
Abstract
Without any adhesive and other chemical additives, the mechanically induced welding can make good wood joints satisfying the relevant requirements for application. The bonding performances of the wood Tauari (Couratari oblongifilia) welded joints in three different directions were studied here: parallel to the wood grain, perpendicular to the wood grain and end grain to end grain. The results show that the compression shear bonding strength of the perpendicularly welded joints was the best, parallel welded joints took the second place while the strength of the end grain butt joints was so small that it could not resist the sewing machine. The figures of scanning electron microscopy and the density profiles show the different structures and density distributions of the welded joints which indicate the reasons behind the big differences of the compression shear bonding strength.
Keywords
Introduction
Tauari (Couratari oblongifilia), which is also called Brazilian oak, is a widely commercialised and exported wood. It is a tropical timber very commonly harvested in the north of South America especially in Amazonia of Brazil. The colour of the tauari wood is pinkish tending to straw white; it has medium texture with straight grain and it has an unnoticeable smell. Its average density is about 590 g cm−3. It has mainly been used in the flooring, furniture and construction fields. Tauari wood waste from furniture factories has been studied to manufacture particleboard (Franca et al. 2014).
Mechanically induced linear vibration welding, which have been used mainly in joining thermoplastics and metals, have been exploited to connecting wood for more than ten years (Gfeller et al. 2003). During this time, some other new technologies have also been employed such as rotational wood dowel welding, ultrasonic welding, micro-friction stir welding (Pizzi et al. 2004; Tondi et al. 2007). However, the main research topics have mainly been focused on the understanding of the welded wood joints, optimizing the welded parameters for the new wood or other bio-resources, making new products such as glulam, floor or furniture by welding technology (Leban et al. 2004; Ganne et al. 2005; Stamm et al. 2005; Omrani et al. 2009, 2010; Belleville et al. 2011; Martins et al. 2013).
The tropical wood species commonly have a lot of extractions which will affect the final bonding strength of the welding. The research in this field is very limited. This paper deals with the chance of finding the application of the linear vibration welding in the tropical tauari wood and focused on welding in the three different directions: parallel to the wood grain, perpendicular to the wood grain and between the ends of the grain. Completely different phenomenon of the three different welded joints has been found that is very interesting and helpful to increase our understanding of the wood welding, although some of the strength results were not good.
Materials and methods
Wood tauari (Couratari oblongifilia) whose another common name is Tauari-branco was chosen for the welding experiment. It was harvested in the Amazon Basin. Three different directions were employed to do the linear vibration welding: parallel to the wood grain, perpendicular to the wood grain and end to end of the wood grain. Two tauari wood samples with dimension of 200×20×20 mm were welded to form wood joints with 200×20×40 mm.
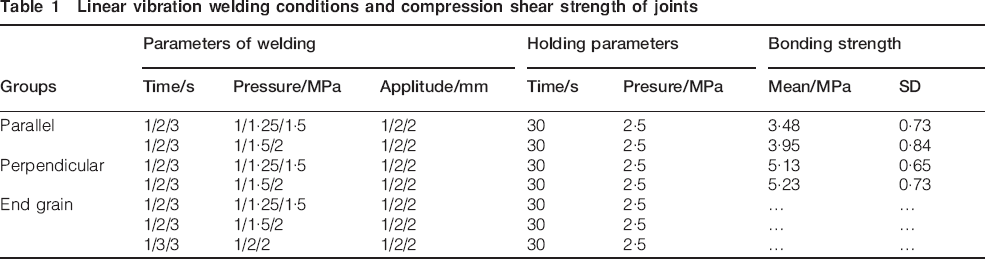
KLN Ultraschall LVW-2261 (Mecasonic, Crest group, Annemasse, France) which was formerly designed for welding thermoplastics and with complete process control was used here. Its vibration welding frequency is 150 Hz which has been optimised for welding wood (Delmotte et al. 2009). A four phase welding process was chosen to produce the welded joints here. The time used was divided into four phases with three phases of welding and the last phase of holding and cooling. The times of the phases were 1, 2, 3 and 30 s respectively (Table 1). Also the welding amplitudes versus the four phases of time were 1, 2, 2 and 0 mm. Because the last phase was the clamping and cooling period, there was no amplitude. The pressure applied on the wood for welding was the focus studied here. The pressure of the first phase is the pressure increasing and cleaning of the surfaces of the samples part, so 1 MPa was fixed; and 2·5 MPa was the best for the last holding pressure according to the average density of taurai wood. The intermediate two pressures for welding were 1·25 and 1. 5 or 1·5 and 2 MPa.
