and Cool (2008b) investigated the effect of surfacing methods on roughness and wettability of wood surfaces. Their findings exhibited better wettability of the rough surfaces compared to the smooth ones. Moreover, de Moura et al. (2010) concluded that an excessive reduction in roughness could even be disadvantageous for bonding due to the reduced participating adhering surface. Follrich et al. (2010) studied the dependence of the bond strength on the surface roughness of the adherends. They observed increased tensile strength with increased surface roughness. This corresponds with River et al. (1991) who describe that, up to a certain point, roughness supports bonding strength, immaterial of whether the roughness is caused by machining or by the wood's natural porosity itself. However, the various findings regarding influence of roughness on bonding performance are not fully consistent. Cool and Hernandez (2011a) examined the TSS of wooden glued joints after different machining techniques. Surface roughness was lowest after sanding (grit 80), whereas the surfaces after face milling or planing were about twice as rough. In this study, Cool and Hernandez did not find a significant influence of the roughness on TSS or WFP. The objective of the current research is to study the influence of different mechanical surfacing techniques on TSS and WFP of wooden glued joints. In particular, the focus is placed on the performance of the joints at the wet stage, since various technical standards set accordant thresholds and studies regarding this topic are very rare.
Materials and methods
Wood
Based upon prEN 302-1:2011 for tensile shear tests, boards of European beech wood (Fagus sylvatica L.) were conditioned (20°C/65% relative humidity) until an equilibrium moisture content of ∼12% was reached. Boards with ‘defects’ like wavy direction of grain, discolorations, etc. were disqualified for this study. The conditioned boards were cut to size conforming to the said standard and mixed in order to scatter wood influences over the whole random sampling.
Surfacing methods
Subsequent to conditioning, the boards were subjected to different mechanical surfacing methods as listed below in order to generate suitable joining surfaces. These procedures were repeatedly applied to each board, thus eliminating influences of previous work steps, like coarse thickness calibration (Table 2: ‘Min. number of work steps per workpiece’). Various machining parameters affect the surface characteristics (Pahlitzsch and Schulz 1957; River et al. 1991; Hernandez and Cool 2008a; Cool and Hernandez 2011a, 2011b). Therefore, the applied machine settings are listed in Table 2.
Applied machining parameters*
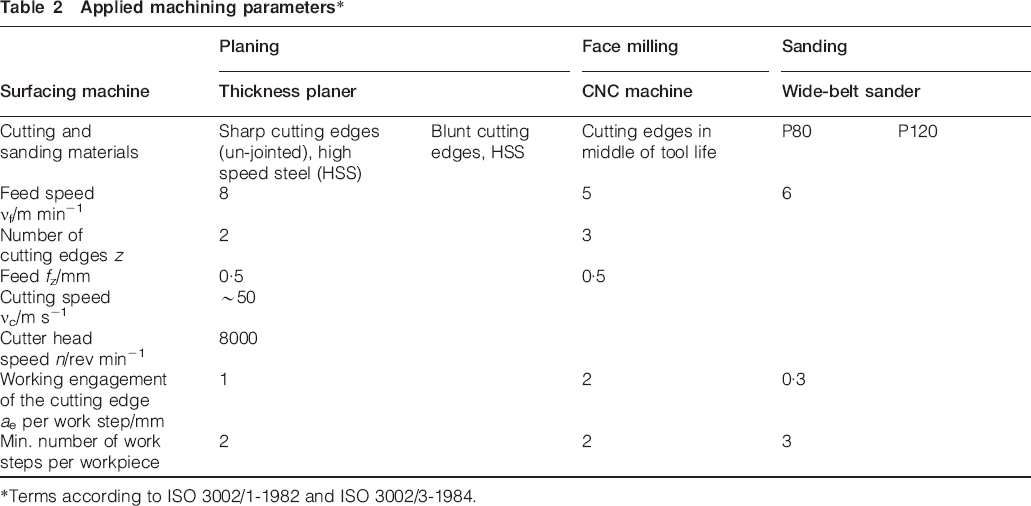
*Terms according to ISO 3002/1-1982 and ISO 3002/3-1984.
