
Abstract
Pine tannin extract has never been used before as an adhesive for plywood. Interior and exterior grade plywood panels were prepared based on various adhesive formulations with pine tannin extract on both, hardwood and softwood veneers. The best performing formulations appeared to be those in which the pine tannin was added in a proportion of 20–35% to a phenol formaldehyde or a urea formaldehyde resin or to pMDI (4,4′-methylene diphenyl diisocyanate). Mixed adhesive formulations where a small amount of pMDI was added on top of 20% synthetic formaldehyde resin gave plywood with even better performance but with shorter pot life of the adhesive mix.
Introduction
Laboratory results on some viable formulations for pine tannin wood adhesives were reported in the literature as early as 1982 when testing laboratory made particleboard (Pizzi 1982). During 1993 and for a period of some years afterwards, adhesives derived from pine bark tannin and other tannins were used industrially in the production of exterior grade particleboard and MDF (Bisanda et al. 2003; Sedano, 2010; Valenzuela et al. 2012).
Tannin adhesives in general have a long tradition of use as plywood adhesives, and several formulations have been developed (Pizzi 1977, 1979a, b, c, 1981; Pichelin et al. 1999; Ballerini et al. 2005). All these are based on the less reactive prorobinetidin and profisetinidin tannins such as present in quebracho and mimosa extracts. Otherwise, mangrove tannin adhesive for fabricating plywood was also reported in 1996 (Sowunmi 1996).
Pine tannin adhesive formulations suitable for plywood bonding have not yet been reported. The interest in environment-friendly adhesives has led to research into suitable adhesive formulations. As all procyanidin tannins, pine tannin is considerably more reactive than the tannins used at present for the existing industrial plywood adhesive formulations. Thus, pine tannin adhesives tend to be less easy to handle than mimosa and quebracho adhesives.
This paper deals with the preparation, application and testing of plywood adhesives based on pine tannin bark extract and reports the results obtained with the different formulations tested.
Work programme
A work programme was established based on experiences with firstly, plywood adhesives formulations with less reactive tannins (Pizzi 1977, 1979a, b, c, 1981; Pichelin et al. 1999; Pizzi and Scharfetter 1978) and secondly pine tannin particleboard adhesives (Pizzi et al. 1993b; Valenzuela et al. 2012).
Generally pine tannins is more difficult to use than mimosa and quebracho tannins as it has higher viscosity and is more sensitive to pH, especially, as it has very high reactivity. The pine tannin solutions had been reinforced with smaller proportions of synthetic resins and/or by means of other additives in the tests reported here; however, the tannin was the dominant component in all formulations; the formulations were based on the following principles:
Formulations 1 and 2: Control formulation was based on the reaction of pine tannin and hexamethylenetetramine (hexamine) for low formaldehyde emission, tried at both, the natural tannin pH (4·6) due to the high reactivity of tannin and a pH = 8. Formulations of mimosa tannin and quebracho tannin with hexamine are usually used at pH = 10 in order to allow the less reactive B-ring of the flavonoid units to react and contribute to the adhesive cross-linking. This was not possible for pine tannin due to its much higher reactivity; hence the lower pH was selected.
Formulations 3 and 4: This approach is based on the acceleration effect of the addition of Zn2+ salts, mainly zinc acetate, under acid, neutral or mildly alkaline conditions on the curing of phenolic and tannin resins (Fig. 1). The complex mechanism of the acceleration by zinc allows higher reactivity of both flavorous rings (A and B), yielding not only acceleration but additional cross-linking through the tannin B-rings at a pH lower than under strongly alkaline conditions (Pizzi 1979b, c). This formulation has been in current industrial use for mimosa bark tannin.