Linear vibration welding conditions and compression shear strength of joints
The bonding strength samples were firstly cut and tested according to EN 302-1 (2004). However, when the tension shear bonding strength of the joints produced by the perpendicular to the grain welding was being tested, the transverse section of the wood will broke instead of the bonding layer. So it is impossible to test the bonding strength by the tension shear method. Then we turned into the compression shear method to test the bonding strength. So all the samples were tested by the compression shear method instead of tension shear method and the schematic plot of the compression shear strength test is shown in Fig. 1. The length of the longer part of the samples is 4 cm, the short part is 2 cm and the thickness is 1 cm, so the area under the compression shear force is 2 cm2. Then the compression shear strength can be got by the maximum force divided by the area.
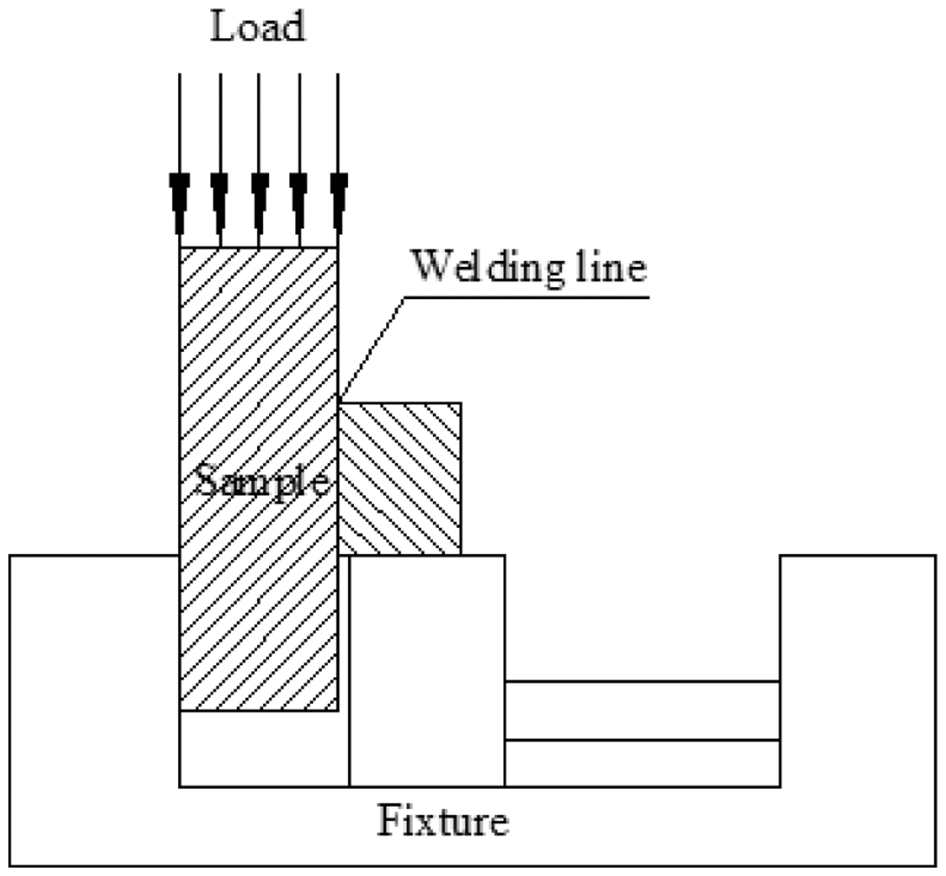
Schematic plot of compression shear strength test
All the samples were obligatory 7 days in a 20°C and 65% environment to reach a constant weight and moisture content. The loading speed of the Instron universal testing machine was 2 mm min−1 and the time required to reach failure is between 30 and 90 s. Every group had six replicates. And Grubbs Criterion was applied to reject the results.
