
Abstract
Decay problems are responsible for undesirable discolouration of chestnut timber, which lead to a decrease in the value of the wood. As the use of coloured chestnut wood is mainly concentrated on energy fuel, the potential for the use of this coloured wood should be demonstrated. Reference without discolouration and coloured samples from various boards of chestnut wood from Catalonia in north–east Spain were used for the thermal modification at 200°C. The surface colour was determined according to the CIEL*a*b* system before and after the heat treatment as well as after exposure to UV-light. Furthermore, the mass loss, differential swelling and Brinell hardness of untreated and heat treated chestnut samples were also measured. Heat treating homogenises the colour of the reference and coloured chestnut samples and modifies the physical properties. The results of this study demonstrate the possibilities of coloured chestnut wood to develop new applications for it.
Introduction
It is well known that the sweet chestnut has been cultivated since ancient times to obtain fruits and timber. The Romans brought and distributed the chestnut in Spain to obtain naturally durable vine poles to supply wine to their troops (Conedera et al. 2004). Since then the chestnut timber has been used in many constructions due to its lightness, stiffness, strength and durability. Unfortunately the chestnut is a tree that has decay problems early in its growth and it is quite common to find undesired colourations on stems older than 40 years. However, at the moment it may be assumed that the initial discolouration does not attend change in physical and mechanical properties of the timber but considerably devaluates the market value of the big trunks due to aesthetical properties of coloured chestnut boards.
Commonly the coloured timbers are shredded into particles or fibres to manufacture wood based panels, but chestnut wood has a high content of tannins and it is too dense. Thus, it is necessary to find an alternative solution for this raw material. In this paper we explore methods to solve this issue by the colour homogenisation of the timber by thermal modification.
Heat treatment is a wood modification process that has gained importance in Europe in the last few years. Today various modification types are used by manufacturers of thermally modified wood in Europe (Ewert and Scheiding 2005). The principle behind the various modification procedures is that the cell wall components are changed by high temperatures (Hill 2006). The heat is transferred to the wood using oil, inert gas, reduced oxygen or steam atmosphere.
Several wood properties are changed. As a result of heat treatment, the antiswelling efficiency is increased (Hanger et al. 2002a). Investigations on natural durability indicate an improvement in heat treated wood (Hanger et al. 2002b). Furthermore, the mechanical properties (e.g. bending strength) of heat treated wood were investigated by Rusche (1973), Giebeler (1983), Hanger et al. (2002a) and Bekhta and Niemz (2003). The authors concluded a decrease in the bending strength with increasing temperature and process time. The properties of surface hardness demonstrated that the hardness increased by modification at low temperatures (Junghans and Niemz 2006, Standfest and Zimmer 2008).
The reason for some changes can be found in the chemical structure of modified wood. Various investigations deal with these changes, for example Kollmann and Fengel (1965), Fengel and Przyklenk (1970), and Tjeerdsma and Militz (2005). When wood is heat treated at high temperature, numerous chemical reactions in the individual wood constituents take place. The changes start with hydrolysis of polyoses (Tjeerdsam and Militz 2005, Windeisen et al. 2003, Windeisen et al. 2007, Windeisen et al. 2009). Then cellulose and lignin components are affected by high temperature (Fengel and Wegener 2003, Funaoka et al. 1990, Kotilainen et al. 2000).
A further effect of heat treatment is the change in wood colour. Sundqvist (2002) evaluated the colour change during wood modification. The thermally modified wood became darker. Also, the wood colour in combination with other measurement categories formed the basis for further investigations. The interaction between the bending strength and the change in wood colour after the modification process was founded by Bekhta and Niemz (2003). Bourgois et al. (1991) explained the correlations between the wood colour and the chemical composition during the heat treatment process.
A further effect of the thermal modification is a better colour stability of the treated wood against the demands on artificial weathering conditions (Ayadi et al. 2010).
Hence, this investigation deals with the colour homogenisation of the chestnut timber and its behaviour against UV ageing. In addition further important physical properties were also investigated. The goal is to analyse the potential of the modified chestnut wood to determine whether it can be used, for example, on facades, decks or garden furniture. It is necessary to find a solution for this material in order to make industrial processing possible and to obtain high added value products.
