
Abstract
The moisture protection of wood coating systems is influenced by the total solid content applied as well as by the hydrophobic properties of the coating film. Water permeability, water vapour permeability and contact angle of water on wood surfaces treated with 21 different coating systems were measured. Water permeability tests were also carried out with artificial mechanical defects of the surfaces. The results showed that the influence of the total solid content applied was predominant, whereas the surface hydrophobicity was less efficient. Systems with a higher total solid content and in particular with continuous coating films showed a higher sensitivity to mechanical defects.
Keywords
Introduction
Coating systems for wood in exterior use have to fulfil a number of specific functions and thus, they contribute to protect the substrate and to enhance the durability of the coated wooden component. Moisture protection is one of the key functions of the coating and this depends on the intended end use of the coated part as a stable, semistable or non-stable element (EN 927-1 1996; EN 927-2 2006).
The moisture protection of wood coatings was investigated by numerous authors in the past and it was shown that it is influenced by a variety of factors, predominantly by the type of binder, the dry film layer thickness, surfactants in water based systems, age and condition of the coating film, etc. (Ahola 1991; Derbyshire and Miller 1996; Ahola et al. 1999; Ekstedt 2002). In recent years, hydrophobic additives gained interest in the formulation of exterior wood coatings to optimise their moisture protection. Organic silane and siloxane compounds have been used to receive coatings with high hydrophobicity in order to protect the wood from water intrusion (Mai et al. 2003). Pressure treatment with organosilico compounds showed good moisture protection of the wood (Mai et al. 2005; De Vetter and Van Acker 2005). Apart from that, a number of products on the market can be applied by brush or spraying as surface treatments without additional pressure. Most of these products have been claiming an excellent protection of wood against liquid water, while the solid content of the coating materials applied was very low and no measurable film was formed on the wood surface. Thus, the water vapour permeability of the surfaces would not be altered and the wood substrate could dry quickly in the case of high moisture content. However, in some papers, it was doubt that the pronounced water repellent effect of these treatments shows significant influence on the water protection of wood components (Turkulin 2006; Grüll 2007, Künniger and Fischer 2011). Since many products on the market combine hydrophobic additives with polymeric binders, it is unclear which of these components has a more pronounced effect on moisture protection of wood.
The objective of the present work was to investigate how moisture protection of wood coating systems for surface finishing is influenced by the total solid content applied as well as by the hydrophobic properties of the treated wood surfaces. The sensitivity of the coatings to mechanical defects was observed by introducing artificial defects in water uptake tests.
Material and methods
Coating systems and application
Twenty-one coating systems for wood surfaces, formulated with different hydrophobic additives and solid content, were included in the present study and compared to a reference system without hydrophobic additives as well as to untreated wood. Table 1 shows a description of the coating systems used and the target spreading rates.
Description of coating systems
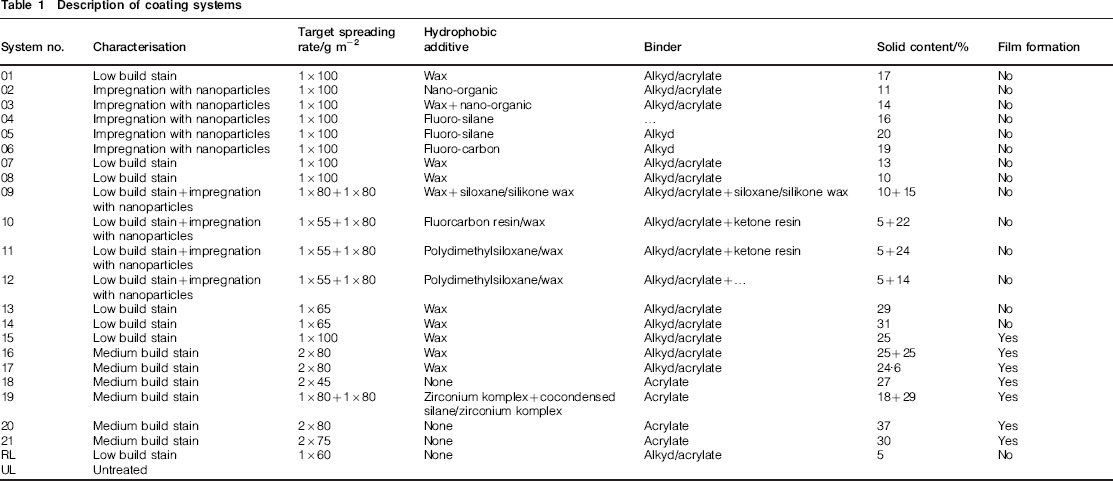
The coating systems were applied on samples of planed spruce wood (Picea abies L.) by brush with the aim to obtain target spreading rates as specified by the producers of the coating materials and listed in Table 1. During application, the actual spreading rates were measured gravimetrically. The dry film layer thickness of the resulting coatings was measured according to ÖNORM EN ISO 2808 (2007), method 6A on cross-sections of wood samples using a microscope with measurement equipment. Those coatings where no continuous film was visible under the microscope were declared as ‘non-film forming’ (Table 1).