The broken surfaces of the welded joints were observed directly by scanning electron microscopy (SEM) using the Hitachi Tabletop Microscope SEM TM 3000 (Hitachi High-Technologies Corporation, Tokyo, Japan) at an accelerating voltage of 15 kV. The vertical density profiles were measured by an X-ray densitometer (GreCon DAX-5000, GreCon, Germany). Every 0·02 mm along the thickness of the samples was determined by the X-ray attenuation with the accuracy of ±1%. The scan started from one of the surfaces of the welded sample to the other, so the welding layer is located in the centre of the density profiles.
Results and discussion
The compression shear strength results of the linear vibration welding joints with the three different directions in Table 1 display that the end grain butt joints of the taurai wood were not suitable to be produced by the linear vibration welding, even though the welding pressure and time have been increased a lot, because the joints were so week that they were broken by the sewing machine for preparing the compression shear samples. The compression shear strength of the bonding joints made by perpendicular to the wood grain was about 24% higher than the joints produced by parallel to the wood grain. And we can say that the perpendicularly linear vibration welding produces the best bonding joints of tauari wood. Although they cannot exceed 6·7 MPa which is the bonding strength of PVAc, the characteristics of environment friendly, efficient and low cost can make welding a very challenging technology. But why does that kind of thing happen? The broken surfaces of the three different joints after