
Abstract
Aiming at the troubles of difficult extraction of fault features and low fault recognition rate in rotating equipment fault detection approach, a new technique for intelligent diagnosis based on modified hierarchical diversity entropy (MHDE) and extension theory (ET) is proposed in the thesis. Firstly, MHDE employs to comprehensively describe the fault information of the given signals. Secondly, the MHDE feature sets are regarded as the characteristic parameters of the extension matter element model, and the matter element model in various states is established. Finally, the testing datasets are fed into the matter element model for each operating conditions, and the correlation function is used to compute the comprehensive correlation between the testing datasets and the various conditions of the rotating machinery, so as to realize the qualitative and quantitative identification of the testing datasets. The reliability and superiority of the proposed new approach is validated by real experimental datasets on various rotating machinery types. The analysis results show that the proposed novel technology can effectively excavate the feature information and accurately identify various fault conditions of rotating machinery. In addition, compared with other combined model technology in the paper, the proposed intelligent fault diagnosis technology has better classification performance.
Keywords
Introduction
As one of the pivotal components of rotating equipment, rolling bearing and gearbox are broadly employed in many industrial areas such as ship power, aerospace, intelligent manufacturing, energy generation, etc. They undertake important functions such as support, fixation, and motion conversion, and are called “industrial joint” [1]. The harsh working environment gradually degrades the performance of rotating machinery and generates failures, which leads to a series of accidents [2, 3]. Therefore, health monitoring of key components play an important role to guarantee the stable and reliable running of the mechanical equipment [4, 5].
In the real working process, the running environment of rotating equipment are complicate and changeable. It make the obtained vibration signal easily disturbed by environmental noise, and the fault characteristics are difficult to extract [6]. The traditional time and frequency domain technology analyzing the acquired signals have some limitations, which lead to the signal features could not be accurately excavated. In recent years, entropy algorithm has been employed as one of the effective solutions to measure the dynamic characteristics of the given complex time series. It can effectively describe fault feature information and has been extensively applied to the fault detection. For example, Wang et al. [7] adopted approximate entropy to the slewing bearing feature information extraction. The study results indicated that the approximate entropy approach can accurately express the feature information of slewing bearings on different working states. Ding et al. [8] employed sample entropy to construct fault feature vectors of planetary gears, and accurately distinguished different fault types of planetary gears. Xiao et al. [9] employed permutation entropy technology to the actual experimental datasets of rotating machinery. The calculation and analysis results found that permutation entropy technology can accurately express the feature information of rotating machinery signals. Gu et al. [10] applied the combination methods of dispersion entropy and SVM to diesel engine misfire fault diagnosis. It achieved high fault identification accuracy. However, the above entropy approaches have some drawbacks in expressing signals feature information. The approximate entropy method has its own matching defect in the calculation process, which leads to errors in the calculation results. The sample entropy is unstable in analysis abrupt vibration signals, and the computational complication is high. The permutation entropy ignores the relationship between amplitudes in the calculation process and is susceptible to noise. The dispersion entropy considers the absoluteness of the amplitude and ignores the relativity in the calculation process, so it cannot effectively evaluate the fluctuation of the signals. In order to further relieve the respective disadvantages of the mentioned entropy techniques, Wang et al. [11] creatively presented a novel signals complexity estimation approach—diversity entropy (DE). DE uses cosine similarity to describe the relationship between adjacent tracks. DE effectively depicting subtle changes in the internal patterns of time series. It has more accurate dynamic complexity estimation performance and meets the requirements of feature information excavate of the nonlinear signals.
