
Abstract
The purpose of this conceptual study was to introduce a possibility of integrating a surface treatment of monocotyledons by enzymes into particleboard production to provide a substitute raw material to replace wood particles. Because of the greater competition for wood as a raw material for particleboard production, there is increasing interest in monocotyledons as a substitute for wood. Monocotyledons, such as grass or cereal straw, differ from wood mostly in that they have a surface layer of waxes and embedded silica. If particles of monocotyledons are to be used in combination with wood in particleboards they must be modified. Using the concept of anaerobic digestion, it is possible to modify the surface of monocotyledon particles, having methane as a side product and to achieve a process, which leads to greater product diversity. A SWOT analysis was used to evaluate the process.
Introduction
It is generally agreed that the consumption of wood in Europe will increase, especially because of an increasing demand of wood for energy purposes (Mantau 2010; Jonsson 2011, United Nations 2011). This leads to a greater competition in the first place between the wood-based panel, the pulp and paper, and the thermal energy recovery industries. The integration of different processes might reduce the competition and lead to a more energy-efficient production if, for example, sawmills can be combined with chemical pulp and papermaking or biorefineries (Jonsson 2011). The literature contains examples breaking down this topic in a systematic way to evaluate the economic advantages (see e.g. Beauregard, Beaudoin, Ait-Kadi and Mongeau 1995; Karlsson and Wolf 2008). These studies show that large panel-producing centres, so-called mega-sites, have advantages not only for the plant operator but also for the suppliers and customers. They are nevertheless affected by strong competition within the wood-based panel industry (Anon 2003; Barbu and Thömen 2005).
The production of particleboards is a well-established process. In 1931, Himmelheber, Schmid, and Wyss tried to develop an artificial board called ‘Homogenholz-N’ (Kollmann 1966; Wyss 1981) out of wood residues in order to increase the use of wood by avoiding wasting the residues. In 1953, Felix Pfahl invented a three-layer particleboard out of small plates and rods produced from cut veneers (Wyss 1981). The first industrial fabrication of particleboards was achieved in 1941 in Germany at Torfit-Werke G.A. Haseke, where dry spruce particles were pressed together with 8–10% phenol resin adhesive at a temperature of about 160°C. This process included special equipment for drying the particles, mixing them with adhesives, forming mats, and pressing in a hydraulic press. Urea formaldehyde was used for the first time as an adhesive in 1942 (Klauditz 1966). After Second World War, different initiators independently invented a production process using urea formaldehyde resin: Möbelfabrik Erwin Behr (technical manager: Fischer) and the Homogenholz-Group Fahrni and Himmelheber together with Wyss (1981).
Within the industry producing particleboard for furniture, there is a drift towards reducing the weight of the boards (Clad 1982; Swedspan 2010, BASF 2013; BSW 2013, ELKA 2013; Pfleiderer 2013). Monocotyledons might open the way for particleboard manufacturers to achieve both reduced competition for raw material and lower weight of the panels (Boquillon, Elbez and Schönfeld 2004). As monocotyledons like straw generally have a higher ash content and a lower ash melting point than wood, they are not the preferred raw material for combustion for energy purposes (Diamantidis and Koukios 2000; Kim and Dale 2004, Greenhalf et al. 2012). Even though fibres of some annual plants might be suitable for pulp and paper, they are not in demand (Finell 2003; Enayati, Hamzeh, Ahmad Mirshokraie and Molaii 2009). Nevertheless, monocotyledons are not considered as a raw material for conventional particleboard production because of problems related to the surface of the particles and the mechanical properties of the boards. Even for wood particles, a change in the anatomical and chemical structure and in the moisture content leads to a change in the wettability of the particles and a change in the mechanical properties of the particleboard (Baharog˘lu et al. 2012, 2013). Therefore, the possibility of substituting wood in particleboards with monocotyledons, such as wheat straw (Tröger and Pinke 1988; Wang and Sun 2002, Mo, Cheng, Wang and Sun 2003; Boquillon et al. 2004, Frounchi, Dadbin, Iahanbakhsh and Janat-Alipour 2007; Azizi, Tabarsa and Ashori 2011), rice straw (Jarusombuti, Hiziroglu, Bauchongkol and Fueangvivat 2009; Li, Cai, Winandy and Basta 2010) and others like e.g. hemp (Pan, Cathcart and Wang 2006; Balducci et al. 2008, Schopper, Kharazipour and Bohn 2009; Nikvash, Kharazipour and Euring 2012), has been studied.