the compression shear strength test could in some way explain the phenomenon. Naturally, the surface of the butt joints was only got after it had been worked with the sewing machine. As we can see from Fig. 2a and b that the melted and flown welding materials happen to be more homogeneity and well distributed in the broken surface of the perpendicularly grain welded joint (Fig. 2b) than in the parallel grain welded joints (Fig. 2a). In other words, the bonding layers were scattered in the parallel grain welded joints, while in the perpendicular grain joints they were continuously distributed. These appearances brought about the big difference between the compression strength of the joints.
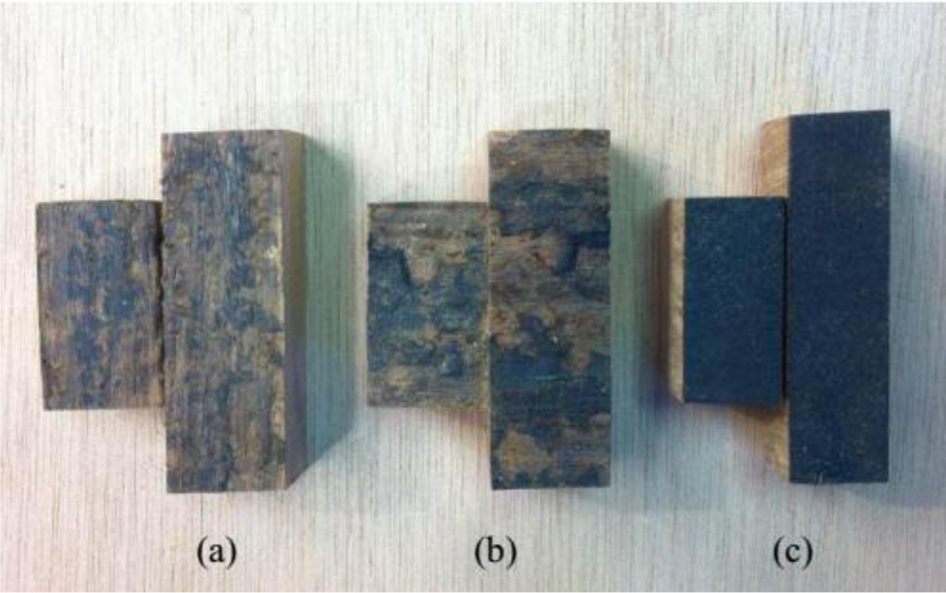
Broken surfaces of bonding joints by linear vibration welding: a along wood fibre; b perpendicular to wood fibre; c end to end of wood fibre
For a more carefully study about the bonding layers produced by the linear vibration welding, the surface of the broken joints were observed by SEM shown in Fig. 3. Figure 3a and b shows that the major structural and polymeric wood constituents have been melted and flown in the joint layer to form a composite owing to the welding process. As we can see that fibres and long wood cells of tracheids in the bonding layer were not greatly damaged. So it means that the middle lamella of the wood which is richer in lignin mainly constitutes the melting matrix of the bonding layer. The bonding composites were made by the long wood cells or tracheids which immersed or entangled in a mass of melting and flowing matrix which come from the middle lamella. Besides that, we