
Abstract
Manufacturing firms seek continuous supplier performance improvement because this outcome makes them more competitive in downstream markets. Although manufacturing firms use a range of tools to effect continuous supplier performance improvement, the author focuses on two that are especially important—collaborative communication and control—and poses the following research questions: (1) How does collaborative communication foster continuous supplier performance improvement? and (2) What are the combined effects of collaborative communication and control? The results from a survey of 153 manufacturer–supplier dyads show that collaborative communication fosters continuous supplier performance improvement by enhancing supplier knowledge (of manufacturer needs) and by building supplier affective commitment (toward the manufacturer). With respect to the combined effects of communication and control, the results show that capability control enhances the positive effects of both supplier knowledge and supplier affective commitment on continuous supplier performance improvement, whereas process control undermines the effect of supplier knowledge on the outcome. This pattern of results suggests that manufacturing firms should emphasize capability control and deemphasize process control to foster continuous supplier performance improvement.
Keywords
In what is arguably the most comprehensive discussion to date of the drivers of supplier performance improvement, Krause, Scannell, and Calantone (2000) draw from the resource-based view and from the literature on internalization/externalization to identify two types of supplier performance improvement strategies—externalized and internalized—with a range of specific activities discussed under each type. Externalized supplier improvement strategies “entail use of the external market to instigate supplier performance improvements” (p. 36) and include activities such as the use of competitive pressure, supplier assessment, and supplier incentives. In contrast, internalized supplier improvement strategies “represent a direct investment of the buying firm's resources in the supplier” (p. 36) and refer to the direct involvement of the buying firm in the supplier through activities such as supplier site visits to provide guidance on performance improvement and investment in supplier training and development. Consistent with the internalized strategy, subsequent research has also specifically focused on the role of collaborative communication (Prahinski and Benton 2004) as a means to enhance supplier performance. In addition to identifying drivers of supplier performance improvement, Krause, Scannell, and Calantone also discuss the interrelationships among these drivers and demonstrate that direct involvement mediates the impact of the externalized supplier improvement strategies on supplier performance improvement.
Although several supplier performance improvement strategies have been documented in prior research, two in particular—collaborative communication and control—have been the focus of extensive discussion and deliberation in both the operations management (Krause 1999; Krause, Handfield, and Scannell 1998; Krause, Scannell, and Calantone 2000; Prahinski and Benton 2004) and the marketing (Cannon and Perreault 1999; Wagner 2006a, b) academic literature streams as well as in the practitioner literature (Handfield et al. 2000; Lewis 1995). Given these strategies’ prominent role in fostering supplier performance improvement, the current research focuses particularly on these two drivers.
Although prior research has documented the important role of both collaborative communication and control in fostering continuous supplier improvement, several gaps remain in extant knowledge regarding these drivers. First, with respect to collaborative communication, whereas prior research has discussed both a cognitive (Flint, Woodruff, and Gardial 2002) and an affective (Prahinski and Benton 2004) basis for the relationship between collaborative communication and continuous supplier performance improvement, the cognitive basis has not been formalized in terms of a specific mediating construct, and the relative effects of these bases have not been examined. Second, with respect to control, whereas elements of both output (i.e., supplier incentives) and process (i.e., supplier assessment) control have been identified in prior literature (see Krause, Scannell, and Calantone 2000) as indirect drivers of supplier performance improvement, a comprehensive conceptualization of these mechanisms, in terms of the full range of reinforcement techniques (i.e., rewards and punishments) that are deployed within each control mechanism, does not seem to exist in extant literature. Furthermore, capability control, which has been shown in other contexts (see Challagalla and Shervani 1996) to be a significant alternative mode of control to output and process controls, has not been examined in the context of manufacturer attempts to improve supplier performance. Finally, although it is understood that collaborative communication and control mechanisms coexist, the exact nature of their interrelationship has not been explored. Thus, little is known about how the three control mechanisms work in tandem with collaborative communication to enhance supplier performance.
The following research objectives are distilled on the basis of the preceding discussion:
To establish cognitive and affective mediating variables between collaborative communication and continuous supplier performance improvement and
To identify the moderating effects of output, process, and capability control on the effects of these mediating variables.
The proposed contributions to extant knowledge on continuous supplier performance improvement are as follows: First, a more comprehensive explanation is provided for how collaborative communication affects continuous supplier performance improvement than is available in extant research. Second, more theoretically comprehensive measures are developed for output and process control mechanisms than are available in extant research, and the notion of capability control is introduced into the manufacturer–supplier literature. Finally, the interrelated effects of these control types with collaborative control on continuous supplier performance improvement are discussed in detail. From a managerial perspective, this research offers concrete suggestions in terms of the control mechanisms that manufacturing firms should deploy and avoid in combination with collaborative communication to foster continuous supplier performance improvement.
This study begins by developing the theoretical background for the conceptual model. Subsequently, the methods adopted to test this model are outlined. Following the presentation of the survey results, the article closes with a discussion of the theoretical, managerial, and research implications of the findings.
Conceptual Framework
Background
Control theory
Parties in an exchange make commitments to each other in terms of the actions that each will undertake to achieve mutual goals. The role of control in exchange relationships is to ensure that the promised actions are indeed undertaken and to ascertain that the relationship is moving closer to achieving its desired goals (Jaworski 1988; Jaworski and MacInnis 1989). Prior research has identified two dimensions of control—information and reinforcement—with the former referring to activities such as goal setting, monitoring, and feedback and the latter referring to activities such as the administration of rewards/punishments (for an extensive review of this distinction, see Challagalla and Shervani 1996).
It is argued here that collaborative communication is the key mechanism by which the information dimension of control is exerted within exchange relationships and that there are three control mechanisms—output, process, and capability—through which the reinforcement dimension of control is exerted within exchange relationships. Accordingly, each of these constructs is elaborated on in the subsequent discussion.
Collaborative communication
In line with the pioneering conceptual (Mohr and Nevin 1990) and empirical (Mohr, Fisher, and Nevin 1996) work by Mohr and colleagues, collaborative communication is defined in terms of four facets. Communication between exchange partners is said to be collaborative when it is characterized by (1) high-frequency—that is, when there is a substantial amount of information sharing; (2) high formality—that is, when there are routinized interactions; (3) high reciprocal feedback; and (4) use of rationality as a means of attaining influence. Thus, in the specific context of manufacturer–supplier relationships, collaborative communication is defined as the extent to which manufacturers communicate with their suppliers on a frequent, formal, and reciprocal basis while using rationality as a means by which to influence them.