Planing
Planing was carried out on a thickness planing machine equipped with a two-knife cutter head holding the knives parallel to its rotation axis (peripheral orthogonal planing). The first pair of knives used for planing was freshly sharpened and remained unjointed (‘over-sharp’). The other pair was identical in design, but at the end of its tool life, having very blunt cutting edges. In default of a suitable standard test method for proper evaluation of the cutting edge quality, pictures of the knifes’ cutting edges were taken by means of a reflected light microscope. The experimental set-up is schematically displayed in Fig. 1. As Fig. 2 shows, the cutting edge of the over-sharp knife was ∼8 μm wide. By contrast, the blunt and rounded cutting edge revealed a micro-flank of ∼58 μm width. Such micro-flanks are formed due to progressive knife wear or by jointing (Riegel 1997; Maier 2000; Davim 2008). Knife wear leads to progressively changing tool geometry (clearance angle, wedge angle, rake angle and cutting edge) due to increased cutting forces (Pahlitzsch and Schulz 1957; Fritz and Schulze 2008).
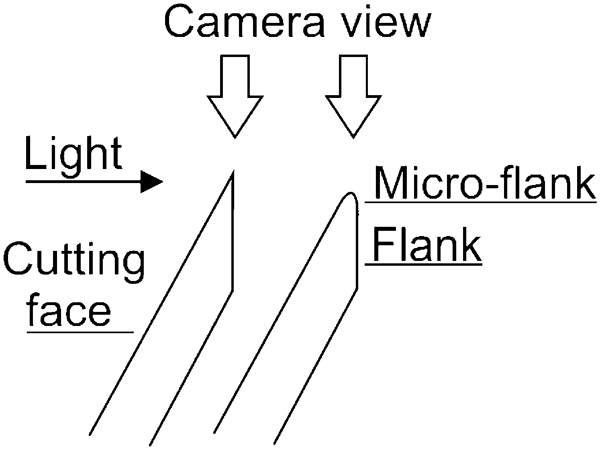
Schematic drawing of the experimental set-up for the assessment of the cutting edge qualities: left: over-sharp knife; right: dull knife
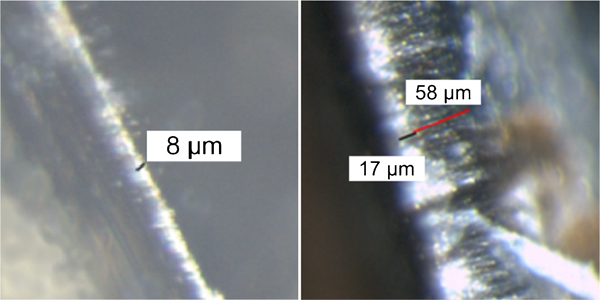
Images of the planing knives’ cutting edges: light shines from the left margin of the photograph onto the flank of the wedge; left: ∼8 μm wide cutting edge of the over-sharp knife; right: ∼58 μm wide micro-flank resulting from blunting of the edge
Sanding
In addition to planing, the standard prEN 302-1:2011 permits sanding of the adherends using grit P100, whereas CSA O112·9-04 does not allow sanding of adherend surfaces (Table 1). In the present study, the sanding treatments were performed by means of a commercial wide-belt sander provided with sanding belts of grit P80 and P120. The dust extraction system of the sander removed material lying loosely on the machined surfaces and cleaned the sanding belts to a certain degree.
Face milling
A CNC machining centre was used for the face milling. Milling of the bonding surfaces was accomplished by the three active minor cutting edges (corner radius rϵ = 1 mm) of the face milling cutter head. For further machining parameters, see Table 2.
Roughness measurement and contact angle evaluation
Within 24 h after machining, the bonding surfaces were examined by measuring roughness and contact angle. This complies with the requirements of prEN 302-1:2011, regarding the maximum time span permitted between joining surface preparation and glue application.
For the comparative evaluation of the surface roughness, a tactile measuring method was applied by means of a Hommel tester T8000 device. Surface examination was performed on the basis of DIN EN ISO 4287:2010 and de Moura (2010) on a measuring length of 4 mm with a cutoff length of 0·8 mm at a speed of 0·5 mm s−1 using a diamond tip. The surface roughness parameter Ra (arithmetic mean of the absolute ordinate values) was determined. According to Volk (2005), this parameter is preferred for the documentation of the gradual changes of surfaces due to tool wear. For each surface machining method, the assessment of the surface profile was performed five times parallel to the fibre direction (Ra ||) and five more times perpendicular to the grain (Ra ⊥). The arithmetic average value (Ra x) was calculated from these ten values for each mechanical surface treatment.
