
Abstract
The customized products such as electromechanical prototype products are a type of product with research and trial manufacturing characteristics. The BOM structures and processing parameters of the products vary greatly, making it difficult for a single shop to meet such a wide range of processing parameters. For the dynamic and fuzzy manufacturing characteristics of the products, not only the coordinated transport time of multiple shops but also the fact that the product has a designated output shop should be considered. In order to solve such Multi-shop Integrated Scheduling Problem with Fixed Output Constraint (MISP-FOC), a constraint programming model is developed to minimize the total tardiness, and then a Multi-shop Integrated Scheduling Algorithm (MISA) based on EGA (Enhanced Genetic Algorithm) and B&B (Branch and Bound) is proposed. MISA is a hybrid optimization method and consists of four parts. Firstly, to deal with the dynamic and fuzzy manufacturing characteristics, the dynamic production process is transformed into a series of time-continuous static scheduling problem according to the proposed dynamic rescheduling mechanism. Secondly, the pre-scheduling scheme is generated by the EGA at each event moment. Thirdly, the jobs in the pre-scheduling scheme are divided into three parts, namely, dispatched jobs, jobs to be dispatched, and jobs available for rescheduling, and at last, the B&B method is used to optimize the jobs available for rescheduling by utilizing the period when the dispatched jobs are in execution. Google OR-Tools is used to verify the proposed constraint programming model, and the experiment results show that the proposed algorithm is effective and feasible.
Introduction
The production scheduling algorithm is a very practical tool, which can improve the efficiency only by reasonably arranging the production sequence without adding any production machine [1]. The commonly used scheduling algorithms, such as literature [2], studied the scheduling problem with material transfer robot in the job shop environment; literature [3] studied a flexible flow shop scheduling problem with buffer capacity. In the above scheduling algorithm, the problem of processing n jobs on m machines where the order of jobs is given is studied. But, in the problem, there is no constraint between jobs. The tasks involved in each job are a serial of operations, and there are only one predecessor and one successor to each operation. The BOM structure information of the product has been lost. It is more suitable for products with similar BOM structures and similar processing properties.
With the continuous development and upgrading of industrial clusters, the competition among enterprises has gradually shifted from competing for productive output and market share to providing high-quality customized services and providing personalized products with sufficient differences. On the one hand, the update and iteration speed of personalized products is much faster than that of ordinary products, which brings new growth points and challenges to enterprises. Therefore, some enterprises organize special production forces to improve the efficiency of this kind of less than carload production task. On the other hand, through the Internet e-commerce platform and modern logistics network, we can not only flexibly utilize the production capacity of multiple workshops but also explore a wider range of business needs. The application of such an integrated scheduling mode can reduce intermediate links and reduce the proofing cost of many individual users and enterprise users [4–6].
Integrated scheduling algorithm considers processing and assembly at the same time, and directly promotes production tasks according to product BOM structure, which is a better solution for problems with large differences in BOM structure and processing attributes for different products [7]. For instance, literature [8] uses the shifting bottleneck method to solve the integrated scheduling problem with tree constraint relationship between operations; on the basis of literature [8], literature [9] proposes a hybrid optimization method based on genetic algorithm and shifting bottleneck method; literature [10] proposes an integrated scheduling algorithm with no-wait constraint; literature [11] proposes an integrated scheduling algorithm based on the operation relationship matrix; literature [12] proposed a multi-batch integrated scheduling algorithm based on time selection; literature [13] proposed a time selection integrated scheduling algorithm with backtracking adaptation strategy. Although the difference between BOM structure and processing attributes are considered in the above algorithm, the production environment of multiple workshops is not considered. In view of the situation that the production environment is multi-shop, literature [14] proposed a multi-shop integrated scheduling algorithm based on a hybrid teaching optimization strategy [15, 16]. While the literature [14] considers the case where the production environment is multiple workshops, it does not consider the actual transit time for multiple workshops, instead, the number of transports is used to estimate the cost of multi-shop synergy. Literature [17] considers the multi-shop transportation time, but the algorithm only optimizes the single tree structure product and does not take into account the dynamic production situation with large differences in BOM structure and processing attributes of multiple products.
In fact, there also exists a class of exact methods that transform the target problem into a linear or constraint programming problem. To obtain the result, the optimizer [18, 19] performs the result, which theoretically yields an accurate global optimal solution. In general, the core method of the operational optimizer is the branching and bounding method, which uses auxiliary strategies such as constraint propagation to reduce the search space. Its time complexity is exponential and it is more suitable for small-scale and medium-scale problems [20].
Based on the above analysis, the main problems of the existing multi-shop integrated scheduling algorithm are as follows. The actual transportation time of multiple workshops is not considered. The dynamic scheduling problem of multiple products is not considered. The problem that the products need to be assembled in the designated workshop in the process of multi-shop cooperative production is not considered. The flexible machine is not considered.