Experimental
Material
In this study, samples from various boards of chestnut wood (Castanea sativa [Mill.]) from Catalonia in north–east Spain were used. The dimensions of the samples were 20×20×30 mm for all investigations. The samples were divided into two batches for further analysis. The first one comprised the reference samples of chestnut wood without discolouration and defects. The samples of the second group showed discolourations and slightly reddish wood was detected.
Methods
Thermal modification
Prior to the thermal modification all samples were dried at 103°C until weight stability of the samples was attained. Then the samples were heat treated at 200°C for 5 h.
Also the weight of the samples was measured before and after the modification process to determine the mass loss of the heat treated samples.
Colour measurement
The wood colour was measured with a Mercury 2000 spectrophotometer (Datacolor). The diameter used for measurement was 11 mm. The wood colour was determined according to the CIELAB space with CIE standard illuminates D65 and a 10° standard observer. The CIELAB colour space is characterised by three parameters L*, a* and b*. The L* parameter represents the lightness, for which the values of L* from 0 (black) to 100 (white) are possible. The a* and b* axis describe the chromatic coordinates on the green/red (a*) and blue/yellow (b*) axis.
One point per sample was measured on the radial/tangential surfaces before and after the heat treatment. Batches of 33 samples of reference and coloured chestnut samples were used for the analysis of colour homogenisation due to thermal modification.
The colour coordinates as well as the UV-light exposure were measured before and after the thermal treatments in one measurement point per sample.
UV-light exposure
There were four batches of six samples combining the type of wood (reference and red) with the heat treatment (before and after). All of them were exposed to UV-light irradiation with the UVA-340 fluorescent lamp with a spectral irradiance of 0·89 W m−2 nm−1. This test was carried out in a QUV/spray accelerated weathering tester (Q-Panel Lab Products Cleveland, USA).
The duration of the UV-light irradiation test was 48 h for the estimation of the stability of colour. The test procedure alternated 4 h of UV-light irradiation at black panel temperature of 60°C with 2 h of exposure without light at a temperature at 45°C. Mitsui (2004) assumed that the greatest change in colour occurred in the first 48 h of the UV-light irradiation.
Brinell hardness
The surface hardness was tested according to EN 1534 (2000), although the Brinell hardness was calculated from the depth of permanent indentation (Sonderegger and Niemz 2009). All hardness tests were examined in longitudinal and radial/tangential direction.
Results and discussion
The mass loss for the thermally treated normal and red chestnut wood samples can be seen in Table 1. There was only a slight difference between the treated normal and treated red chestnut samples. Therefore, it could be assumed that the intensity of mass loss was comparable for the sample group used.
Estimated mean and standard deviation (in parentheses) of mass loss, differential swelling and Brinell hardness of chestnut samples used
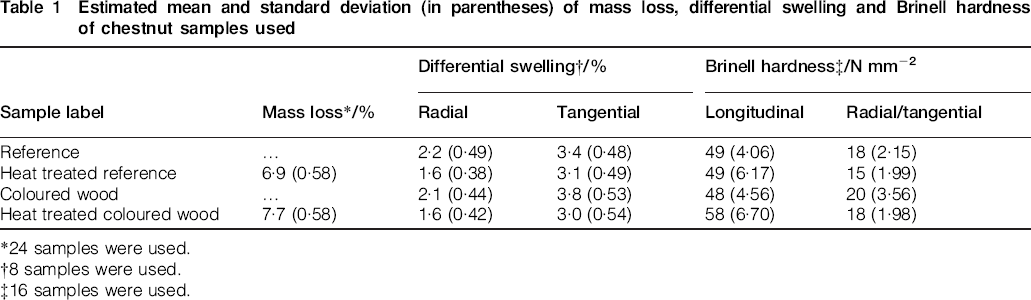
*24 samples were used.
†8 samples were used.
‡16 samples were used.
The coefficient of differential swelling was comparable between the normal and red chestnut samples before and after the heat treatment process. Nevertheless, the differential swelling decreased as modification steps were applied to the wood. The estimated mean and standard deviation of differential swelling were almost equal for normal and red chestnut after the treatment.
Table 1 shows the Brinell hardness of unmodified and heat treated samples calculated from the permanent indentation depth. These results of the unmodified samples were comparable with findings by Wagenführ (2000). The hardness between the unmodified and heat treated normal wood samples was comparable. The modification process did not influence the Brinell hardness in axial direction. However, the radial/tangential hardness values showed other results. Herein the hardness of the treated samples compared to the untreated ones was decreased. High thermal treatments decrease the Brinell hardness (Junghans and Niemz 2006; Standfest and Zimmer 2008), while various wood species are influenced differently by the treatment (Hanger et al. 2002a, b; Windeisen et al. 2009).