can also see some differences between Fig. 3a and b. Under the same magnification, the bonding layer of the welding joints produced by parallel to the wood grain is denser than the perpendicularly welded. There are more voids in the perpendicular welded joints, while there are much less in the parallel welded joints. The vertical density profiles showed in Figs. 4 and 5 can give some more evidences about this. The maximum density reached in the parallel welded joints is bigger than in the perpendicularly welded joints. That can prove the denser structure of the parallel welded joints. Meanwhile, we can also find that the thickness of the perpendicular welded joint layer is 1·5 times of the parallel welding joints. However, the more continuously distributed melted and flown of the wood constitutes in the perpendicularly welded joints make the compression shear strength bigger than the parallel welded joints, although its maximum density is a little smaller than the other.
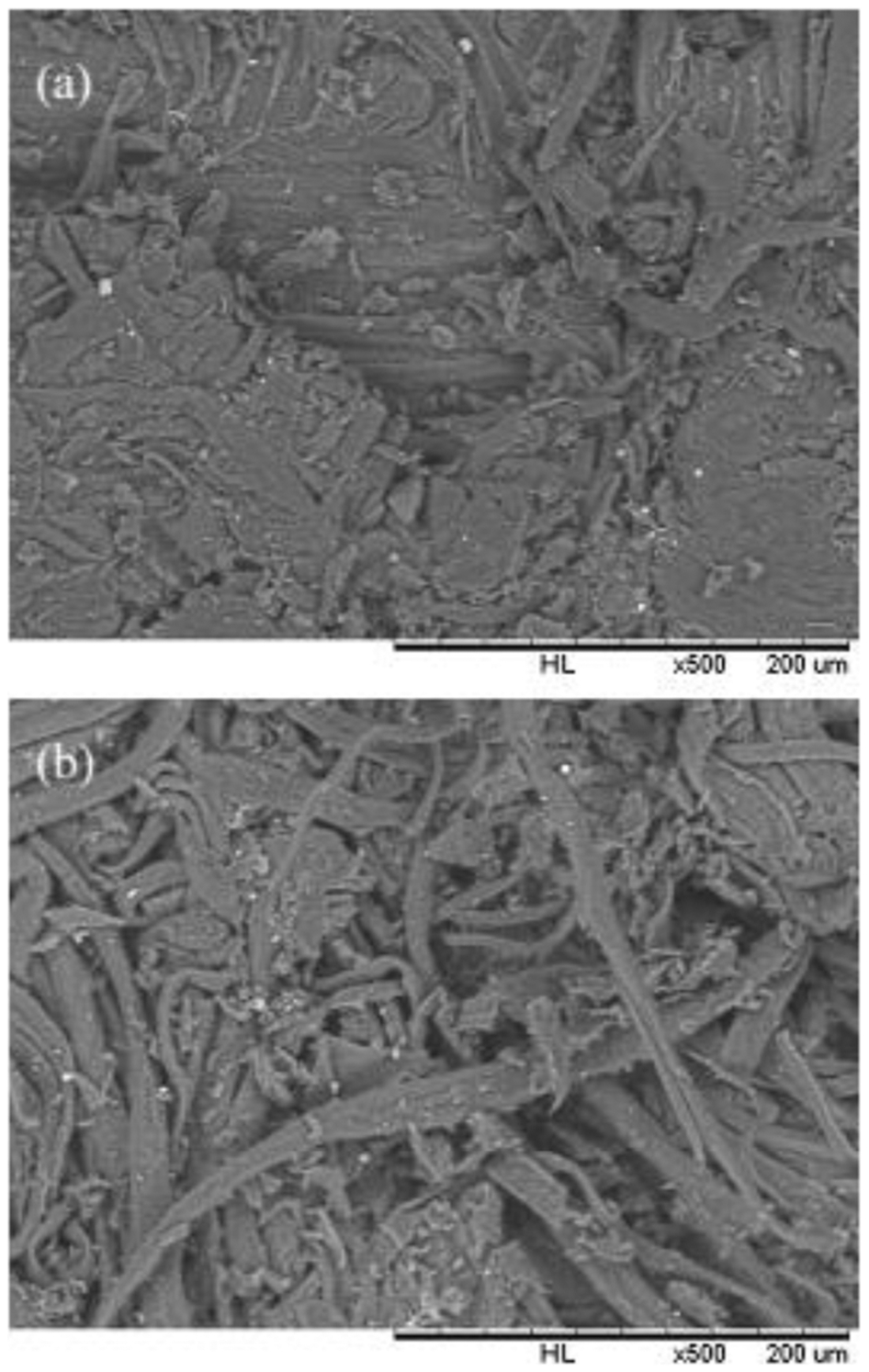
Broken surfaces observed by SEM: a parallel to wood grain; b perpendicular to grain
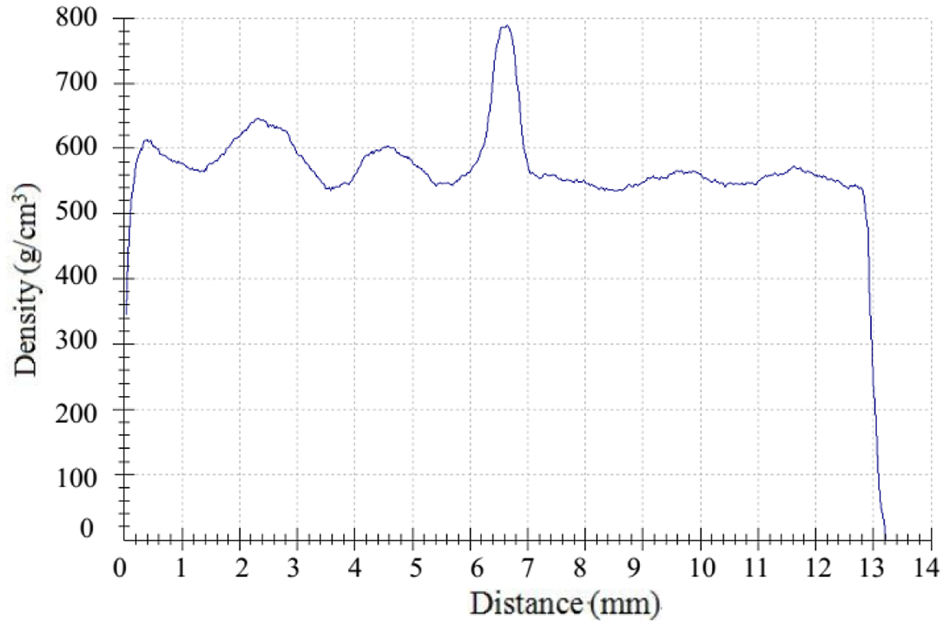
Vertical density profile of linear vibration welding joints produced by parallel to wood grain
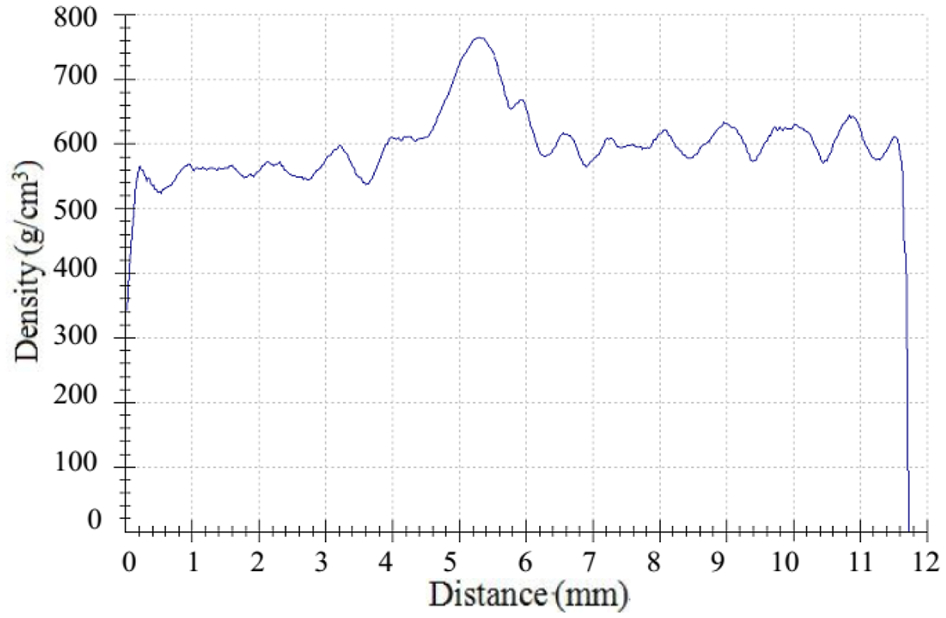
Vertical density profile of linear vibration welding joints produced by perpendicular to wood grain
Similarly, Fig. 2 shows the most homogeneous welded surface of the three which is so different from the other two surfaces, but why these is no bonding strength and what kind of microstructures happened in the end grain to end grain welding. Actually in our mind, the welding between the end grains can make some kind of finger-joint and at least the compression shear strength of the butt joint is bigger than the other two. The figures of SEM (Fig. 6) can tell something about that.