With the development of the entropy technology, it provides an effective scheme for feature information description of the mechanical equipment signals. Nevertheless, the aforementioned entropy technology only describes the fault characteristic conditions from a single scale. Therefore, costa et al. [12] presented multi-scale entropy by combining entropy theory and coarse grained method to describes the complexity of vibration signals on various scales. Dai et al. [13] applied multi-scale fuzzy entropy to fault state extraction of airborne fuel pump and successfully diagnosed the fault type of airborne fuel pump. Ye et al. [14] employed multi-scale permutation entropy to accurately identify different fault types of train suspension systems. Li et al. [15] applied multi-scale dispersion entropy to the train bearing detection. The analysis found that multi-scale permutation entropy can accurately and reliably express the characteristics information of train bearing fault signals. Ge et al. [16] adopted multi-scale symbolic dynamics entropy to rotating equipment fault detection and accurately accomplished the classification of rotating machinery fault conditions. The multi-scale entropy algorithms only analyze the low-frequency elements and ignore the high-frequency elements of the original signals. In this way, it will lose critical fault feature information and affect the fault diagnosis precision. However, the multi-scale entropy algorithms could not meet the requirements of fault feature extraction for the complex vibration signals actually collected in rotating machinery equipment. To fully consider the operating features of high-frequency elements in the signals, Jiang et al. [17] proposed another signals complexity measurement method—hierarchical entropy. By contrast with multi-scale entropy technique, hierarchical entropy approaches simultaneously describes the fault characteristics of signals at different levels and frequency bands, thus obtaining more comprehensive and richer state information. Ke et al. [18] applied the hierarchical permutation entropy to the common rail injector fault datasets. The analysis found that the approach has higher fault classification precision and faster calculation efficiency. Xue et al. [19] accurately expressed the health status of bearings by using hierarchical dispersion entropy. Shi et al. [20] adaptive extract early fault feature information of bearings by employing hierarchical fuzzy entropy. However, the traditional hierarchical entropy algorithm adopts the coarse grained idea to divide the original signals into multiple sub-signals. As the level of decomposition increases, the size of the signals will decrease, which will affect the precision of entropy calculation. For solving this problem, the paper adopts the ideas of moving average and difference to substitute the coarse grain segmentation approach, and proposes a modified hierarchical entropy algorithm. In view of the excellent performance of diversity entropy in signals complexity estimation, modified hierarchical diversity entropy (MHDE) is proposed by combining diversity entropy with the modified hierarchical entropy algorithm. MHDE can not only comprehensively evaluates the pattern information of the given signals, but also effectively overcomes the defect of unreliable entropy results caused by traditional hierarchical decomposition methods.
The key of intelligent fault diagnosis method is pattern recognition. Common pattern recognition methods include random forest [21, 22], support vector machine [23, 24], artificial neural network [25, 26] and clustering algorithm [27, 28]. The above pattern recognition approaches have obtained good results in terms of intelligent fault diagnosis, but there have some shortcomings. The computational efficiency of random forest is determined by the number of decision trees. There is no detailed theoretical guidance for the selection of artificial neural network structure. There is some subjectivity in the parameter estimation of the support vector machine. The accuracy of the clustering approach relies on the selection of distance formula. Extension theory (ET) is a new pattern recognition technology. Comparing with the aforementioned pattern recognition technology, it has simple structure, strong extensibility, and does not require complex parameter determination. It is very suitable for application in terms of fault detection.
As mentioned above, in view of the complex characteristic information of the fault signals and the advantages of the ET in the intelligent identification, a new technique of intelligent fault diagnosis for rotating machinery based on modified hierarchical diversity entropy and extension theory is proposed. The major works and innovations of this paper are presented below: Integrating the benefits of hierarchical analysis and diversity entropy, a novel fault feature description technology—modified hierarchical diversity entropy is creatively proposed. MHDE can not only describe the complex characteristics of vibration signals in different frequency bands, but also deeply mine the rich fault information in the vibration signals. ET is simple in structure and does not need to set model parameters in advance. The combination method of MHDE and ET is adopted to the field of the intelligent fault diagnosis, which not only can accurately diagnose the fault states, but also significantly improve the fault identification rate.
The rest of the paper are arranged as follows. Section 2 describes the essential fundamentals of the MHDE and ET approach. Section 3 explores the choose of the related parameters, and verifies the superiority of MHDE method through simulation signals. Section 4 mainly elaborates the steps of the fault diagnosis scheme. Section 5 verifies the feasibility and superiority of the presented technology by using the actual experimental datasets of rotating machinery. Finally, the performance of the approach is concluded in Section 6.
Methodologies
Diversity entropy
The DE algorithm describes dynamic complexity characteristics by counting the probability of pattern similarity of time series. Given a random time series X ={ x1, x2, ⋯ , x
N
} of length N. The specific procedure of the DE are listed below. The initial sequence
Establish the cosine similarity sets D(m) as Equation (2). The D(m) can be obtained by computing the cosine similarity values between each neighbor tracks as Equation (3).
Where d ∈ [-1, 1] Separate the range [-1,1] into ɛ intervals. Then, calculate the state probability (P1, P2, ⋯ , P
ɛ) that express the probability of cosine similarity values fall into various intervals. In addition, The DE value can be computed by Equation (4).
Where ɛ express the number of symbols.
The extent of the DE is [0,1]. When DE tends to 0, the chaotic complexity of the vibration signals is low. When DE tends to 1, the chaotic complexity of the vibration signals is high.
MHDE approach is utilized to mine the feature information of the given signals. Hierarchical diversity entropy (HDE) method requires that the data length of the given vibration signals must be 2
n
. Comparing with the HDE method, MHDE employs the moving average technique to receive the hierarchical time sequences. The MHDE method does not have strict requirements on the size of the given sequences, which is closer to the actual requirements. The detailed realization procedure of MHDE is described below. Given random time series X ={ x1, x2, ⋯ , x
N
}, defined averaging operator Q0 and difference operator Q1 for analyzed time series as given by Equations (6).
