
Abstract
An electrical Discharge Machine (EDM) is an effective spark machine that passes the sparks to get the desired shape by performing metal fabrication. In the EDM process, materials are removed between the two electrodes by transferring the workpiece’s high electric voltage and dielectric liquid. The voltage between the two electrodes is gradually increased to break down the dielectrics and remove the materials from the surface. EDM utilizes several parameters to regularize the material removal rate during this process. EDM changes its parameter for every experiment to minimize the Average Tool Wear Rate (ATWR). The existing techniques utilize a neural model to optimize the EDM parameter. However, the traditional approaches fail to perform the fine-tuning process that affects the Material Removal Rate (MRR) and ATWR. Therefore, meta-heuristics optimization techniques are incorporated with the neural model to enhance the EDM parameter optimization process. In this work, the EDM experimental data have been collected and processed by the learning process to create the training pattern. Then, the test data is investigated using the Backpropagation Neural Model (BPM) to propagate the neural parameters. The BPM model is integrated with the Butterfly Optimization Algorithm (BOA) to select the search space’s global parameters. This analysis clearly shows an 8.93% maximum prediction rate, 0.023 minimum prediction rate and 2.83% mean prediction rate while investigating the different testing patterns compared to other methods.
Keywords
Introduction
Electrical Discharge Machining (EDM) [1] is a non-traditional machine that uses the electrothermal process to eliminate the materials presented in the workpiece by passing the electrical sparks [2, 3]. By creating a sequence of sparks between the metal and the workpiece, EDM is a thermoelectric technique used to remove metal. The workpiece is eroded using an electric spark as the cutting tool in electrical discharge machining (EDM). The electrode, the workpiece, the pulsed power supply system, the dielectric supply system, and the electrode feeding system are the four primary components of an EDM system. The materials are removed by frequently passing the current between the electrodes in the machine. During this process, high voltage and dielectric liquids separate electrodes on the surface [4]. A high-voltage electrical discharge machine (EDM) is conducted through the wire to enable the copper or brass wire to penetrate the material. When an electric current is passed between an electrode and a workpiece, sparks soar, causing the dielectric to break down and release a great deal of heat, which melts and evaporates the materials on both the workpiece and the electrode. The rate of material removal and the quality of the machined surface are both affected by the dielectric fluid used in electrical discharge machining (EDM). The main difficulty with EDM is that electrical discharges happen randomly. Choosing the best machining environments makes getting a surface roughness of 1 micron and a recast layer with the highest possible material removal rate (MRR) difficult. The EDM has several types of equipment, such as circulating systems, pumps, dielectric reservoirs, control units, power generators and work-holding devices [5, 6]. This equipment has several conductive parts used to manufacture the die, mold, aerospace, surgical and automotive components. The manufacturing process uses the optimized parameters to improve the machine production rate with minimum cost [7]. The EDM uses the Tool Wear Rate (TWR) [8] and Material Removal Rate (MRR) [9], which are crucial response parameters utilized in the Diesinking EDM. Researchers utilize Artificial Intelligence (AI) techniques to enhance machine performance [10, 11]. Electrical discharge machining (EDM) is widely used for small-volume production because it enables several procedures. Machine operations include milling, turning, and even drilling small holes. In the mold and die industry, wire EDM is typically utilized to create extrusion dies and blanking punches. The proper identification and selection of parameters are significant challenges in the analysis. This problem was resolved using several statistical and optimization algorithms [12]. Existing researchers use the Grey Relation Analysis (GRA), Taguchi Method (TM) and Fuzzy Logic (FL) to optimize the EDM [13]. These algorithms investigate the machine characteristics such as surface roughness, tool wear, degree of uncertainty and other characteristics to improve the Material Removal Rate (MRR). The existing methods, such as Grey Relation Analysis (GRA), the Taguchi Method (TM), and Fuzzy Logic (FL), combine milling at fast feed rates with comparatively shallow cutting depths. Optimized roughing eliminates material faster than high-feed milling to generate part geometries close to the anticipated shapes.
The selection of these parameters is still one of the significant challenges because the existing methods choose the parameter according to the machine’s importance. During the selection, the system faces classification, optimization and convergence problems. These issues are resolved by applying various machine learning algorithms [14], such as Genetic Algorithm (GA), Particle Swarm Optimization (PSO), Ant Colony Algorithm (ACA), and other meta-heuristics approaches. The effect of process parameters, including pulse on time, pulse off time, peak current, and gap voltage on tool wear rate and dimensional deviation, is calculated using advanced machine learning methods like Genetic Algorithms, Particle Swarm Optimization (PSO), and other meta-heuristics approaches. The classification, optimization, and convergence problems have been resolved using these parameters. These approaches utilize the specific activation and fitness functions that select the local and global solutions with minimum computation complexity. This optimization algorithm processes the EDM parameters such as current, pulse on time, pulse off time and voltage because it decreases the Material Removal Rate (MRR). The MRR value increases with a pulse on time, and then the MRR range decreases at a certain period. Therefore, the EDM parameters should be monitored continuously to reduce the impacts on MRR and Wear Rate. Therefore, the EDM process is applied optimization algorithms to select the best processing parameters. Several researchers are utilizing these optimization algorithms to improve the EDM working process. A few researchers’ opinions, discussions, and frameworks have been analyzed to understand the EDM parameter updating process. Azadi Moghaddam et al. [15] recommended an optimized Artificial Neural Network model to improve the Electrical Discharge Machine (EDM) process. The author intends to maximize the Material Removal Rate (MRR) and minimize the Surface Roughness (SR) and Tool Wear Rate (TWR). The study’s objective is achieved by applying the Back Propagation Neural Networks (BPNN), and the network parameters are updated with the help of Particle Swarm Optimization (PSO). The integrated Neural Model helps identify the optimized EDM parameters and characteristics. Then, the verification test was conducted in which the introduced system ensured less than 4% error.
Saffaran et al. [16] applied the Backpropagation Neural Model (BPNM) with Stimulated Annealing (SA) and Particle Swarm Optimization (PSO) to enhance the EDM process. This study collects the information according to the Taguchi L36 orthogonal array-related experimental setup. The gathered data is processed by BPNM, which predicts the variables involved in the EDM. During this process, SA with the PSO algorithm is incorporated to optimize the network performance.
