
Abstract
In this study, the moisture resistance properties of self-bonded plywood were enhanced by thermal modification. The plywood was prepared without any adhesive, using only heat, moisture and mechanical compression. It is known that self-bonded plywood or the wood welding joints suffer from delamination under moist conditions. The results show that the moisture resistance of the joints can be enhanced, i.e. the tendency of delamination can be reduced or eliminated (almost totally) by post-manufacture thermal modification. This was most probably caused by lowered water absorption, relaxation of stored strain energy and formation of crosslinks within the lignin–hemicellulose matrix. The changes in bond integrity in moist conditions as affected by different lay-up types and initial veneer moisture contents were also evaluated. Plywood from initially wet veneers was found to have greater bond stability when soaked. This might be caused by increased crosslinks, because the lignin–hemicellulose matrix is more mobile in wet conditions.
Introduction
Plywood is a wood based panel product formed by cross-laminating glued veneers and pressing these together. Generally, a fossil fuel derived adhesive such as urea or phenol formaldehyde is utilised to bond the veneer layers together during hot pressing. However, under certain conditions, it is possible to bond the veneer layers together without the use of an adhesive (Cristescu 2008). For this to occur, the veneers need to be moist enough and the pressure and temperature of the hot press, high enough (Cristescu, 2006, 2008; Okuda and Sato 2007; Ando and Sato 2010). This self-bonding of wood is termed ‘autoadhesion’ or binderless bonding. Since today the adhesives utilised in the plywood industry are based on fossil oil derivatives, it is most probable that, in the future, industries in any way dependent upon oil will face considerable challenges due to rising costs and possible scarcity of supply. During the twentieth century, there were a few periods when oil supply problems were apparent: world wars and oil crises. In those times, the wood based panel industry utilised some traditional adhesives based on renewable resources (Lambuth 1989), e.g. soybean, blood and casein glues.
In developing new technological solutions for plywood production autoadhesion could potentially provide a competitive substitute for conventional adhesives. However, at the present time, the technology is not at a stage where it could be adopted industrially and more fundamental research needs to be conducted to understand the phenomenon (Ruponen et al. 2011). A number of studies on different autoadhesion processes in wood have, however, been conducted in recent years. One such process is wood welding (Gfeller et al. 2003; Stamm et al. 2005), where dried solid wood is bonded using the vibrational movement of one wood surface against another. According to Pizzi et al. (2006), the bond is caused by the melting and subsequent flow of some of the amorphous polymeric materials, mainly lignin and hemicelluloses.
According to Cristescu (2006), self-bonding of veneers occurs more successfully when the veneers are aligned so that their grains are in the same direction. This lay-up differs from ordinary cross-laminated plywood and influences the strength properties of the final board. Cristescu (2006, 2008) succeeded in producing self-bonded plywood with pure veneers, the moisture contents of which were 9% (Cristescu 2006) and 10% (Cristescu 2008). The applied pressures varied from 4 to 6 MPa (constant pressure throughout the process), whereas the hot pressing temperatures varied between 80 and 300°C (Cristescu 2006) and between 200 and 250°C (Cristescu 2008). Cristescu concluded that hot press temperatures of minimum 225°C should be applied to ensure a good bond (2008). Whereas Cristescu (2006, 2008) successfully manufactured plywood using heat, moisture and pressure alone, Okuda and Sato (2007) were unsuccessful in their attempts to produce plywood in such a manner, noting that plywood made from sugi (Cryptomeria japonica L.) veneers (MC 12%) fully delaminated during mechanical tests. To enhance bonding, however, they spread fine kenaf (Hibiscus cannabinus L.) core powder between the veneers. In shear strength tests conducted on this material, the wood failure percentage was 82% in dry conditions and 52% in wet conditions. Ando and Sato (2008) reported similar results with 3-ply sugi veneer plywood produced using kenaf core powder and sugi powder as the binding agents. As in their studies on self-bonded plywood, Okuda and Sato (2006) reported that adhesive free chipboard employing kenaf core powder as binder performed poorly under moist conditions as well, and that the strength properties of the board decreased to a fraction of their original values after soaking and subsequent drying. However, they stated that by increasing the pressing temperature from 180 to 200°C, the water resistance properties of the boards were improved. The improvement was evident in mechanical tests performed on wet specimens, showing an increase in modulus of rupture, modulus of elasticity and internal bond strength, as well as a decrease in thickness swelling.