On the basis of Santoni and Pizzo (2011) and prEN 828:2010, the static contact angle θ was measured as a wettability parameter of the machined surfaces (sessile drop technique). The smaller θ is, the better is the wetting ability, because a small contact angle indicates good spreading of the fluid over the solid surface. For each batch, ten droplets (20 μL each) of aqua destillata were applied randomly onto different spots of the machined surfaces. Contact angles were measured at a frequency of two pictures per second over 30 s testing time. Data processing was done using the software ConAngle v.9 and a Gaussian filter. For better comparability, the θ after 20 s was chosen as the crucial wettability value (θ20). A θ20 corresponds with the onset of the final phase of contact angle development, which is characterised by a slow and approximately constant decrease in the contact angle over time (dθ/dt) compared to the much faster and inconsistent change in contact angle measured between 0 and 20 s of wetting time (Santoni and Pizzo 2011). After 20 s, a constant wetting rate angle (Nussbaum 1999) was reliably reached.
Bonding and sample preparation
The adherends underwent the gluing process within 24 h after surface preparation. For all the bondings, the one-component moisture-curing polyurethane (1C PUR) adhesive HB S309 (PURBOND; Sempach-Station, Switzerland) was used, which is approved for load bearing timber constructions in Europe. HB S309 (150 g m−2) was applied to one side by means of a toothed spatula. Pressing of the adherends was performed for 75 min at 0·8 MPa in a calibrated press using a pressing jig. Consequently, the pressed parts were conditioned at 20°C and 65% relative humidity for at least 1 week. The climatised pressings were cut to tensile shear test samples.
Sample treatment before testing and testing procedure
Before testing, the specimens of each surfacing method were mixed and afterwards divided into three different batches for the treatments displayed in Table 1. In the follow-up to the treatments, tensile shear tests according to the aforementioned standard were performed on a Zwick/Roell Z100 universal testing machine. At the constant testing speed of 1 mm min−1, the specimens failed between 30 and 90 s in accordance with the said standard. For each batch, 15 samples were prepared for testing. The evaluation of the WFP on the fracture surfaces of the dry specimens was performed with the naked eye.
Results and discussion
The results of the TSS tests revealed that all the tested surfacing methods generated wooden glued joints that comply with the DIN EN15425:2008 requirements for testing at the dry stage (A1). After the treatments A4 and mA5, all batches other than planing with dull knives matched the aforementioned standard. In general, the measured TSSs were lowest after A4, thus confirming the results of Richter and Schirle (2002). Within this treatment group, the face milled and the sanded (P120) batches performed best. Also within groups A1 and mA5, the face milled batches showed strongest performance, followed by the sanded (P120) specimens. Findings within each group of machining techniques reveal that the TSS diminishes at the wet stage (A4 compared to A1) but recovers by re-drying (mA5 compared to A4 and A1). Hence, the loss of strength during the wet stage is reversible (Fig. 3). Only batches planed with the blunt knives did not reveal such a recovery (mA5 compared to A1). In this study, a substantial influence of knife edge sharpness on TSS was notable only in batches that were treated with water (A4 and mA5). This result corresponds with the findings of Bustos et al. (2010). The ESEM images (Fig. 4) of the adherends planed with dull knives exhibit substantial damage of the subsurface wood tissue. Here, cells are considerably distorted and partly ruptured: a finding that corresponds with Singh et al. (2002). It is likely that swelling and shrinking enforce these damages, leading to an even weaker wood structure. After A4, the specimens were tested during the wet stage in a condition of maximum swelling, whereas during mA5, the samples had to undergo maximum swelling followed by maximum shrinking and final reconditioning to 12% EMC. Despite this, the TSS after mA5 is about as high as after A1 (except for samples planed with dull knives). It can thus be concluded that swelling and shrinking do not seriously harm 1C PUR-bonded glued joints – provided that the wood tissue is not substantially damaged. In contrast, the moisture content of the specimens at the moment of testing appears to be crucial for the TSS (Fig. 3) and WFP (Fig. 5). However, it should be noted that repeated swelling and shrinking (alternating climate tests) or varied sample geometries (e.g. bigger cross-sectional areas of the adherends) might produce different outcomes.