Where Q0(x) and Q1(x) express the low and high frequency elements. The matrix calculation
To carry out the hierarchical calculation on the time series x(i), The previous calculation steps should be repeated. For a given k ∈ N, the vectors [η1, η2, ⋯ , η
k
] could be obtained, and the integer e can be computed by Equation (8).
Where {η
m
, m = 1, 2, ⋯ , k } ∈ { 0, 1 } express the low and high operator of the m-th layer. According to the vector [η1, η2, ⋯ , η
k
], the hierarchical elements of the x(i) could be calculated according to Equation (9).
Compute the DE value of each hierarchical element to receive the MHDE value, which can be defined according to Equation (10).
Due to the average and differential techniques are employed in the hierarchical decomposition process, the MHDE method can obtain the state information from the low and high frequency element at the same time. To clearly illustrate the hierarchical decomposition process, Fig. 1 displays a hierarchical tree of the three-layer hierarchical decomposition. The compute steps of the MHDE algorithm is displays in Fig. 2.
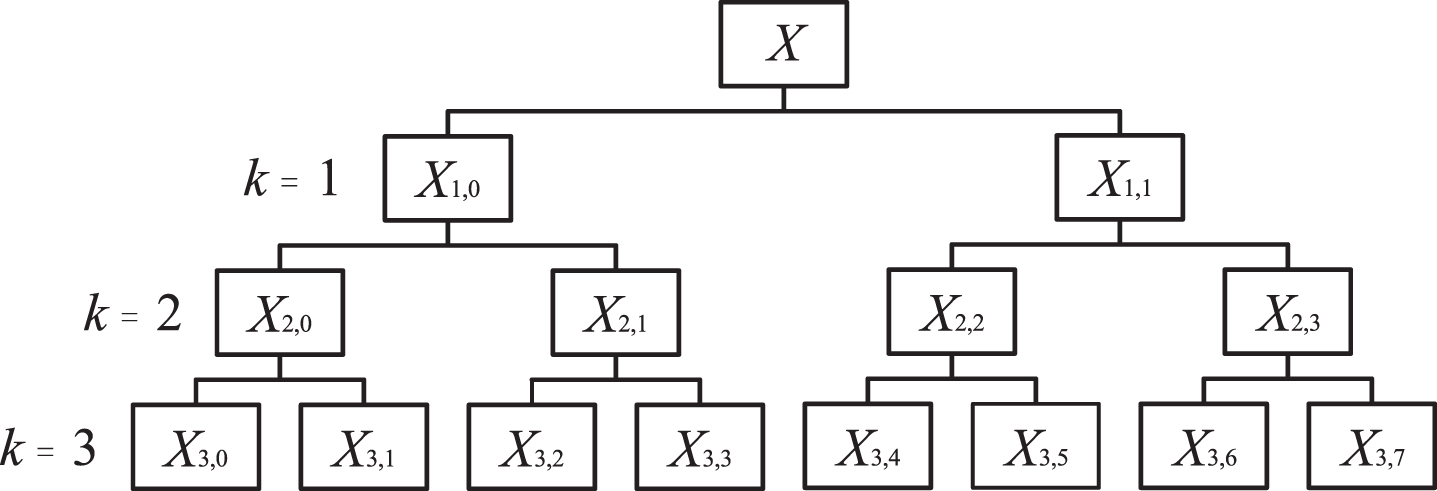
The hierarchical decomposition process with three layers.