Soepangkat et al. [17] optimized the performance of wire-EDM by doing the Grey Relational Analysis (GRA) and genetically optimized Backpropagation Neural Networks (BPNN-GA). The author uses the SKD61 tool to explore the wire EDM process-related optimized characteristics. During the analysis, Surface Crack Density (SCD), Surface Roughness (SR), and Recast Layer Thickness (RLT) are optimized to improve the EDM performance. The collected parameters are investigated using the Taguchi, L18 mixed orthogonal array. Then, BPNN-GA and GRA were applied to optimize the drilling parameters. The effective utilization of genetic parameters helps to enhance the overall EDM parameters.
Wang et al. [18] applied a Spectral clustering/genetic algorithm (SCGA) to optimize the Path optimization in the EDM driller. The system intends to reduce the non-productive time of the EDM drilling process. The author utilized both clustering and genetic algorithms to manage the optimization problem involved in the EDM. The method uses the 0 to 1 variable during the analysis to enhance the search process. In addition, Pairwise Inter-Reshuffle (PIR) has been utilized to make the mutation process that resolves the 3616-hole optimization problem.
Saeedi et al. [19] inspected EDM steep surface by applying the Convolution Neural Networks (CNN). This work uses CNN for estimating the steel surface to identify the defects. The neural model has multiple layers with regression that help to predict the defect by examining the rough surface. Along with this, mean shift filtering and morphological processes are combined to identify the exact defect location. The detected system attains 97.26% accuracy with 7.32% Mean Absolute Percentage Error (MAPE) compared to the other defect detection methods.
Kumar et al. [20] enhanced the performance of EDM by optimizing their parameter using the Analytical Hierarchy Process (AHP)-based Additive Ratio Assessment (ARAS). The system primarily intends to create the stir-casting model in AAS7050/B4C. The EDM microstructures are investigated using the Field Emission-Scanning Electron Microscope (FE-SEM). Then, a non-traditional machining process is incorporated to explore the composite level, and the final decision is taken to optimize the EDM parameters. The author uses Pulse on Time (Ton), Pulse Current (Ip), Pulse off Time (Toff), Surface Roughness (Ra), Depth of Cut (DC) and Material Removal Rate (MRR) parameters to enhance the EDM performance.
Mariangela Quarto et al. [21] suggested the particle swarm algorithm and artificial neural network (PSA-ANN) for Micro-EDM optimization. The designed approach features bidirectional functionality to meet the requirements of multiple sectors. Operators in an industrial setting are typically constrained by time constraints and/or the requirements of a particular project. Therefore, a methodology created for optimizing a single performance only evaluated on a single workpiece material is restricting. The optimal solution for a part’s manufacturing can be defined using the proposed 2-step model, which gives operators leeway in deciding which parameters to impose for optimization. Predicted and experimental findings are well-matched, as shown by the model validation.
Rajesh Sahoo et al. [22] proposed the EDM and its parametric optimization for the machinability characteristics of titanium diamond. The best input parametric combination can be found by a mix of analysis of variance and overall evaluation criteria (OEC). The work is bolstered by mean effect plots and 3D performance plots, which provide visual representations of outputs. Current is the most influential factor in MRR and Ra, while Ton is the most significant factor in TWR. The best parameter combination yielded an MRR of 7.753 mg/min (the highest value), a TWR of 0.02 mg/min (the lowest value), and a Ra of 5.46 m. Additional techniques for determining the composition of the machined surface include X-ray diffraction (XRD), scanning electron microscopy (SEM), and energy-dispersive X-ray (EDX) analysis.
According to the various researcher’s analyses, the EDM performance has been optimized by applying the Neural Models with Optimization algorithms. Several researchers use the Deep Learning (DL) algorithm, Genetic Algorithm (GA), Particle Swarm Optimization (PSO) and Simulated Annealing (SA) techniques to improve the overall EDM process. The problem definition states that conventional methods use only neural models; there is a lack of fine-tuning the parameters, potentially affecting the Material Removal Rate (MRR) and ATWR. The effectiveness of EDM, a spark machine used for metal manufacturing, depends on determining the ideal parameters to produce the desired forms while minimizing the Average Tool Wear Rate (ATWR). Combining the Backpropagation Neural Model (BPM) with meta-heuristic optimization approaches, notably the Butterfly Optimisation Algorithm (BOA), is necessary to solve this issue.
The EDM method has several drawbacks, including significant energy consumption, a high initial investment cost, and an enormous floor space. EDM’s complexity makes it challenging to zero in on the best cutting parameters to maximize efficiency. This means that EDM and other non-traditional electrical-type machining processes necessitate careful optimization of operating parameters. Given the wide variety of options available to the operator, making an appropriate selection of machining environments for the EDM process optimization relies greatly on the operator’s expertise and understanding. The inclusion of meta-heuristics optimization techniques, such as Genetic Algorithm (GA), Particle Swarm Optimization (PSO), and Ant Colony Algorithm (ACA), address existing constraints to increase the EDM parameter optimization process. However, most of the time, the system consumes high surface roughness and minimum MRR values. This reduces the overall EDM process efficiency, which is overcome by applying the Unsupervised Pre-trained Neural Model (UPNM) to identify and optimize EDM’s electrical parameters. Then, the overall objective of the work is listed as follows.
Maximizing the Material Removal Rate (MRR) by applying the unsupervised training pattern-based neural model. Minimizing the Average Tool Wear Rate (ATWR) by performing the butterfly optimization algorithm-based network parameter updating process. Minimizing the deviation between the actual and predicted output value in the Electrical Discharging Machine (EDM) performance.
Then, the rest of the paper is organized as follows: Section 2 discusses the working process of the EDM parameter optimization procedure. Section 3 evaluates the effectiveness of the UPNM-based EDM parameter optimization, and the conclusion is described in Section 4.