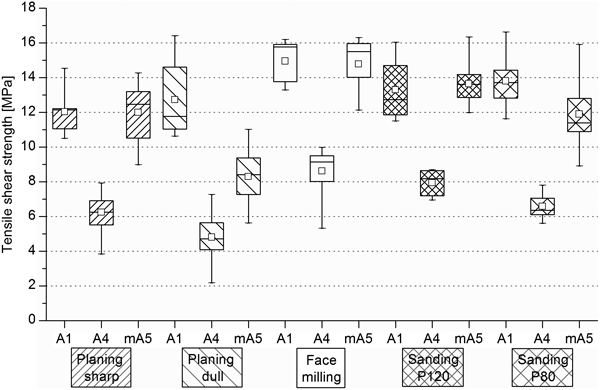
Tensile shear strength: whiskers show minimum and maximum values, square in box displays arithmetic mean value and horizontal line shows median
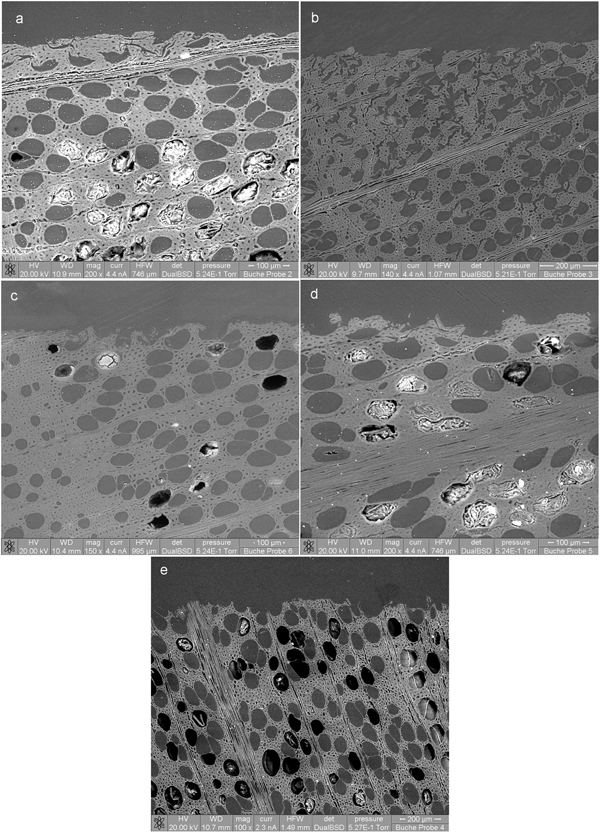
Images (ESEM) of adherend surfaces after machining: a planing sharp; b planing dull; c sanding P120; d sanding P80; e face milling
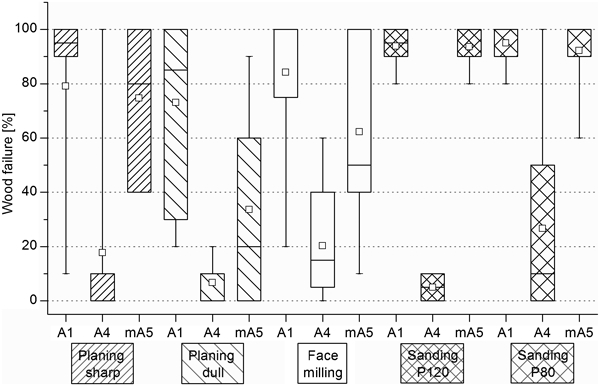
Wood failure percentage: whiskers show minimum and maximum values, square in box displays arithmetic mean value and horizontal line shows median
The inspection of the fracture surfaces revealed significantly less WFP after A4 compared to A1 (Fig. 5). After A4, none of the determined medians achieved 20% WFP. This applies to all the examined batches regardless of the surfacing method. In this respect, it should be taken into account that wood loses strength with increasing moisture content up to fibre saturation (Kollmann 1951; Niemz 1993). Obviously, the TSS of the 1C PUR-bonded joints at wet stage is not high enough to surpass the reduced cohesive strength of beech wood at wet stage. In general, the WFPs after mA5 were much higher than those after A4, which correlates with the results observed for TSS. The sanded mA5 batches performed best, while those planed with dull knives showed poorest WFP performance. The sanded batches (P80 and P120) even reveal a complete recovery of the WFP after mA5 compared to A1. Unfortunately, certain standards do not permit sanding (Table 1). In general, the boxplots for WFP display a large scatter of results and skewed distributions (Fig. 5). This goes along with the Canadian standard CSA O112·9-04, which mentions that sets of WFP data that are normally distributed are very rare.
The roughness measurements reveal that face milling, comparatively, generates the roughest surfaces by far (Fig. 6). Within the current study, no significant differences were found regarding roughness after sharp planing, dull planing or sanding with two different grits. A more detailed differentiation requires further investigations.