Hot press can be used to compress moistened solid wood as well (Viitaniemi et al. 2002). Compressed wood keeps its new shape if it is allowed to dry under continuous compression, but it swells back to near its original dimensions in wet or humid conditions (Viitaniemi et al. 2002). It is believed that this set recovery is caused by the release of internal stresses induced during compressing (Navi and Heger 2004). According to Viitaniemi et al. (2002), post-manufacture thermal treatment can be used to stabilise compressed solid wood. The process involves thermal modification at temperatures above 180°C, at atmospheric pressure and in a steam atmosphere. Dimensional stability is improved when the weight loss reaches 3%. Navi and Heger (2004) state that this elimination of set recovery is caused by the relaxation of the internal stresses induced during compressing. Welzbacher et al. (2008) carried out a thermomechanical densification process on Norway spruce (Picea abies L.) solid wood. Subsequently, they carried out an oil heat treatment process on the densified wood and found that at temperatures above 200°C, they could almost fully eliminate the compression set recovery.
Since binderless bonded plywood has a significant compression ratio, it could be compared to compressed wood. Therefore, the same thermal treatment method could be utilised to improve the dimensional stability of self-bonded plywood produced at hot press temperatures lower than 180°C. As dimensional stabilisation significantly reduces swelling in all dimensions and thus the interfacial stresses generated in moist conditions are minimised and so, bond integrity could be enhanced. This could even enable the separation of the bonding and stabilisation processes and thereby, it is possible to study both phenomena separately as it is already known that a higher temperature during the process enables more moisture tolerant bonding. However, it is not known if this higher temperature necessarily binds or stabilises the plywood.
The two objectives of this study were: (1) to research the suitability of rotary cut birch (Betula pendula L.) for the manufacture of binderless plywood at temperatures lower than those that cause major thermal degradation and (2) to study whether thermal modification, applied subsequent to the hot pressing process, could lessen or eliminate the debonding occurred at moist conditions.
Experimental methods
Wood material
The wood material was rotary cut 1·5 mm thick birch (Betula pendula L.) veneer; the average dry density of which was 574 kg m−3. The veneers were obtained commercially from a Finnish plywood manufacturer. For this study the original veneer sheets were cut to dimensions of 125×590 mm. Here, the first value defines the dimension in the grain direction. The veneers were conditioned for at least a week (RH 65%, 20°C) before the experiment, resulting in an equilibrium moisture content (EMC) of 10·2%. After conditioning, one-third of the veneers were water soaked at 20°C for 24 h.
Hot pressing
The manufacture of 8-ply panels was carried out on a laboratory hot press (Infor PM84, 44250007) utilising perforated plates on the surfaces of the panels to provide an escape of steam. Three lay-ups were hot pressed at a time. Pressing time was either 2 or 4 h. A press pressure of 6 MPa and a platen temperature of 160°C were used. The temperature was lower than in earlier studies (Cristescu, 2006, 2008; Okuda and Sato 2007; Ando and Sato 2009) to avoid major thermal degradation during the hot pressing. The pressure was decreased stepwise during the last 20 min at intervals of 5 min. The first two steps decreased the pressure by 1·5 MPa and the following three by 1 MPa. This stepwise pressure decrease imitates the commonly used plywood pressing regimes, helping to release the internal vapour pressure generated within the boards in a controlled manner and avoid delamination in the press.
Three groups were produced in this study. The groups were labelled A, B or C according to how they had been conditioned, the hot pressing regime adopted and lay-up type (Table 1). The two lay-up types differing at bond line 1 (Fig. 1) were:
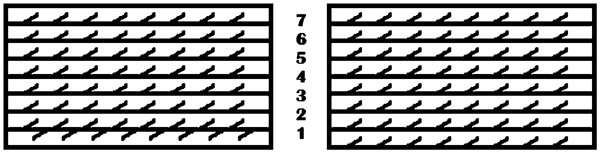
Lay-up types 1 (on left) and 2 (on right) and numbering of bonds
Plywood groups A, B and C according to their conditioning environments, hot pressing regime and lay-up type: average EMC for each group of veneers was determined after conditioning at RH 65% and 20°C

type 1: parallel laminated plywood with peeling checks facing downwards except for the bottom veneer where the peeling checks faced upwards (imitating ordinary plywood), visualised on the left in Fig. 1
type 2: parallel laminated plywood with all the peeling checks facing downwards, visualised on the right in Fig. 1.