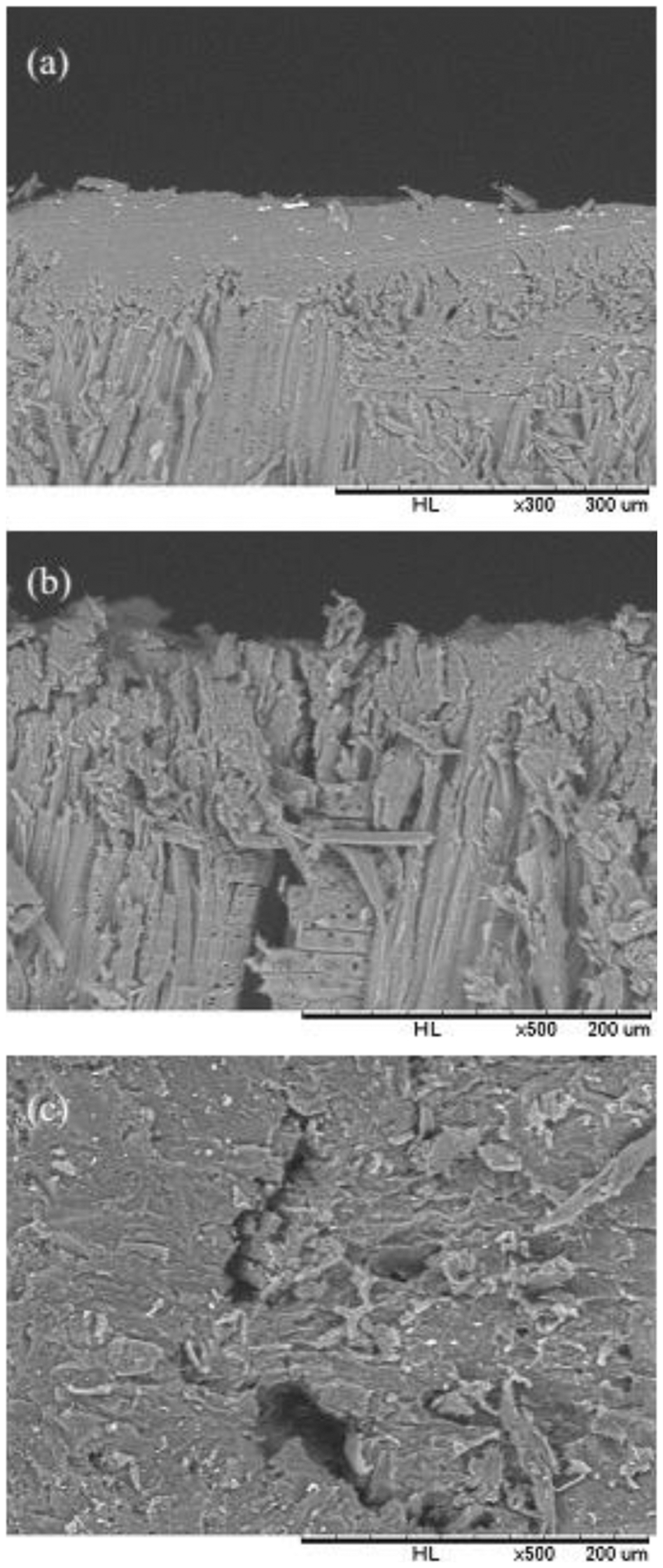
Welding surfaces of end grain welding: a gathering of molten intercellular materials at end of wood grain; b crack produced by welding; c cracks looked from end of grain
The molten intercellular materials uniformly gather and distribute on the surfaces of the end grain which was used to weld (Fig. 6a). However, the structure and composition of the molten material are quite different from the other two. There were no perfect long wood cells or tracheids entangled in the molten intercellular material. We can only see some pieces of debris of the wood cells and tracheids distributed in the surface of the end grain (Fig. 6c). And there are very few. A lot of cracks have been observed in the welding surfaces of the end grain. And the cracks could extended downward more than 1 mm. Because of the pressure applied on the end grain and the friction force produced during the linear vibration welding, the wood were split open that is not good to form a stable welded joint. The cracks and the lack of entire wood cells and tracheids are the main reason which makes it impossible of the linear vibration welding to produce the tauari wood end grain butt joints. Besides that the extractives of the tauari wood also influences the welded joints formation which we will focus on later.
Conclusion