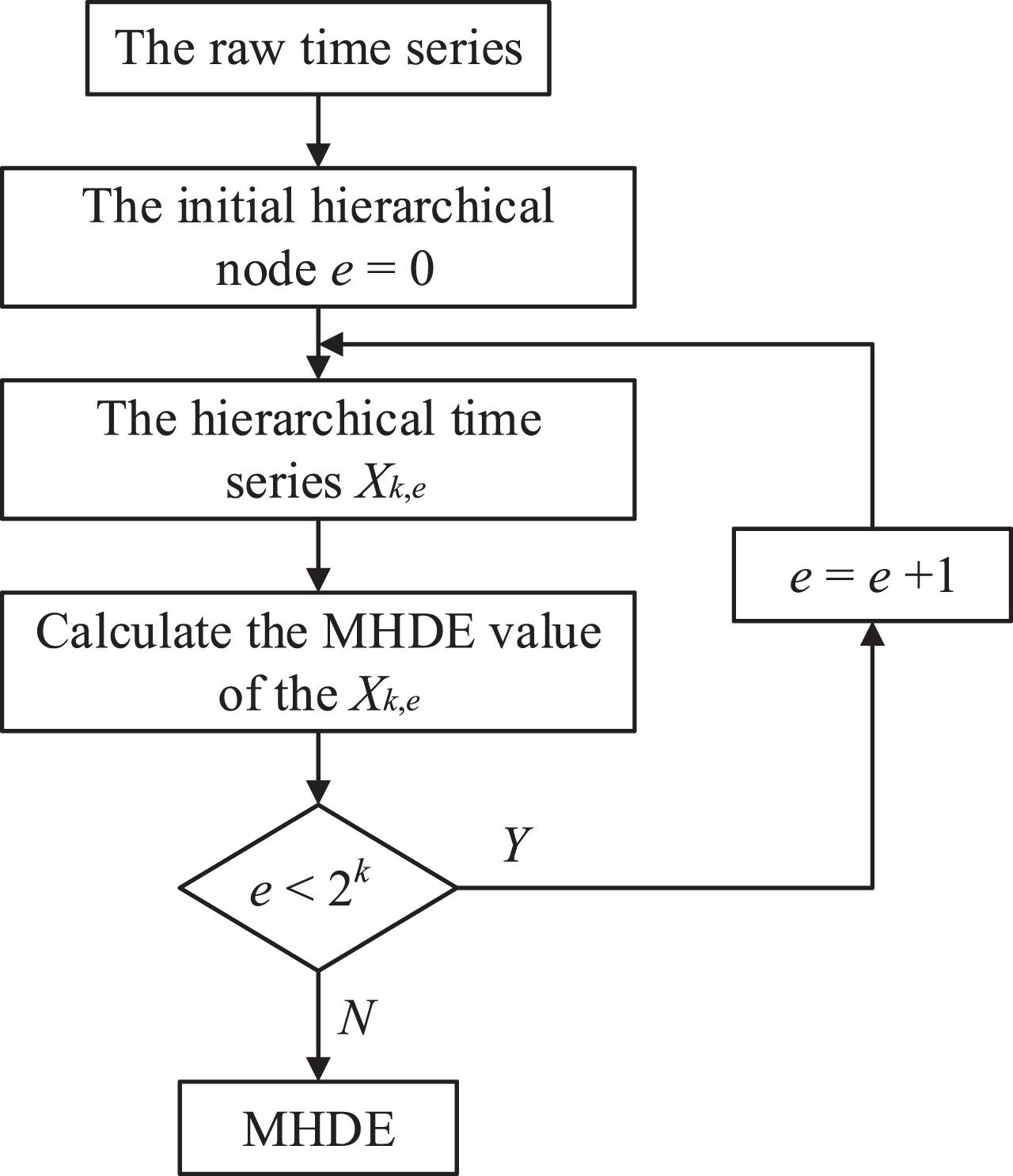
The calculation flowchart of the MHDE algorithm.
The matter element, extension set, and correlation function are the key components of the ET. In the paper, the matter element model of fault characteristics under various states are established by using n-dimensional matter element. The specific model is established according to Equation (11).
Where R express the matter element, N express the things, C express the feature vector, and V express the specific values of the feature vector.
The correlation function can qualitatively and quantitatively describes the level of certain properties of somethings. The key to the correlation function is distance. Let the distance between sample point x0 and finite real interval X = <a, b >is represent as ρ (x0, X). The specific compute process according to Equation (12).
Let x0 is an arbitrary sample point on the real domain, finite real interval X =< a, b >, X0 =< c, d >, and X ⊂ X0. Selecting the optimal value at the middle point of the interval. Therefore, the correlation function is defined by Equation (13).
Where ρ (x0, X) express the distance between sample point x0 and interval X, ρ (x0, X0) express the distance between sample point x0 and X0, and k (x0, X) is the correlation level between sample point x0 and interval X.
The core of establishing matter element model is the calculation of classical and node domain, and it is also the premise of realizing faults extension pattern recognition. Let the time series Z has mathematical expectation E (Z) = μ, and σ2 express the variance. The Chebyshev inequality is shown in Equation (14) [29].
Let the confidence level is 95%, ɛ = 4.47σ, P (μ - 4.47σ⩽ Z ⩽ μ + 4.47σ) =95 %. This approach ensures that most of the feature vectors are within [μ - 4.47σ, μ + 4.47σ]. Therefore, the Equation (15) is calculated as the classical domain of the i-th feature vector.