In this work, a constraint programming model for the multi-shop integrated scheduling problem with fixed output constraint is proposed to minimize the total tardiness, and a multi-shop integrated scheduling algorithm (MISA) which considers fixed output constraint is proposed. When considering the problem of large differences in product BOM structure and processing attributes between products, the MISA also considers the actual transportation time of multiple workshops, multi-product dynamic scheduling, fixed output workshop constraint, and flexible machine. The proposed MISA combines EGA and B&B to solve the MISP-FOC. The main idea is to optimize the jobs available for rescheduling accurately by using the period of the dispatched jobs are in execution, and further balance the quality and practicability of the algorithm.
Problem modeling
This paper discusses the MISP-FOC problem. MISP-FOC describes a kind of production scheduling mode for less-than-carload and customized products under multi-shop situation. For ease of description, the following agreements and symbols are made for the problem.
(1) The equipment such as various assembly platforms, workstations, machine, is uniformly called machine.
(2) The processing such as various processing, assembly, workflow, is uniformly called operation.
(3) A production environment is a number of workshops connected by a logistics network, and the transport time between shops is given by the transport time matrix (TTM), e.g. Dis (1, 2) represents the transport time from shop S1 to S2, as shown in Equation 1 and Fig. 1.
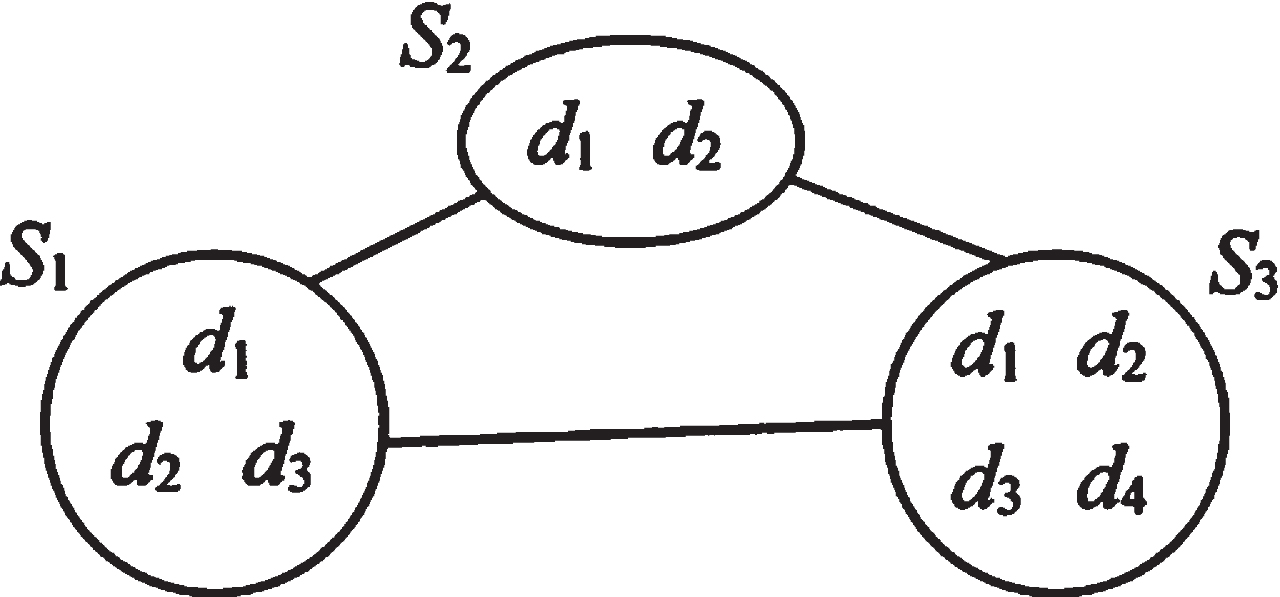
The workshop network.
SS is the workshop set, and |SS| denotes the number of shops in SS. There are a number of machines in each shop, and |S i | (1≤i≤|SS|) is used to represent the number of machines in shop S i .
(4) A product consists of multiple jobs and a job consists of a number of operations. The processing tasks are non-preemptive. The constraints between the operations are represented by directed edges, as shown in Fig. 2 and Table 1. In Table 1, product P1 does not have a fixed output shop, so job J1 can select a shop from SS without any restriction, and product P2 has a fixed output shop S3, therefore job J6 must be completed in shop S3.
