
Abstract
The paper describes an investigation into the potential for using small diameter finger jointed and laminated poplar in the manufacture of school chairs in Iran. When compared with solid wood controls, the results were positive although there were marked differences in performance of the various jointing/laminating methods. Failures usually occurred at the glue line.
Introduction
Plantations of small-diameter poplar are widespread in Iran. The Food and Agriculture Organization (FAO) places a great emphasis on the plantation of fast-growing species such as poplar. The popularity of poplar plantations is owing to the reduction in supply of forest resources. A poplar plantation has a high added value, but the yield from converting small-diameter round wood such as poplar is low. A low yield of conversion means that the volume of product, i.e. boards, from the bolt is reduced and only small sized timber is produced. Dimension parts can be produced from timber with a relatively small width, length and thickness. Small size timbers can be jointed together to produce parts of the desired final size. The glued timber is suitable for manufacturing chairs. Small-diameter timber can be used as structural components, but it is also for producing wooden chairs at a minimum production cost (Wolf 2000).
Because of the growing demand for wood products, there is a need for wood feedstock. Glued lumber is a response to the demand, but to maximise the strength of chairs one must make maximum use of the strength of the glued lumber. The stress and the applied load should be uniformly distributed by the joints (Custodio, Broughton and Cruz 2009).
Pieces of wood can be simply jointed together with a wide range of connecting methods such as adhesives and mechanical connectors (Anonymous 2000). A number of types of joints are used for manufacturing wooden furniture and including end to end, edge to edge and face to face joints (Marra 1992). Finger joints are one way of creating end to end joints. Timbers that are too short can be converted to dimension boards by joints. These types of joints create the possibility to use small diameter timber. The economic value of the raw material is increased by these joints (Ayarkwa, Hirashima and Sasaki 2000). These types of joints are used for many applications and designs of joints are growing quickly. By the use of finger joints, timber can be made to any arbitrary length (Yang, Wang, Lin and Tsai 2008).
Modulus of elasticity (MOE) of beech samples (Fagus sylvatica) and European oak (Quercu petraea) with a finger joint was not significantly different from samples without this joint, while its modulus of rupture (MOR) was reduced (Pena 1999). The bending properties of laminated lumber were reduced when the layers of poplar wood were short and thick, but they were improved when the layers were long and thin. The MOR of solid wood samples (those without joints) is better than the lumber that is laminated and jointed together. The bending strengths (MOR) of timbers with two layers glued face to face is sufficient and that their MOR is slightly lower than the control sample (Bayatkashkoli, Shamsian and Mansourfard 2011). Modulus of rupture and MOE of poplar laminated lumber decreased with an increasing number of joints; the MOR was more affected. Edge to edge joints have a negative effect on the MOE and MOR of laminated lumber, while bending properties were improved by longer layers and fewer edge joints. The quality of component parts becomes low as a result of increasing the number of glued joints. The strengths of final products are reduced when the number of small sized timbers glued together increases within dimension boards (Bayatkashkoli, Shamsian and Mansourfard 2012). Therefore, when the component parts are made with end to end joints and glued faces, this has a negative effect on the strength of the chairs. Chairs with mortice and tenon joints were stronger than chairs with other joints (Eckelman and Haviarova 2006). The mortice and tenon joint is already the way that most wooden chairs are made. This joint is increasingly used to manufacture chairs, although the tensile strength parallel to the length of the tenon is poor. Opening joints are the result of this tensile stress. The bending moment capacity of the joint is related to the MOR, thickness and height of the tenon (Ebrahimi 2007).
The dimensions of the mortice and tenon joints are normally selected according to the Published data (Noll 2007; Horwood 1999; Jackson and Day 1995) as follows: the thickness of the tenon is 8 mm which is equal to a third of the element thickness of chair, the length of tenon is 20 mm and width of tenon is 21 mm. The type and design of the chair's joints affect the strength of chair frame (Ebrahimi 2007). The strength of chairs with stretchers and side rails is greater than chairs designed without stretchers and side rails.
A chair is properly designed for human ergonomics if the height of the seat surface is 38 cm, the width of the seat 42 cm and the height of the backrest is 35 cm from the seat surface (Haviarova, Eckelman and Erdil 2001; Eckelman and Haviarova 2006). School chairs are tested to standard loads which are applied from front to back to imitate in-service conditions. The front to back load test on seats is based on the America Library Association standard (Haviarova et al. 2001; Eckelman and Haviarova 2006). Probably, before the tenons are loading, the joints have a slight failure that is not visible. The chair joints that fail most frequently are those between the back post and the side rail (Eckelman and Haviarova 2006).