Water vapour permeability
The water vapour permeability of the coatings was measured using the wet-cup-method according to ÖNORM EN ISO 12572 (2002) and the diffusion equivalent air layer thickness (sd-value) was calculated. The coating systems were applied on panels of spruce wood (Picea abies L.), free from knots, with average growth ring width and growth rings perpendicular to the test surface. The coatings were dried in a conditioned room at 23°C and 50% relative humidity. From these coated panels, round samples with a diameter of 90 mm and a thickness of 1·7 mm were produced with the coating on top of the wood surface. Five replicates were produced for each coating system. From each sampling position at the surface of the panels, another sample without surface treatment was taken from underneath each of the coated samples to act as a reference for calculation of the sd-values. Thus, the reference samples were taken from the same portions of wood (the same growth rings) as the coated samples.
Measurement of water vapour permeability was carried out with cups made of aluminium on which the wood samples were mounted and sealed with a ring and a rubber gasket. A saturated solution of potassium sodium nitrate (KNO3) inside these cups regulated a relative humidity of 93±3% while the cups were stored in a conditioned room at 23°C and 50% relative humidity. Mass loss of the cups was measured in regular time intervals and after steady state was reached, the water vapour permeability and sd-value were calculated from subsequent measurements according to ÖNORM EN ISO 12572 (2002).
Liquid water permeability
Liquid water permeability was measured according to ÖNORM EN 927-5 (2006). Panels of spruce wood (Picea abies L.), free from knots, with average growth ring width and growth rings 45±10° to the test surface were treated with the coating systems on one longitudinal surface. After drying of the coating systems in a conditioned room at 20°C and 65% relative humidity, the samples were cut to final size and all surfaces except the test surface were sealed with a 2 K epoxy sealer. The coated panels were conditioned at 20°C and 65% relative humidity until constant mass was reached. Then they were subjected to the leaching procedure according to ÖNORM EN 927-5 (2006) followed by conditioning at 20°C and 65% relative humidity until constant mass was reached.
After conditioning, three replicates of each coating system were tested without defects. On three other replicates of each coating system, artificial defects of the coating film were produced by cuts with a single blade knife at a depth of 0·5 mm. One cut was made in direction of the grain with a length of 100 mm and one cut was made perpendicular to the grain with a length of 36 mm on the test surface.
Liquid water uptake of the samples was measured gravimetrically in regular time intervals over a period of 72 h storage on deionised water at 20°C and 65% relative humidity. Afterwards, water release was measured by weighing in regular time intervals over a period of 96 h storage in a conditioned room at 20°C and 65% relative humidity.
Goniometry
The contact angle of distilled water was measured on the coated surfaces of spruce wood (Picia abies L.) using a goniometer. The measurements were taken 16 s after droplet deposition on six different positions on each sample. The droplets were observed perpendicular to the grain of the wood. The mean values of six positions and two contact angles on both sides of each droplet (12 values in total) were used for assessment.
Results
Table 2 summarises the results of the tests including values of water uptake in different time intervals. The dry film layer thickness could only be measured for seven coating systems, while all other coatings systems resulted in very thin and non-continuous coating films on the wood samples that could not be measured.
Summary of results
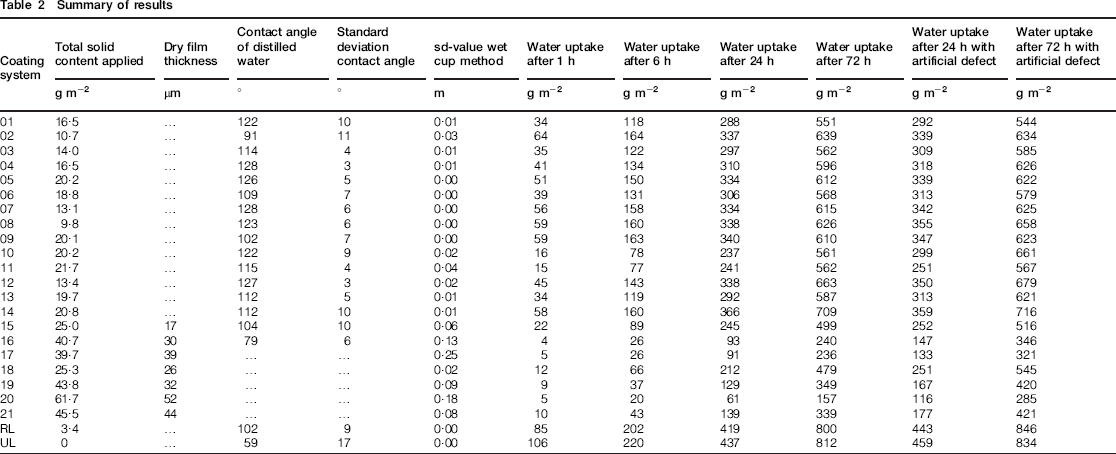
The contact angles of distilled water on all samples treated with coating systems were significantly higher than the average value measured on untreated wood. Seven coating systems (01, 04, 05, 07, 08, 10 and 12) delivered very high contact angles above 120°. Most of the other systems showed values above 100° while only the coating systems 02 and 16 lead to rather low contact angles. On all surfaces treated with coatings, the standard deviation of contact angles was smaller than on the untreated surfaces. With the coating systems 17–21, no measurements of contact angles were carried out because these systems were film forming with higher dry film thickness.