Although this discussion of collaborative communication draws extensively from Mohr and colleagues’ (e.g., Mohr, Fisher, and Nevin 1996; Mohr and Nevin 1990) work, it also differs from and extends it in two important ways. First, whereas Mohr and colleagues identify bidirectionality—which they define in terms of the trajectory of information flow from Party A to Party B, and vice versa (Mohr, Fisher, and Nevin 1996, p. 105)—as a key facet of collaborative communication, the current research refers instead to reciprocal feedback. The essential distinction between bidirectionality and reciprocal feedback in this study is that whereas the former may include instances in which exchange parties “talk past” each other, the latter more specifically focuses on communication in which each party builds on what its partner has said. Consistent with more recent research on collaborative communication (e.g., Fisher, Maltz, and Jaworski 1997; Peters and Fletcher 2004), reciprocal feedback more accurately captures the intent of collaborative communication than bidirectionality, and accordingly, it is included as a key facet of the collaborative communication construct in place of bidirectionality.
Second, whereas Mohr, Fisher, and Nevin (1996, p. 105) define collaborative communication in terms of “noncoercive information sharing” between exchange partners, recent developments in the literature on noncoercive influences strategies suggest that rationality, which is defined in terms of providing rationale and evidence for why an exchange partner should adopt a particular recommendation (Payan and McFarland 2005), is an especially effective noncoercive means of gaining compliance. Accordingly, this latest advance in the literature is incorporated here by replacing noncoercive information sharing with rationality as a key facet of the collaborative communication construct.
Output, process, and capability control mechanisms
In line with prior research by Challagalla and Shervani (1996), three types of control mechanisms are distinguished—output, process, and capability. A manufacturer deploys output control over its supplier when it provides rewards to the supplier (e.g., increases the supplier's share of business) for meeting/exceeding predetermined performance targets. Conversely, output control is also in effect when the manufacturer administers punishments to the supplier (e.g., by reducing the supplier's share of business) in response to a failure by the supplier to meet these targets. Relatedly, a manufacturer deploys process control over its supplier when it administers rewards (punishments) to the supplier according to the supplier's conformance (nonconformance) to manufacturer expectations with regard to the production/operation processes used to fulfill the manufacturer's order. Finally, capability control in the manufacturer–supplier relationship exists when the manufacturer focuses on the supplier's underlying ability to set up best-practice processes across the organization (in both operational and non-operational domains) that standardize and routinize the transformation of inputs into outputs as the key basis for rewarding or punishing the supplier.
Hypotheses
Definition of continuous supplier performance improvement
Continuous supplier performance improvement refers to the trajectory of the supplier's track record in terms of meeting customer (i.e., manufacturer) expectations on a range of performance metrics (Cannon and Perreault 1999). If the supplier's performance in terms of meeting these metrics shows an upward trend over time, the supplier exhibits continuous improvement.
Now that the dependent variable in the conceptual model has been defined, the following subsections develop the research hypotheses. First, the case is made for supplier knowledge as a mediator between collaborative communication and supplier performance. Second, the hypotheses are developed for the mediating role of supplier affective commitment in the collaborative communication–supplier performance relationship. Finally, the moderating effects of output, process, and capability controls on the mediating effects of both supplier knowledge and supplier affective commitment are examined. Figure 1 provides a pictorial representation of the hypotheses.
Effect of collaborative communication on continuous supplier performance improvement: the mediating role of supplier knowledge
Supplier knowledge refers to the extent to which the supplier has a “clear understanding” (Gwinner et al. 2005, p. 135) of the manufacturer's needs and expectations. To the extent that the supplier is confident in its understanding of what the customer (i.e., the manufacturer) wants, the supplier is considered knowledgeable.
It is argued that collaborative communication in the manufacturer–supplier relationship enhances supplier knowledge, which in turn is positively related to continuous supplier performance improvement. In short, supplier knowledge mediates the relationship between collaborative communication and supplier continuous performance improvement.
To remain competitive in their downstream markets, manufacturing firms must continually raise the bar in terms of supplier performance expectations. For suppliers, then, the implication is that they must continually improve their performance levels if they are to survive and prosper over the long run. To improve their performance in a timely manner, however, suppliers need to be able either to accurately anticipate the desired value change of their customers (i.e., the manufacturing firms) before it occurs or to recognize this desired value change as soon as it manifests. Both approaches to managing customer-desired value change require the supplier to have a comprehensive understanding of the customer (i.e., the manufacturer), which suggests that supplier knowledge drives continuous supplier performance improvement. Based on extensive fieldwork of manufacturer–supplier relationships in automobile manufacturing supply chains in the United States, Flint, Woodruff, and Gardial's (2002) seminal study on customer-desired value change provides empirical support for these arguments. Similarly, in a study of role stress in horizontal alliances, Nygaard and Dahlstrom (2002) find that the experience of role ambiguity among managers of horizontal alliances reduced their contribution to sales. Consistent with the previous arguments, Nygaard and Dahlstrom contend (p. 66), “As role responsibilities become less clear, retail managers must dedicate more cognitive resources to identify role expectations. Because cognitive resource are limited, resources allocated to clarifying responsibilities cannot be dedicated to pragmatic, goal-based action.”
By establishing an ongoing and reciprocal pattern of communication with their suppliers, manufacturing firms can convey their evolving expectations to suppliers and also provide them with timely performance feedback to align supplier performance with manufacturer expectations at any given point in time (Krause, Scannell, and Calantone 2000). Thus, by giving suppliers the opportunity to test and retest their understanding of manufacturer expectations, manufacturer collaborative communication is expected to enhance supplier knowledge of evolving manufacturer expectations (which, as discussed previously, fosters continuous supplier performance improvement). Consistent with these arguments, Flint, Woodruff, and Gardial (2002, p. 112) identify “coordination”—which they describe in terms of “ensuring that the appropriate supplier representatives, such as sales representatives and engineers, [are] interacting with the appropriate people (within the manufacturer's organization)”—as being key to ensuring that the supplier develops a timely and comprehensive understanding of “new customer desires.” Relatedly, Nygaard and Dahlstrom (2002) identify personal modes of communication between alliance partners as being key to reducing role ambiguity and role conflict. Collectively, these studies provide an empirical basis for the assertion that through collaborative communication, the manufacturer can ensure that the supplier becomes knowledgeable of the manufacturer's evolving expectations on an ongoing basis, thus fostering supplier continuous performance improvement.

Effects of Manufacturer Collaborative Communication and Control on Continuous Supplier Performance Improvement: A Conceptual Model
On the basis of the preceding discussion, the following hypothesis is offered for empirical testing:
H1: Supplier knowledge mediates the relationship between collaborative communication and continuous supplier performance improvement such that (a) collaborative communication is positively related to supplier knowledge and (b) supplier knowledge is positively related to continuous supplier performance improvement.
Effect of collaborative communication on continuous supplier performance improvement: the mediating role of supplier affective commitment
Affective commitment has been examined within marketing exchange relationships in prior research (e.g., Gundlach, Achrol, and Mentzer 1995; Kim and Frazier 1997a; Morgan and Hunt 1994) and exists when one party in the relationship feels a sense of “unity or cohesion” (Kim and Frazier 1997a, p. 143) with its partner. Thus, the current research context defines supplier affective commitment as the extent to which the supplier experiences a “high level of unity” (Kim and Frazier 1997a, p. 143) or, more generally, feels a “positive emotional attachment” (Gruen, Summers, and Acito 2000, p. 37) to the manufacturer.