The standard method of loading for chair testing is based on a stepped loading model. This method was developed to determine the strength of furniture (Eckelman 1999).
Small sized timber glued together in length, width and thickness can provide dimension parts for school chairs, and production efficiency increases. The quality of final products depends on the glued lumber. Therefore, an evaluation of the quality of school chairs produced from small sized timber is necessary.
Materials and methods
Wooden chairs with varying designs are manufactured by workshops and factories. Most of the chairs produced in factories and workshops are of a similar design to that used in this study. The dimensions of the school chair and its components are based on a field survey and the Published data (Haviarova et al. 2001; Eckelman and Haviarova 2006). The dimensions of the school chair are shown in Fig. 1.
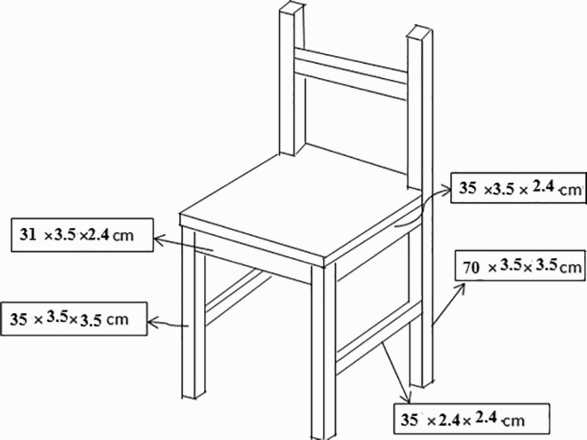
Size of component parts for school chair
The dimensions and design of typical joints are based on a field survey and the Published data (Noll 2007; Horwood 1999; Jackson and Day 1995).
Small sized poplar timbers were gathered from workshops and their moisture content was determined. The average moisture content of the samples was 7.5% and their densities were 410 kg m− 3. The widely available polyvinyl acetate glue was used as an adhesive. The characteristics of the adhesive were as follows: the appearance colour is milky white, pH is 3, the density is 0.7 g cm− 3 and the portion of solid material in the liquid adhesive is 40%.
Small sized timbers were glued together with face to face and edge to edge joints. Short timbers were glued end to end with finger joints. Finger joints manufactured at the same form. Chairs were then manufactured from the laminated timbers. Glue was applied to the small components of the dimension parts by brush, and then the parts were assembled and clamped for 24 h. The final assembly of the chairs was accomplished with mortice and tenon joints in six different types of patterns (Fig. 2). The length of the mortice was 20 mm and its width 21 mm.
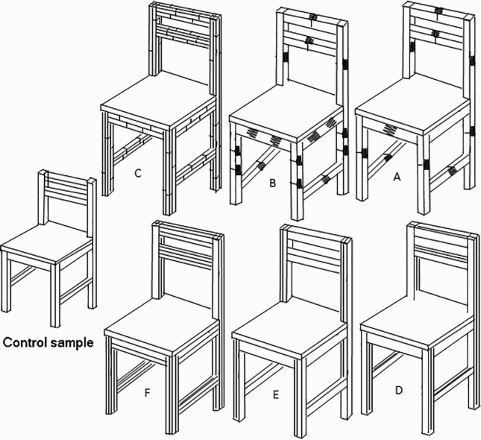
The pattern of manufacture of the school chair by using small-diameter poplar: the end to end joint of component parts: a one finger joint located in middle length of component part; b two finger joints located in the centre of component part; c the pieces of component parts glued together similar to stacked boards. The face to face joint of component parts: d lamination manufactured with the face to face joint and the glue line of glued pieces to be visible at the front side of chairs; e lamination manufactured with the edge to edge joint and the glue line to be visible at the front face of chairs; f lamination manufactured with the face to face joint and edge to edge joint, and the glue line to be visible at both front side and front face of chairs
The patterns of manufacture of the school chair are shown in Fig. 2. One finger joint is located in the middle of component part of A samples, but component part of B chairs has two finger joints. The pieces of component part of C chairs were glued together similar to stacked boards. D samples have a face to face joint and the glue line of glued pieces see on the front side of chairs, but the glue line of E samples seen on the front face of chairs. The glue lines of edge to edge and face to face joints are seen in both front side and front face of F samples.