It is, however, difficult to include alternative raw materials, such as monocotyledons, in the conventional process for the production of particleboards (Müller, Schwarz and Thole 2012). The physical and chemical properties of monocotyledons vary even within a single species and they are essentially different from those of wood (Pahkala and Pihala 2000; Wiśniewska et al. 2003). The greatest challenge is the handling of the external surface of monocotyledons, which consists of cuticles with embedded and superimposed epicuticular waxes (Barthlott et al. 1998; Wiśniewska et al. 2003), which affects the so-called lotus effect (Barthlott and Neinhuis 1997) and also the content of silica. Modification of the external surface usually increases the amount of hydrophilic groups (Hua, Yang and Xuefei 2009; Bing, Fenghu, Xiaodong and Anying 2011, Fernandes, Dantas, Fonseca and Pereira 2011; Shen, Liu, LI and Niu 2011, Müller et al. 2012; Zhu, Wang and Liu 2012). One way to modify the external surface of monocotyledons, besides using organic solvents, alkali or steam, is to use enzymes, such as lipase under anaerobic conditions, which, after 1 week, shows results comparable with those achieved by treatment with NaOH. Not only the lipid components but also the silica content reduces (Zhang, Lu, Pizzi and Delmotte 2003; Hua et al. 2009, Zheng et al. 2009; Chao, Weihong and Wenjing 2011, Shen et al. 2011).
Based on a literature survey relating to particleboard production a concept for the surface integration of monocotyledons and their integration into particleboard production to provide a substitute raw material to replace wood particles is presented. Since the particleboard production process is established quite well (Klauditz 1966; Irle and Barbu 2010), it is only briefly presented in the introduction to this paper. The enzymatic processes during anaerobic digestion (AD) relevant for this study are presented in detail.
Enzymatic processes for the treatment of waxy layer of monocotyledons
The waxy layer on the external surface of monocotyledon particles is composed mainly of fatty acids, fatty alcohols and wax esters (Barthlott et al. 1998). Lipases are a group of enzymes, which catalyse the hydrolysis or formation of lipids (Macrae and Hammond 1985; Svendsen 2000) at the interface between the aqueous and non-aqueous phases of the substrate under mild conditions (Pandey et al. 1999). They belong to the family of hydrolases that act on carboxylic ester bonds (Houde, Kademi and Leblanc 2004). The two main categories of lipase-catalysed reactions are hydrolysis where water is needed for the process and condensation where water is produced as a side product. During hydrolysis, fats or esters are split in the presence of water into their constituent acid and glycerol or alcohol (Gandhi 1997), which means that the versatile nature of lipases enables them not only to hydrolyse triglycerides but also to catalyse reactions, such as esterification, interesterification, acidolysis, alcoholysis and aminolysis (Houde et al. 2004). The enzymatic process varies in time depending on the quality of the substrate, the enzymes, pH value and temperature (Tengborg, Galbe and Zacchi 2001; Gupta, Gupta and Rathi 2004). Hence, enzymes, in the presence of water and under controlled conditions, can hydrolyse different components of the wax layer without weakening the rest of the substrate and without affecting the internal layer (Hua et al. 2009). Zhang et al. (2003) and Feng et al. (2009) presented other examples of the effective removal of the wax layer.
Compared to chemical surface treatments, the enzymatic process is relatively time and cost intensive. In this paper, two ways are presented where the surface treatment of monocotyledons can be used in a value-adding manner, which minimises the economic disadvantages. Using AD, the by-products of the enzymatic surface treatment process are efficiently utilised, for example, in the form of energy. Using ensilage, the enzymatic treatment can be started during storage and should ensure low losses of the dry mass of the monocotyledon raw material and a faster surface treatment afterwards.
Anaerobic digestion
The stepwise process of AD includes the use of hydrolytic, transitional, and methanogenic bacteria (Isaacson 1991). Besides the biochemical reactions, the reaction system of AD also includes physicochemical reactions, such as ion association/dissociation, gas–liquid transfer, and liquid–solid transformations (Batstone et al. 2002). Anaerobic digestion can be achieved in single-stage or two-stage processes with substrates of high-water content (wet systems), substrates of low-water content (dry systems), or a combination of these two systems (Vandevivere, DE Baere and Verstraete 2003). For AD, a water level of at least 75% is necessary to transport substrates to and waste products from the bacteria, as toxic concentrations of bacteria otherwise occur (Isaacson 1991). The temperature and the pH are important process parameters, which can support or inhibit the growth and activity of specific groups of bacteria, and this again influences the digestion process. Most technical applications use mesophilic (30–40°C) or thermophilic (50–60°C) temperatures; only a few applications are reported using ambient (15–25°C) temperatures. The acceptable pH range for methanogenic bacteria is between 6.5 and 8.2 (Braun 2007; Scholwin et al. 2009).