Parameters selection
The effectiveness of MHDE is influenced by four key parameters: embedding dimension m, number of symbols q, number of decomposition layers k, and data length N. To discussed the performance of the MHDE to various elements, we computed 50 datasets of white noise and 1/f noise with various factors as individual variables. The constructed signal is displays in Fig. 3. By computing the mean and standard deviation of 50 sets of nodes at various decomposition layers, the coefficient of variation (CV) is employed to evaluate the level of node data confusion. The CV is defined as the standard deviation divided by the mean. The smaller of the CV, the lower the level of data confusion. However, when the selected k is too small, the MHDE of the decomposition effect will be affected, and if the selected k is too large, it will seriously influenced the MHDE of the decomposition speed. So the paper chooses k = 3.
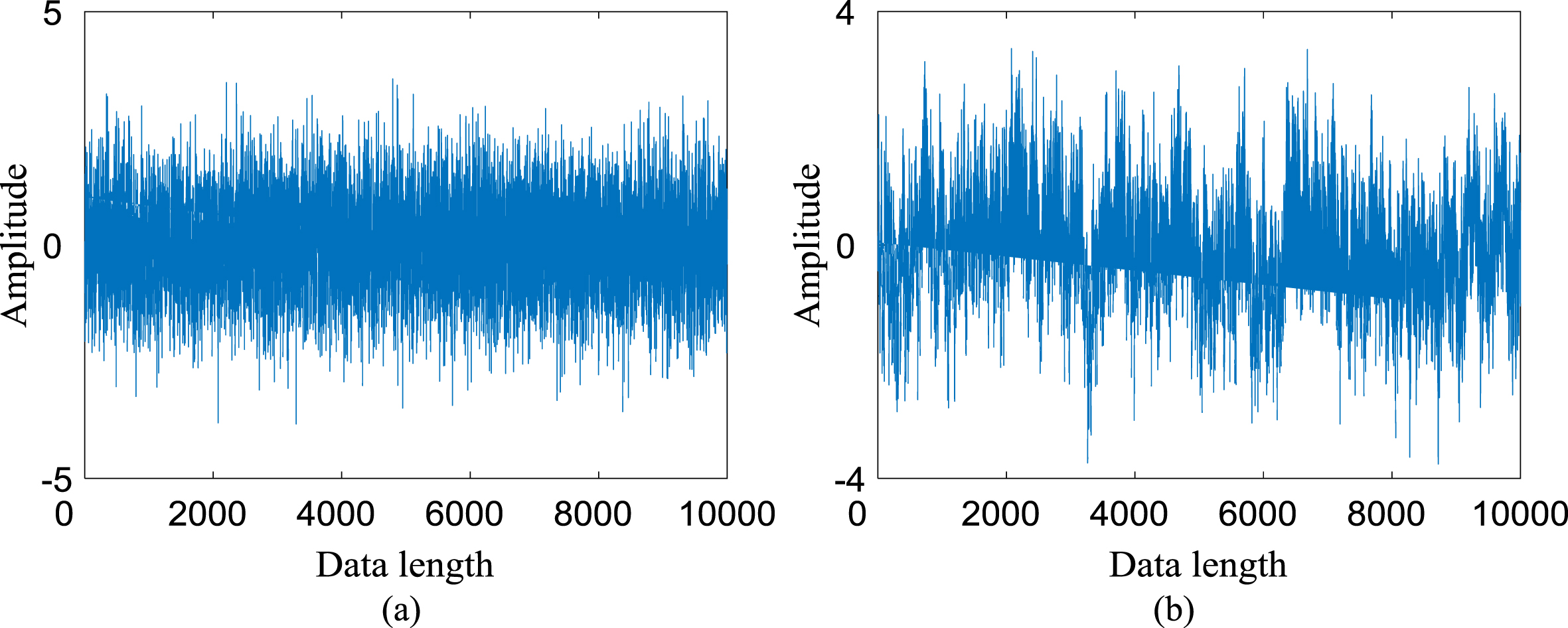
The time domain waveform of white noise and 1/f noise. (a) white noise; (b) 1/f noise.
Firstly, in order to reasonably select the m of the MHDE, the MHDE values of 50 groups of the two simulated signals are computed employing m as individual variables. The analysis results are display in Fig. 4 and Table 1. By surveying the Fig. 4, when m = 3, the fluctuation of the MHDE of the two simulated signals is very obvious. With the increasing of the m, the change of MHDE of the two simulated signals are smaller. However, when the selected m is too large, it will not only influenced the computational speed, but also fail to reflect the subtle changes of signal. It can be found from Table 1 that the CV is the smallest when m = 4. This indicates that the stability of MHDE value is the best when m = 4. So the paper chooses m = 4.