Seven types of chairs were manufactured, which included six types with small sized timber and one type with solid wood. A front to back load test was applied to each of the 21 chairs, based on the American Library Association (ALA). 1995 and DIN EN-1729-2. The load was applied in a Universal Testing Machine. The chair was fixed as shown in Fig. 3 so that it could not slip when applying the front to back load. The loading method on the chair is shown in Fig. 3.
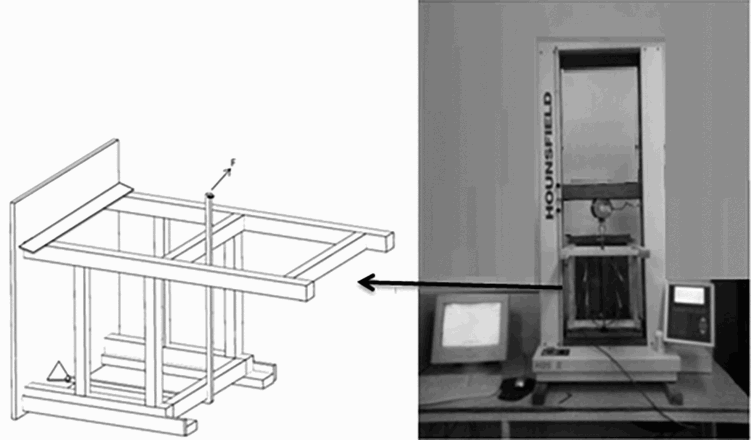
Loading method applied from front to back on the chair
The loading speed was adjusted to 6.5 mm per minute and the test was continued till a maximum load was reached. The data were analysed with SPSS software, whereby the differences between means were tested was according to the Duncan multiple range test at a 95% level of protection.
Results and discussion
The means of the maximum front to back loads and results of the Duncan test are show in Fig. 4. Loading diagram and failure position of chair samples are shown in Figs. 5–8. Figures 5–8 shows how the different chairs changed the failure modes.
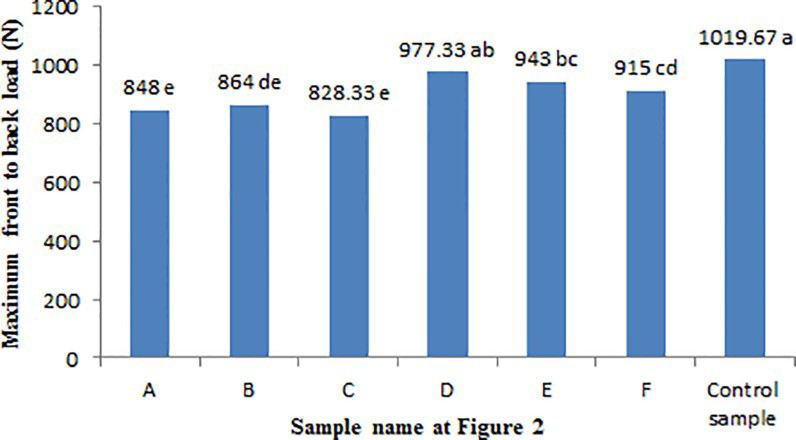
The means value of the maximum front to back loads along with the Duncan test results
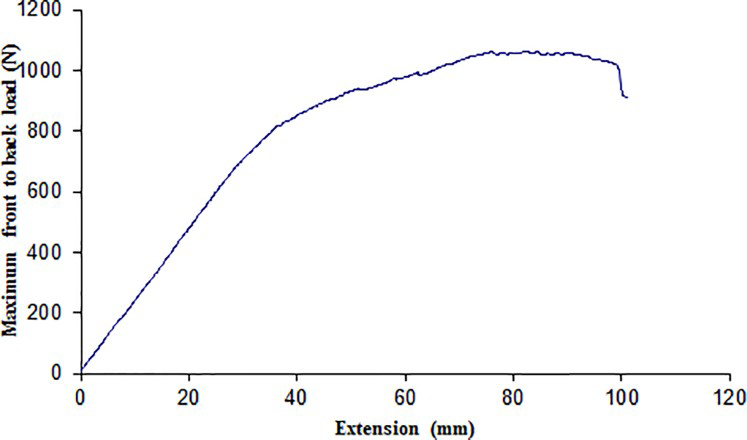
Loading diagram and failure position of control samples
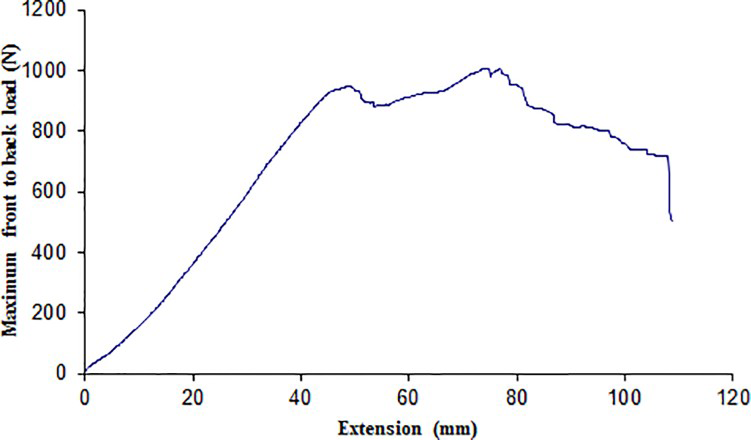
