
Abstract
In this study, the mechanical properties of laminated strand lumber and oriented strand lumber were investigated. Two species of fast growing; Poplar (Populus deltoides) and Paulownia (Paulownia fortunei) were used. Urea formaldehyde resin was used to manufacture these products and this resin was reinforced with four levels of nanoclay (0, 2·5, 5 and 7·5%) based on dry weight of resin. Press temperature, press time and press pressure were 120°C, 5 min and 11 kg cm−2 respectively. Statistical analysis showed that the effects of species and nanoclay on the panel properties were statistically significant at 95% confidence interval. Modulus of rupture, modulus of elasticity, internal bond, shear strength and screw holding strength were analysed in boards. It was found that if nanoclay content was increased to 5 or 7·5%, all properties were significantly improved, when Populus deltoides was compared to Paulownia fortunei, the poplar panel had excellent performance.
Keywords
Introduction
Structural composite lumber (SCL) is a family of solid and uniform engineered wood products designed for structural use. SCL products include laminated veneer lumber (LVL), parallel strand lumber (PSL), laminated strand lumber (LSL) and oriented strand lumber (OSL). PSL, LSL and OSL are manufactured from flaked wood strands that have high length to thickness ratio. Length of strand used in OSL is shorter (up to 6 in.) than that used in LSL (approximately 12 in.). SCL billets are produced from a variety of tree species that are relatively small, underutilised, fast growing, and sometimes considered low grade. Therefore, this article investigates whether fast growing species such as Poplar (Populus deltoides) and Paulownia (Paulownia fortunei) can be used to manufacture of LSL or OSL products. Several studies have been conducted on the LSL or OSL. These findings are summarised as following.
Malanit et al. (2005) investigated optimum parameters of OSL made from Parawood residues and found that use of isocyanate resin (9% resin content) and strand length of 140 mm were suitable to produce OSL. The effects of strand length and orientation on strength of Parawood OSL was investigated by Chirasatitsin et al. (2005) and strength increased by increasing strand length that was orientated parallel to the grain direction. The effect of nanoclay on some properties of oriented strand board made from low quality Paulownia wood was investigated by Salari et al. (2012). Mechanical and physical properties of panels were improved and formaldehyde emission was decreased by the addition of 5% nanoclay to urea formaldehyde resin. Results of X-ray diffraction and transmission electron microscope analysis confirmed good dispersion of nanoclay in produced oriented strand boards.
Using organomodified montmorillonite (MMT), commonly called ‘nanoclay’, to reinforce polymer based composites, has raised great attention in academic and industrial sectors, and small amounts of nanoclay can substantially enhance the mechanical properties of pristine polymers (Lei et al. 2008; Reddy and Yang 2009; Doosthoseini and Zarea-Hosseinabadi 2010). The use of nanoclay minerals imparts important characteristics that include enhanced chemical reactivity, high strength and stiffness and high aspect ratio of individual platelets, abundance in nature, high gas barrier quality and very strong absorbency (Zeng et al. 2005; Lin et al. 2006; Khanjanzadeh et al. 2011). Lei et al. (2008) found that slight percentages of Na+ montmorillonite (NaMMT) nanoclay could improve performance of thermoset UF resin and it had a catalytic effect on UF resin cure and subsequently improved the physical and mechanical properties of wood based composites. Optimum or synergistic usage of nanoclay in resins is essential to achieve the highest mechanical, physical and thermal properties as well as other tailored features that they offer (Haq et al. 2008).
Wood based panels made from fast growing species with nanotechnology can be considered as an alternative solution to the increased demand for raw materials. The initial objective of this study was to investigate the suitability of Poplar and Paulownia wood for LSL and OSL manufacture. In addition, the influence of nanoclay on the mechanical properties of panels was investigated.