The water vapour permeability was very high for all coating systems with no film formation (01–14 as well as for the reference system). With these coating systems, the permeability of the wood surfaces was not significantly altered compared to the untreated samples. Sd-values could only be measured for the film forming coating systems 15–21, with the exception of system 18 with very high water vapour permeability.
The results of liquid water permeability are shown in Fig. 1 and can be separated in three groups: the highest water uptake was measured at the untreated samples, closely followed by the samples of the reference system. The non-film forming coating systems 01–14 showed water permeability values between 550 and 710 g/m2*72 h or g (m2*72h)−1. Finally, the film forming coating systems 15–21 had significantly lower water permeability than the non-film forming coating systems. The graphs of water uptake and release of the different coating systems in Fig. 1 showed almost parallel shapes and only a few intersections of graphs could be observed mainly in the period of water release.
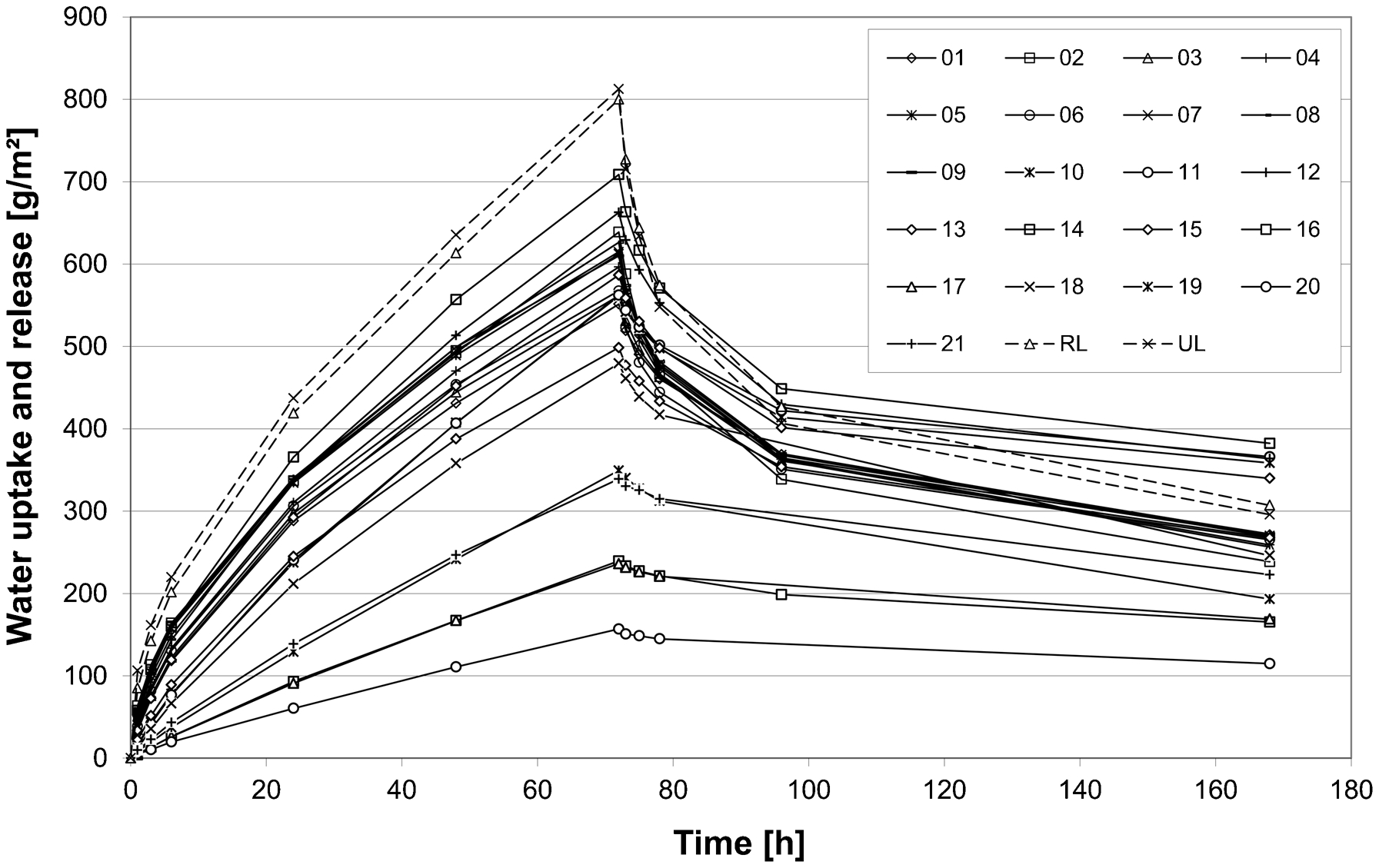
Curves of liquid water uptake and release
The effect of artificial defects on the samples on liquid water uptake is shown in Fig. 2. At most of the coating systems, the artificial defects lead to higher mean values of water uptake. However, the differences were quite low and Student's t tests for comparison of mean values resulted in significant differences only for coating systems 10, 16, 17, 18 and 20. All other systems showed no significant differences in the mean values of liquid water permeability with and without artificial defects.