The substrate is divided into available degradable input and total input. Of the available degradable lignocellulosic raw material, only lignin remains as an anaerobically non-digestible component (Pohl, Heeg and Mumme 2013). Usually, not more than 10% of the lignin is anaerobically degraded within several weeks (Tong and McCarty 1991). The hydrolysis in the AD reactor results in soluble component units, which are further fermented by other enzymes into other intermediates (organic acids) and then into acetic acid, hydrogen, and carbon dioxide, which are finally converted into methane and CO2 (Isaacson 1991; Tong and McCarty 1991). Therefore, the biochemical processes include disintegration from homogeneous particulates to carbohydrates, proteins and lipids, extracellular hydrolysis of these particulate substrates to sugars, amino acids, and long-chain fatty acids, acidogenesis from sugars and amino acids to volatile fatty acids and hydrogen, acetogenesis of long-chain fatty acids and volatile fatty acids to acetate, and methanogenesis from acetate and hydrogen, Fig. 1 (Batstone et al. 2002; Scholwin et al. 2009). The composition and location of the wax layer makes its conversion into methane by these enzymes likely to be easier and faster than the lignocellulosic parts of the plant material for two reasons: first, the components of the wax layer are built-up of quite small molecules, which allow their conversion into methane without depolymerisation, and second, they are not linked to lignin (Tong and McCarty 1991). Hence, AD has the potential to combine energy production and the treatment of monocotyledon particles for particleboard production (Zheng et al. 2009). The presence of methanogens enhances the hydrolysis of lipids since lipid hydrolysis hardly occurs without methanogenic bacteria under AD conditions (Mata-Alvarez 2003).
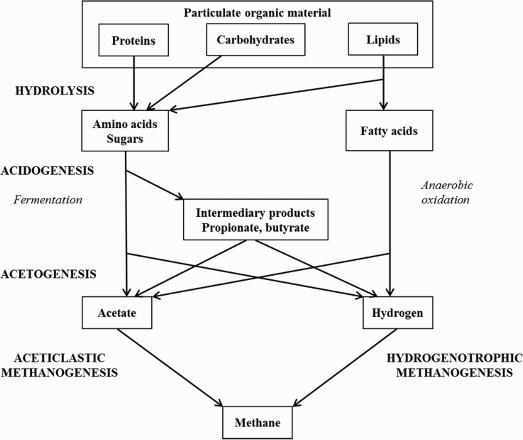
Diagram of anaerobic digestion (AD) showing the biodegradation of complex matter considering five simultaneous processes (Gujer, Henze, Mino and Loosdrecht 1999; Mata-Alvarez 2003)
Fermentation for ethanol production, which would also have lignin as a residue, is not suitable in this case, since ethanol is produced from sugars, starch and cellulose and this would require large amounts of these substances (Chen and Qiu 2010; Tanjore, Richard and Marshall 2012). Nevertheless, since the raw material for ethanol production also has to be pre-treated (Oleskowicz-Popiel, Thomsen and Schmidt 2011), mainly to degrade lignin and to expose the cellulose (Alvira, Tomás-Pejó, Ballesteros and Negro 2010) and to avoid contamination by organic acids, methane production and ethanol production can generally be combined (Börjesson et al. 2013). In the combined process, the polysaccharides in the raw material for ethanol production, hemicellulose and cellulose, are hydrolysed after pre-treatment to monomeric sugars (Mussatto et al. 2010), which are then fermented by bacteria, yeast or filamentous fungi to ethanol (Hahn-Hägerdal et al. 2006) while the extractives and organic acids go directly to AD since they can inhibit simultaneous saccharification and fermentation or solid state fermentation (SSF) (Zaldivar, Nielsen and Olsson 2001; Börjesson et al. 2013). The solid fraction can be hydrolysed and fermented for ethanol production in a single step, so-called SSF, or in two steps in a separate hydrolysis and fermentation (SHF) process (Tengborg et al. 2001; Olofsson, Bertilsson and Liden 2008, Ekman, Wallberg, Joelsson and Börjesson 2013).