After hot pressing, the plywood panels were left to cool down to room temperature. After having conditioned at 20°C and ambient relative humidity (approximately RH 50%) for a minimum of a week, the thicknesses of the plywood sheets were measured to determine the compression rate. This was not always possible due to local delamination (blows) which had occurred during hot pressing or afterwards due to inner stresses within the panels. Eventually, the panels were sawn into 50×50 mm specimens. It was not possible to prepare any test specimens from type 1 (i.e. group A), because of complete delamination of the bottom veneer in each board (in the lay-up the bottom, veneer was set upside down compared to the other veneers).
Thermal modification
Half of the test specimens in groups B and C were chosen to be thermally modified. These subgroups were called B ht and C ht: ht referring to heat treated. Meanwhile, the other half, subgroups B ref and C ref were left as untreated reference specimens. Thermal modification was completed at a target temperature of 200°C at atmospheric pressure for 4 h using superheated steam. The system temperature was first raised to 160°C without the presence of steam, after which hot steam was injected continuously in such a way that no condensation occurred. The degree of modification was determined by weight loss, which was based on oven dry mass before and after the thermal modification. In both cases, the specimens were dried at 103°C for 24 h. Similarly, the EMCs of the specimens before and after the thermal modification at ambient atmosphere (approximately RH 50%, 20°C) were determined before oven drying after a conditioning time of minimum a week.
Moisture tolerance
The specimens were immersed in water in an oven dried condition and the moisture content as well as the degree of bond integrity were determined over the first 150 h of submersion. The bond integrity degree was determined using a non-destructive qualitative method, which was based on the visual and tactile evaluations of the bond integration for each bond. The tactile evaluation involved the gentle probing of panel edges, and little force was used to ensure that the delamination would not advance because of the probing. Both the visual and tactile evaluations were performed one bond at a time. Bond integrity for each bond was 100% before submersion, indicating a complete (intact) mechanical bond, while 0% expressed complete delamination. This choice was based on practice for estimating the percentage of wood failure in adhesive bonded joints presented in ASTM D5266 (2005). During the immersion, delamination advanced either rapidly, slowly or hardly at all; untreated specimens often delaminated fully in seconds, whereas the thermally modified specimens might have shown only minor delamination on the edges. In cases where the delamination advanced slowly, the degree of bond integrity was periodically assessed using the visual and tactile methods outlined above. A similar test was reported by Ruponen et al. (2010) and there are similarities with the test arrangements presented by several other researchers (e.g. Omrani et al. 2009; Ando and Sato 2010; Mansouri et al. 2011).
Results and discussion
Veneers and plywood
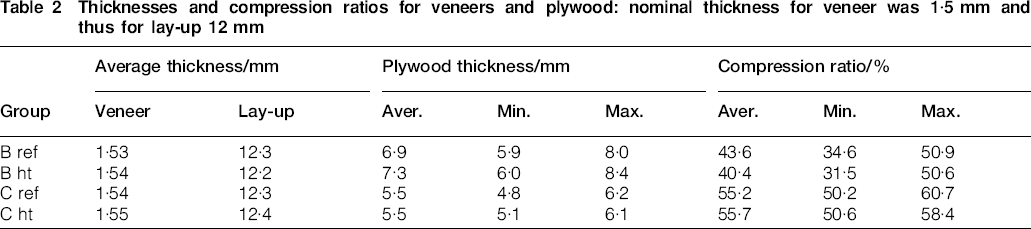
The nominal thickness of veneers used in this experiment was 1·5 mm, resulting in a nominal plywood lay-up thickness of 12 mm (eight plies). However, because of conditioning (RH 65%, 20°C), the true average veneer thickness was 1·54 mm and the average lay-up thickness therefore 12·3 mm (calculated from the measured veneer thicknesses). As there were no stops used during hot pressing, the final thicknesses of the manufactured plywood sheets varied between 4·78 and 8·45 mm, with the average being 6·58 mm. Because of these variations in thickness, the compression rates varied as well, from 31·5% to 60·7%, with the average being 46·4%. The compression ratios, as well as the thicknesses of veneers and plywood, are presented in Table 2, which shows that the wetter veneers (group C) clearly compressed to a greater extent.