The proposed UPNM approach updates the learning pattern with the help of unsupervised model of training to predict the result of experimental outcomes that lead to high computational tasks related to the scope of High-Performance Computing(HPC). The EDM tuning of parameters optimization entails scouring a sizable search space for the ideal parameter choices. The proposed UPNM approach requires a lot of calculations and takes a while. To benefit from HPC systems, the neural models and meta-heuristic methods implemented in this research can be parallelized. The population-based method in the context of BOA enables the parallel evaluation of several individuals at once. Large datasets produced by collecting and processing experimental data for EDM can be analyzed using powerful computers. HPC systems with ample memory and storage space can effectively manage these data. Electrical Discharge Machine (EDM) removes metal from the work surface because of metal erosion. The metal removal process passes the electric spark discharge between the Anode (work) and cathode (tool). In the dielectric environment, materials are removed according to the erosive effects generated between two electrodes. The presence of dielectric fluids between the electrode and proper voltage helps to perform the EDM. Workpiece electrical conductivity, gap current, gap voltage, pulse on time, and pulse off time are all considered during the EDM process. During the analysis, the system uses the Diesinking EDM machine to analyze the performance of the introduced UPNM-based parameter optimization process. The EDM parameters such as Pule off Time (Toff), Pulse on Time (Ton) and Discharging Current (DC) are highly interconnected with the Tool wear (TW) and Material Removal Rate (MRR) metric. Once the study chooses the optimized machine parameters that maximize the MRR and minimize the Tool Electrode Wear. The EDM experiments are investigated by setting the current range, Ton and Toff; along this, the number of data has been collected that is passed to the neural model for analyzing the EDM parameters. EDM uses the new electrodes (tool and work) to explore machine performance in every experiment. The EDM runs the 20A current capacity and uses reverse and normal polarity. During the analysis, the tool is linked with the positive terminal, and the workpiece is connected with the negative terminal. In addition, the machine has 100 off-time settings and 100 on-time settings and runs with normal polarity.
Overall proposed system model.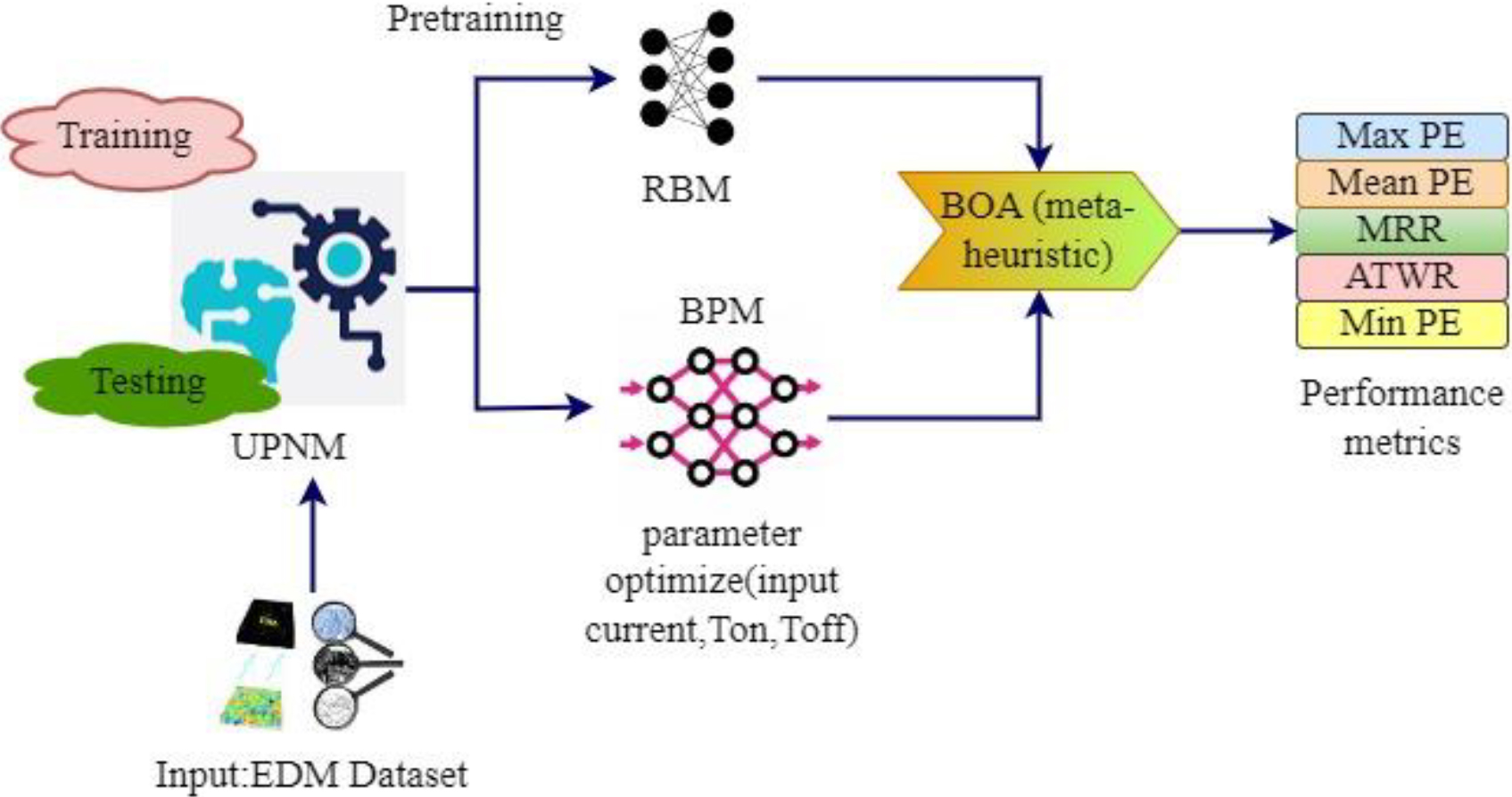
Figure 1 shows an overall diagrammatic representation of the proposed system model, which is explained in detail. Initially the EDM dataset is taken for parameter analysis and identifies the necessary features for electricity input. The analyzed input coefficients are given to the UPNM model for the learning process; the training phase identifies the physical links through the associated weight value, which might be difficult when predicting physical mechanisms. The learning process involves fine-tuning the network weight values, which reduces the difference between the actual and anticipated output values. Instead of looking for the local minimum value, the pretraining function looks for the global minimum value. The global minimum values minimize the training error rate, which increases the MRR value. Regularization is achieved by continuously analyzing the network attributes in the connection regions space, reducing the current error value in the testing phase. Different network layers do pretraining using restricted Boltzmann machines (RBMs) and parameter optimization using backpropagation neural models (BPMs). It accepts input parameters like (Ton), Pulse Current (Ip), and Pulse off Time (Toff), three inputs that the BPM uses, which are handled by two hidden levels. The network then analyses the inputs and calculates the difference between the results to reduce the prediction error rate in the evaluation metric.