Ensilage
Fermentation of the lignocellulose raw material can already be started during storage by ensilage, which ensures the maintenance of quality of monocotyledon particles over a longer period of time (Finell 2003). The fermentation during ensilage is influenced by the extent of wilting of the crop before ensiling and the moisture content in the silage. If the oxygen content and the pH level are too high, an increase in plant respiration leads to losses of dry mass and calorific value (Muck 1988). Successful silage makes demands on the type of raw material, on its condition and on its content of crude fibre. Large amounts of crude fibres and material of larger sizes lead to lower compaction, and this increases the amount of oxygen within the silage (Nowak and Sarec 2001; Weiß 2001, Wyss 2006). Aerobic microorganisms and clostridia are then imminent, while fermentation by lactic acid bacteria is relatively slow (Muck 1988). Under anaerobic conditions, lactic acid bacteria convert water-soluble carbohydrates into organic acids, such as lactic acid, leading to a lowered pH level, which tends to stop the degradation of the raw material (Ashbell, Weinberg, Hen and Filya 2002). Furthermore, during ensilage, extensive lipolysis and proteolysis occur because of diverse plant enzymes and epiphytic microbes (Van Ranst, Fievez, DE Riek and Van Bockstaele 2009a, 2009b; Ding, Long and Guo 2013). A treatment of the monocotyledon particles beneficial for particleboard production can therefore already start during the storage of the raw material under silage conditions, and specific types of particle treatment can be supported by additional enzyme application (Ren et al. 2006). Combining ensilage with AD has not only a positive effect on the retention time of the monocotyledon particles in the AD reactor – enzymatic treatment generally takes a longer time than chemical treatment (Shen et al. 2011) – but also ensures the quality during storage (Müller et al. 2012), which is important as seasonal harvesting makes high-capacity storage necessary (Ekman et al. 2013).
In summary, to provide a substitute raw material through a surface treatment process by enzymes, lipolysis can (1) already be started during storage (Chow et al. 2004), which shortens the treatment time and (2) be continued by AD, having as output (a) surface-treated raw material for particleboards, (b) methane and (c) lignin as residue (Tong and McCarty 1991).
Combination of enzymatic processes and particleboard production
In this study, an idea is presented in which monocotyledons are used as a substitute raw material in conventional particleboard production. For this purpose, changes in the conventional AD process become necessary to ensure that only the surface of the particles and not their whole structure is affected. Based on the literature relating to the surface treatment of monocotyledons with enzymes, it is theoretically possible to combine the AD process (Fig. 2a) and particleboard production (Fig. 2b) into an integrated process in which wood is at least partly replaced by monocotyledons. In addition, residues from the particleboard production process, such as barque, dust and fines can be included in the AD, leading to an increase in the efficiency of raw material use. To achieve an integrated particleboard production process with surface treatment of monocotyledons, the AD process has to be modified slightly.

Schematic representation of a the European two-stage anaerobic digestion (AD) process according to Wilkinson (2011), and b the particleboard manufacturing process according to Saravia-Cortez, Herva, García-Diéguez and Roca (2013)
The greatest differences between the conventional AD (Fig. 2a) and the process including the surface treatment of monocotyledons (Fig. 3) are (a) that there is no pre-treatment of the monocotyledon raw material to enable easier digestion, (b) that a third, dry-system fermenter [reactor D] is interconnected between the two wet-system fermenters [reactors W1 and W2], (c) that the raw material stored under ensilage conditions goes directly to the dry-system fermenter [reactor D] without additional hydrolysis and fermentation in the first wet-system fermenter [reactor W1], and (d) that the lignocellulosic raw material considered as substitute material for particleboard production goes directly from the dry-system fermenter [reactor D] to dewatering and screening and not to the second wet-system fermenter [reactor W2]. The dewatering is necessary as the substrate in the dry-system fermenter has a water-content of 60–80% (Vandevivere et al. 2003).