Thicknesses and compression ratios for veneers and plywood: nominal thickness for veneer was 1·5 mm and thus for lay-up 12 mm
The successfulness of veneer self-bonding varied greatly from group to group. As already mentioned, the bottom veneer in group A specimens always delaminated from the rest of the board, most probably because of the reversed orientation of peeling checks in the bottom veneer (as in ordinary plywood). The reverse orientation may have led to an unbalance within the structure, resulting in inner stresses that eventually led to delamination. Regardless of the cause, these findings suggest that it is advantageous to lay up the veneers not only with the grain direction running parallel, but also with the peeling checks oriented in the same manner.
Self-bonding was more successful in groups B and C, where the orientation of peeling checks was consistent in each layer. Group C test boards (manufactured from water soaked veneers) were thoroughly bonded, whereas group B test boards (veneers conditioned at RH 65%) featured some local non-bonded or delaminated areas. The success of group C is an interesting finding, because it implies that rotary cut birch veneers bond optimally when they are wet, possibly even green. Optimal bonding in the green condition would mean that no drying is needed after peeling. While not common, the use of wet veneers is not a new concept in the plywood industry (Wood 1963): moist or even non-dried veneers have been used with blood albumin and casein glues in processes called semidry gluing and wet gluing. Wet raw material is also used in the shape drying of wood (Viitaniemi et al. 1997) and the compression of solid wood (Viitaniemi et al. 2002), taking advantage of the improved formability of moist wood. Moisture improves the formability of wood, most likely by improving the mobility of the lignin–hemicellulose matrix and by increasing contact area.
The success of group C is an interesting finding also because it is in contrast to earlier work (Ruponen et al. 2010), which showed that self-bonded plywood from soaked rotary cut Norway spruce veneers suffered from severe moisture induced blows during hot pressing. The differences in moisture behaviour between the spruce boards and the boards manufactured in this work may derive from differences in veneer permeability and veneer thickness (1·5 mm compared to 3·5 mm). The permeability of spruce is greater than that of birch, possibly resulting in a build-up of vapour pressure within the spruce lay-up during hot pressing. The higher veneer thickness may also have contributed to the build-up of vapour pressure within the spruce boards.
As for other relevant board characteristics, the cracking and stiffness of the boards were also evaluated. Although shrinkage-induced cracking was apparent in some of the veneers in this study, the cracking was not as extensive as previously found for soaked rotary-cut Norway spruce veneers (Ruponen et al. 2010). As with bond adhesion, the lower degree of cracking may be because of differences in veneer permeability, veneer thickness or the number of veneer layers (8 compared to 5). With regard to the stiffness of the boards, the 8-ply birch plywood manufactured from soaked veneers was clearly stiffer than the other birch or spruce plywood boards. The differences were significant enough to be clearly observable upon manual bending of the boards. The superior stiffness of the plywood from soaked veneer is most likely because of a combination of successful bonding and reduced cracking, although the relatively high density of the group C boards (1047 kg m−3 for heat treated boards, 1281 kg m−3 for untreated reference) may have played a role as well.