For every run, EDM performance has been evaluated using the following metrics.
In Eq. (1), the workpiece’s initial weight value is defined as
In Eq. (2), the electrode’s initial weight value is denoted as
This section discusses EDM’s processing model using the Unsupervised Pre-trained Neural Model (UPNM). The EDM working process is stochastic; therefore, machine output characteristics are complex to identify by applying mathematical computations. The existing approaches have complexity in reducing the ATWR and maximizing the MRR values. Different optimization algorithms are used to alter the machine parameters; however, existing techniques are challenging to handle the optimization problems. The difficulties are overcome by applying the optimized UPNM. Here, the Diesinking EDM process utilizes the Unsupervised Pre-trained Neural Model (UPNM). The neural model uses different learning functions and activations to construct an effective dynamic prediction process. The UPNM-based trained model takes the machine inputs and outputs that help improve the overall EDM process. Generally, the EDM has several interconnections and functions; therefore, the machine’s physical activities are complex to predict.
The unsupervised neural model is incorporated with the difficulties in physical mechanism prediction to identify physical connections via the corresponding weight value. The reason for employing an unsupervised training neural model is it might make it easier to recognize important components that influence the removal of material, which would improve parameter optimization. An unsupervised model can generalize to different EDM scenarios more effectively because the process may change due to varied workpiece materials or operational conditions. Diesinking and EDM are complex procedures with many interconnected elements; hence, unsupervised learning makes it possible to analyze these characteristics flexibly and capture any potential interactions that could go unnoticed in a supervised environment. Due to the intricate and dynamic nature of EDM and diesinking, it may be challenging to compile an extensive labeled dataset; in this situation, unsupervised learning is advantageous because it doesn’t require labeled data in specific circumstances. The network weight values are fine-tuned during the learning process, which minimizes the deviation between the actual and predicted output values. The main reason for selecting the UPNM is to perform better optimization and regularization. The unsupervised neural model uses the pretraining process in the parameter space, and the network parameters are determined by deeper analysis. The pretraining function searches for the global minimum value instead of the local minimum value. The global minimum values completely minimize the training error rate, which maximizes the MRR value. The regularization is achieved by continuously analyzing the network parameters in the network region space, reducing the local error value entirely in the testing phase. The network has different layers that consist of Restricted Boltzmann Machines (RBMs) to perform the pretraining process and the Backpropagation Neural Model (BPM) for the parameter optimization process. Then, the neural UPNM structure is depicted in Fig. 2.
Unsupervised pretraining neural model structure.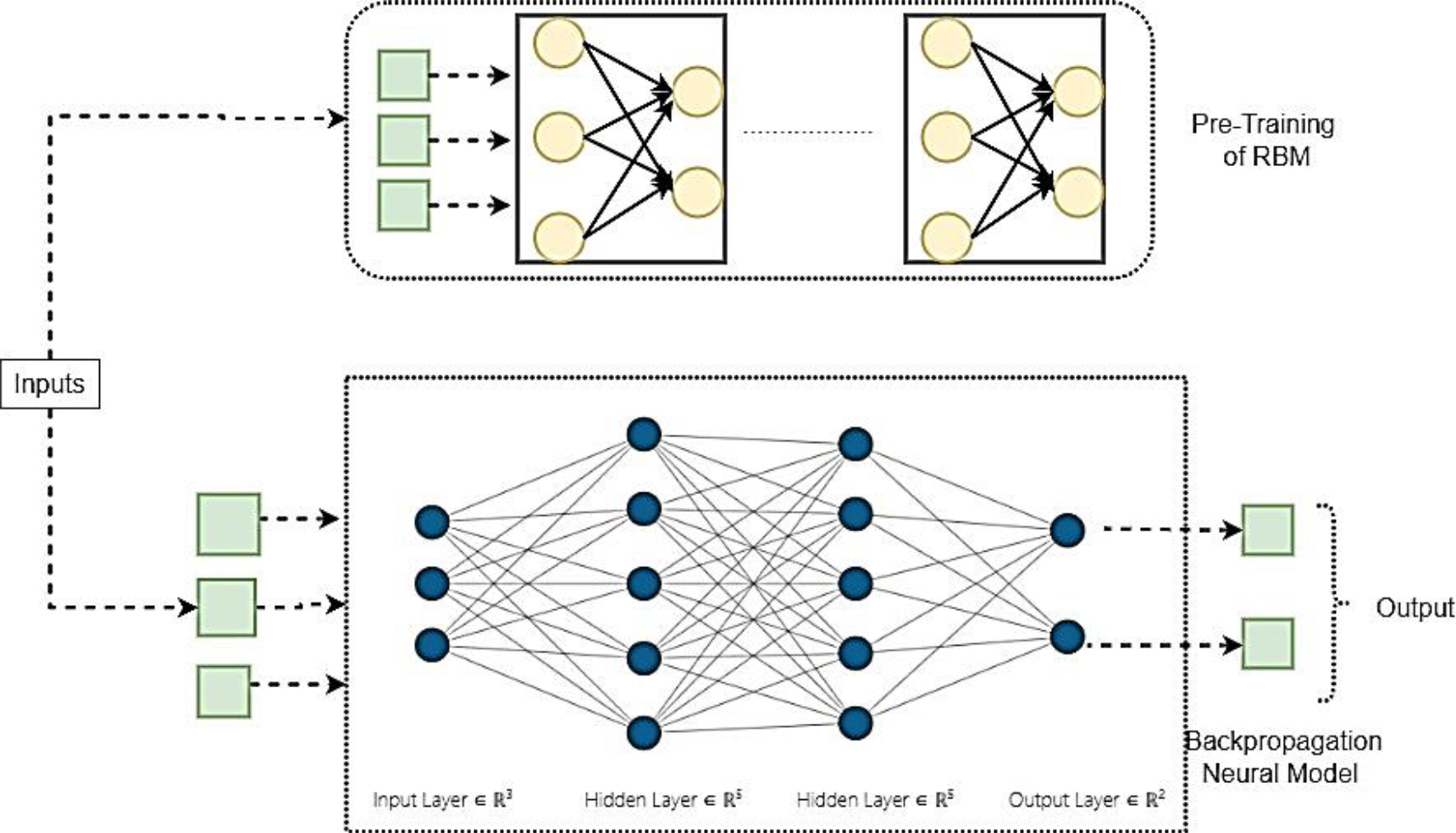
The network takes the inputs as EDM machine parameters such as Toff, Ton and DC, which are fed into the network layers. The network uses the RBM functions to derive sophisticated features. The RBM uses the network parameter weight value to process the inputs in the hidden layer, and the information is reconstructed to get the output value. This segment aims to train the features, and learning has been improved by extracting the high-level components. The extracted features are more helpful in identifying the unknown inputs with the help of unsupervised training patterns. Here, the raw data is represented as the lower-level features given as input to the RBM pretraining layer for extracting the higher-level features. In UPNM, each hidden layer successfully utilizes the activation function and parameters to pretrain the features. This pretraining process helps to process the complex features and understand the data distribution. The effective computation and non-linear feature training process improve the overall EDM performance.