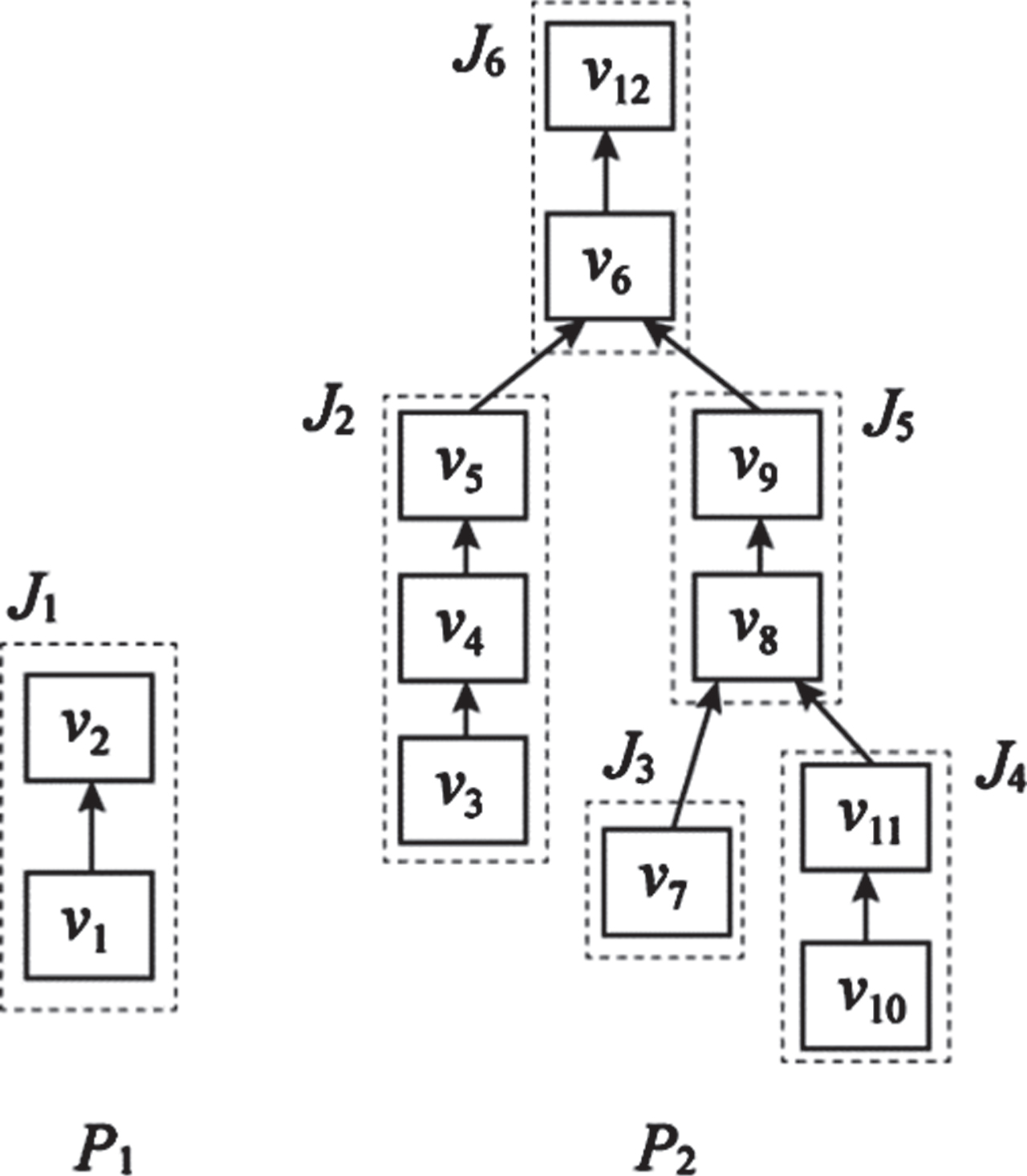
Product constraints.
Data for P1 and P2 in Fig. 2
ES is the set of directed edges, |ES| denotes the number of directed edges and directed edge < v i , v j > in ES indicates that v j cannot start processing until its predecessor operation v i is finished. P(0) indicates the set of products arriving at time t(0) and |P(0)| denotes the count of products in the set P(0). OS(0) denotes the corresponding operation set of P(0) and |OS(0)| is the count of operations in the set OS(0).
For any product P
i
(1≤i≤|P(0)|), DT(P
i
) denotes the delivery time of the product P
i
, CT(P
i
) denotes the completion time of the product P
i
, then the tardiness of product P
i
is shown in Equation 2.
For any operation v
i
in OS(0), S
ijk
= 1 indicates that operation v
i
selects the k-th machine in shop S
j
, in other cases S
ijk
= 0, t
ijk
represents the processing time of operation v
i
on the k-th machine in shop S
j
. If ST(v
i
) is the starting time of operation v
i
and CT(v
i
) is the completion time of operation v
i
, then the quantitative relationship of Equation 3 is established.
Based on the above description, the objective function of minimizing the total tardiness of MISP-FOC is shown in Equation 4.