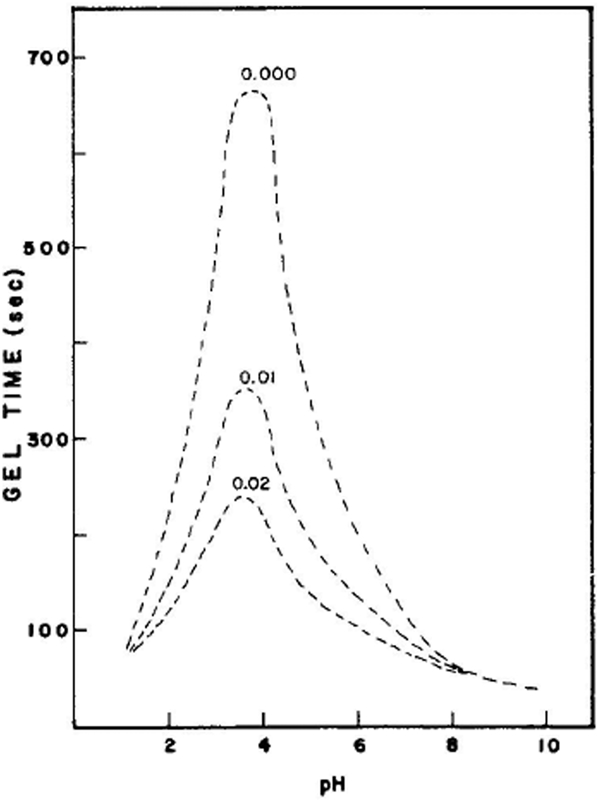
Example of schematic representation of gel time as function of pH of a tannin formaldehyde resin without addition of Zn2+ salts and with addition of respectively 1% and 2% zinc acetate on resin solids
Formulation 5: This approach is based on the copolymerisation of a high molar ratio F/U urea formaldehyde (UF) resin with the tannin in order to enhance the cross-linking of the tannin itself (Fig. 2). The UF resin functions as both, a fortifier and partially as a hardener. Cocondensation has been proven (Pizzi 1977). This approach has been used for mimosa and quebracho plywood and is still in industrial use for waterproofing of corrugated cardboard starch adhesives (1979a).
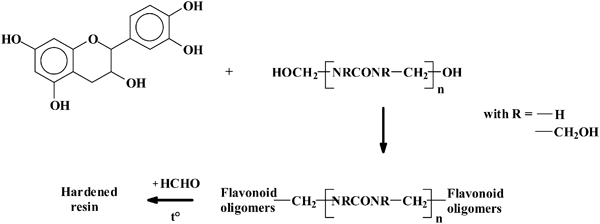
Reaction scheme of tannin urea formaldehyde adhesives
Formulation 6: This is the oldest approach for procyanidin type tannins such as pine tannin. It is based on the cocondensation of a high molar ratio F/P phenol formaldehyde (PF) resin with the tannin and following cross-linking of the tannin itself (Fig. 3) (Pizzi and Scharfetter 1978).
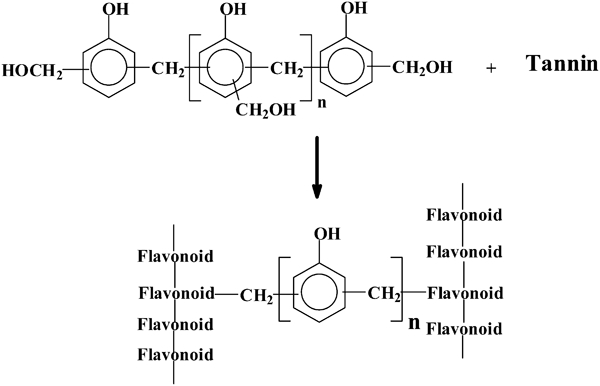
Reaction scheme of tannin adhesives fortified by coreaction with a phenol formaldehyde resin
Formulation 7: This approach is based on the reinforcement on a tannin formaldehyde resin obtained by the reaction of polymeric 4,4’ diphenylmethane diisocyanate (pMDI) with the methylol groups formed by the reaction of the formaldehyde with the tannin (Pizzi 1982; Pizzi et al. 1993a, b). It has been successfully used at the beginning of the industrial use of pine tannin adhesives for particleboard (Valenzuela et al. 2012). The development of the two simultaneous reactions of cross-linking, through methylene bridges and through urethane bridges is shown in Fig. 4. This approach was also used to upgrade further the formulations 1, 3 and 6 (see Experimental).