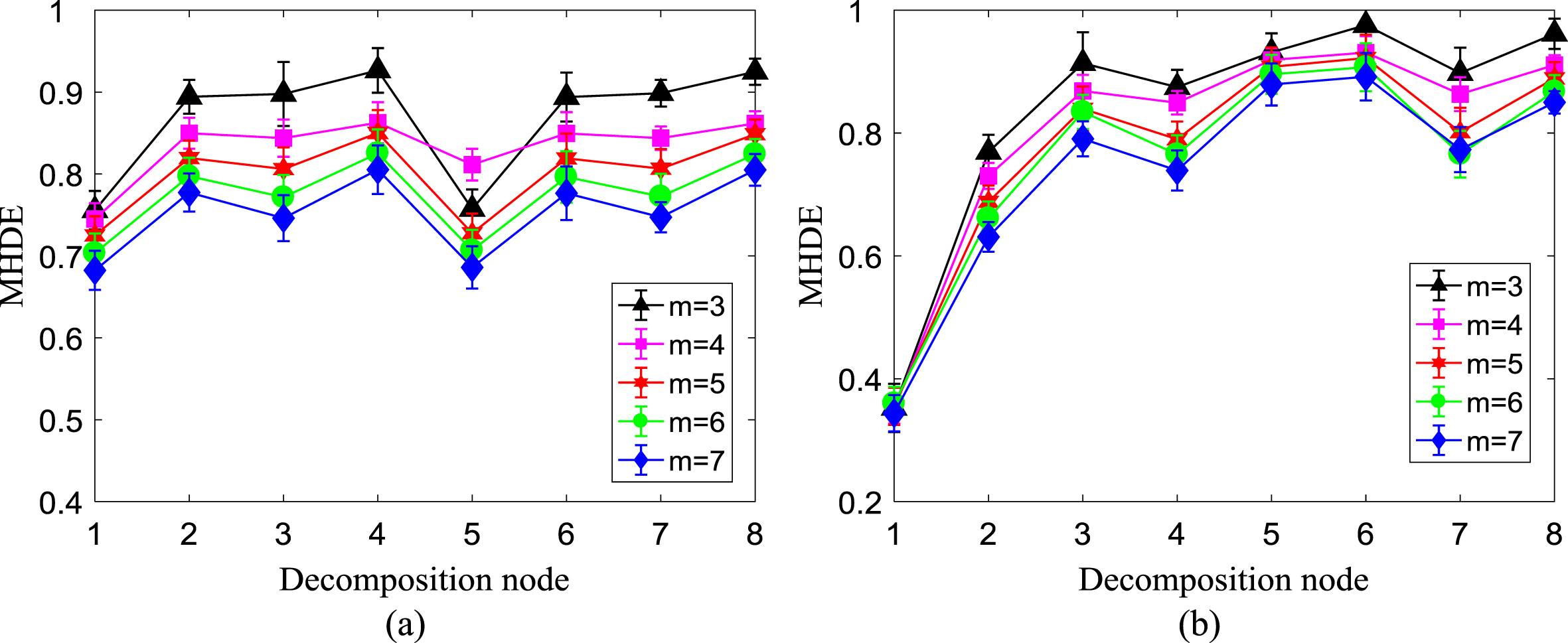
The MHDE error bar chart of the signals under various embedding dimensions. (a) white noise; (b) 1/f noise.
The CV values of the MHDE under various embedding dimensions
Secondly, the impact of the q value on the capability of MHDE is investigated, the MHDE of 50 groups of the white noise and 1/f noise signals are computed with q as individual factors. The analysis findings are display in Fig. 5 and Table 2. By observing the Fig. 5, with the increasing of the q, the curve of the MHDE values is more stable and the fluctuation range is smaller. When q >30, there is almost no difference in MHDE under different q values. It can be concluded from Table 2 that the CV of the two simulated signals is the smallest when q = 30. Therefore the paper sets q = 30.