This research creates a smart system that adaptively regulates machining removal processes to increase EDM machine performance and efficiency. In this research, a feature extraction method has been proposed for accurately determining the machining states from real-time machining curve images to determine when to perform the removal operation. The UPNM has a set of multiple hidden layers with latent variables that connect the layers while processing the inputs. During the learning process, the network computes the probabilistic values for the information to detect the features. The network utilizes supervision and classification in the learning process to ensure exact input reconstruction. The network has several hidden layers that act as the visible layer to the next hidden layer. The network receives the EDM inputs, which are processed by the Contrastive Divergence (CD), one of the products of the expert model. The CD process computes the maximum likelihood value of the inputs, and it has been applied to the network weight value. For every training, the network parameter weight value is updated using the gradient descent process, which is defined in Eq. (3)
In Eq. (3), the visible vector probability value is defined as
Step-by-step procedure of feature learning process
According to the algorithm steps, the inputs are trained in the unsupervised learning pattern, which is transferred to the next RBM. The training vectors have a new visible layer v, which is trained using new weight parameters such as weight and bias. This process is repeated continuously, and output is effectively obtained for the given input. After completing the training process, the new incoming inputs are processed by applying the Backpropagation Neural Model (BPM).
In every experiment, the Electronic Discharging Machine (EDM) uses various parameters such as current, Ton and Toff to eradicate undesirable materials from the surface. These parameters continuously change for every experiment, which enhances the overall EDM performance. The parameters should be optimized frequently to reduce the difference between the outputs. Here, the BPM is applied to investigate the inputs using different layers with initial weights. The network uses the fine-tuning procedure to reduce the misclassification problem. The parameters were analyzed in the region search space with a minimum learning rate. The fine-tuning network process regularizes the network performance and performs the classification process effectively. The network uses three inputs, two hidden layers, and two outputs during the analysis. Then, the structure of the BPM process is illustrated in Fig. 3.
Backpropagation neural model structure.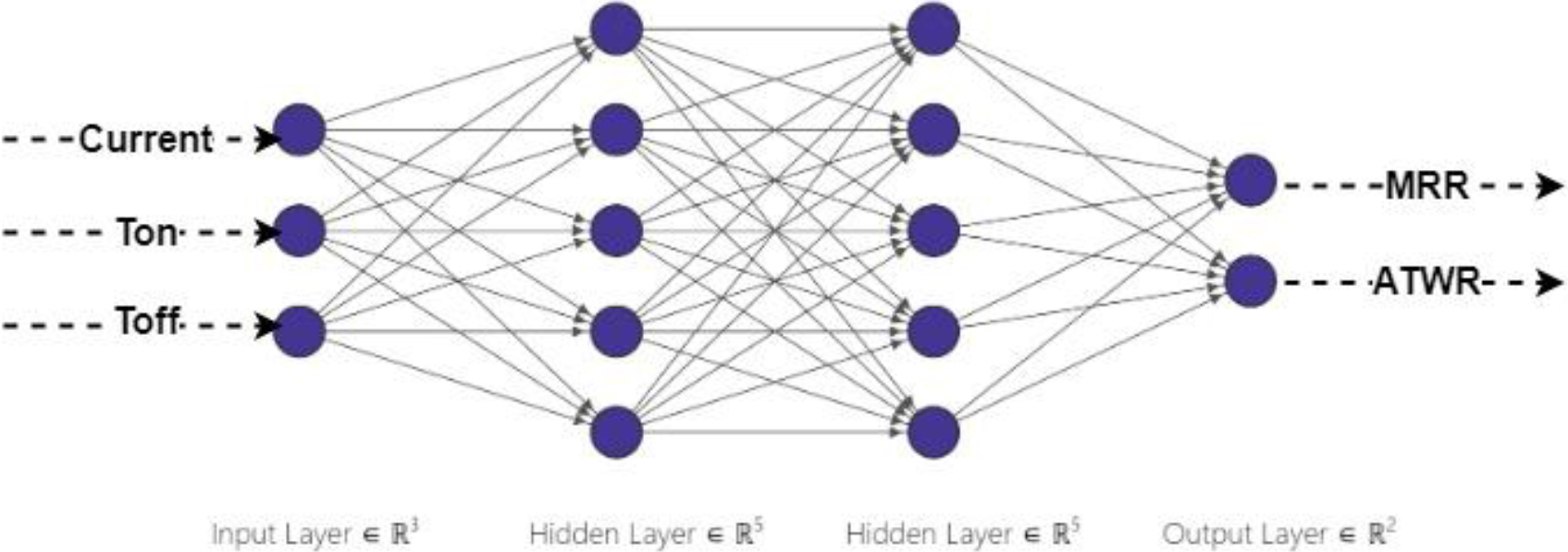
The BPM takes the three inputs, Pulse on Time (Ton), Pulse Current (Ip), and Pulse off Time (Toff), which are processed by two hidden layers. The network processes the inputs, and two improve the MRR and ATWR as produced as output. During training, the network uses the experimental data as the input, and the EDM parameters are trained continuously. The network sets the initial weight value from 0.1 to 0.9, and the parameters are normalized from 0.1 to 1. After that, the network processes the inputs, and the deviation between the output values is calculated to minimize the prediction error rate. Then, the prediction error values are estimated using Eq. (4).