It is argued that collaborative communication in the manufacturer–supplier relationship enhances supplier affective commitment toward the manufacturer, which in turn is positively related to continuous supplier performance improvement. In short, supplier affective commitment mediates the relationship between collaborative communication and continuous supplier performance improvement.
As many of the leading scholars in the affective commitment literature have observed (Allen and Meyer 1990; Mowday, Porter, and Steers 1982), when a source (e.g., the supplier) experiences affective commitment toward a target (e.g., the manufacturer), it becomes willing to expend energy and resources to foster the target's well-being (Gruen, Summers, and Acito 2000). Consistent with this argument, Prahinski and Benton (2004) find that supplier commitment to an industrial buying firm increased the supplier's performance in relation to the buying firm. Relatedly, prior empirical research on marketing exchange relationships has shown that the sense of affective commitment experienced by one party in an exchange relationship reduces opportunism toward its partner (Gundlach, Achrol, and Mentzer 1995) while enhancing party cooperation with the partner (Morgan and Hunt 1994) and partner perception of party performance (Jap and Ganesan 2000). In addition, the argument that affective commitment by a source toward a target increases protarget behaviors by the source has also been validated extensively within the context of employee–organization relationships in both the organizational behavior (Dutton, Dukerich, and Harquail 1994; Mael and Ashforth 1992) and the marketing (Ahearne, Bhattacharya, and Gruen 2005; Gruen, Summers, and Acito 2000) literature streams.
With respect to the drivers of affective commitment, prior empirical research on marketing exchange relationships has made a strong case for the role of collaborative communication as a key driver either directly (Mohr, Fisher, and Nevin 1996) or indirectly through its impact on trustworthiness (Kim and Frazier 1997b), the conceptual argument being that through frequent bilateral engagement, collaborative communication creates a sense of community between the exchange partners, giving rise to affective commitment (see also Prahinski and Benton 2004).
Taken together, the foregoing arguments suggest that supplier affective commitment mediates the effects of collaborative communication on continuous supplier performance improvement. Accordingly, the following hypothesis is submitted for empirical testing:
H2: Supplier affective commitment mediates the relationship between collaborative communication and continuous supplier performance improvement such that (a) collaborative communication is positively related to supplier affective commitment and (b) supplier affective commitment is positively related to continuous supplier performance improvement.
Moderating effects of output, process, and capability control on supplier knowledge: continuous supplier performance improvement relationship
As noted previously, knowledge of the manufacturer's evolving preferences gives the supplier clear performance targets at any point in time, thus facilitating continuous improvement in supplier performance (Flint, Woodruff, and Gardial 2002). However, note that responsiveness to evolving manufacturer preferences may require the supplier to make changes to its products and operational processes. These changes impose a cost burden that the supplier may be unable and/or unwilling to bear. Because it creates (dis)incentives for (non)responsiveness, the use of output control by the manufacturer is expected to alleviate the cost burden of responsiveness and to increase the cost burden of nonresponsiveness, thus enhancing supplier willingness to become responsive to knowledge of the manufacturer's evolving preferences.
In their study of the strategies used by manufacturing firms to improve supplier performance, Krause, Scannell, and Calantone (2000) find that supplier incentives, which they define as tools that are “designed to induce suppliers to improve their performance based on a desire for increased business with the firm” (p. 36), are key enablers of supplier development. Consistent with this argument, a key finding from their survey of a cross-section of industrial purchasing managers is that “supplier incentives motivate suppliers to improve by sending a message that improved performance is rewarded with increases in business and preferred status for future business” (p. 49). Output control is an “indirect” supplier development strategy in that it generates the outcome (i.e., supplier development) by working through the supplier (rather than working directly on the supplier). Several prior studies have shown that such indirect supplier development strategies have a positive impact on supplier performance (e.g., Prahinski and Benton 2004; Wagner 2006a, b). On the basis of these studies, it is argued that when output control is high, suppliers receive incentives for investing in the requisite infrastructure upgrades that enable them to convert their knowledge of manufacturer preferences into concrete product outcomes. Thus:
H3: The positive relationship between supplier knowledge and continuous supplier performance improvement is enhanced when output control is high.
In addition to the creation of requisite operational processes, conversion of the knowledge of evolving manufacturing preferences into concrete product outcomes also requires conformance to these operational processes. As has been noted in the literature on total quality management in relation to the development of manufacturer–supplier relationships, presence of the appropriate operational infrastructure within the supplier is no guarantee that it will be used in conformance with manufacturer expectations, because the supplier may lack the necessary discipline to ensure that its operational processes never deviate from manufacturer expectations (Forker 1997; see also Forker and Hershauer 2000; Forker, Ruch, and Hershauer 1999). Establishing process control over the supplier is a means by which the manufacturer can ensure that such deviation does not occur. Thus, when manufacturer process control is high, it is expected that supplier conversion of knowledge of evolving manufacturer expectations into concrete outcomes is enhanced because the manufacturer is able to reduce deviations in the supplier's operational processes.
Building on the empirical work by Forker (1997), several other studies also provide evidence for the general argument that assessment of supplier activities and processes is a key driver of supplier improvement (Krause, Scannell, and Calantone 2000; Prahinski and Benton 2004; Wagner 2006a, b). Collectively, these studies provide the empirical basis for the argument that process control enables suppliers to transform their knowledge of evolving manufacturer preferences into high-quality outcomes by ensuring conformance to predetermined operational processes. As with quality improvement, it is expected that, over time, process conformance improves overall levels of supplier efficiency/effectiveness (Ulaga and Eggert 2006). Accordingly, the following hypothesis is submitted for empirical testing:
H4: The positive relationship between supplier knowledge and continuous supplier performance improvement is enhanced when process control is high.
Although suppliers may invest in the appropriate operational infrastructure and conform to the manufacturer's process expectations, because the manufacturer's outcome expectations are continually evolving (Flint, Woodruff, and Gardial 2002), the supplier needs to ensure that it simultaneously conforms to the manufacturer's current expectations and works toward evolving its operational processes so that the subsequent outputs meet the manufacturer's evolved future expectations. To achieve this process adaptability, suppliers need process “capability”—that is, the underlying knowledge regarding the construction of resource mobilizing routines (Day 1999; Hagel and Brown 2005; Hunt and Morgan 1995; Ray and Ramakrishnan 2006; Winter 2000) that enable the supplier to evolve its operational processes in a timely manner.