The following constraints need to be met.
Only one machine can be selected for any operation v
i
in OS(0), as shown in Equation 5.
For any two operations constrained by the directed edge, not only the sequence constraint relationship should be satisfied, but also the transportation time between shops should be considered, as shown in Equation 6.
where,
Any two operations v
i
and v
j
assigned to the same machine are not allowed to overlap in time, as shown in Equation 7.
Any operation can not start processing before its corresponding arrival time, ie Equation 8 holds for any operation v
j
in {P
i
| 1≤i≤|P(0)|}.
The above objective function and constraints can be easily transformed into the constraint programming model in Google or tools [18–20]. Compared with the existing algorithms, the MISP-FOC discussed in this work n only needs to consider the multi workshop coordination problem with fixed output products but also needs to consider the large differences in structure and processing parameters of different products, which makes the problem more difficult.
Dynamic rescheduling mechanism
Commonly used dynamic rescheduling mechanisms are full event-based rescheduling, period-based rescheduling, and mixed event-period-based rescheduling. According to the characteristics of MISP-FOC, a multi-window-based event rescheduling strategy is adopted to deal with the rapid iterations of customized products. Figure 3 is the framework diagram of the dynamic rescheduling mechanism in this work and its main procedures are as follows: Two windows, w1 and w2 with certain coverage width are defined. Workshop information will be updated at each dynamic event moment, and then the pre-scheduling solution R
p
is generated according to the EGA. At the dynamic event moment, the jobs in R
p
that fall into window w1 are marked as dispatched jobs, the jobs in R
p
that fall into window w2 are marked as jobs to be dispatched and the remaining jobs are marked as jobs available for rescheduling. For the period when the dispatched jobs are being processing, the jobs available for rescheduling will be rescheduled according to the B&B (Branch and Bound) method, and the scheduling system will update pre-scheduling solution R
p
if the B&B find a better result.
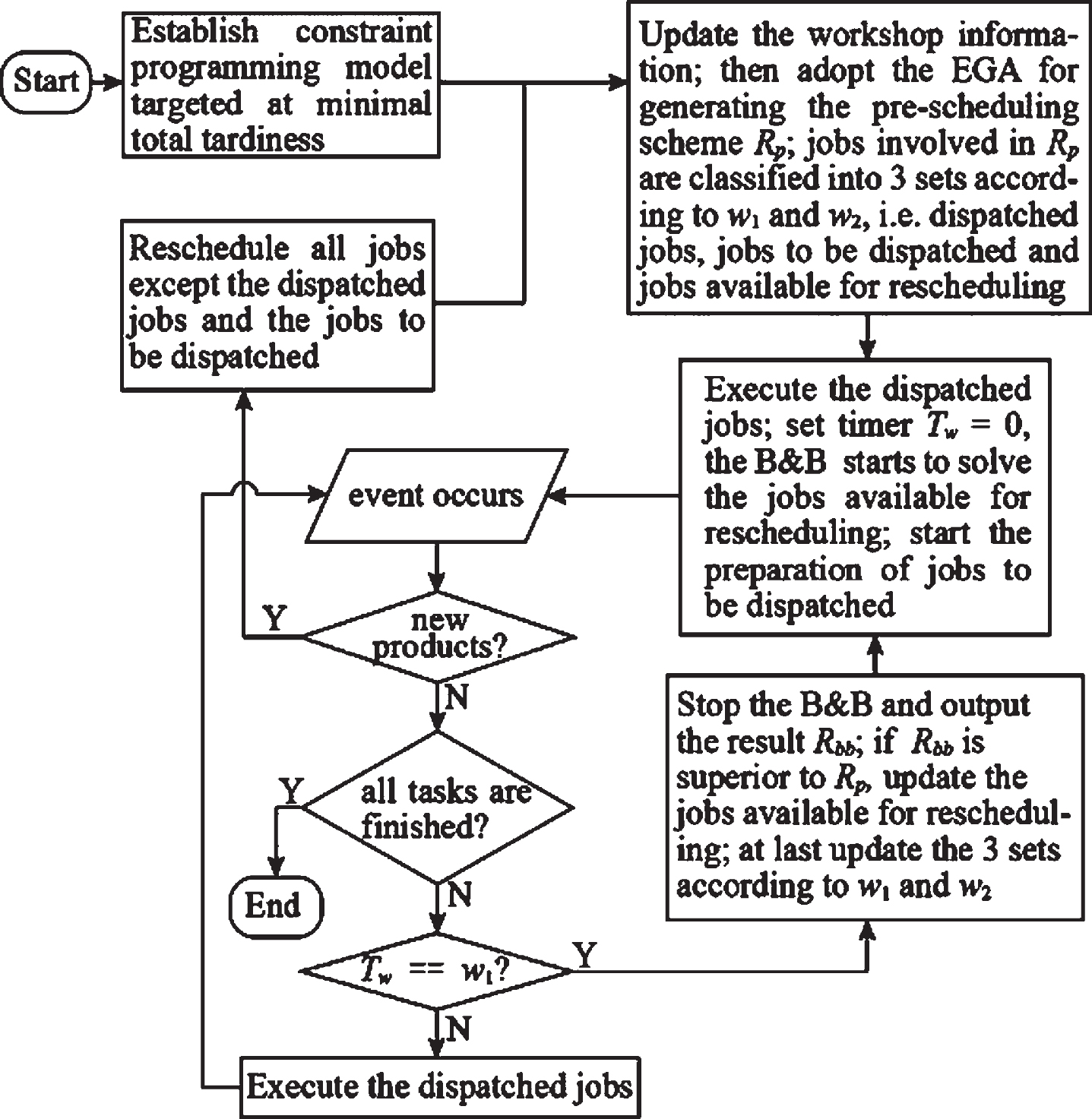
The dynamic rescheduling mechanism.