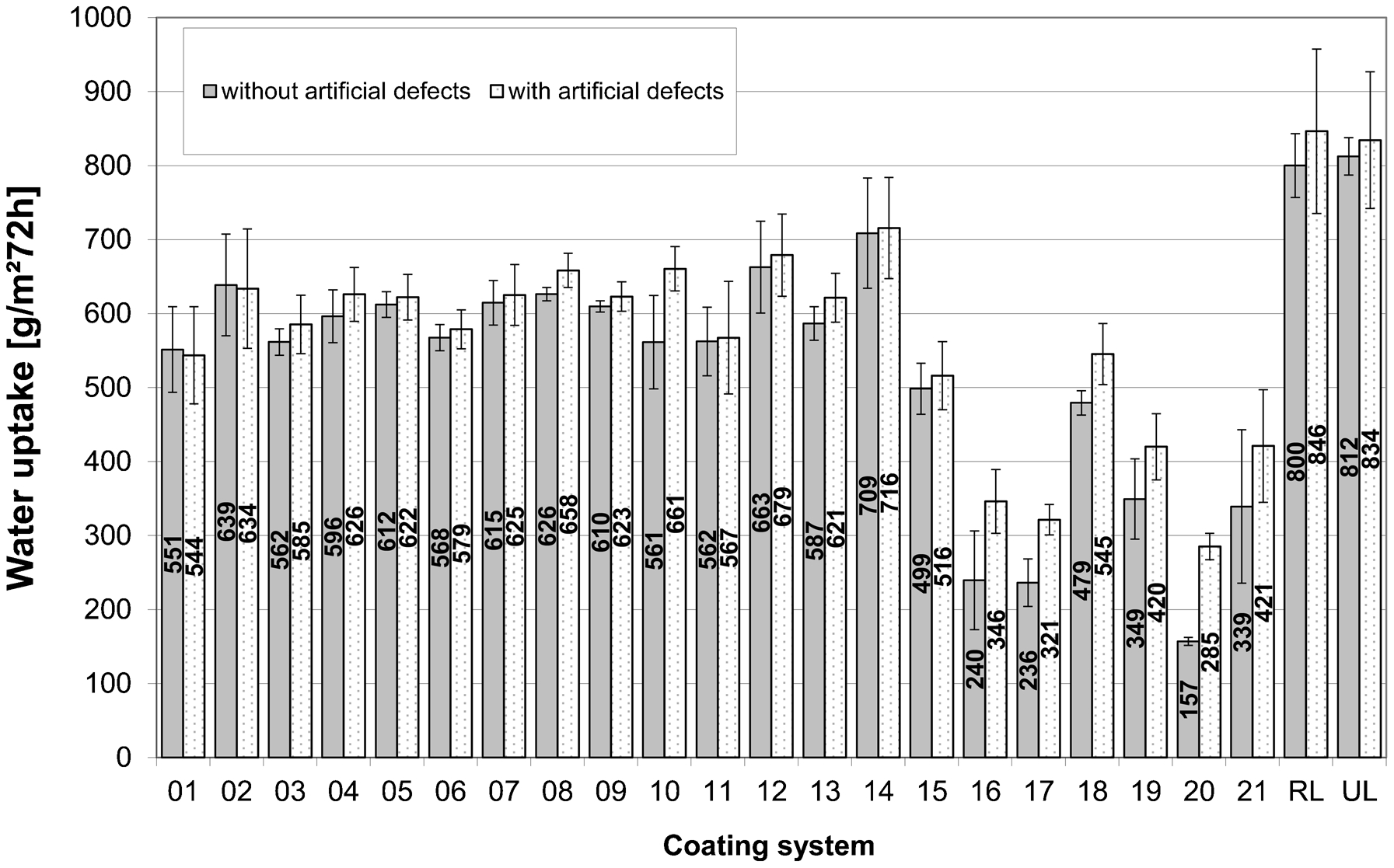
Mean values and standard deviation of liquid water permeability with and without artificial defects after 72 h
Regressions between the results described above are shown in Figs. 3–6. The curve fits used were in most cases according to the following exponential function
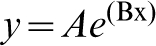
Exponential regressions between liquid water uptake and solid content applied at different time intervals
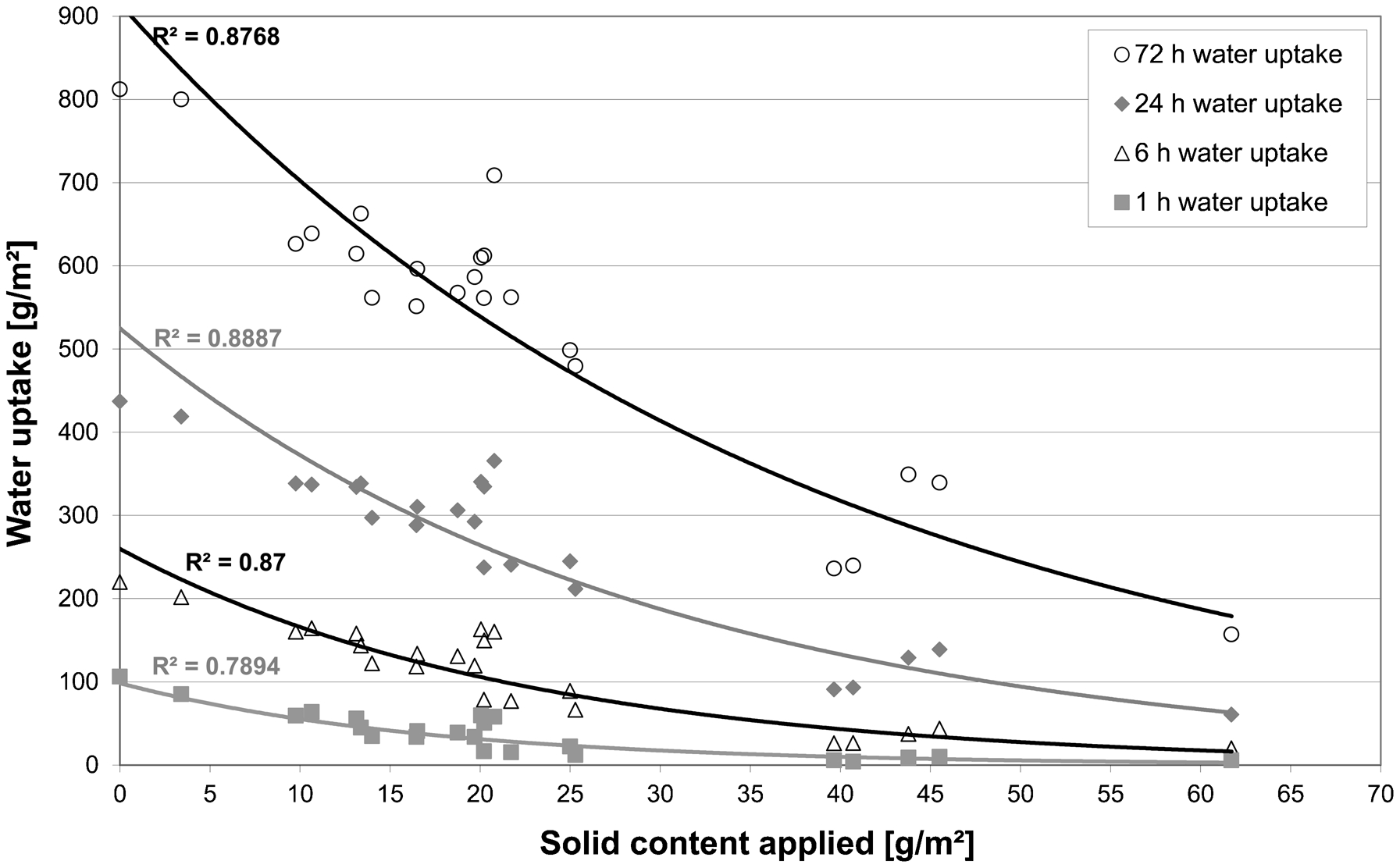
Linear regressions between liquid water uptake and contact angle with water at different time intervals for non-film forming systems
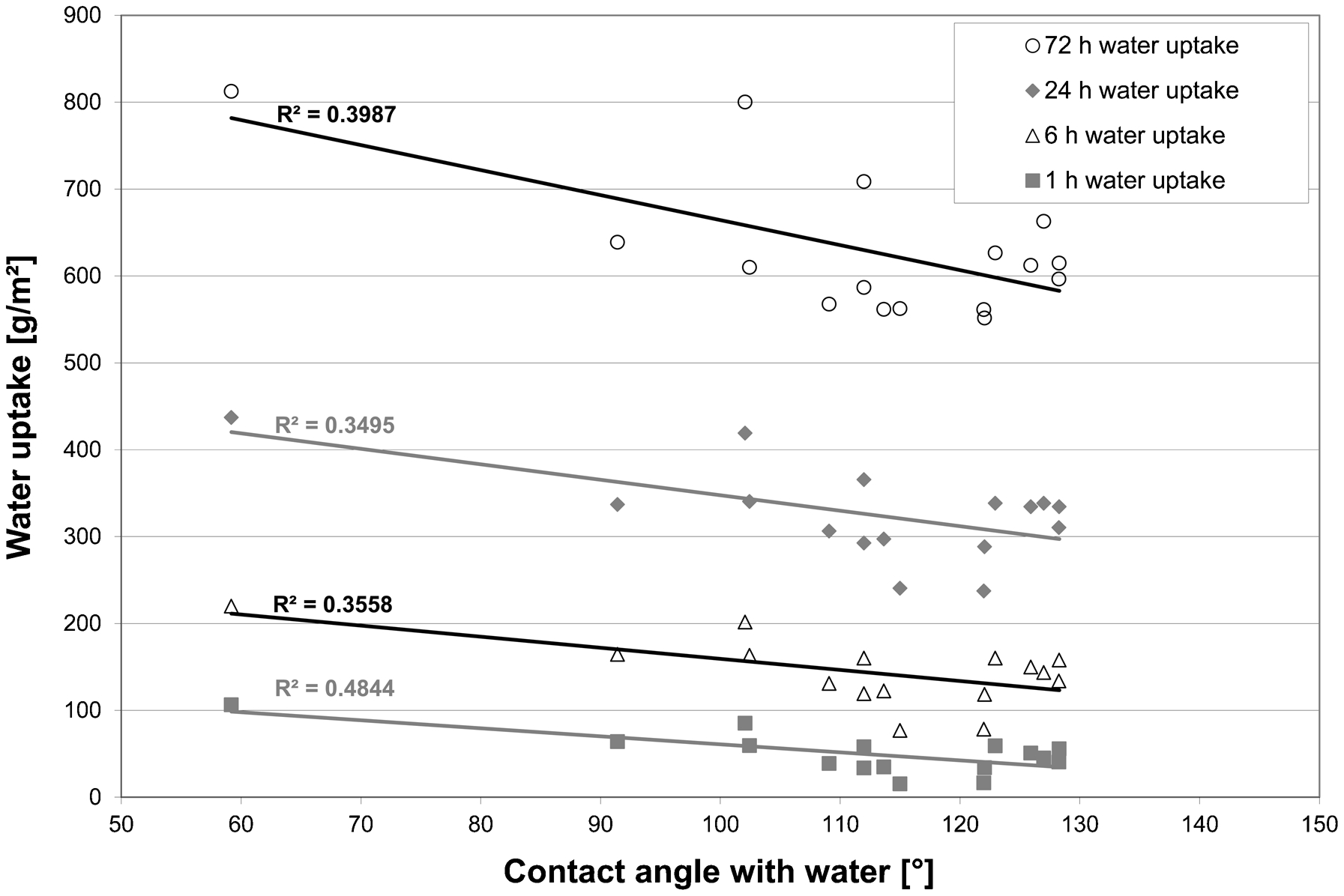
Exponential regressions between liquid water uptake and sd-value at different time intervals
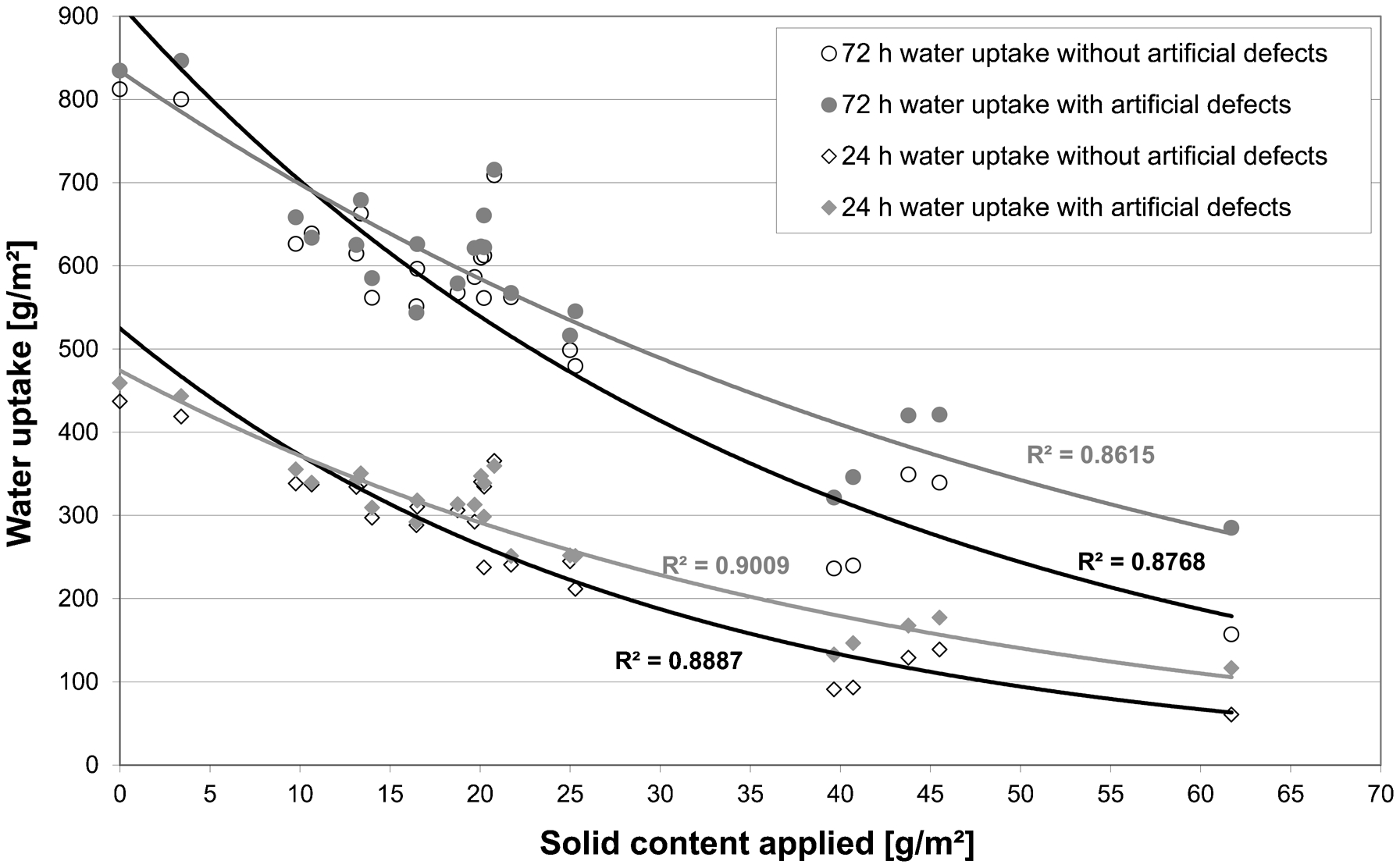
Exponential regressions between liquid water uptake after 72 h and solid content applied for samples with and without artificial defects
Only in Fig. 4, linear regression was used.
Correlations to the liquid water permeability are shown at different time intervals during the water uptake period of the trials. Figure 3 shows a very high correlation between the liquid water permeability and the total solid content of the coating systems applied on the surfaces in particular for long term water absorption over 72 h. For shorter periods of water uptake, the correlation coefficients were still high, but the curves showed a decreasing inclination. Hence, the interaction of the two factors at short time intervals was not as high as observed for long term water absorption. Smaller correlation coefficients were found between liquid water uptake and contact angles with distilled water (Fig. 4). The correlation coefficients were decreasing with increasing water absorption time, which was in contrast to the observations with the solid content applied. The film forming systems 15 and 16 appeared to be outliers and therefore, they were excluded from these correlations. High correlations were calculated between liquid water uptake and the sd-values of the coating systems (Fig. 5). Again the correlations were better at longer time intervals of water uptake. Figure 6 shows the influence of artificial defects on the correlation between liquid water uptake and total solid content applied. It became obvious that the effect of the artificial defects was higher for coating systems with higher solid content, whereas low differences occurred with coating systems comprising low solid contents.