There are big differences between the linear vibration welded joints of tauari wood parallel to the wood grain, perpendicular to the wood grain and end grain to end grain not only in the bonding strength but also in the microstructures and density distributions. Among them, the bonding performance of the joints produced by perpendicularly welding is the best. The compression shear strength of it reached 5·23 MPa. The compression shear strength of the joints produced by parallel welding is about 24% less than the perpendicularly welding. However, the end grain butt joints by welding did not really be formed. The figures of the microstructures of the broken surfaces after their compression shear test indicated that the distribution of the molten and flown matrix from the wood middle lamella entangled with wood cells and tracheids is different. The perpendicularly welding makes the more homogeneous distribution than the parallel welding, so the compression shear strength of it is higher. There are a lot of cracks happened in the end grain welding and there are very few wood cells and tracheids in the molten and flown matrix making the bonding impossible to happen. In the future, the influence of the extractions of the wood should be considered.
Footnotes
Acknowledgements
The authors acknowledge the financial support from the study on the key technology of improving the muti-function wood based panels by straw based nano cellulose (BY2013006-02), the Forestry Industry Research Special Funds for Public Welfare Projects (201104042), the National High Technology Research and Development program of China (2012AA03A204), and the Doctoral Fellowship Foundation of Nanjing Forestry University (2011YB013).