From Fig. 3, it can be seen that the pre-scheduling scheme R p is the response of the scheduling system to a dynamic event, which has a high demand for the solving time. Therefore, in this work, the EGA is used to generate the pre-scheduling scheme and the B&B is used to accurately optimize the jobs available for rescheduling. The EGA has very good real-time performance in solving large-scale instances, while B&B has perfect solution quality, but the time complexity of B&B is exponential. With this combinatorial optimization strategy, it is possible to respond quickly to dynamic events and take full advantage of the period during which the dispatched jobs are being processing. This strategy enables the algorithm to balance real-time performance and solution quality.
The ORMT (Operation Relationship Matrix Table) method in the literature [11] is able to handle tree constraints (as shown in Fig. 2), but it does not take into account multiple workshops and transport time. In order to satisfy the constraints, we propose an Enhanced Genetic Algorithm, namely EGA, based on ORMT. The main points of enhancement are as follows. EGA still uses the ORMT to deal with the tree constraints between operations. It builds a UM (Uniform Mapping) for machines in multiple workshops. Then, it transforms the MISP-FOC into a form that ORMT can handle. The First Time Fit method based on the UM and the TTM (see Equation 1) is adopted to decodes the target chromosome.
From the viewpoint of encoding space, a chromosome of EGA is a path in the space which has a number of steps (maximum generation) and starts from a point (initial solution). Generally speaking, the number of paths is equal to the population size of EGA. The crossover and mutation operators determine the direction of each step of the path and play an important role in the quality of the solution. Therefore, the crossover and mutation operators implemented according to ORMT have global search capabilities.
For the convenience of understanding, the instance of P1 and P2, shown in Figs. 1, 2, Table 1 and Equation 1, is used for illustration. The main decoding steps are as follows.
1) Build a UM for the machines in multiple workshops, that is UM = {(S1d1, 1) , (S1d2, 2) , (S1d3, 3) , (S2d1, 4) , (S2d2, 5), (S3d1, 6) , (S3d2, 7) , (S3d3, 8) , (S3d4, 9)}.
2) Let it suppose w1 = 5 and w2 = 10.
3) At the moment t (1) =18h, suppose that product P1 has been finished (as shown in Fig. 4a), product P2 arrives and its due date is 42.