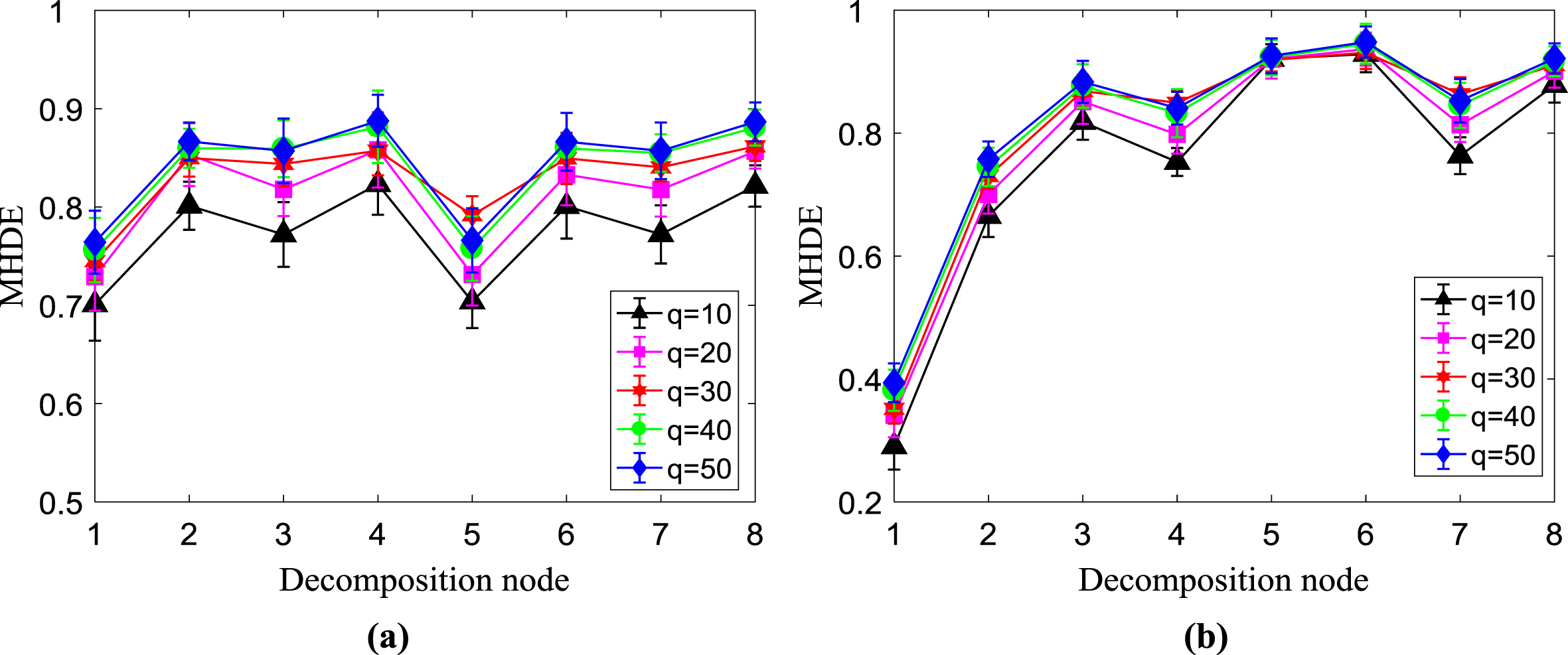
The MHDE error bar chart of the signals under various number of the symbols. (a) white noise; (b) 1/f noise.
The CV values of the MHDE under various number of the symbols
Finally, to discuss the impact of the N on the MHDE, the MHDE of 50 groups of the two simulated signals are computed with N as individual factors. The calculation results are expressed in Fig. 6 and Table 3. By seeing from the Fig. 6, the MHDE arcs of each data length almost coincide together, which indicates that the data length N has little influence on the compute procedures of the MHDE approach. It is obvious from Table 3 that the CV of the white noise and 1/f noise signal is the smallest when N = 2048. So the paper chooses N = 2048.

The MHDE error bar chart of the signals under various data length. (a) white noise; (b) 1/f noise.
The CV values of the MHDE under various data length
To illustrate that the capabilities of the MHDE is superior to the current entropy approaches, we compare MHDE with hierarchical diversity entropy (HDE), multi-scale diversity entropy (MDE), modified hierarchical permutation entropy (MHPE), modified hierarchical fuzzy entropy (MHFE) and modified hierarchical sample entropy (MHSE). we calculate 50 groups of white noise and 1/f noise data for comparative analysis. The analysis results of six entropy methods are displayed in Fig. 7 and Table 4. By observing the Fig. 7 and Table 4, we can draw the following conclusions: (1) On all decomposition nodes, the standard deviation of MHDE is smaller than HDE method. This is because MHDE adopts the idea of moving average and difference to replace the coarse grained segmentation in traditional hierarchical decomposition methods. It indicates that MHDE is more stable and suitable for analyzing nonlinear signals than HDE. (2) Taking MHDE and MDE as examples, it can be found that the change of the MDE values is significantly higher than MHDE when the increase of the decomposition nodes. This is mainly because MHDE analysis the high and low frequency elements of the signals at the same time, so MHDE can more comprehensively extract the characteristic information of the signals. (3) Comparing MHDE, MHPE, MHFE and MHSE, it is obvious that MHDE curve can better separate two kinds of simulation signals at each decomposition node, while other curve overlaps on many nodes. Therefore, MHDE has stronger signals feature expression ability.