Equation (4) calculates the prediction error (PE) value obtained from the actual and predicted value. The EDM performance is enhanced by applying the optimized parameters such as momentum coefficient and learning rate. The BPM network uses 0.6 as the learning rate and momentum coefficient; ten nodes are utilized in the hidden layers. Then, the Mean Square Error Value (MSE) is estimated using Eq. (5)
In Eq. (5), the
In Eq. (6), the input is defined as
In Eq. (7), for the experiment, the identified parameter is defined as
According to Eq. (8), optimal parameters are selected, and the output is computed using Eq. (6). The estimated output is compared with the actual output value to calculate the deviation error. This calculation is performed until it satisfies the condition
This section analyses the effectiveness of the UPNM approach based on the EDM parameter optimization process. The research uses the various experiments performed on the EDM and respective input parameters. The collected information was investigated by applying the two-phase UPNM. The experimental data was initially trained by applying the unsupervised learning approach. The obtained outputs are applied to creating the training pattern. Then, every testing input is processed by the Backpropagation Neural model (BPM) to predict the exact output value. This work uses the MUGI EDM 2019 [23] dataset to evaluate system performance. Every experiment contains information like sale price, Mszoning, Lot frontage, alley, land contour, dwelling type, material quality, dwelling type, land slope property, roof style, roof material, exterior material, masonry veneer type, heating type etc. According to the properties, the experiments are run with respective current, Ton and Toff characteristics. Then, the obtained MRR and ATWR values for 25 experiments are shown in Table 2.
Output results for electronic discharge machine related different experiments
Output results for electronic discharge machine related different experiments
Table 2 illustrates the effectiveness of the UPNM-based attained MRR and ATWR value for the different number of experiments of EDM. The unsupervised learning process uses the RBM module that computes the maximum likelihood value for every input. The computed probability values are further investigated to reduce the deviation between the actual and computed values. In every computation, the weight value is updated using Eq. (3), which minimizes the prediction error. This study intends to improve the Maximum Removal Rate (MRR) and minimize the Absolute Tool Wear Rate (ATWR). These objectives are calculated using Eqs (1) and (2); from the analysis, the UPNM approach attains the 93.67% MRR rate and reduces the deviation error value up to 0.159 for different experiments. After identifying the experiment outputs for given inputs, the neural network utilizes the Butterfly Optimization Algorithm (BOA) to select the optimized EDM parameters. The Butterfly algorithm uses its food-searching characteristics to select the optimized features from the feature set. The successive selection of features changes the EDM current parameters that improve the overall EDM working process. After applying the BOA process to the neural model, the attained MRR and ATWR for EDM experiments are illustrated in Table 3.
MRR and ATWR values for optimized unsupervised pre-trained neural model approach
Table 3 illustrates EDM’s different experiments obtained MRR and ATWR values. The results show that the optimized UPNM approach attains a 95.82% MRR value and 0.079 ATWR value for 25 EDM experiments. The butterfly optimization algorithm uses the fragrance features with intensity, degree of absorption and coefficient values while selecting the optimized parameters. The algorithm selects the solution for every iteration, and the best solutions are predicted according to the search criteria defined in Section 2.2.2. In addition to this, the system’s effectiveness is evaluated using different learning rates, and the UPNM results are compared with the existing methods [15, 16, 17, 18].
Figure 4 illustrates the MRR analysis while optimizing the EDM parameters. Different learning rates and experiments on the EDM machine determined the system’s effectiveness. Here, the UPNM machine investigates the EDM inputs such as current, Ton and Toff by utilizing two phases: learning and testing. Here, the unsupervised learning process derives the features from the input data according to the experiments because the parameters vary in every experiment. During the learning phase, input parameters probability values are computed to predict the vectors’ deviation in the visible and hidden units. For every computation, the deviation is minimized by selecting the optimized algorithm. The optimization procedure selects the global solutions from the list of solutions. The optimization algorithm-related chosen parameter shows that the introduced algorithm maximizes the Material Removal Rate (MRR) while performing the EDM process. In addition, ATWR is evaluated for different learning rates and experiments; the graphical analysis of the introduced system is shown in Fig. 5.