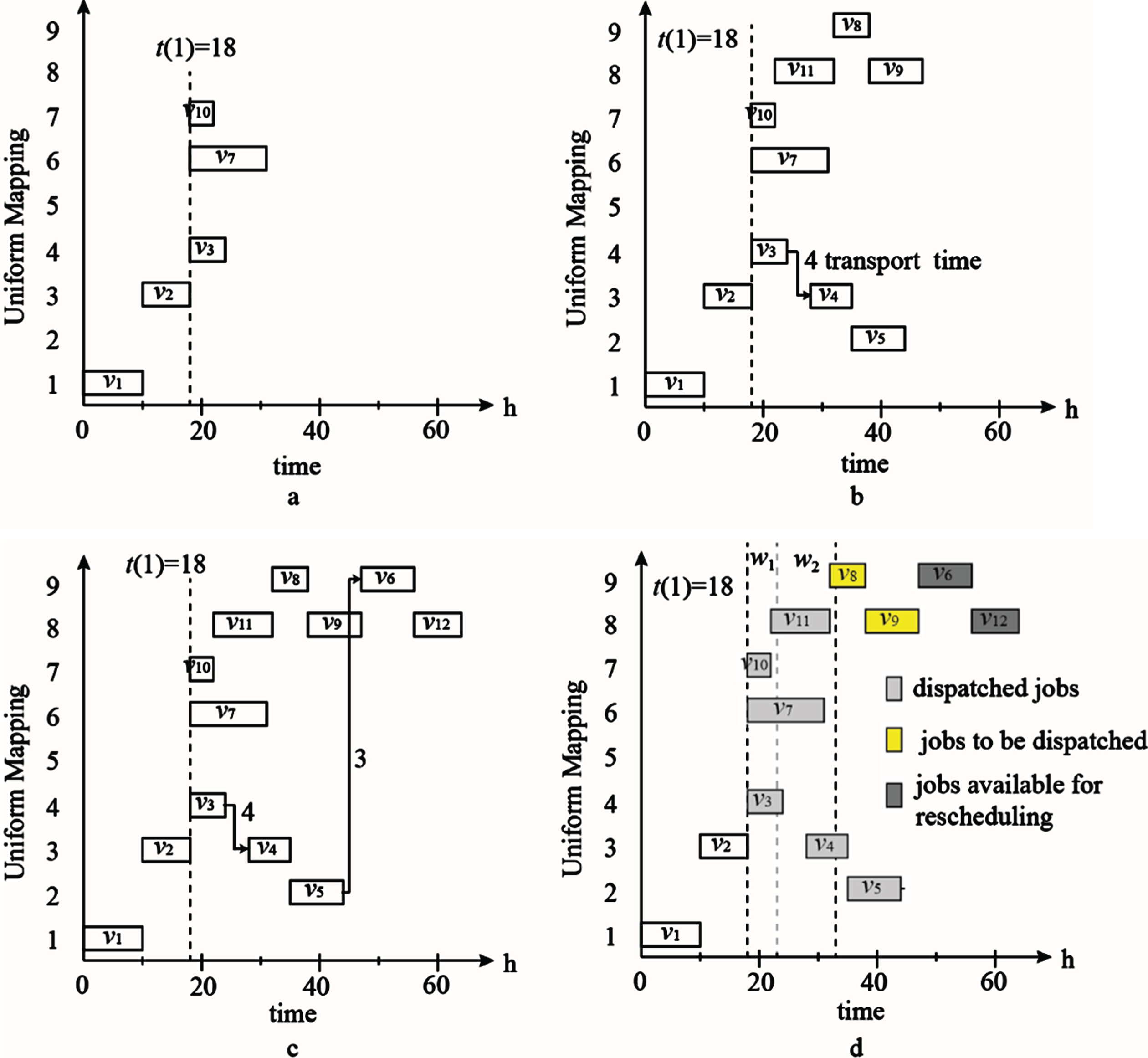
Instance of decoding chromosome and classifying jobs according to w1 and w2.
4) Suppose there are a feasible operation chromosome V that satisfy the tree constraints between operations and a feasible machine chromosome M that satisfy the fixed output constraint, i.e. V = {v3, v7, v10, v11, v4, v8, v5, v9, v6, v12} and M = {4, 6, 7, 8, 3, 9, 2, 8, 9, 8}. Then, decode V and M to a solution according to the First Time Fit method, the UM, and the TTM.
5) When decoding v3, v3 has no immediate predecessors, so its start time is unaffected by its predecessors. Since the arrival time of product P2 is 18h, the first gap on UM (S2d1, 4) that can accommodate v3 is searched starting from 18h. v7 and v10 are also dispatched in the same way, and the result is shown in Fig. 4a.
6) When decoding v11, its immediate predecessor is v10, and the corresponding UM (S3d3, 8) of v11 is in the same workshop as UM (S3d2, 7) of v10, so v11 needs to find the first gap on UM (S3d3, 8) from 22h that can accommodate v11. v4, v8, v5, and v9 are also dispatched in the same way, and the results are shown in Fig. 4b.
7) When decoding v6, v6 has two immediate predecessors, i.e. v5 and v9. The completion time of v5 is 44h, and according to the TTM, it takes 3h to transport from UM (S1d2, 2) of v5 to UM (S3d4, 9) of v6. The completion time of v9 is 47h, and its UM (S3d3, 8) is in the same workshop as v6’s UM. so v6 starts looking for the gap on UM (S3d4, 9) from 47h. The final decoding result is shown in Fig. 4c.
8) Jobs involved in Fig. 4c are classified into 3 sets according to w1 and w2, as shown in Fig. 4d.
It is shown in the existing literature [11] that the integrated scheduling problem is an NP-hard problem. The metaheuristic algorithm is a common optimization algorithm and it can obtain a good approximate pre-scheduling solution in a short time, while the B&B algorithm can take the pre-scheduling solution as the parameters of the starting point of the search, and it can obtain a better solution after an extremely long time. The period when the dispatched jobs are in execution is exactly a quite long time (as long as windows w1), which could be utilized for optimizing the jobs available for rescheduling. The B&B method is mostly applied to mixed-integer planning solutions, where integer variables are first relaxed into continuous variables, then branching and bounding are performed, and finally, the search is stopped when it reaches the stop condition, such as the upper and lower bounds are sufficiently close [21]. Therefore, the B&B is an accurate optimization method. In this work, the B&B method with Fujita Bound in literature [22] is used to search for the global optimal solution during the period when the dispatched jobs are in execution.