Materials and methods
Materials
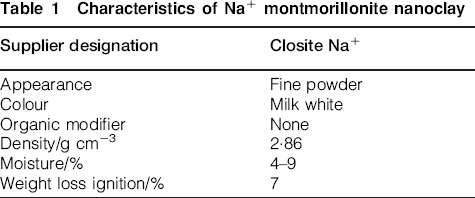
LSL and OSL panels were manufactured from Poplar wood (Populus deltoides) and Paulownia wood (Paulownia fortunei) and these strands (1 mm thick) were produced from rotary cut veneers. Veneers were converted into pieces 20×250 and 20×300 mm by circular saw. Poplar and Paulownia logs (0·35–0·40 m in diameter and 1·2 m in length) were obtained from northwest Langarud, Iran (37°10′N–50°05′E) and Shastcolateh Educational Forest, Gorgan, Iran (36°47′N–54°22′E) respectively (ASTM D 198-02. 2003). The strands were dried to 3% moisture content by a drier tunnel in Resin Choob Rash Co., Gorgan, Iran (36°47′N–54°15′E). UF resin was produced by a local plant and their characteristics are given as follows: solid content 55%, density 1·27 g cm−3, pH 7, viscosity 320 cps and gel time 58 s (100 8C). Ammonium chloride (NH4Cl) (hardener) was added to UF resin at 1% level based on dry weight of resin. Commercial NaMMT nanoclay with cation exchange capacity value of 92·6 mequiv/100 g was purchased from Southern Clay Products Co. (USA). It was added to resin at four levels (0, 2·5, 5 and 7·5%) based on dry weight of resin. NaMMT characteristics are given in Table 1.
Characteristics of Na+ montmorillonite nanoclay
Manufacture of OSL and LSL
The LSL and OSL panels were manufactured by standard procedures at the laboratory that simulated industrial production. UF resin was used at 10% level based on dry weight of wood strands to produce the panels. UF resin was mixed with NaMMT nanoclay by mixers for 360 s at room temperature to get good dispersion and part exfoliation of NaMMT in UF resin (Lei et al. 2008). It seems that UF resin can wet NaMMT and partly penetrate into silicate layers at this time. Then, UF resin containing nanoclay was sprayed onto the strands by a rotary blender. The mat of strands was pressed by a hydraulic hot press (Bürkle, Germany) at laboratory scale. Panel thickness was controlled by stop bars and target density of the panels was 0·8 g cm−3. The experimental design has been list as follows: press temperature 160°C, peak pressure 30 kg cm−2, thickness 16 mm, dimensions 420×420 mm and number of boards for each treatment 3. Mats were formed by a forming frame and then strand mats were manually prepressed. The strand mats with 10% moisture content were exposed to hot press.
Test methods
All panels were machined into test specimens and placed in a conditioning room (60±5% relative humidity and 20±1°C) for 2 weeks. Characteristics of test specimens have been given as follows: Standard three-point static bending to ASTM D 5456-99 and specimen dimensions of 322×50 mm, standard shear strength to ASTM D 143-94 with specimen dimensions of 63×50 mm, standard internal bond strength (IB) is EN 319 (1993) with specimen dimensions of 50×50 mm, and standard screw holding strength (SH) to EN 300 (1997) specimen dimensions of 50×50 mm. These tests were conducted using a 25 kN INSTRON universal testing machine.
The effects of nanoparticles on board properties were evaluated by analysis of variance at the 0·05 level of significance. Duncan's range tests were conducted to determine significant differences between mean values.
Results
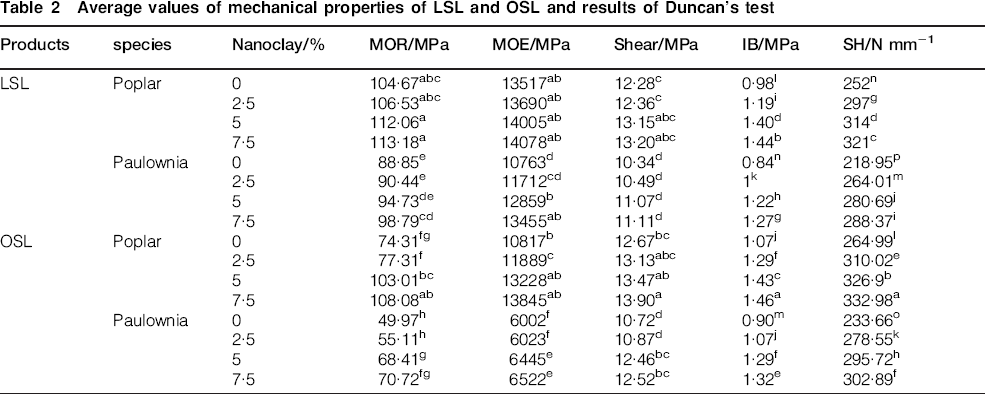
The average values of mechanical properties of LSL and OSL made from Poplar and Paulownia wood and also the results of Duncan's test are summarised in Table 2. Average values of specific gravity and moisture content of specimens are 0·8 and 7·12% respectively.