Thermal modification
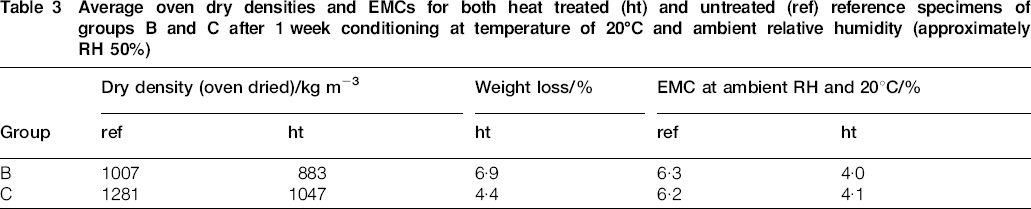
The thermal modification of the boards was successful, with group C boards reaching an average weight loss of 4·4% (with a minimum of 3·8% and a maximum of 4·9%) and group B an average weight loss of 6·9% (with a minimum of 5·5% and a maximum of 8·3%). According to Viitaniemi et al. (2002), compressed solid wood is stabilised when a 3% weight loss is reached in thermal modification in a steam atmosphere, using atmospheric pressure and a temperature above 180°C. In this experiment, the 3% limit was reached in each specimen. The successfulness of the modification may also be seen from Table 3, which shows how the thermal modification clearly reduced both the dry density and the EMC of self-bonded plywood. The EMCs of both B and C specimens were reduced by approximately 35% at 20°C and ambient relative humidity.
Average oven dry densities and EMCs for both heat treated (ht) and untreated (ref) reference specimens of groups B and C after 1 week conditioning at temperature of 20°C and ambient relative humidity (approximately RH 50%)
Bond integrity
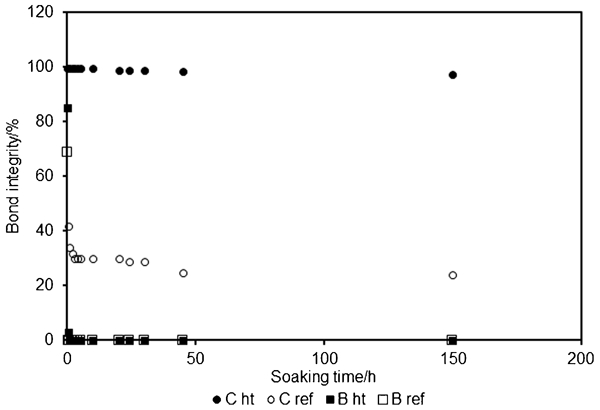
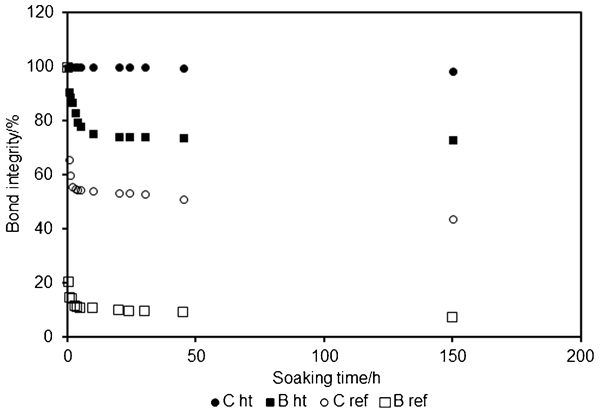
Bond integrity as a function of soaking time is shown in Figures 2–5. Figure 2 presents the bond integrity degrees for bond 7 (topmost bond) and Figure 3 for bond 1 (bottom bond). Since bonds 1 and 7 were both the outermost bonds, their delamination was assumed to progress at equal rates upon exposure to moisture. This, however, was the case only in subgroups C ht (heat treated plywood from soaked veneers) and B ref (untreated plywood from drier veneers); in subgroups C ref (untreated plywood from soaked veneers) and B ht (heat treated plywood from dried veneers), the two bonds opened at very different rates. In subgroup C ref, the bottom bond partially delaminated very rapidly, while the top bond showed significant resistance to delamination. In subgroup B ht, the bottom bond again delaminated rapidly, while the top bond delaminated at a reduced rate, stopping at around 45%. The rapid bottom veneer delamination (bond 1) may have occurred because the lay-ups were placed directly upon the hot platen before compression, resulting in excessive drying and failed autoadhesion. However, it should be noticed that drying was not an issue in subgroup C ht, where no rapid bottom veneer delamination was observed. It is possible that these veneers were able to retain sufficient moisture because of their high initial moisture content, thus negating the drying effect of the hot platen. Heat treatment also significantly contributed to the stability of the bonds, as evidenced by the clear differences between subgroups C ref and C ht. Therefore, the hypothesis about the use of thermal modification as stabilising post-treatment for binderless plywood is strongly supported.