Simulation experiment
The MISA algorithm designed in this work employs a hybrid optimization method combining heuristic algorithm and branch and bound method, which is highly adaptable to individualized products with large structural differences and significant differences in processing parameters. To verify the performance of the proposed MISA, based on the practical data of two power equipment companies in Shanghai and Sichuan, China, 10 instances, that is G1-G10, are generated. The computer of the simulation experiment is Amazon EC2 c5n.2xlarge with 8 vCPUs.
In this work, to verify the proposed constraint programming model, Google OR-Tools is used to get the optimal solutions of the G1-G10. It uses the following methods: ORMT (Operation Relation Matrix Table) [11], TLBO (Teaching-Learning-Based Optimization) [14], and VCLDC (Virtual Component Level Division Coding) [23] as control methods. As ORMT, TLBO and VCLDC do not consider the multiple workshop constraint and the dynamic scheduling problem, we give the following improvements for the methods.
Improved ORMT
The dynamic scheduling problem is transformed into a series of continuous static scheduling problems by adoption of the full event rescheduling strategy. For a particular static scheduling problem, it builds a UM for the machines in multiple workshops and transforms the MISP-FOC into a form that the encoding method can handle. Thus, the First Time Fit method based on the UM and the TTM (see Equation 1) is adopted to decodes the target chromosome. Then it generates the pre-scheduling solution R p and classifies the jobs in R p into 2 sets according to the window w = 5h, i.e. dispatched jobs and jobs available for rescheduling. At last, it reschedules the jobs available for rescheduling in R p and the new arrival jobs at each event moment.
Improved TLBO and improved VCLDC are the same as improved ORMT
To evaluate the comparison results more fairly, MISA, ORMT, TLBO, and VCLDC are used as control algorithms, then, it performs 10 times independent simulations for each instance, at last, the average result of the 10 times independent simulation is taken as the comparison result. The simulation results of MISA and the control algorithms are shown in Fig. 5.
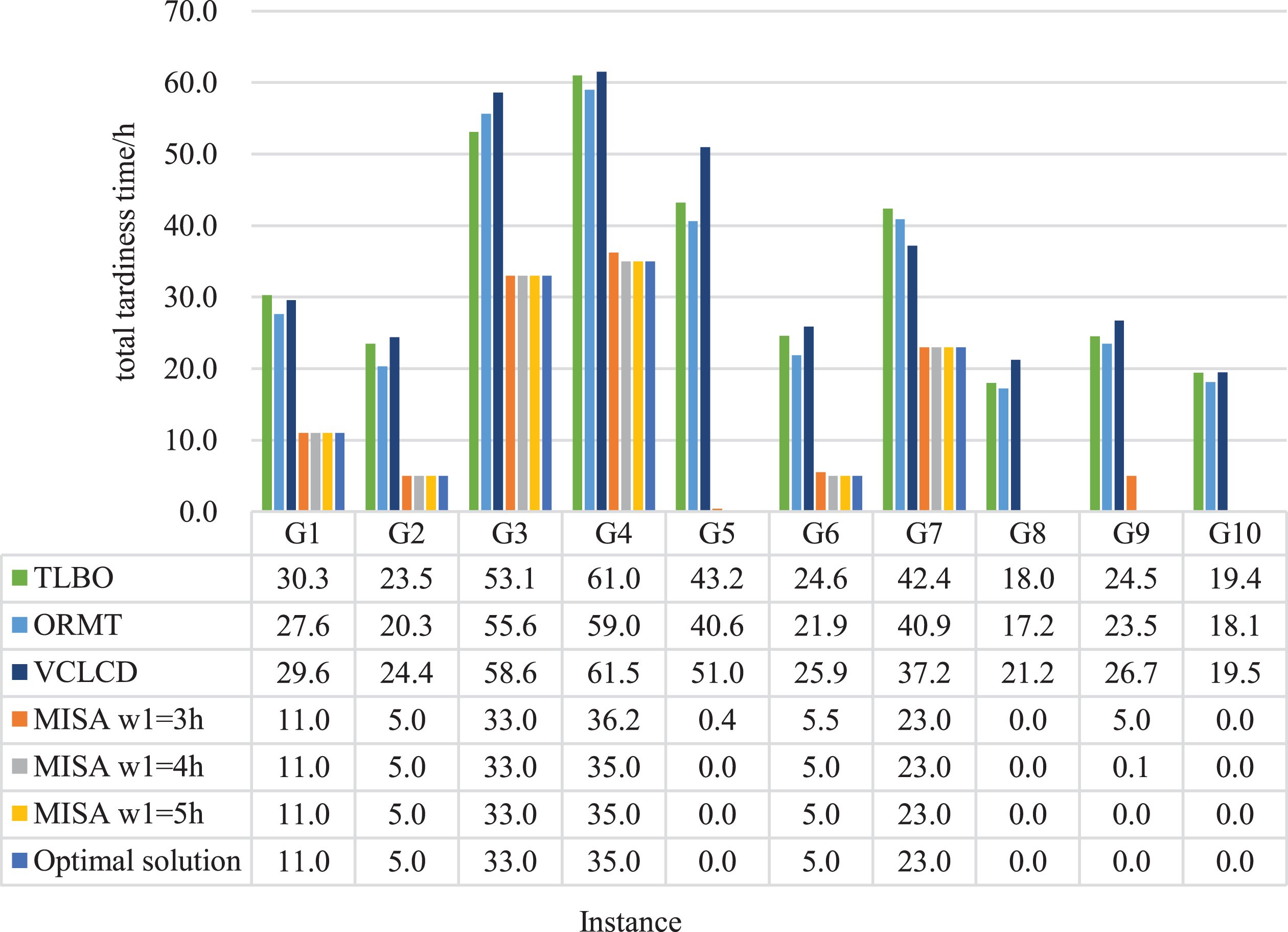
The simulation results of G1-G10.
Where set the parameters of EGA of MISA according to the literature [11], i.e. population size is 100, maximum generation count is 200, probability of crossover operator is 0.6, and probability of mutation operator is 0.01. Set the parameters of control algorithms according to the corresponding literature [11, 23]. The w1 parameter of MISA determines the available execution time for the B&B method. The w2 period is essential to reduce the impact of dynamic events on production. Therefore, to observe the performance of MISA under different w parameters, we use a variety of empirical values to simulate, i.e. execution period w1 = {3, 4, 5}, and period w2 = 12.
Figure 5 shows the simulation results of G1-G10. Compared with the control algorithms, MISA obtains better solutions in all instances. MISA has reached the optimal solutions in 6 instances when w1= 3 or 4, and MISA has reached the optimal solutions in all instances when w1= 5.