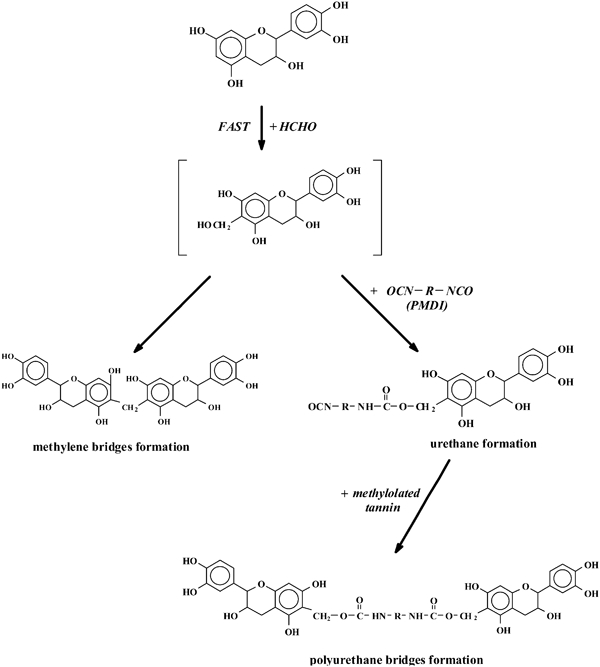
Schematic representation of various reactions between tannin, formaldehyde, and PMDI
Formulation 8: This is an experimental formulation based on the reaction of mimosa and pine tannins with furfuryl alcohol. It has been developed for mimosa tannin plywood (Hani Abdullah and Pizzi 2012) and extensively developed for the preparation of tannin based foams (Meikleham and Pizzi 1994). It is based on the competition between the reaction of tannin with furfuryl alcohol, predominantly under alkaline conditions, and the self-condensation of furfuryl alcohol which is more limited under alkaline conditions.
Experimental
Preparation of the UF resin for Formulation 5 (F5)
Molar ratio formaldehyde/urea = 1·5. Preparation procedure: 169 g 37% formalin solution was charged under continuous mechanical stirring into a glass reactor equipped with a reflux condenser and thermometer. The temperature was then raised to 30°C and the pH adjusted to 8·5 with 33% aqueous NaOH solution. First urea (58·5 g) was added; the temperature was increased to 90°C and maintained for 30 min. The temperature was then reduced to 70°C and the pH then adjusted to 5·0 by addition of 10% formic acid. After 1 h, the pH was brought to 8·5 by addition of a 33% aqueous NaOH solution. The second urea (16·7 g) was added, the reaction mixture was kept for 30 min at the same temperature and the pH was checked to be around 8·0. A third urea portion (8·4 g) was added. The reaction was continued for 30 min and then cooled down to 25–30°C. The pH was then adjusted again to 8·5 with 33% aqueous NaOH solution, and the resin was stored.
Preparation of PF resin for various Formulation 6 (F6)
Molar ratio formaldehyde/phenol = 2·5. Preparation procedure as follows: 248 g 80% phenol were dissolved in a 20% mixture of water and methanol (water 91·2 g, methanol 22·8 g) to which were added 156 g 96% paraformaldehyde fine powder (Degussa N). The reaction mixture was first kept at 40°C for 30 min under continuous mechanical stirring in a glass reactor equipped with a reflux condenser. The mixture was then heated until the temperature reached 94°C; 60 g of 33% aqueous NaOH solution was then slowly added in four equal lots at intervals of 15 min. After the addition of the last portion of NaOH solution (45 min from the start of NaOH addition), the reaction mixture was heated for a further 15 minutes to reach a total reaction time of 1 h. After a further 15 min, the reaction mixture was cooled and stored.
The pine tannin was from radiata pine from Chile. The concentration of tannin solution was around 45%. The pH was adjusted by 33% NaOH aqueous solution, the mass proportion of additives was based on tannin solids, the target viscosity by adding filler (olive stone flour) was 2500–3000 mPa s in all formulations. Different formulations are shown Table 1.