In axial direction the hardness for thermally treated red wood samples was higher than for the untreated ones. Radial/tangential hardness values showed other results. The hardness of the treated samples compared to the untreated ones was lower; thus a decrease in the hardness of the high thermally treated samples was detected.
Brinell hardness in longitudinal direction was higher with all thermally treated samples of coloured chestnut samples.
The authors concluded a decrease in the bending strength with an increase in the temperature and the process time. In contrast, surface hardness increased with the thermal modification at low temperature (Junghans and Niemz 2006; Standfest and Zimmer 2008).
The changes in colour values and visible impression of the different chestnut samples before and after the thermal treatment can be seen in Figs. 1 and 2.

Chestnut wood samples divided into a reference and b coloured wood samples before thermal treatment

Chestnut wood samples divided into a reference and b coloured wood samples after thermal treatment
On visual inspection it was clear that normal wood differed from the reddish wood, and also that wood became darker during the modification process. Thus, the colour of both sample groups was homogenised as long they became darker in colour. Figure 3 shows the colour data distribution based on the L*, a* and b* of the heat treated wood and untreated wood.
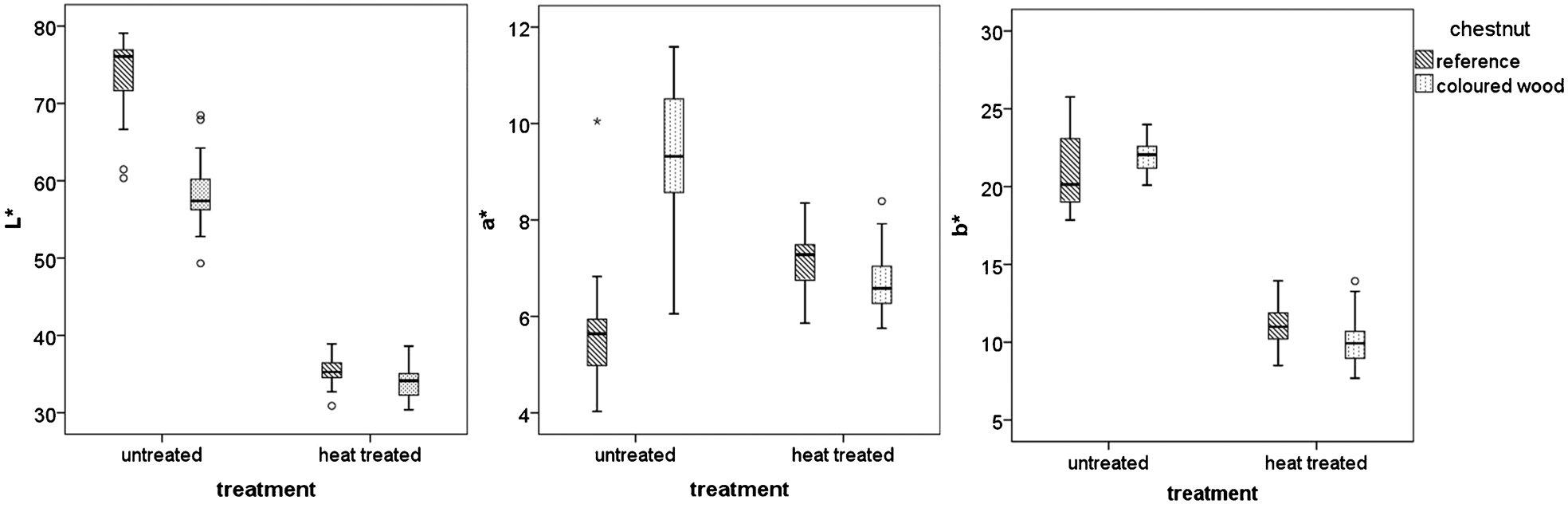
Influence of heat treatment on L*, a* and b* for reference and coloured chestnut samples
The L* and a* values distinguished noticeably between the normal and reddish wood samples, while the b* values were not divergent for the two groups of samples.