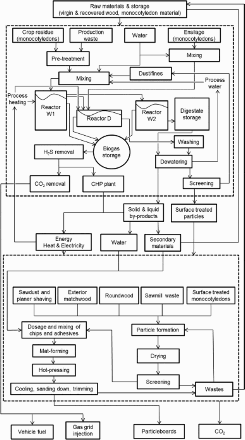
Particleboard production process with integrated surface treatment of monocotyledons on the base of anaerobic digestion (AD). CPH: combined heat and power
A separate pre-treatment before AD (Fig. 2a) would tend to lower lignin barriers in the lignocellulosic raw material to enable easier digestion and this would result in methane as the primary product and not particles. The additional dry-system fermenter [reactor D] (Fig. 3) becomes necessary since a different process time (retention time in the fermenter) is necessary for the surface treatment of the particles than for hydrolysis and fermentation [mainly reactor W1] and for methanogenesis [mainly reactor W2]. The benefits of using a dry system for surface treatment are the easy construction technique, enabling larger amounts of biomass and an easy control of the flowrate (retention time in the fermenter), and the opportunity of combining the dry with the wet system (Vandevivere et al. 2003; Scholwin et al. 2009, Wilkinson 2011). A wet system in two stages is necessary as it allows a better control of the hydrolysis [reactor W1] and a more effective digestion to methane of the residuals of the combined process [reactor W2]. Ensilage can go directly to the fermenter for surface treatment [reactor D] as hydrolysis already started during ensiling and additional lipolysis easily occurs under the same pH conditions as are necessary for the methanogen bacteria. As the surface treatment is completed after the material passes the dry-system fermenter [reactor D], the particles leave the AD process after dewatering and screening while the water and residues go to the fermenter for methanogenesis of the wet system [reactor W2] and further digestion.
Flowchart formulation
The particleboard production process with integrated surface treatment of monocotyledons on the base of AD is illustrated in Fig. 3. For the simulation of this concept, it was suggested that the monocotyledon raw material is delivered either as dry biomass [crop residue] or as ensilage [ensilage]. If necessary, the dry raw material is reduced in size [pre-treatment] before being soaked in water [mixing]. When delivered as ensilage, the particles have a higher water content and lipolysis has already started during the storage conditions, which means that less additional water is needed and the retention time in the AD reactor can be reduced. After hydrolysis [reactor W1], if necessary, and surface treatment [reactor D] under conditions of AD, the particles are washed to extract fines and organic acids [washing] and skimmed [dewatering]. The contaminated water is returned to the fermenters for AD [reactor W1] and [reactor W2], while the particles are passed through a drying and screening process [screening], resulting in dry, cleaned and surface-treated particles for panel production [surface-treated particles]. Fines and waste accumulated during the drying and screening process are also returned to the fermenter for AD [dust/fines]. If residues from the wood-based cycle are included in the AD, they eventually have to be first broken up into fines to provide a suitable substrate for fermentation [production waste] and [pre-treatment]. Water and lignin as anaerobic residue from the AD [solid and liquid by-products] can be used as raw materials for particleboard production in the form of water (for the adhesive) [water], energy [energy: heat and electricity] and secondary materials, such as adhesives and additives [secondary materials]. In the particleboard production process, the particles of the surface-treated monocotyledons are included at different amounts in the common production process and can support a diversity of panels.
Market-relevant evaluation with SWOT analysis
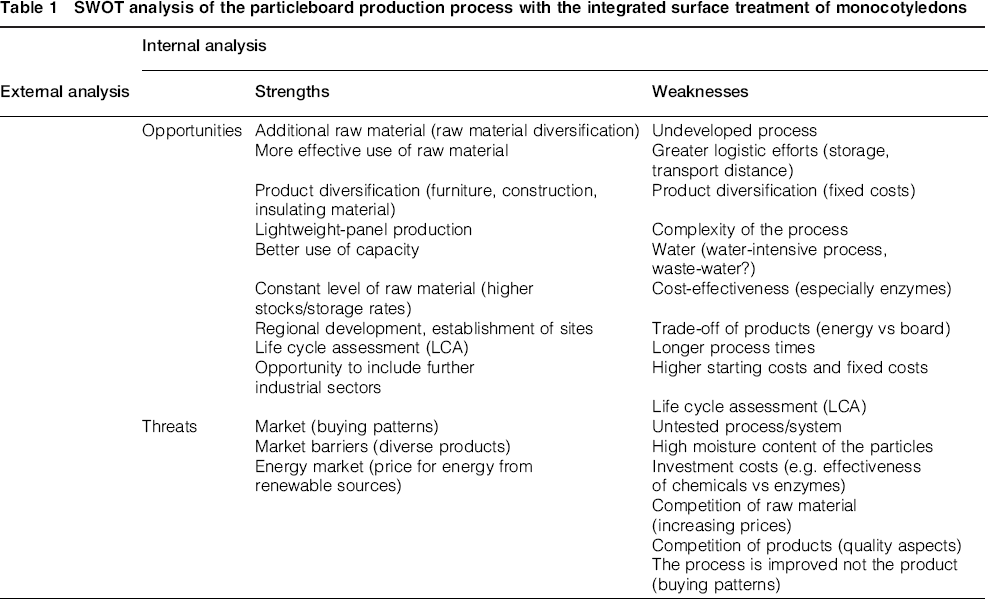
The SWOT analysis, Table 1, shows the interaction of the combined process with the environment. The strength and opportunities are related mainly to the raw material and product, while the weaknesses and opportunities are economic. Strength and threats can be allocated mainly to markets and competition; weaknesses and threats are characterised mainly by the low product invention and process improvement, which can also be allocated to markets.