Although the development of capabilities (i.e., the creation of dynamic capabilities) is essential for sustainable competitive advantage (Teece 2007; Teece, Pisano, and Shuen 1997), it entails the commitment of organizational resources in terms of managerial cognitive effort and time. Given the long-term nature of the payoffs associated with capability development, suppliers may be reluctant to invest resources to this end, preferring instead to commit resources to addressing more immediately pressing issues. By providing incentives to suppliers to engage in this activity, manufacturer capability control encourages suppliers to focus on the development of their routine building capability (Teece, Pisano, and Shuen 1997). Thus, when manufacturer capability control is high, it is expected that supplier conversion of the knowledge of evolving manufacturer expectations into outcomes is enhanced because suppliers are able to adapt their processes to remain aligned with evolving customer preferences.
The supplier development literature (Handfield et al. 2000; Humphries, Li, and Chan 2004; Krause, Scannell, and Calantone 2000; Sako 2004) provides both in-depth case study and cross-sectional survey evidence for the impact of the deployment of capability control by the manufacturer on the improvement of supplier performance on a sustained basis. Accordingly, it is expect that when manufacturer capability control is high, supplier ability to evolve operational routines is finely honed because the supplier is able to translate its knowledge of evolving manufacturer expectations effectively and efficiently into concrete outcomes. Thus:
H5: The positive relationship between supplier knowledge and continuous supplier performance improvement is enhanced when capability control is high.
Moderating effects of output, process, and capability control on the supplier affective commitment–continuous supplier performance improvement relationship
As discussed previously, a supplier's affective commitment toward a manufacturer motivates the supplier to engage in activities that increase the probability of extending its relationship with the manufacturer. Thus, given that the manufacturer requires continuous supplier performance improvement to continue its relationship with the supplier, it is expected that the supplier will work toward ensuring this outcome. In this section, the position is taken that manufacturer deployment of output, process, and capability control enhances the effect of supplier affective commitment on continuous supplier performance improvement.
Although supplier affective commitment motivates supplier performance, it is contended that motivation alone may be insufficient to produce the desired outcome. Indeed, (1) absence of the appropriate process infrastructure, (2) the lack of conformance to operational processes, and (3) the lack of ability to evolve these processes to remain aligned with evolving manufacturer preferences all represent critical impediments to the effect of supplier affective commitment on supplier continuous performance improvement. In line with the same bodies of knowledge cited previously, it is argued that manufacturer output control enables suppliers to create the appropriate process infrastructure, manufacturer process control ensures supplier conformance to operational processes, and manufacturer capability control facilitates supplier evolution of these operational processes. Thus, by aligning supplier motivation with the ability to overcome the previously described impediments, it is expected that each of the control types enhances the effect of supplier affective commitment on the outcome.
In line with the preceding arguments, the following hypotheses are submitted for empirical testing:
H6: The positive relationship between supplier affective commitment and continuous supplier performance improvement is enhanced when output control is high.
H7: The positive relationship between supplier affective commitment and continuous supplier performance improvement is enhanced when process control is high.
H8: The positive relationship between supplier affective commitment and continuous supplier performance improvement is enhanced when capability control is high.
Controls
Although the prime contention here is that collaborative communication is a key driver of supplier knowledge and supplier affective commitment, with continuous supplier performance improvement being the resultant outcome, the review of prior literature also indicates that other factors have an important influence on the mediating and outcome variables in the conceptual model. Thus, for example, supplier selection based on operational and marketing competence can affect both supplier knowledge and the outcome (Hsu et al. 2006; Krause, Scannel, and Calantone 2000). Similarly, specific supplier adaptations may be highly correlated with supplier affective commitment and the outcome (Prahinski and Benton 2004). Finally, apart from collaborative communication, the mediators and the outcome variables may simply be a function of the age of the relationship (see Prahinski and Benton 2004, p. 47). Thus, the effects of supplier selection, supplier-specific adaptations, and relationship age are control for in the assessment of the effect of collaborative communication on continuous supplier performance improvement.
Method
Research Context, Design, and Administration
The research hypotheses are examined in the context of manufacturer–supplier relationships for the following Standard Industrial Classification codes: 35 (industrial machinery and equipment), 36 (electronic and other electrical equipment), and 37 (transportation equipment). These industries were chosen for two reasons: (1) because of the prevalence of joint action within manufacturer–supplier relationships in these industries and (2) because control over supplier operations is a key concern for manufacturers in these industries (Heide and John 1990; Joshi and Stump 1999).
A cross-sectional, survey-based research design was used to test the conceptual model. A list of 761 firms in Canada within these Standard Industrial Classification codes was obtained from Dun & Bradstreet; each of these firms was telephoned to establish contact with a manager (e.g., vice president of sales and marketing) who was knowledgeable about the survey issues and willing to participate. Key informants were asked to focus on a “customer” relationship, with the customer in question being a manufacturer that incorporated the product created by the informant's firm into its own product that was then sold to downstream markets. Furthermore, each informant was asked to focus on a customer relationship (1) that was important to his or her firm (Stump and Heide 1996), (2) that had existed for more than two years, and (3) that the informant or his or her direct report had personally managed for at least one year (Kumar, Stern, and Anderson 1993). In addition, each key informant was asked to provide the name of a contact at his or her customer's organization for the collection of validation data. In return for their assistance in completing the survey, informants were promised a copy of the ensuing research report and an invitation to a seminar on the management of manufacturer–supplier relationships.
A total of 363 questionnaires were mailed to the managers who indicated interest in participating in the survey. Two weeks after this mailing, reminder postcards were sent. Four weeks after the initial mailing, 185 completed questionnaires were received, at which point the survey was closed. The response rate was 24.3% from the original sample and 50.9% from those who agreed to participate. Telephone interviews were conducted with the contacts in customer organizations that were provided by the key informants. After three callbacks and the provision of incentives for participation, data from 153 customer contacts were collected (for a response rate of 82.7%). Thus, the sections that follow report the results obtained from 153 supplier–manufacturer dyads.
Measures
Measure development and pretest
Measure development entailed creating items to map the domain of each construct in the model (Churchill 1979), which was done either by modifying items from existing scales or by examining insights gleaned from field interviews. A qualitative pretest of the questionnaire was conducted through interviews with two academics who were familiar with the research issues and with five purchasing agents. On the basis of these interviews, several items were revised for clarity, and others were eliminated because they were considered redundant. In addition, new items were created to measure constructs that were not comprehensively measured by the existing items. Next, the questionnaire was again pretested with a convenience sample (n = 43) of senior (e.g., directors, vice presidents) industrial sales/marketing managers and their customer contacts. Responses from this pretest led to further item modifications.