The L* values decreased significantly during the heat treatment process for the normal and reddish wood samples. A decrease in the L* values was associated with a darker colour. The a* values of the normal wood samples increased slightly due to heat treatment and shifted to reddish. For the coloured wood samples the heat treatment led to a decline in the a* values. Consequently, the intensity of the red part of the colour faded.
The b* values decreased significantly due to the modification process on both sample groups. After the heat treatment the b* values between normal and reddish wood demonstrated almost equal data distribution. The yellow areas in the samples faded.
With regard to all three parameters L*, a* and b*, the colour of the different sample groups became uniform and also decreased the scattering of the data after the heat treatment (Fig. 3).
Heat treating therefore altered material properties of wood for interior and exterior applications. The modification process applied can be performed to change and homogenise the original wood colour of the two sample groups. Both sample groups showed the same dark brownish colour and differences were hardly detectable.
The colour of all heat treated chestnut samples became brighter due to the influence of the UV-light irradiation (Fig. 4), and the L* values increased noticeably (Fig. 5). While the changes in a* values were hardly detectable the b* values increased slightly. The shift to a yellowish colour is shown in Fig. 4.
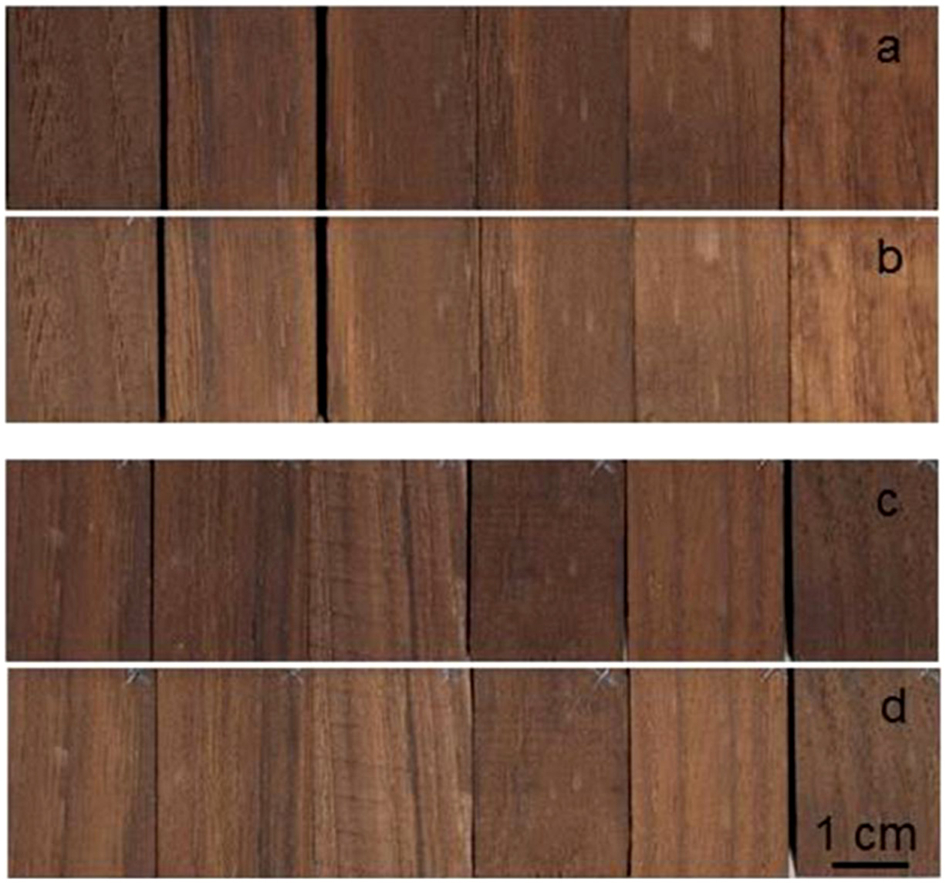
Thermally treated chestnut wood samples divided into a reference and c coloured wood samples before UV-light irradiation and b reference and d coloured wood samples after UV-light irradiation
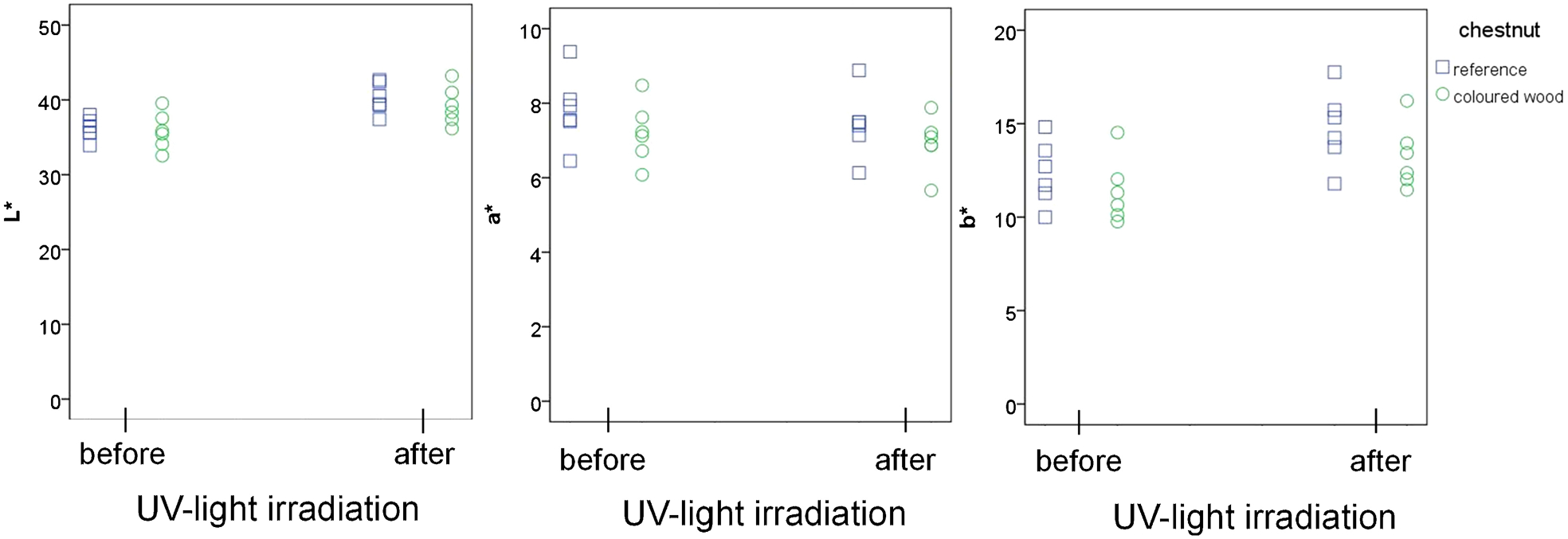
L*, a* and b* values of heat treated reference and coloured chestnut samples before and after UV-light irradiation