Loading diagram and failure position of D sample (chairs with the face to face joint and the glue line of glued pieces seen in the front side of chairs)
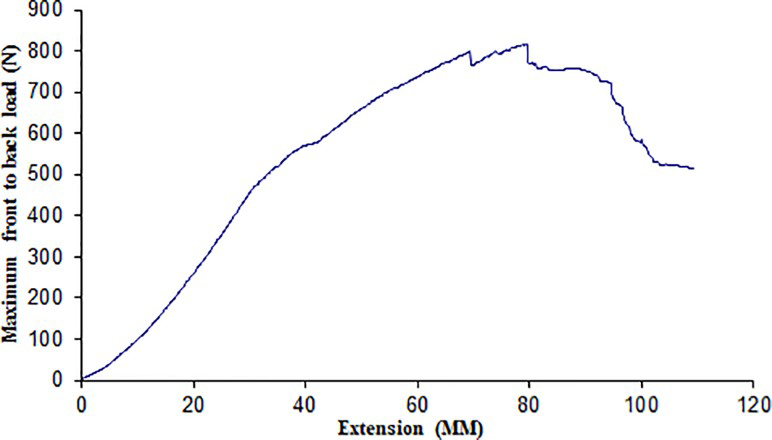
Loading diagram and failure position of C sample (chairs with the end to end joint and the pieces glued together similar to stacked boards way)
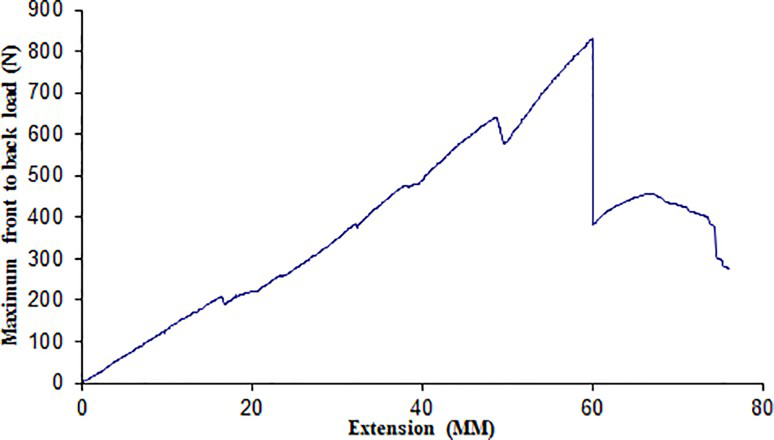
Loading diagram and failure position of A sample (Joints type of component parts of chairs is finger joint, and one finger joint is located in middle length of component part)
The control sample has a high strength because of the uniform structure of the chair parts. The strength of sample D is similar to the control sample and the difference between the samples is not significant (Fig. 4). The layers of D sample are arranged perpendicular to the load from front to back, and the mortice is bored into a solid surface. Therefore, the maximum load of D sample is higher than that of the other laminated chairs. Note that this chair has a better performance than sample E, where the mortice is bored between the glued layers.
The decreasing strength of chairs with laminated timber is owing to the reduction in the MOR of glued component parts when compared with chairs of solid wood. The equation of the bending moment capacity of mortice and tenon joints is related to MOR (Ebrahimi 2007).