Collaborative communication
Consistent with prior research (Mohr, Fisher, and Nevin 1996), collaborative communication was conceptualized as a second-order construct with four first-order dimensions. In many cases, previously validated scales were used to measure each of these dimensions. Consistent with prior studies (Mohr, Fisher, and Nevin 1996), frequency was measured across three domains—face-to-face communication, telephone communication, and written communication—with each domain being measured by three items to create a nine-item scale. Reciprocal feedback was measured with a six-item scale from the work of Fisher, Maltz, and Jaworski (1997). As discussed previously, the concept of reciprocal feedback was used instead of bidirectionality because the former makes it possible to distinguish between communication patterns in which parties “talk with” rather than “talk past” each other. Mohr, Fisher, and Nevin's (1996) work was used, rather than more recent research (e.g., Johlke et al. 2000), for the six-item measure of formality because this scale explicitly captures the routinization of communication and does not confound it with the vehicle (i.e., oral versus written) of communication. Finally, the three-item measure of noncoercive communication was based on Payan and McFarland's (2005) recent research, rather than Mohr, Fisher, and Nevin's measure, because the former offers a more fine-grained understanding of the means by which noncoercive influence is achieved. 1
Note that data were also collected on all the collaborative communication subscales developed by Mohr, Fisher, and Nevin (1996). However, only subscales that are consistent with the revised conceptualization of the collaborative communication construct are reported. The results from using the original collaborative communication scale are entirely consistent with the results reported subsequently.
Supplier knowledge
Supplier knowledge—that is, clarity of the supplier's understanding of its customer's needs—was measured with a five-item scale adapted from the services literature (Gwinner et al. 2005). Although there is research on the development of customer knowledge in the market orientation literature (e.g., Jayachandran, Hewitt, and Kaufman 2004), it focuses mainly on the process of knowledge development rather than the extent of knowledge that is accumulated. The chosen measure best reflects the extent of knowledge that has been developed.
Supplier affective commitment
This construct refers to the sense of belonging that is experienced by the supplier in relation to the manufacturer. Prior research (Anderson and Weitz 1992; Kim and Frazier 1997a; Mael and Ashforth 1992) was used to develop a six-item measure of this construct.
Output, process, and capability controls
Output control (i.e., regulation of the supplier by rewarding [punishing] it for meeting [failing to meet] preset targets), process control (i.e., regulation of the supplier by rewarding [punishing] it for undertaking [failing to undertake] particular behaviors), and capability control (i.e., regulation of the supplier by rewarding [punishing] it for the development [lack of development] of the dynamic capabilities necessary to meet the manufacturer's evolving expectations) were measured with scales from prior research by Challagalla and Shervani (1996).
Continuous supplier performance improvement
The supplier performance metrics of interest to manufacturers were identified from prior research by Cannon and Perreault (1999). Based on their work, an eight-item scale that captures the trajectory of the supplier's performance over time on the metrics that matter to manufacturers was developed.
Controls
Supplier selection—that is, the extent to which manufacturers assessed suppliers on technological and marketing expertise before establishing a contract with the supplier—was measured with a three-item scale that developed from field interviews. A five-item scale that had been previously validated (Cannon and Perreault 1999) was used to measure adaptations made by the supplier to suit the needs of the focal manufacturer. Finally, age of relationship was measured with a single indicator that captured the length of time since the initial establishment of the focal relationship (i.e., the relationship with the manufacturer).
Results
Measure Validation
The measures were validated by following Churchill's (1979) and Gerbing and Anderson's (1988) recommended procedures. After the item-to-total correlations were examined and the items were submitted to an exploratory factor analysis, those with low correlations and those that exhibited significant cross-loadings were eliminated. In terms of confirmatory factor analysis (CFA), given that the data set does not meet the five-observations-per-indicator threshold (Hair et al. 1995), it was not possible to perform a global CFA of the measures. Instead, the following CFA models were estimated separately: Model 1 examined the second-order conceptualization of the collaborative communication construct, Model 2 examined the factor structure of the two mediating constructs (i.e., supplier knowledge and supplier affective commitment) and the outcome construct (i.e., supplier continuous performance improvement), and Model 3 examined the factor structure of the three moderator constructs (i.e., outcome control, process control, and capability control).
Model 1 was estimated as a second-order factor (i.e., collaborative communication) with four first-order dimensions (i.e., frequency, reciprocal feedback, formality, and rationality). The results (χ2 = 411.24, d.f. = 248, p < .01; average off-diagonal squared residual [AOSR] = .04; comparative fit index [CFI] = .97) indicate a good fit with the data. Furthermore, all the first-order and second-order item loadings were statistically significant (for details, see the Appendix). On the basis of these results, it was concluded that the measures for collaborative communication demonstrate convergent validity. The results for Model 2 also support the proposed three-factor structure (i.e., supplier knowledge, supplier affective commitment, and continuous supplier performance improvement) (χ2 = 272.13, d.f. = 153, p < .01; AOSR = .03; CFI = .98). The statistically significant item loadings (see the Appendix) provide additional evidence for the convergent validity of these measures. To assess discriminant validity, the “free” CFA model (i.e., the correlations among constructs are freely estimated) was compared with a series of constrained models (i.e., the correlation between each pair of constructs in the free model is sequentially and independently constrained to unity). In all instances, the fit of the constrained model is poorer than that of the free model (lowest χ2 difference = 15.73, d.f. = 1, p < .01). This pattern of results provides confirmatory evidence of the discriminant validity of these measures.
The procedures used to test Model 2 were replicated to confirm Model 3. The results for the free model (χ2 = 321.06, d.f. = 171, p < .01; AOSR = .04; CFI = .96) and the statistically significant factor loadings provide evidence for the convergent validity of these measures. Again, model fit of all the constrained models was appreciably poorer than that of the free model (lowest χ2 difference = 29.02, d.f. = 1, p < .01), thus providing evidence for the discriminant validity of these measures.
Construct reliability (Hair et al. 1995) constitutes another facet of the evidence necessary to substantiate measure validity. The reliability of each of the eight multi-item reflective scales exceeded the .70 benchmark (Nunnally 1978) for the establishment of construct validity (for details, see Table 1).
Correlations and Descriptive Statistics (n = 153)
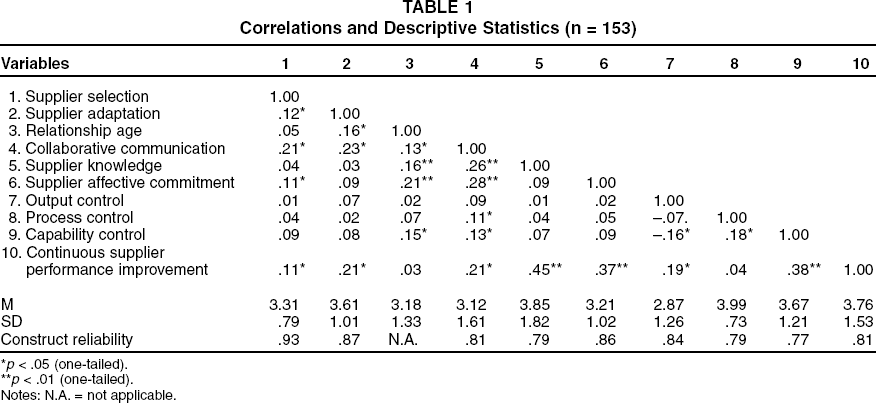
p < .05 (one-tailed).
p < .01 (one-tailed).