Adhesives formulations
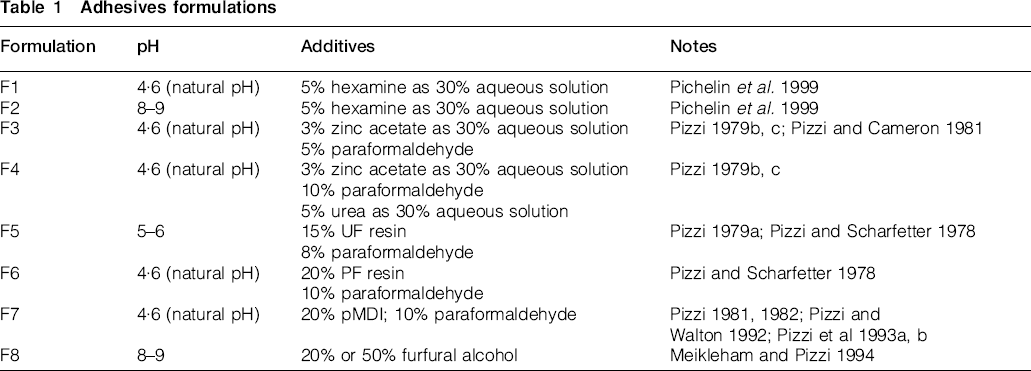
Further adhesive mixes were based on formulations as outlined above and pMDI as an additional component (% PMDI based on tannin resin solids)




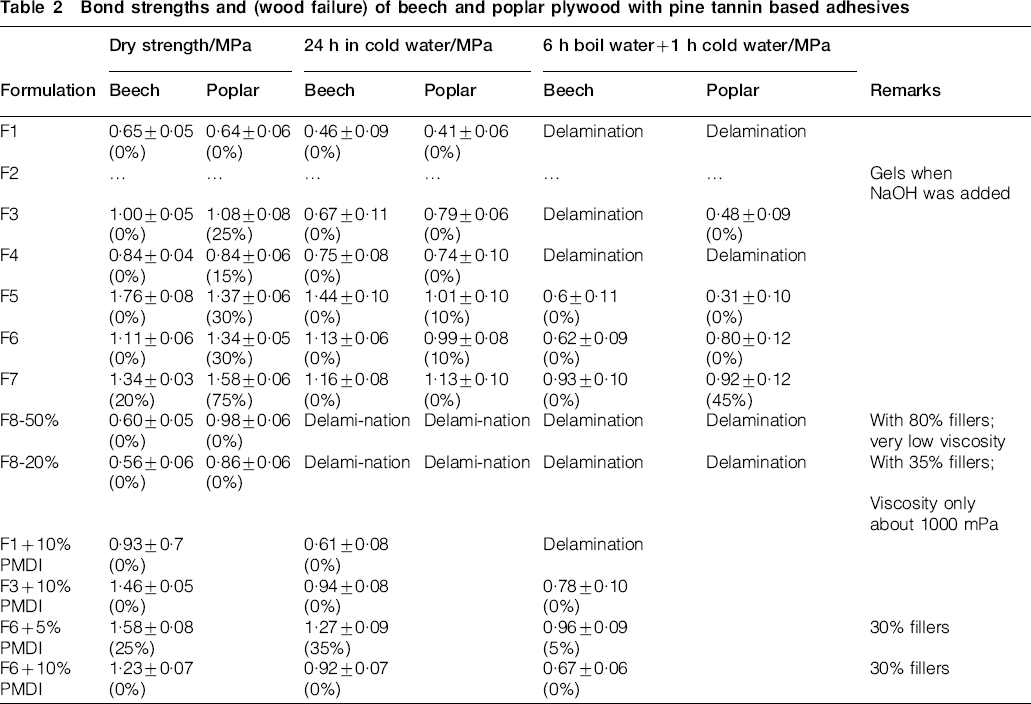
Bond strengths and (wood failure) of beech and poplar plywood with pine tannin based adhesives
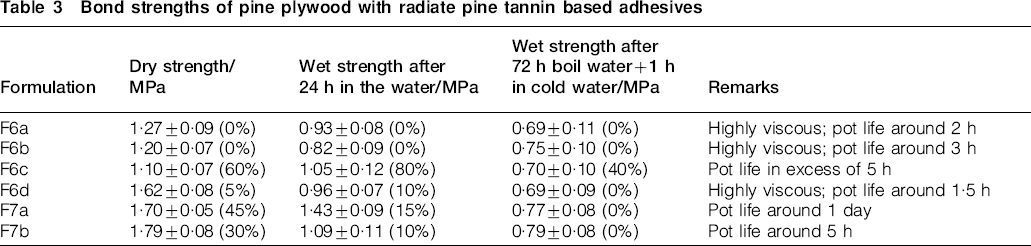
A second series of formulations was tested on pine (Pinus radiata) veneers of 2·6 mm thickness preparing three layers plywood 400×400×7·5 mm under the same press conditions as mentioned above. The results obtained are shown in Table 3.