Average values of mechanical properties of LSL and OSL and results of Duncan's test
Bending properties
Flexural modulus is resistance to panel deflection. It is one of the most important mechanical properties of wood composite panels, since it affects serviceability and structural performance for both exterior and interior applications. The most important properties of structural design are flexural properties, because these properties are needed for the determination of panel deflections, internal deformations, and buckling loads. In general, all panels made with 7·5% nanoclay had the highest values of mechanical properties. When the bending properties of Populus deltoides species was compared with Paulownia fortune, the poplar panel had excellent performance.
Modulus of rupture (MOR)
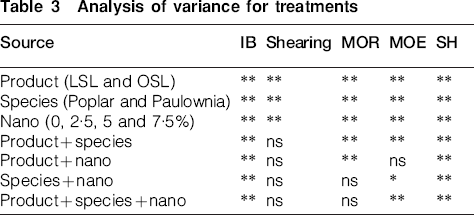
According to the analysis of variance, MOR was significantly influenced by nanoclay at confidence level of 99%, but their interaction was not significant (Table 3). In addition, board mechanical properties were improved by incorporation of nanoclay to 7½%. In general, optimum condition was attained by 7½% nanoclay.
Analysis of variance for treatments
Modulus of elasticity (MOE)
MOE was significantly influenced by addition of nano clay at confidence level of 99% (Table 3). Results indicated that maximum value of MOE was attained at a nanoclay concentration of 7½%. Board property was improved when nanoclay content increased from 2·5% to 5% and 7½%.
Internal bonding strength (IB)
IB values of experimental panels ranged from 0·84 to 1·46 N mm−2. The IB of boards was significantly affected by nanoclay at confidence level of 99% and their interaction was significant (Table 3). As shown, maximum IB values were attained at 7½% nanoclay concentration.
Screw withdrawal strength
According to the results, screw withdrawal strength was affected by nanoclay at 99% confidence level and their interaction was significant (Table 3). In any case, screw withdrawal strength is similar to other mechanical properties and the highest screw withdrawal strength values of 332·98 N mm−2 was obtained for OSL made from UF resin containing 7½% nanoclay.
Shear strength
Shear strength values of the experimental panels ranged from 10·34 to 13·91 N mm−2. Shear strength of the boards was significantly affected by nanoclay at confidence level of 99% and their interaction was significant (Table 3). Maximum shear strength values were attained at 7½% nanoclay concentration.
Discussion
Strength properties of wood based composites depend on physical and mechanical properties of wood particles, their adhesion between faces, orientation and aspect ratio of particles (Copur et al. 2007; Ayrilmis et al. 2009; Pirayesh and Khazaeian 2012). Cellulose, lignin and hemicellulose contents of lignocellulosic resources have a strong influence on the mechanical properties (Pirayesh et al. 2012). Aspect ratios and length of particle size have the greatest effect on strength and stiffness (Ashori and Nourbakhsh 2010). Fibre length of Paulownia wood (Paulownia fortunei) is around 0·8–1 mm and its aspect ratio is about 25, which is less than some hardwoods and softwoods (Ashori and Nourbakhsh 2010) and even less than fibres of agro materials such as oil seed stalk, corn stalk and reed stalk (Nourbakhsh and Ashori 2010). Density of Paulownia wood (Paulownia fortunei) is low (0·26 g cm−3) compared to hardwoods such as beech, oak, hornbeam and ironwood. Low density strands disturb interface bond strength. These strands require high compaction to reduce porosity. A combination of locked-in internal stresses with from evaporating steam in the furnish leads to catastrophic delamination of interface bonds especially for UF bonded panels (Ndazi et al. 2006).