Notes: N.A. = not applicable.
Testing for Key Informant Knowledgeability, Common Method Bias, and Nonresponse Bias
Survey research is vulnerable to three problems in particular. First, given that survey research relies on data from key informants, the assumption is that the key informants are knowledgeable about the issues contained in the survey. To the extent that they are not knowledgeable, the validity of the data is compromised. This research tested for the knowledgeability of the key informants (senior marketing/sales managers in the supplier sample and their key contacts in the manufacturer sample) in three ways: (1) through pre-screening telephone interviews in which informants were asked about their knowledgeability about survey issues, (2) by requiring them to report on a manufacturer relationship they had been closely involved with for a minimum period of two years, and (3) by asking them to self-report on their level of knowledgeability in the final survey (“How knowledgeable are you on the issues covered in this survey?” 1 = “not at all,” and 5 = “highly”; Msupplier = 4.6, Mmanufacturer = 4.8). Collectively, these procedures and results provide confidence that the data come from knowledgeable informants (John and Reve 1982; Kumar, Stern, and Anderson 1993).
Second, common method bias occurs because measures of both the independent and the dependent variables are collected within the same instrument, thus leading to an artificial inflation of the correlation between them. In this research, the threat of common method bias was contained through the use of separate key informants for the independent (senior sales/marketing managers in supplier organizations) and dependent (senior purchasing managers in manufacturing organizations) constructs (Podsakoff et al. 2003, p. 887).
Third, nonresponse bias (Armstrong and Overton 1977) was assessed by comparing early and late respondents and respondents and nonrespondents in terms of company sales volume and number of employees. Furthermore, early and late respondents were compared with regard to the substantive constructs in the model. There were no statistically significant differences in these comparisons; thus, nonresponse bias does not seem to be a concern in this study. On the basis of the preceding discussion, it is concluded that the measures used to test the conceptual model are valid and that the quality of the data is high.
Hypothesis Testing
H1 predicts that supplier knowledge mediates the relationship between collaborative communication and continuous supplier performance improvement. Baron and Kenny's (1986, p. 1177) three-step procedure was followed to test this hypothesis (see Table 2). In Step 1, the effects of the control variables and collaborative communication on supplier knowledge were assessed. In Step 2, the effects of the controls and collaborative communication on continuous supplier performance improvement were assessed. Finally, in Step 3, the effects of the controls, collaborative communication, and supplier knowledge on continuous supplier performance improvement were assessed. As Table 2 shows, the results from Step 1 indicate that the effect of collaborative communication on supplier knowledge is statistically significant (.36; t = 5.70, p < .001), that the effect of collaborative communication on continuous supplier performance improvement is significant in Step 2 (.27; t = 4.18, p < .001), and that the Step 2 effect is weaker in Step 3 (effect of collaborative communication on continuous supplier performance improvement = .16; t = 2.14, p < .01) when supplier knowledge is incorporated as an independent variable in the regression model. Collectively, this pattern of results provides support for H1.
Mediating Effect of Supplier Knowledge on the Relationship Between Collaborative Communication and Continuous Supplier Performance Improvement (Test of H1)
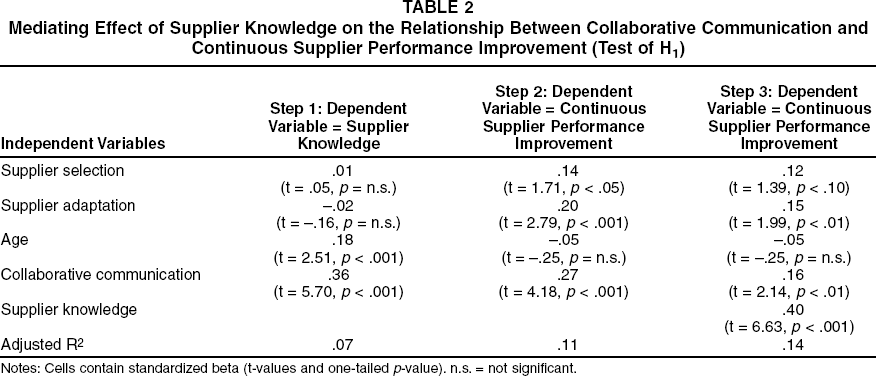
Notes: Cells contain standardized beta (t-values and one-tailed p-value). n.s. = not significant.
The same procedures were followed to test for H2, which hypothesizes a mediating effect of supplier affective commitment on the relationship between collaborative communication and continuous supplier performance improvement. The results (see Table 3) show that, consistent with Baron and Kenny's (1986) requirements, collaborative communication has a significant effect on supplier affective commitment (Step 1) (.31; t = 4.98, p < .001) and on continuous supplier performance improvement (Step 2) (.27; t = 4.18, p < .001) and that the Step 2 effect is weaker in Step 3 when supplier affective commitment is incorporated into the model as an additional predictor of continuous supplier performance improvement (.15; t = 1.99, p < .01). Thus, the results support H2.
Mediating Effect of Supplier Affective Commitment on the Relationship Between Collaborative Communication and Continuous Supplier Performance Improvement (Test of H2)
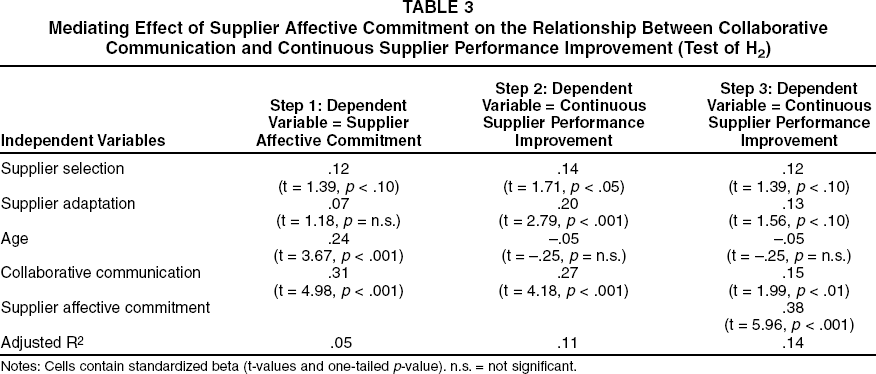
Notes: Cells contain standardized beta (t-values and one-tailed p-value). n.s. = not significant.
In both these cases, the direct effect of collaborative communication on continuous supplier performance improvement remained significant in Step 3, though the strength of this relationship was weaker than it was in Step 2. Additional mediational analyses were performed in which supplier knowledge and supplier affective commitment were incorporated as simultaneous mediators of the collaborative communication–continuous supplier performance improvement relationship. The results from this analysis show that the effect of collaborative communication on continuous supplier performance improvement was not significant in Step 3 relative to Step 2. These results provide evidence to suggest that, collectively, supplier affective commitment and supplier knowledge are complete mediators of the collaborative communication–continuous supplier performance improvement relationship (see Table 4).