Bond strengths of pine plywood with radiate pine tannin based adhesives
Concentration of tannin solution was around 37%. The pH of tannin solutions was natural pH without change, and the mass proportion of additives was solid, based on tannin solids. Different formulations are shown in Table 4.
Optimised adhesive formulations

The plywood panels were tested in shear tension in the dry state, after 24 h cold water soaking, and after 6 h immersion in boiling water+1 h in cold water (still tested wet), according to the standard NF EN 314-1 (2005). Each result reported in the tables was the average of 12 specimens.
Results and discussion
Beech and poplar
The results in Table 2 indicate that several pine tannin adhesive formulations for plywood can be used for exterior grade plywood (EN 314-1). The best results were achieved with two variations of formulation 6: (1) F6 fortified with 20% of a PF resin of high molar ratio; and (2) this formulation further upgraded by addition of 5% pMDI. The use of pMDI to upgrade the performance of traditional wood adhesives by yielding a certain proportion of polyurethane bridges is well established both for tannins (Pizzi 1981; Pizzi et al. 1993b) as well as for synthetic resins (Pizzi and Walton 1992; Pizzi et al. 1993a). When the amount of the pMDI added was 10%, namely, F6+10% pMDI gave worse results, because the polyurethane bridge was generated very quickly in the mixture system, so that then the viscosity of resin was very much higher and the polymerisation was very fast, so these worse results was excusable. According to the numbers presented in Table 2, the result of F7 was even better than other formulation as this formulation contained the proportion of pMDI up to 30%. What is more, without fillers being added, the cost of resin was higher naturally. Conversely, F6+5% pMDI gave the best shear strength with 30% fillers; it can save the apparent cost and be more easily applied in industrially. A second formulation also gave good results, namely, good bond strengths were also obtained with formulations F5 and F3 alone, but as regards durability (6 h boiling test) was not as good as those obtained with adhesive formulations F7 and F6+5% pMDI. Formulation F3+10% pMDI also had boiling water resistance.
F5 had good dry strength and cold water resistance in Table 2, but the boiling water resistance test was not ideal. This property was entirely consistent with control UF resin (Dunky 1998).
As regards the suitability of these formulations on hardwood such as beech and on softwood such as poplar, the dry strength results on poplar were almost always higher than the results on beech veneers. The reason was that the poplar had lower density and more permeable, so the adhesive could penetrate into the veneer more easily, and then much more plastic nail will form in the bonding phase, so it has higher strength.
Radiata pine
The results in Table 3 show the performance of radiata pine veneer plywood panels bonded with variations of formulations F6 and F7. All results obtained are rather good, the formulations in which pMDI or a high filler content were added to F6 and F7. Dry tensile strength improves in all formulations when pMDI was added. For cold water soaked specimens and for immersion in boiling water, there was no benefit from adding pMDI to formulation F6. For formulation F7, the addition of filler has no significant effect and even reduces wet strength after 24 h in cold water. One major problem appears to exist in all these formulations, namely, too short a pot life. This is due to the very high reactivity of pine tannin and it is worsened especially by the addition of paraformaldehyde, and even by addition of pMDI.
Most of the wood failure was zero in Tables 2 and 3 as the pine tannin adhesive had higher reactive and viscosity. The polymerisation was fast, so it was difficult to penetrate into the veneer, namely, the curing layer was not one composite system but only one simply resin layer. Only the poplar wood had some wood failure. This was also due the low density of wood veneer and its permeability that allowed the resin to penetrate into it. The higher wood failure and shear strength were shown in another tannin adhesive that was used for plywood (Sowunmi 1996; Hoong 2009) as these tannin adhesive were of low viscosity.
Conclusion
Interior and exterior grade plywood panels were prepared using a number of different adhesive formulations based on pine tannin extract, both on high density veneers such as beech and on lower density veneers such as pine and poplar. The best performing formulations appeared to be those where 20% of a PF resin or UF resin, or pMDI was added to the pine tannin. Mixed adhesive formulations where a small amount of pMDI was added on top of the 20% synthetic formaldehyde resin gave plywood of even better performance.