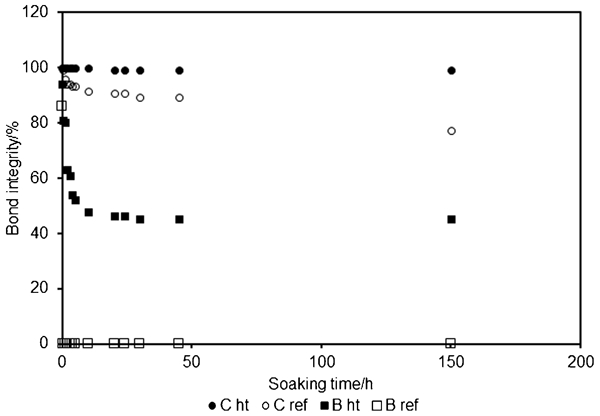
Bond integrity degree as function of soaking time regarding top bond (bond 7) of all plywood types: C refers to plywood from soaked veneers, B to plywood from veneers conditioned at RH 65%, ht to heat treated and ref to untreated reference specimens (n = 10)
Bond integrity degree as function of soaking time regarding bottom bond (bond 1) of all plywood types: C refers to plywood from soaked veneers, B to plywood from veneers conditioned at RH 65%, ht to heat treated and ref to untreated reference specimens (n = 10)
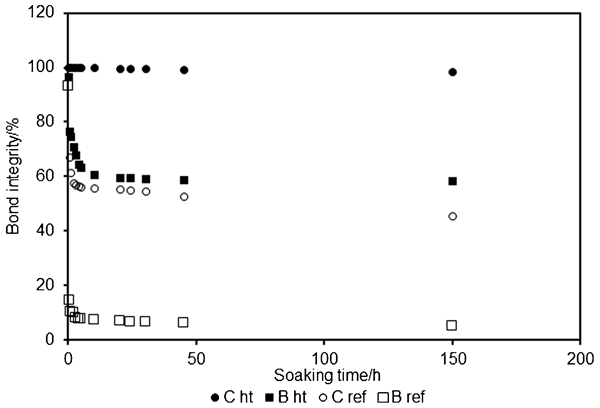
Bond integrity degree as function of soaking time regarding inner bonds (bonds 2–6) of all plywood types: C refers to plywood from soaked veneers, B to plywood from veneers conditioned at RH 65%, ht to heat treated and ref to untreated reference specimens (n = 10)
Bond integrity degree as function of soaking time regarding all bonds (bonds 1–7) of all plywood types: C refers to plywood from soaked veneers, B to plywood from veneers conditioned at RH 65%, ht to heat treated and ref to untreated reference specimens (n = 10)
Figure 4 presents the average degrees of bond integrity for the inner bonds (bonds 2–6) of all immersed plywood specimens. The outermost bonds were excluded from this figure as they are the most susceptible to premature drying during hot pressing and the most susceptible to moisture during soaking. The outermost bonds were, however, included in Fig. 5, which shows the average degrees of bond integrity for all bonds (1–7). Comparison of Figs. 4 and 5 shows no significant differences between the two, except in the case of subgroup B ht, where the inclusion of the outermost bonds notably reduces average bond integrity. As previously proposed, the poor integrity of the outermost bonds, especially the bottom bond, may be because of excessive drying before hot pressing.
Figures 4 and 5 also suggest that a combination of veneer soaking before hot pressing and post-manufacture heat treatment is an effective means of improving the bond integrity of binderless birch plywood, with the subgroup C ht retaining almost all of its integrity throughout the soaking period. The stabilising effect of heat treatment is most likely because of the combined effects of reduced water absorption capacity (Metsä-Kortelainen et al. 2006), the relaxation of stored strain energy and the formation of crosslinks within the lignin–hemicellulose matrix (Navi and Sandberg 2012). The effect of heat treatment on moisture absorption is demonstrated in Fig. 6, which shows the moisture content of specimens as a function of soaking time. Heat treated specimens maintained a significantly lower moisture content throughout the soaking period than the untreated controls, and their moisture content increased at a notably slower rate. This is well in line with the literature (e.g. Metsä-Kortelainen et al. 2006).