Mediating Effect of Supplier Knowledge and Supplier Affective Commitment on the Relationship Between Collaborative Communication and Continuous Supplier Performance Improvement (Additional Results for H1 and H2)

Notes: Cells contain standardized beta (t-values and one-tailed p-value). n.s. = not significant.
H3–H8 were tested by regressing continuous supplier performance improvement on the control variables (supplier selection, supplier asset specificity, and relationship age), the independent variables (supplier knowledge, supplier affective commitment, output control, process control, and capability control), and the interaction terms (supplier knowledge × output control, supplier knowledge × process control, supplier knowledge × capability control, supplier affective commitment × output control, supplier affective commitment × process control, and supplier affective commitment × capability control). Given that this equation contains both main effects and constituent interaction terms, the potential for multicollinearity is high. To address this concern, mean-centered data were used; the results show that none of the variance inflation factions were greater than 2, indicating a low probability of multicollinearity (Aiken and West 1991; Neter, Wasserman, and Kutner 1990).
Hierarchical moderated regression was used to test this equation, with the control variables being entered in Step 1, the independent variables being entered in Step 2, and the interaction terms being entered in Step 3. The results (see Table 5) show that the increase in explained variance from Step 2 to Step 3 is significant (change in R2 = .10, p < .01), thus providing general support for the contention that the controls moderate the effects of supplier knowledge and supplier affective commitment on continuous supplier performance improvement. Examination of the individual interaction effects shows that H3 (i.e., positive moderating effect of outcome control on the supplier knowledge–continuous supplier performance improvement relationship) (.24; t = 3.67, p < .001), H5 (i.e., positive moderating effect of capability control on the interaction supplier knowledge–continuous supplier performance improvement relationship) (.20; t = 2.79, p < .001), and H8 (i.e., positive moderating effect of capability control on the supplier affective commitment–continuous supplier performance improvement relationship) (.36; t = 5.70, p < .001) are all supported. However, H6 (i.e., positive moderating effect of output control on the supplier affective commitment–continuous supplier performance improvement relationship) (–.03; t = –.64, p = not significant [n.s.]) and H7 (i.e., positive moderating effect of process control on the supplier affective commitment–continuous supplier performance improvement relationship) (.09; t = 1.20, p = n.s.) are not supported. Most intriguingly perhaps is the result for H4 (i.e., positive moderating effect of process control on the supplier knowledge–continuous supplier performance improvement relationship) (–.16; t = −1.79, p < .05), which is opposite to the predicted direction.
Continuous Supplier Performance Improvement: Effects of Supplier Knowledge, Supplier Affective Commitment, and Control Types (Test of H3–H8)

Notes: Cells include standardized beta (t-value and one-tailed p-value). For H4, the result is opposite to the prediction. n.s. = not significant.
Discussion
Given manufacturers’ increasing reliance on suppliers for input components, continuous supplier performance improvement is an important outcome for manufacturing firms because it has a direct bearing on their competitiveness and performance in downstream markets. Prior research on supplier performance has emphasized two tools that manufacturers can use—collaborative communication (Mohr, Fisher, and Nevin 1996) and control (Krause 1999; Krause, Handfield, and Scannell 1998)—to foster continuous supplier performance improvement. The current research extends this body of prior knowledge in two ways. First, it empirically documents the theoretical pathways through which collaborative communication affects supplier performance. Second, it explores the combined effects of collaborative communication and control on continuous supplier performance improvement.
In line with prior literature, two pathways—one cognitive (through the supplier knowledge construct) and the other affective (through the supplier affective commitment construct)—that connect collaborative communication to continuous supplier performance improvement were identified. The results provide support for both processes while demonstrating that, collectively, they represent complete mediators of the relationship between collaborative communication and the outcome (see Table 4).
In terms of the combined effects of collaborative communication and control, it is argued that output, process, and capability control moderate the mediating effects of both supplier knowledge and supplier affective commitment, such that the effects of these mediating variables on continuous supplier performance improvement are enhanced (attenuated) at high (low) levels of each of these types of controls. The results show that the hypothesized relationship of complementarity between collaborative communication and control holds (1) entirely for the effects of capability control, (2) partially for the effects of output control, and (3) not at all for the effects of process control. The results further show that process control actually undermines the positive effect of supplier knowledge on continuous supplier performance improvement.
An explanation for the negative moderating effect of process control on the supplier knowledge–continuous supplier performance improvement relationship is that suppliers may be reacting to the constraints on their freedom that are imposed by process control by behaving opportunistically against the manufacturer. Consistent with this reactance theory–based argument (Brehm 1966), recent research has shown that opportunism by a partner firm increases in the face of increased behavior monitoring by the focal firm (see Heide, Wathne, and Rokkan 2007).
In addition to the findings as they pertain to the conceptual model, the results for capability control are especially noteworthy and warrant further discussion. Note that of the three types of control mechanisms examined, capability control has the strongest main effect on continuous supplier performance improvement and is the only control mechanism that is a statistically significant moderator of the effects of both supplier knowledge and supplier affective commitment on the outcome (see Table 5). The results from prior research examining capability control has shown that though its effect on immediate performance outcomes is nonsignificant, “capability control may pay off by improving performance in the long-term” (Challagalla and Shervani 1996, p. 100). By focusing on performance improvement over time, the current research both addresses Challagalla and Shervani's (1996, p. 100) call to “clarify the long-term effects of capability control” and provides support for their contention that capability control generates performance gains over the long run.
Theoretical Implications
Whereas cognitive and affective drivers of attitude/behavior have traditionally been examined independently and in distinct literature streams, there have been increasing attempts in recent years to examine the simultaneous effects of these drivers (Agarwal and Malhotra 2005; Malhotra 2005; Sierra and Hyman 2006). The results from the research pertaining to the simultaneous total mediating effects of supplier knowledge and supplier affective commitment speak to the importance of bridging these previously independent bodies of knowledge. As the results demonstrate, both supplier knowledge and supplier affective commitment provide valid, but partial, explanations for how collaborative communication in the supplier–manufacturer relationship fosters continuous supplier performance improvement. Collectively, however, they provide a complete explanation for the effect of collaborative communication on continuous supplier performance improvement.
The control literature distinguishes between two modes of control—informal and formal—with a key distinction being that whereas the latter can be imposed unilaterally, the former requires active bilateral participation between the party that is imposing the control (the manufacturer) and the party that is being controlled (the supplier) (Jaworski 1988). Although the distinction between these modes of control is widely understood and acknowledged in prior research, as is the notion that these modes coexist to create a combined impact on behavioral outcomes, there is no consensus as to the precise nature of this combined impact. For example, Brown, Dev, and Lee (2000) find limited empirical support for their contention that relational norms (an informal mode of control) enhance the effects of ownership (a formal mode of control) on reducing opportunism, thus suggesting a relationship of complementarity between these control modes. In contrast, the finding from Mohr, Fisher, and Nevin's (1996) study that control reduces the positive effect of collaborative communication on commitment, satisfaction, and coordination indicates that formal and informal control modes may indeed by substitutes.