Ayadi et al. (2003) mentioned a better colour stability of heat treated wood than untreated wood against the effects of artificial weathering. Thereby the samples were exposed to UV-light irradiation followed by condensation. These results showed that only the condensation process was not able to leach out the lignin degradation products from modified wood in the exposure time to induce a uniform grey colour. However, in the first 36 h the discoloration of the heat treated wood made up over half of the final colour values after 835 h of artificial weathering. Also, the findings of Mitsui (2004) indicate that the greatest change in colour occurred in the first 48 h of the UV-light irradiation.
Therefore, in this study the effect of heat treatment of the reference and coloured chestnut samples was analysed. There was no significant difference in colour between the two sample groups after 48 h UV-light irradiation. Also, the changing processes were comparable, which means that both sample groups did not differ in colour after a short ageing time. It should be noted that more extensive tests will be required before a definitive conclusion can be formulated.
The phenomenon of changes in wood colour is important for the wood used on outdoor and indoor applications. It could be assumed that the wood colour of both sample groups would be also comparable after a long natural ageing time, which guarantees a uniform aesthetical appearance of wooden products. However, this study should be seen as a starting point for further, more detailed analysis and investigations on this topic.
Conclusion
After the heat treatment not only the physical material properties were altered but also the wood colour changed. The results of the material properties for both groups of reference and coloured chestnut sample were comparable. The samples showed the same dark brownish colour after heat treatment. Moreover, after a short UV-light irradiation test, the colour of the heat treated reference and coloured chestnut samples were all comparable, and differences were hardly detectable.
These results showed a great potential for the heat treatment process for the colour homogenisation of the chestnut and coloured chestnut timber. Colour altering may offer a higher market value for the coloured chestnut timber for the Spanish forestry.
Footnotes
Acknowledgements
The authors gratefully acknowledge the COST Action FP1006 ‘Bringing new function to wood through surface modifications’ for the support.