Samples E and D, and also samples E and F are not significantly different to each other, but samples of D and F are significantly different (Fig. 4). The strength of a chair depends on the arrangement of the layers and elements of the chair. The face to face glued layers have more strength than parts glued edge to edge. Face to face glued parts resisted the load from front to back. The layers of the component parts are glued face to face in sample D, while the layers of the component parts for the F sample are glued edge to edge. Therefore, sample F is less strong than sample D. Results from others (Bayatkashkoli et al. 2011) show that the lowest MOR is obtained from samples with four-layer edge to edge joints. The published data showed that end to end joints have a lower bending strength than face to face joints. Chairs with joints and layers in the component parts are strong enough for use in schools. The weak chairs such as C samples have minimum standard loads on the basis of DIN EN 1729-2 (2006), and these chairs are still strong enough to use. Threshold values are related to Functional dimensions. Functional dimensions of chairs are varied. Threshold values of back loads are equal to 50–180 N for small to large size of chair, and also, back static loads are 410–700 N, respectively. Threshold value of back static load is equal to 700 N for the size of school chair.
When the number of joints is increased along the length, the strength of chair component parts is decreased. Chair types A, B, and C (Fig. 2) failed at the joints where the small sized timbers were glued together. The most frequent failure of chair types D, E, and F was located at the joint between the back post and side rail. Failure might have occurred in the glue line within the mortice or finger joint. Chair elements were assembled with mortice and tenon joints. Also, some of component parts of chairs manufactured with finger joints. Failure occurred within the finger joint of A, B, and C samples, but failure occurred in the glue line within the mortice of D, E, and F samples. The surfaces of the glue line were responsible for this decreased strength. In addition, the laminations were in a single stack of face to face joints. Component parts with layers were stronger than the rest. Component parts of chairs D, E, and F were made from small sized timbers glued face to face and edge to edge. The strength of component parts decreased as the numbers of joints increased, for example in the chair components of types A, B, and C.
The chairs assembled with component parts with face to face and edge to edge joints (Fig. 2d–f) are stronger than the other chairs (Fig. 2a–c) that are jointed with end to end joints or timbers of shorter lengths are glued together with finger joint (Fig. 4). The component parts with end to end joints are of lower strength than those with face to face or edge to edge joints, because of the reduced contact surface at the glue line.
The chair elements or component parts of chairs such as sample C (Fig. 2) are of lower strength than the other chairs. Consequently, the chair made from component parts similar to stacked boards (four laminations) had a lower strength than other chairs. The arrangements of the layers affect the strength of component parts. However, the bending strengths of the timbers with two layers glued side by side or with four layers as stacked boards (the four laminations), were decreased. Thus, the strength of a chair with face to face and edge to edge joints (Fig. 2f) was less than the chair with the face to face joint only (Fig. 2d).
The load/deflection graphs of chair made from face to face glued parts (Fig. 6) similar to control samples (Fig. 5), and also, these chairs (D chair types) have a more strength than other chairs (i.e. the C and A chair types in Figs. 7 and 8). The maximum load from front to back can be significantly decreased when component parts of chairs are weak. The weak component parts broken before the mortice and tenon joints that located at the joint between the back post and side rail. Since, the failure of chair types A, B, and C was located at the component parts. But component parts with face to face joints are resisted. The failure of chair types D, E, and F was located at the mortice and tenon joint between the back post and side rail.
Conclusion
The mechanical strength of a wooden chair is affected by number of joints in its component parts. In this study, chairs are manufactured from small-diameter poplar and then their mechanical strength is evaluated. The main members of the chairs were assembled with mortice and tenon joints to produce six different types and a control. The component parts of the chairs were manufactured from smaller pieces which were glued together in length, thickness and width. These smaller pieces were jointed together with finger joints, and also with edge to edge and face to face joints. Front to back load tests on the chairs were conducted based on DIN EN 1729-2. The results showed that the maximum load was 1019 N for the control chairs made from solid wood. The strength of the chairs made from small sized timbers glued together with end to end, edge to edge and face-to-face joints was 956 N. Chairs made from face to face jointed timbers were stronger (977 N) than other chairs made from timbers containing finger joints (end to end joints) and edge to edge joints (879 N). The surfaces of the glue line are responsible for this decreased strength. Failures have occurred in the glue line within the mortice or finger joint. Chair elements were assembled with mortice and tenon joints. Also, some of component parts of chairs were manufactured with finger joints. Failure occurred within the finger joint of A, B, and C samples, but failure occurred in the glue line within the mortice of D, E, and F samples. The weak component parts affected the strength of chairs. The strength of a chair depends on the component parts. The component parts with finger joint are less strong than other parts. Face to face glued parts resisted the load from front to back.