Vessels and other long structural elements in that are exposed in cross-section constitute about 10–46% of the stem in hardwoods. Cells have relatively large diameters (50–300 nm), which appear as open vertical tubes within wood structure because their end walls have been partially dissolved (Dunky and Pizzi 2002). It was also reported that resins with low molecular weights easily penetrated into wood cell walls; however, those resins with much higher molecular weights tended only to reach wood cell lumens instead of cell walls (Shi et al. 2007). Too high resin mobility leads to over penetration of resin into wood and to a starved glue line (Dunky and Pizzi 2002). In this situation, a glue line and hence a strong bond cannot be formed. Resin penetration is related to resin viscosity, chemical compatibility of the resin with the surfaces of strands and the physical condition of strands’ surface (Dunky and Pizzi 2002; Ndazi et al. 2006). Bond quality and properties of wood based panels and beams are determined by three main parameters: (1) wood, especially wood surface, including the interface between wood surface and bond line; (2) adhesive; and (3) work conditions and process parameters (Dunky and Pizzi 2002). Nanoparticles which increase the viscosity of UF resins could prevent too much adhesive infiltrating into wood that can create phenomena of permeation and inadequate bonding (Lin et al. 2006). Glue penetration that fills up cell cavities (not cell walls) has received considerable attention (Gindl et al. 2004). An OMMT loading is low weight and enhancement of composites properties is attributed to lower percolation points created by high aspect ratio nanoclays. The properties increase may be attributed to formation of intercalated and exfoliated nanocomposite structures formed at these clay loadings (Gindl et al. 2004; Lei et al. 2008; Khanjanzadeh et al. 2011; Zahedsheijani et al. 2011). When wood based composites are hot pressed under conditions of high temperature and low moisture content, compressive stresses are imparted to individual wood cells resulting damaged wood cell walls and strength losses (Dunky and Pizzi 2002; Buyuksari et al. 2012).
NaMMT exfoliates in UF resin and UF molecules could penetrate the galleries between clay layers (Lei et al. 2008). Hot water extractives can diffuse to surface; thus, blocking cells and reducing contact of matrix with hydroxyl groups (–OH) of cellulosic material are resulted inferior interfacial bond strength. Besides, water soluble extractives (which their amount in Paulownia woods is high) have significant affected on UF resin gel time, which is important in adhesion determination (Buyuksari et al. 2010). Extractives can be adverse effects on adhesives curing, lead to poor particle–particle bond strength and may cause severely deteriorate of internal bond strength (Pirayesh et al. 2012). The negative effect of extractives on mechanical properties of particleboard has been stated by authors (Nemli and Aydin 2007; Pirayesh et al. 2012). Paulownia wood contains high amount of ash, which can result weak bond between particles as well as very low internal bond strength of panels (Pirayesh et al. 2012).
Conclusion
In this study, Poplar and Paulownia wood were studied as bioresources in the manufacture of LSL and OSL. Based on initial findings of this study, it can be concluded that Poplar wood could be used in the manufacture of LSL and OSL. The addition of a small percentage (7½%) of nanoclay into UF resins appeared to improve panel properties. The influence of nanoclay was observed to increase mechanical properties in LSL and OSL. In general, all panels made with 7½% nanoclay resulted in the highest values of mechanical properties. Bending properties of Populus deltoides species as compared to Paulownia Fortunei, the poplar panel had excellent performance. MOR, MOE, IB, screw withdrawal and shear strength were significantly influenced by nanoclay. Board properties were improved when Nano clay content increased from 2½% to 5% and 7½%. Nanoparticles that increase the viscosity of UF resins can prevent too much adhesive infiltration into the wood and so the strength of boards is increased. IB values of experimental panels were accepted on the base of EN standards. Paulownia wood properties can result in weak bonds between particles. Low density strands (such as Paulownia fortunei) disturbed the interface bond strength. Wood based panels made from Poplar wood and nanotechnology can be considered as an alternative solution to the increased demand for raw materials.