Electronic discharge machine testing pattern analysis
MRR analysis of different (a) learning rates and (b) experiments.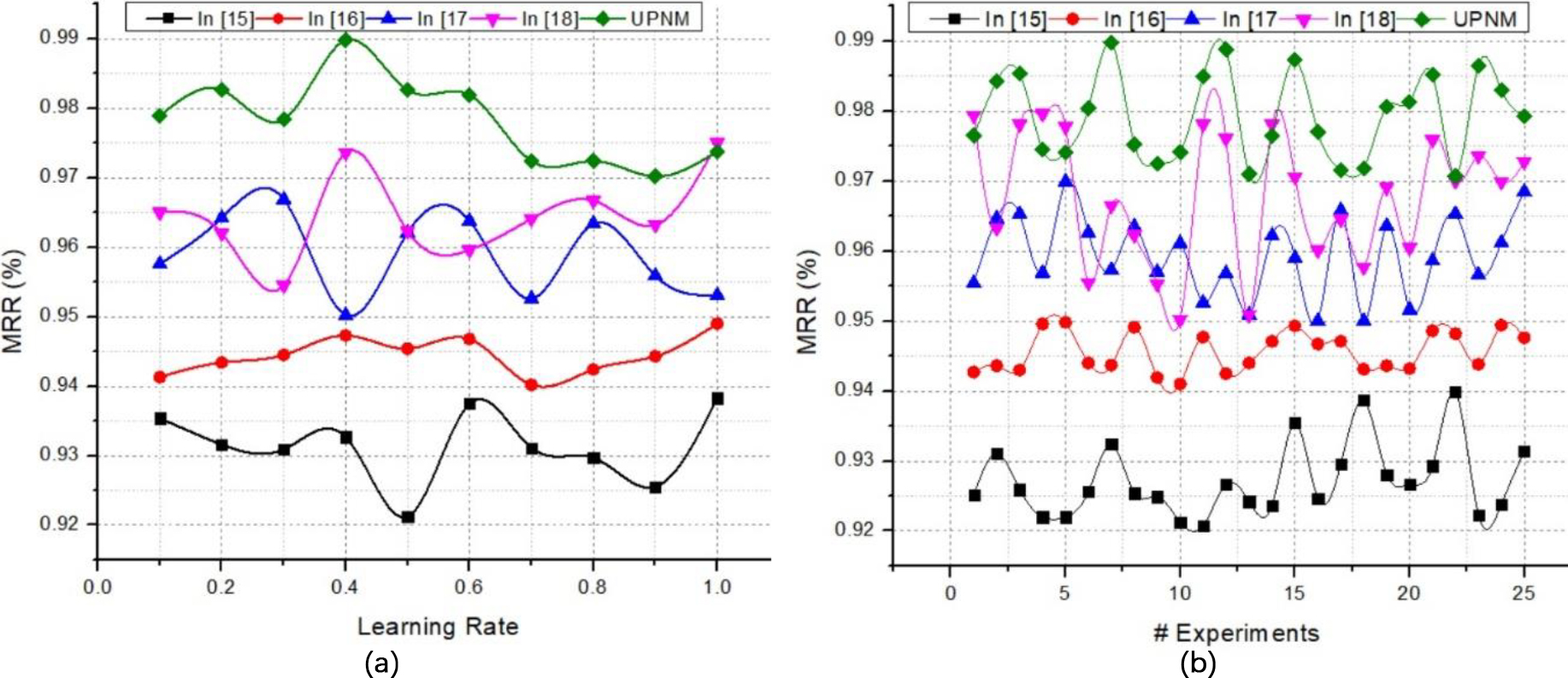
Absolute tool wear rate (ATWR) analysis for (a) learning rate and (b) experiments.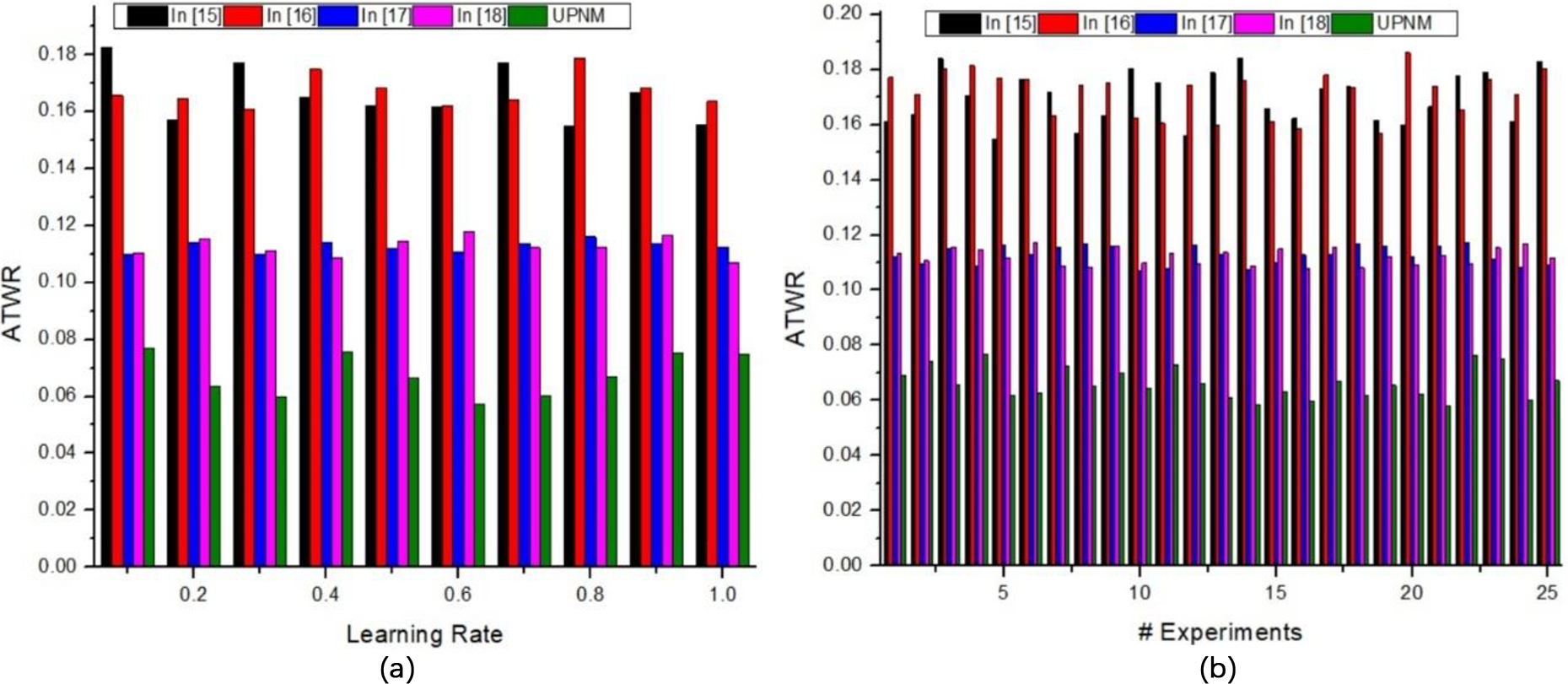
Figure 5 illustrates the ATWR value for various learning rates and experiments of EDM. The analysis shows that the introduced approach attains the minimum difference value of actual and predicted output. The training patterns are constructive for predicting the test pattern-related EDM parameters. Further, the system’s effectiveness is evaluated on the various testing patterns, and the results are illustrated in Table 4.