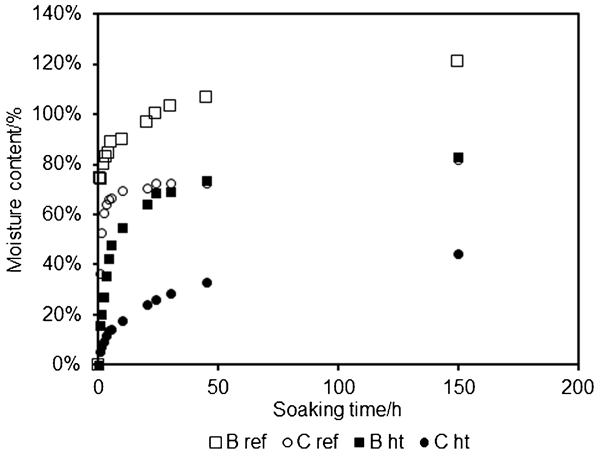
Moisture content as function of soaking time for all plywood types: C refers to plywood from soaked veneers, B to plywood from veneers conditioned at RH 65%, ht to heat treated and ref to untreated reference specimens (n = 10)
Additionally, plywood manufactured from soaked veneers moistened slower and maintained a lower moisture content than plywood from conditioned (RH 65%) veneers. This, along with the greater bond stability of plywood manufactured from soaked veneers, suggest that a higher internal vapour pressure within the board during hot pressing induces similar effects than post-manufacture thermal modification, but to a lower extent. In addition to greater bond stability during submersion, the use of soaked veneers may also result in a greater number of crosslinks. This may be because the lignin–hemicellulose matrix is more able to deform, i.e. more mobile, in the wet condition, enabling a greater number of crosslinks. Also the contact area is greater for wetter wood. Regarding the crosslinking mechanisms potential ones include the self-bonding mechanisms suggested for binderless boards from kenaf powder, namely, those related to the condensed structure of lignin and bonds derived from carboxylic acid, e.g. ester bonds (Okuda et al. 2004).
Although the positive effects of veneer soaking and heat treatment were obvious in this work with birch, previous experiments (Ruponen et al. 2010) found that none of the tried parameter combinations could prevent the delamination of spruce plywood. Another difference between the birch and spruce panels is that the moisture induced structural changes seem to occur more quickly within the birch boards than the spruce. This might, once again, derive from the differences in permeability.
Finally, it should be remembered that although thermal modification may improve the moisture stability of binderless plywood, heat also reduces the mechanical properties of wood as a result of thermal degradation of hemicelluloses. The load carrying capacity of boards may therefore decrease because of a reduction in plywood thickness, despite the stiffness increase as a result of increased density. It should also be remembered that rather long hot pressing times (2 and 4 h) were used in this experiment to ensure successful self-bonding. These pressing times probably were unnecessarily long, and consumed significantly more energy than the production of ordinary plywood. To reduce energy consumption the pressing times need to be determined more accurately in future studies, i.e. the hot pressing time must be minimised. This is crucial for any industrial application that might derive from this phenomenon. However, more studies are needed to understand and control the autoadhesion phenomenon.
Conclusion
The autoadhesion of veneers in plywood production can be performed using heat, moisture and mechanical compression, but the veneers that have been bonded together without any adhesives suffer from delamination in moist or wet conditions. To combat this problem, this study investigated the effects of lay-up type, veneer conditioning (humid air or soaking) before hot pressing and post-manufacture heat treatment on the delamination behaviour of binderless birch plywood. The manufactured specimens were soaked, and their delamination was evaluated visually and by gentle probing on the edges. The results showed that the application of heat treatment could almost completely eliminate the delamination of self-bonded birch plywood upon water soaking. However, this was possible only when plywood from soaked veneers was used as it had a greater starting bond stability than the plywood from humid air veneers. Hot pressing of wet veneers most likely enables a greater number of crosslinks because of the increased contact area and the increased mobility of the lignin–hemicellulose matrix. The results of this experiment also showed that to ensure an adequate bonding, the veneers should be aligned in such a way that the peeling checks have the same orientation and face either downwards or upwards in all layers. Hiding the peeling checks as in ordinary plywood resulted in complete delamination of the bottom bond.