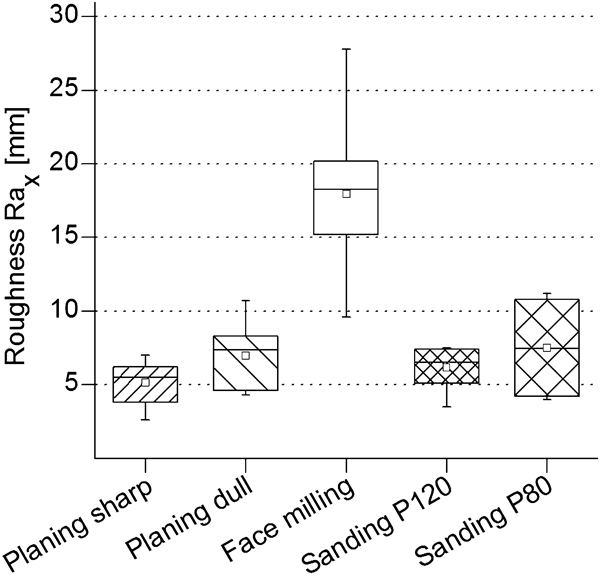
Roughness Ra (arithmetic mean of ordinate values measured within the reference length): whiskers show minimum and maximum values, square in box displays arithmetic mean value and horizontal line shows median
The results of the contact angle measurements indicate better wettability of the face milled and sanded surfaces compared to the planed ones (Fig. 7), going along with Santoni and Pizzo (2011). Cool and Hernandez (2011b) also measured better wettability on rough surfaces compared to smoother ones. The change in the sharpness of the cutting edge did not significantly change the wettability of the wood surface.
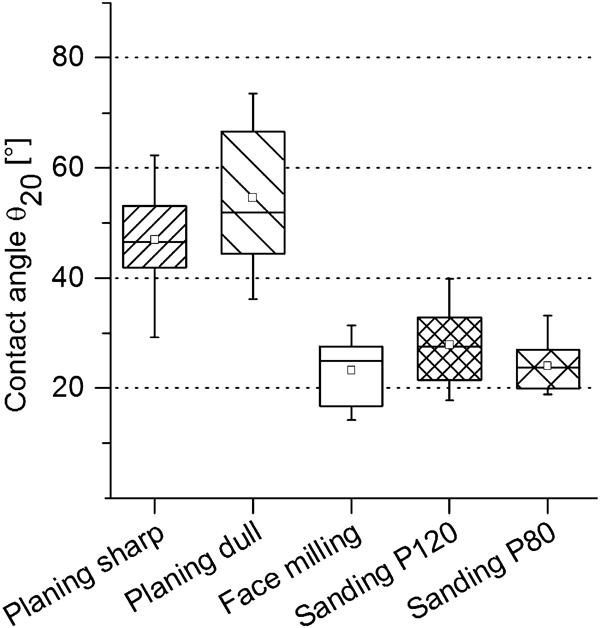
Contact angles: data points show mean out of 10 measurements; box plots: whiskers show minimum and maximum values, square in box displays arithmetic mean value and horizontal line shows median
Conclusion
Tensile shear strength
The results of the TSS tests show that wood machining not only influences wooden glued joints at the dry stage, but has an even greater influence on the bonding performance at the wet stage or after re-drying. While face milled and sanded (P120) samples showed the best over-all TSS (A1, A4 and mA5), the batch produced with dull knives showed the poorest results at the wet stage (A4). These samples did not comply with the requirements of Eurocode 5 and DIN EN15425:2008 respectively. Also the redried batches (mA5) revealed much better TSS after planing with sharp knifes compared to planing with dull knives. Therefore, planing with very dull knives should be avoided in the production of glued joints for structural wood products. Regarding the moisture dependent performance of the 1C PUR-bonded joints, the moisture content of the sample at the moment of testing revealed to be much more important than the sample's wetting history. The re-establishment of the bonding strength after re-drying is a strong indication of the major importance of secondary bonds like hydrogen bonds. Such bonds are present within the adhesive polymer as well as in the wood adhesive interphase. They are disrupted when water enters the glued joint and they can re-establish as soon as re-drying takes place.
Wood failure percentage
Generally, the outcomes of the WFP assessment should be considered with caution, since the data show quite skewed distributions. Nonetheless, the results reveal that the WFP of 1C PUR-bonded wooden joints at wet stage cannot reliably be influenced by choosing a specific mechanical surfacing method.
Roughness and contact angle
The face milled surfaces were the roughest, showing comparatively good wettability. The sanded batches also revealed good wettability, despite having about half the roughness of the face milled ones. Since these two surfacing methods generated the best TSS, roughness obviously was not a crucial factor for the strength of the joints. Indeed sufficient wettability of the adherend and integrity of the wood structure are considered as important preconditions for good bonding quality.
Footnotes
Acknowledgements
We gratefully acknowledge the financial support of this research by the Commission for Technology and Innovation KTI/CTI (Bern, Switzerland) and the Purbond AG (Sempach-Station, Switzerland).