SWOT analysis of the particleboard production process with the integrated surface treatment of monocotyledons
Strengths-opportunities combination
Monocotyledons as an additional raw material for particleboard production (Zhang et al. 2003; Hua et al. 2009) may lead to a more effective use of raw materials because of the opportunity to provide a product mix in panel production, such as panels for furniture, construction, insulating material (Sampathrajan, Vijayaraghavan and Swaminathan 1992) and energy production. Monocotyledons can also make it possible to produce lightweight panels (Garcia-Ortuno et al. 2011; Dziurka and Mirski 2013, Shalbafan 2013), and this leads to more product diversification on the market and fewer risks for the producer (Fine and Freund 1990). Product diversification leads to a greater use of the production line capacity, if the different products are produced in the same production line (Fine and Freund 1990; Li and Tirupati 1994). The wider range of raw materials and larger stock on the site prevent shortages in the supply of raw material. Further, monocotyledons have to be stored as they are harvested only once or twice a year and this leads to a constant level of supply from an intermediate storage. Once the concept of this integrated treatment process is established and it has been shown to be economically interesting, companies might build new sites, possibly mega-sites, where different industries can be combined and integrated. In agriculture-dominated areas, this would lead to regional development (Thomson and Psaltopoulos 2005). The integrated treatment process is also expected to have a positive impact on the life cycle assessment (LCA) of particleboards (Pandey, Nath and Sujatha 2011).
Strengths-threats combination
According to the literature, diversification is possible as diversification into related products and diversification into unrelated products (Bettis 1981; Chang and Wang 2007). The different types of panels achieved by variation in blends of monocotyledon and wood particles can be seen as both related and unrelated products depending on the perspective of definition. The variation in the amount of monocotyledon particles, density and thickness make the particleboards suitable for applications reaching from furniture to insulation or wall cladding, such as sound insulation panels, which has the character of unrelated products. The boards are nevertheless produced using the same facility, and their application is a raw material for different components in the area of interior accessories. In that perspective, they are related products. Methane production can be seen as an unrelated product but, as it can be considered as a side product, a successful marketing can be considered as the value-added production of panels rather than as product diversification.
From an economic perspective, the wider range of products on the market as a result of diversification leads to lower risks rather than return maximisation (Ramanujam and Varadarajan 1989). If it is assumed that the barriers of entry for the different panel-markets are low, the profits will also be limited and closer to the purely competitive level (Bettis 1981). This means that production costs have to be kept low and this again means, on the one hand, that the methane production is a beneficial value-added treatment process and, on the other hand, that the joint production of different types of panels is necessary to increase the capacity level of the manufacturing facilities. The buying patterns must also be considered. It is uncertain whether the boards made from large amounts of straw or grass can compete with those made mainly of wood. The wider range of products weakens the competition related to minor product diversification, but it also brings new competitors into the field. Under the recent energy policy, the production of energy from renewable resources can be beneficial (Berndes, Hoogwijk and Van Den Broek 2003; Parikka 2004, Obersteiner et al. 2006), but this can change at any time with a decrease in the price of oil or a change in subsidies. The costs are also changing; while the transaction costs in general may be positively influenced, the logistic costs on the site are expected to increase.