By unbundling the effect of collaborative communication on continuous supplier performance improvement in terms of both cognitive and affective processes and by examining the moderating effects of three distinct types of control mechanisms on these processes, this research offers a more nuanced study of the relationship between formal and informal control modes than is evidenced in prior research. The research findings show that neither characterization—complements or substitutes—is universally accurate but that each is correct in a given set of circumstances. The positive moderating effect of capability control on the effects of both supplier knowledge and supplier affective commitment shows that when capability control is employed, the complementarity thesis between formal and informal control modes prevails. Conversely, as the negative moderating effect of process control on the effect of supplier knowledge suggests, the substitution thesis is potentially more relevant when process control is being used. Thus, this research suggests that to understand the interrelationship between informal and formal control modes, it is important to specify the type of formal control mechanism that is under consideration as part of the formal model of control.
Managerial Implications
Given that today's manufacturing firms rely extensively on external suppliers for input components, it is not surprising that prior research has identified the improvement of supplier performance as “one of the most critical strategic weapons” in the battle for competitive advantage (Krause, Scannell, and Calantone 2000, p. 35). Developing collaborative communications with suppliers (Prahinski and Benton 2004) and establishing supplier control mechanisms, such as incentives and assessments (Krause, Scannell, and Calantone 2000), have already been identified in prior research as key action recommendations for manufacturing firms that want to improve supplier performance on an ongoing basis. As noted previously, examination of the joint effects of collaborative communication with three distinct types of control mechanisms—output, process, and capability—represents the key theoretical contribution of the current research. Accordingly, the key managerial implications that flow out of this research pertain to these joint effects.
Although prior research has examined both output and process control (see Krause, Scannell, and Calantone 2000), capability has not been the focus of prior research attention. Research results demonstrating a significant main effect of capability control along with its positive moderating effects on both supplier knowledge and supplier affective commitment speak to the importance of developing capability control over suppliers as a means to foster continuous supplier performance improvement. In terms of action recommendations for managers, these results suggest that managers who are responsible for supplier performance should focus their attention on the supplier's underlying capabilities rather than solely on the tangible and concrete activities and outcomes. Relative to the latter, however, underlying capabilities are difficult to access and may be even more difficult to discern. However, given their important role in fostering continuous supplier performance improvement, it is essential that manufacturing firms focus their attention on assessing and developing the underlying capabilities of their suppliers. In concrete terms, this means that manufacturing firms should work closely with suppliers to gain full transparency of supplier operations to assess supplier capabilities and to provide incentives that foster capability improvement. Promoting a learning orientation within supplier organizations and ensuring the ongoing occurrence of learning through assessment and incentives represent key action recommendations for manufacturing firms that want to enhance supplier performance on an ongoing basis.
Whereas prior research, particular within the quality movement (Forker 1997; see also Forker and Hershauer 2000; Forker, Ruch, and Hershauer 1999), has emphasized the importance of process control over supplier operations as a means to foster supplier performance improvement, the negative main effect of process control on continuous supplier performance improvement and its negative moderating effect on supplier knowledge (see Table 5) strongly caution against going down this route. Although prior literature has advanced the case for process control on the basis that it ensures process conformance by suppliers, the results give credence to the argument that rather than generate conformance, process control appears to generate reactance among suppliers, thus fostering (rather than minimizing) deviant supplier behavior. Thus, another key action recommendation for manufacturing firms arising from this research is that they should curtail their use of process control over supplier operations.
Finally, the positive main effect of supplier output control and its positive moderating effect on supplier knowledge provide the empirical basis for the recommendation that manufacturing firms should provide suppliers with incentives (disincentives) for meeting (failing to meet) performance improvement targets, as a means to foster continuous supplier performance improvement. This recommendation is consistent with action recommendations to managers based on prior research (e.g., Krause, Scannell, and Calantone 2000).
In summary, the action recommendations for manufacturing firms are threefold: To improve supplier performance on an ongoing basis, manufacturing firms should (1) deploy capability control over their suppliers, (2) establish output control over their suppliers, and (3) reduce the extent to which they exercise process control over their suppliers. By introducing manufacturing firms to a previously undiscussed control mechanism in prior manufacturer–supplier literature—namely, capability control—and by encouraging them to revise their thinking on the efficacy of a control mechanism that has been discussed extensively in prior literature—namely, process control—this research offers important insights for manufacturing firms in their quest to improve supplier performance on an ongoing basis.
Limitations and Future Research Ideas
Survey research typically involves the collection of perceptual data from a single source at a particular point in time. As such, it entails three limitations: (1) use of a single data source for both dependent and independent variables, thus creating the potential for artificially high correlations; (2) use of perceptual data instead of more concrete measures, thus creating the potential for inaccuracies based on incorrect or incomplete perceptions; and (3) use of cross-sectional data to test cause–effect relationships, thus violating a key tenet for the establishment of causality—namely, that the cause must be empirically established to exist before the occurrence of the effect.
The first limitation is addressed by drawing from separate data sources—the supplier and the manufacturer—to measure the independent variables and dependent variable, respectively. However, the data are perceptual—that is, they comprise the perceptions of the survey respondents and are cross-sectional. As discussed previously, the concerns arising from the use of perceptual data were addressed by (1) verifying respondent knowledgeability and (2) comparing each party's responses to the survey items. To address these concerns further, additional research should consider the use of archival measures and in-depth examination of company records. With respect to the third limitation—namely, the use of cross-sectional data to test causal arguments—further research should consider testing the model using experimental and quasi-experimental methodologies because these facilitate the temporal separation between cause and effect variables.
In addition to addressing these methodological limitations, further research should attempt to deepen extant understanding of the collaborative communication–continuous supplier performance improvement relationship in two respects. First, although this article examines the role of affective commitment as a mediator of the collaborative communication–continuous supplier performance improvement relationship, it represents only one of three components of the commitment construct; continuance commitment and behavioral commitment are the other two components (Gundlach, Achrol, and Mentzer 2005; Kim 1997a). Although the focus on affective commitment is appropriate in light of the attempt to identify an affective pathway between the independent and the dependent variables, it is necessary to obtain a more comprehensive understanding of (1) how the three components of commitment mediate the relationship between collaborative communication and continuous supplier performance improvement and (2) the way each of the three control types moderates these mediating effects. This important task is left for further research. Second, in their seminal work on collaborative communication, Mohr and Nevin (1990) identify three different types of channel conditions—structure (relational versus market), climate (supportive versus unsupportive), and power (symmetrical versus asymmetrical)—as potential moderators of the impact of collaborative communication on outcomes. Further research should systematically investigate the moderating effects of these channel conditions on the collaborative communication–continuous supplier performance improvement relationship.