In theory, the MISA algorithm designed in this work employs a hybrid optimization method combining a metaheuristic algorithm and a branch and bound method, which is a more effective method for the MISP-FOC problem. From the view of stochastic process theory, the control algorithms belong to the “group-iteration” metaheuristic algorithm, which is a combination strategy of directional search and random search, and the control algorithms will reach the optimal solution when the iteration number tends to infinity. However, in practice, the control algorithms do not meet the convergence conditions, so the global optimal solution can not be obtained accurately. MISA is an optimization method that combines the advantages of the metaheuristic algorithm and the accurate method; therefore, its optimization result will be more stable and better than a single method. At last, the simulation results shown in Fig. 5 are consistent with the theory analysis.
In this work, a hybrid optimization method combining the enhanced genetic algorithm with the branch and bound method is proposed for a multi-shop integrated scheduling problem with fixed output constraints. The main purpose of the hybrid method is to balance the scheduling quality and solving time of the algorithm. The conclusions are drawn as follows: The multi-shop integrated scheduling problem with fixed output constraint describes a kind of production scheduling mode that is suitable for less-than-carload and customized products under multi-shop situation. The algorithm designed in this paper has strong adaptability to different instances of multi-shop integrated scheduling problem with fixed output constraints, and the simulation results show that the proposed algorithm is more effective and stable than the control algorithms. By making full use of the w1 period, the hybrid optimization method optimizes the jobs for rescheduling, which alleviates the problem that the meta-heuristic algorithm is not accurate enough.
It can further increase the number of windows and put the unimportant jobs in the long-term window, which can reduce the scale of the problem faced by B&B. Therefore, this work can serve as the research basis for the multi-shop integrated scheduling problem with fixed output constraints.
Data availability
All simulation data involved in this work are stored in https://github.com/hrbustgithub/simulation-data.
Conflicts of interest
The authors declare that there is no conflict of interest regarding the publication of this paper.
Footnotes
Acknowledgments
This work was supported by the National Natural Science Foundation of China (Grant No.: 61772160, 61602133), the China Postdoctoral Science Foundation (Grant No.: 2016M591541), the Scientific and Technological Research Project of Heilongjiang Provincial Education Department of China (Grant No.: 12531105), the Postdoctoral Scientific Research Start Fund Project in Heilongjiang Province(Grant No.: LBH-Q13092), the Postdoctoral Science Foundation of Heilongjiang Province(Grant No.: LBH-Z15096).