Weaknesses-opportunities combination
It is still an undeveloped process, which includes high risks, but once established it can eventually lead to greater production line capacities especially in times of stagnating sales quantity of the main product produced (lower fixed costs), more product diversity and a wider range of raw materials. The flexibility has the disadvantage of higher investment costs and a greater complexity of the site. The large quantity of water required for AD and the water cycle have to be evaluated. Besides the variety of panels based on the raw material, a trade-off between raw material for particleboard production and for energy has to be handled (Zheng et al. 2009). Further research in the area of enzymes and lignin is needed. In the case of the enzymes, the costs are problematic (Rowell 1998), and for lignin a technical improvement is in general necessary (Pizzi 2003, 2006). If these problems can be solved, this process opens a wide range of opportunities. The logistic aspects of AD or fermentation (Müller et al. 2012; Ekman et al. 2013), such as storage and transport distance, have to be analysed from an economic and LCA point of view.
Weaknesses-threats combination
Besides the fact that the process is undeveloped, the economic dimensions of this process, especially the treatment by enzymes (Shen et al. 2011) and the drying of the particles, are a disadvantage. The raw material properties after treatment also have to be analysed, as it is an untried process. It may also be expected that the price of the formerly cheap raw material will increase with the greater demand (Hall 2002), that the raw material can have a wide range of properties (Youngquist, English, Spelter and Chow 1993), and that the process parameters during board production may differ strongly from the parameters suitable for panels made only of wood (Dai, Wasylciw and Jin 2004). In this paper, a process, and not a product, development is presented. There are still problems, which have not been solved related to the particleboard production, such as the formaldehyde-emitting adhesives (Dunky 1998) and the large amount of raw material input compared to products, such as sandwich panels (Barbu, Lüdtke, Thömen and Welling 2010). If no benefits can be offered to the consumer, the purchase of panels made from monocotyledons may be lower than expected.
Limitations of the study
A LCA including both systems would help to also consider this study also from an environmental perspective. The carbon balance may show effective losses and gains, especially regarding the input of energy and raw material. This may also facilitate an estimate of the financial investments required, as not only the material flows but also the different amounts of the raw material are shown in more detail. With a positive energy balance, the treatment process can be seen as an advantageous expansion because it provides a raw material, which, according to the literature, should be suitable for conventional particleboard production. Until now, this approach is an idea, which has to be technically and economically tested, verified and approved.
The process has advantages related to the mild surface treatment and lower silica content of the straw without having any significant effect on the lignocellulosic components of the raw material. The disadvantages are that this process is water and time intensive, since the treatment is only possible in the presence of water and it takes a relatively long time. Depending on the temperature needed for the fermentation and the extent of drying after treatment, this process can also be quite cost and energy intensive. The water cycle and the handling of the enzymes for reinoculation of the different fermenters, in particular, must be considered and evaluated in greater depth. From a technical point of view, the challenge is to integrate a continuous fermenter in the form of a dry-system reactor for the surface treatment into a two-stage wet-system, yielding surface-treated particles, methane, water and lignin as output. Research is required regarding the use of the residual lignin as a component in adhesives.
Since no practical tests were carried out in this study, it is impossible to verify components, such as water- energy- and enzyme-cycles within the combined process. Further, the question remains as to whether it is really possible to include the monocotyledon particles in particleboard production, as the material properties may change during the treatment process. A great variation in the properties of monocotyledon particles surface treated on a laboratory scale is presented in the literature. The conventional adhesives used in particleboard production, such as melamine urea formaldehyde (MUF), should lead to satisfactory results; otherwise, phenol- or isocyanate-based adhesives have to be used, which would lower the benefits related to the production costs. It may even be possible to produce a new adhesive or adhesive composition using the residual lignin, but here additional research is also needed.
Conclusion
The concept of an integrated surface treatment of monocotyledons to provide a substitute raw material for particleboard production is presented based on a combination of literature data from different disciplines. The challenges of the concept are the combination of different types of reactors and the cycle of contaminated water. Theoretically, it appears that the concept is technical realisable, which means that the largest barriers would be the investment costs for AD, since highly diverse process steps can be combined in the two processes. The results show that the integration of a monocotyledon surface treatment into particleboard production can provide a basis for product diversification, which gives the opportunity of increasing the capacity level of existing facilities in times of stagnating sale of the main product. This way of product diversification would further spread the risk on the market into different market sectors and thus reduce the pressure of competition. Nevertheless, this concept has to be practically approved, verified, and optimised from technical, environmental, and economic points of view.