Table 4 illustrates the EDM efficiency analysis on testing patterns with different learning rates and momentum coefficient values. The Unsupervised Pretrained Neural Model (UPNM) uses the learning and testing feature analysis phases. The network has a likelihood value that identifies the importance of every EDM parameter. The analysis shows that the BPM model uses three inputs and five hidden nodes in every layer and produces the output with two nodes. During the analysis, the network uses the 0.6 learning rate and 0.6 momentum coefficients that produce how successfully the network removes the material from the surface. This analysis clearly shows an 8.93% maximum prediction rate, 0.023 minimum prediction rate and 2.83% mean prediction rate while investigating the different testing patterns. In addition, the difference between the actual and predicted value outputs is estimated for MRR and ATWR. Then, the graphical analysis of test pattern results is illustrated in Fig. 6.
Testing Patterns Analysis for (a) MRR and (b) Average Tool Wear Rate (ATWR).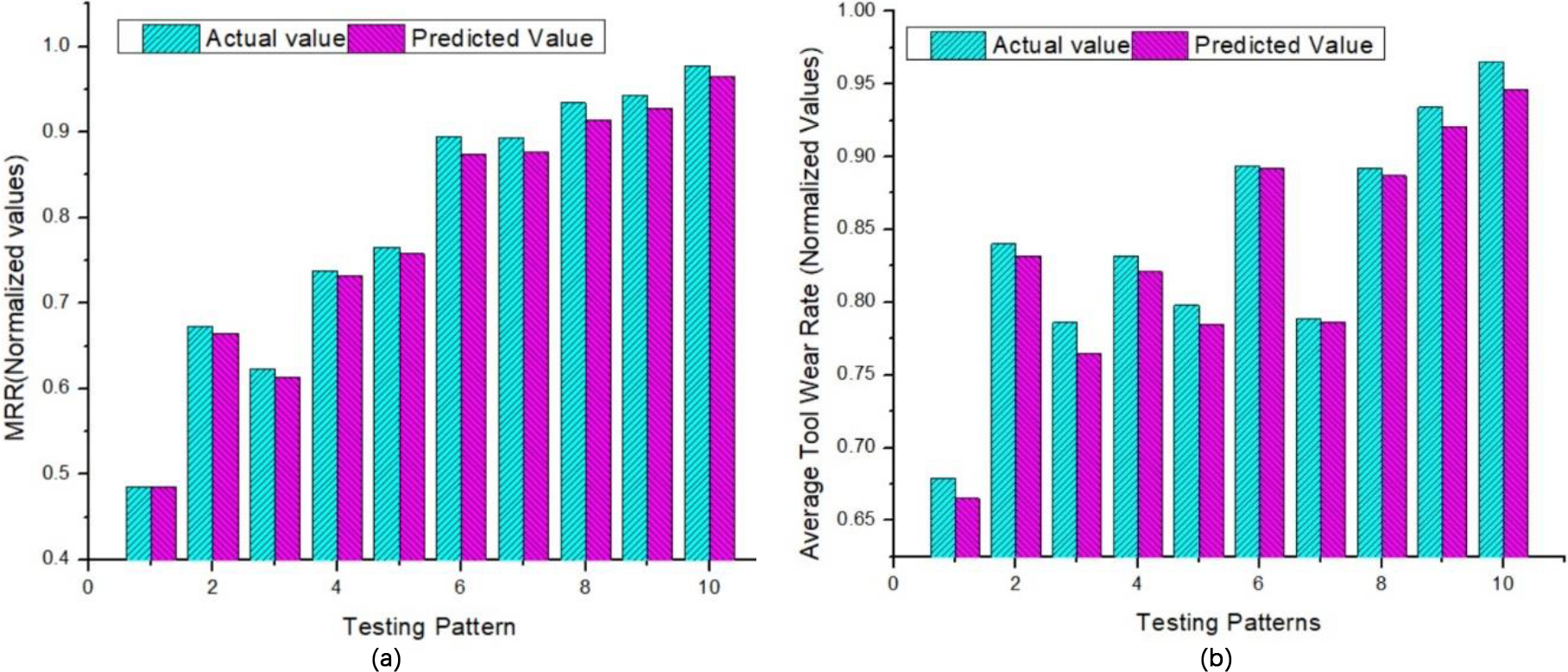
Figure 6 illustrates the testing pattern analysis for Material Removal Rate and Average Tool Wear Rate (ATWR) while optimizing the EDM parameters. Here, the network model computes the new weight values according to actual and predicted value changes. During this process, the backpropagation neural model backpropagates the values to the input layers and the activation functions are applied to estimate the output. Electronic Discharging Machine (EDM) parameters are monitored frequently for every experiment to avoid the ATWR value and maximize the MRR rate on different testing patterns. Thus, the system successfully identifies the optimal EDM parameters by achieving the research objective with a maximum MRR rate.
Thus, the paper analyses the Unsupervised Pre-trained Neural Model (UPNM) based Electronic Discharging Machine (EDM) parameter optimizing the process. This work uses the Kaggle EDM database to analyze the introduced system’s effectiveness. The EDM processes different experiments, which consist of several processing information. The EDM requires a particular time and current to complete the task, which is the main parameter to improve the overall EDM performance. The introduced system uses the unsupervised training process to update the learning patterns to predict the test experiment’s output value. A backpropagation neural model is incorporated during the analysis to fine-tune the network parameters. The network uses butterfly optimization characteristics to select the best parameter in the search space. The selected parameters are utilized to improve the overall EDM performance. The developed system is implemented using the experimental analysis, ensuring the minimum ATWR and maximum MRR. The high MRR value indicates that the system ensures high EDM performance compared to the other methods. However, this study uses the limited Electrical Discharging Machine (EDM) parameters while removing the material from the surface. The limited utilization of the parameters may cause the EDM parameters and their working efficiency. The EDM process will be further improved by boosting algorithm-related selected features that reduce the weaker feature involvement during the parameter optimization.
Data availability
The data that support the findings of this study are available from the corresponding author upon reasonable request.
Funding
This work was sponsored in part by Talent Special Project of Weifang University of Science and Technology (2019RC004) and Shandong Provincial University Laboratory for Protected Horticulture Program (2018YY045).
Footnotes
Conflict of interest
The authors declare that there are no conflicts of interest regarding the publication of this article.