Discussion
The coating systems 01–14 did not form continuous coating films on the substrate of planed spruce wood because of low spreading rates and solid contents of the products. This was in line with the intention to obtain coatings with high permeability for water vapour and low sensitivity to mechanical defects where a good protection against liquid water was reached by hydrophobic properties of the surfaces. In fact, the contact angle of distilled water was increased significantly by all coating systems including the reference without hydrophobic additives compared to the untreated control samples and reached very high values above 120° with some systems. Values in a comparable range were measured on spruce wood surfaces with hydrophobic coatings by Turkulin (2006) and Hora (1994), despite some differences in measurement methodology. Hence, the treatments generated hydrophobic wood surfaces, which was most likely due to the effect of the hydrophobic additives as well as the low amount of binders used. The coating treatments also lead to smaller standard deviations of contact angles compared to the measurements on untreated wood, which gives evidence that more uniform surface properties were obtained by the treatments.
With the coating systems 15–21, continuous but relatively thin coating films were obtained on planed wood surfaces. According to EN 927-1 (1996), these coating systems can be classified as low and medium build. The contact angle of distilled water measured at coating system 16 was the lowest of the coated samples, which shows no pronounced hydrophobicity of these surfaces.
The low liquid water permeability of the coating systems 15–21 indicates their better moisture protection of the surfaces caused by the coating films they had formed. Only the water permeability of the systems 16, 17 and 20 was below the threshold of EN 297-2 (2006) of 250 g/m2*72 h or g (m2*72h)−1 that classifies coatings for semistable end use. The results of coating systems 01–14 were within a close range and significantly lower than those of the untreated controls and the reference system. Hence, they yielded a certain but no excellent moisture protection of the surfaces. The results from measurements of water uptake in different time intervals showed only minor changes of the ranking of the coating systems over the whole period of the trial, which can be caused by measurement uncertainty and therefore cannot be interpreted.
The water vapour permeability of the coatings was very high, which was shown by very low equivalent air layer thicknesses (sd-values), which were even not possible to be measured for some systems. Again most of the film forming coating systems showed lower water vapour permeability due to the coating films on the wood surfaces and the higher amounts of binders applied, but still all coating systems exhibited high water vapour permeability.
The solid content applied turned out to be the factor mainly influencing liquid water permeability of the coatings. This influence gained in significance with increasing time intervals of the water uptake tests. In contrast, the effect of the contact angle with water was much less pronounced which confirms the results of Turkulin (2006). However, better correlations were found at shorter time intervals between water uptake and contact angle. This indicates a certain influence of surface hydrophobicity when the time of contact with water is short.
Most coating systems except the systems 10, 16, 17, 18 and 20 showed no sensitivity to mechanical defects by knife cuts of 0·5 mm depth. It can be assumed that the surfaces were impregnated with the coating materials down to the depth of the cuts and their hydrophobic ingredients were able to be active and to prevent moisture ingress also at the cuts perpendicular to the grain. Moreover, the absence of continuous coating films at most of these coating systems is a positive property for a low sensitivity to mechanical defects. At the film forming coating systems 16, 17, 18 and 20, however, the knife cuts through the coating film caused a significantly higher water permeability. This is an indication that the good moisture protection of these systems is caused by the coating film rather than by their hydrophobic additives. The correlations between liquid water uptake and solid content applied revealed a tendency to higher sensitivity to defects of coatings with higher solid content, which was very much influenced by the results of the film forming systems mentioned above. The only non-film forming system that showed sensitivity to mechanical defects was system 10. This might be due to a lower penetration depth of the coating materials into the wood.
Conclusion
The systems used for the present study were formulated with the intention to obtain coatings with high permeability for water vapour and low sensitivity to mechanical defects where a good protection against liquid water was reached by hydrophobic properties of the surfaces. In fact, they yielded a certain but no excellent moisture protection of the surfaces. The systems that formed continuous coating films on the wood surfaces showed better moisture protective properties compared to the non-film forming systems. All treatments generated hydrophobic wood surfaces, which was most likely due to the effect of the hydrophobic additives as well as the low amount of binders used. Moreover, more uniform surface properties were obtained by the treatments.
The solid content applied turned out to be the factor mainly influencing liquid water permeability of the coatings. This influence was gained in significance with increasing time intervals of the water uptake tests. In contrast, the effect of the contact angle with water was much less pronounced.
Systems with a higher total solid content and in particular with continuous coating films showed a higher sensitivity to mechanical defects. The absence of continuous coating films turned out to be a positive property for a low sensitivity to mechanical defects as long as the penetration depth or the hydrophobic effect of the coating materials is high enough to prevent moisture ingress at the defects.
Footnotes
Acknowledgements
The results presented in this paper are part of the research project ‘LarchCoat’. Financial support by the Austrian Research Promotion Agency as well as companies and associations of the wood and coating industries is gratefully acknowledged.