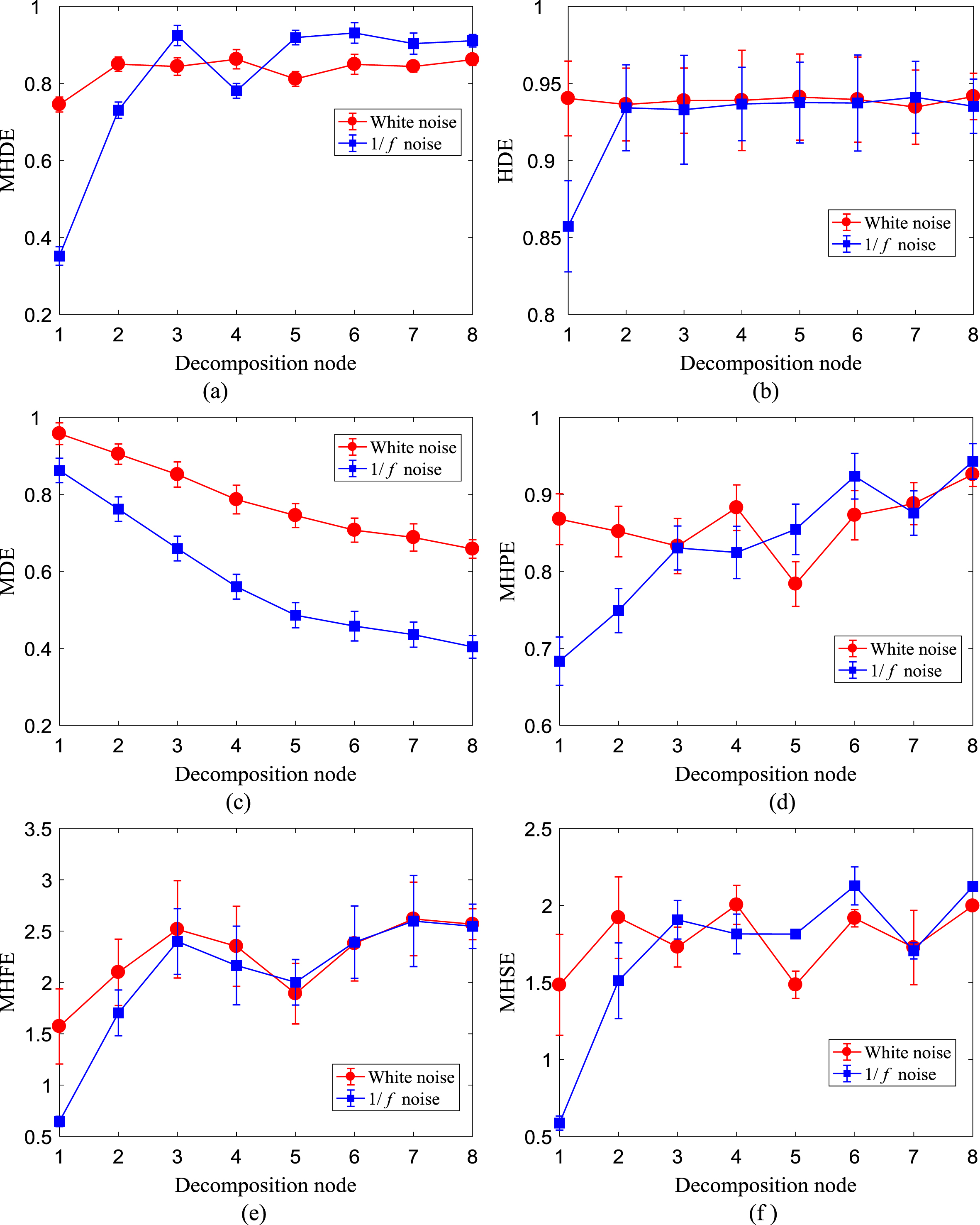
The error bar chart of two random signals by six entropy methods. (a) MHDE; (b) HDE; (c) MDE; (d) MHPE; (e) MHFE; (f) MHSE.
The CV values of the six entropy methods
In view of the aforementioned comparative analysis, taking into account the advantages of the MHDE and ET approaches, an new fault diagnosis technology for rotating machinery is presented. MHDE is employed to mine high-quality feature information that can express various states from the collected vibration signals. After that, a extension theory with better feature recognition performance is employed to distinguish the fault features. The flow diagram of the presented intelligent diagnosis technology is shown in Fig. 8. The detailed steps of the proposed approach are below. The acceleration sensors are employed to acquire the original signals of the rotating equipment in various working circumstances. The MHDE method with excellent performance is employed to mine feature information in the original signals, and constructs the eigenvector matrix. And then, the feature vector set is randomly partition into training and testing samples. Based on the feature factors in the training samples, the matter element models of the rotating machinery under various working conditions are established, and the classical and node domain of the matter element models in various conditions are computed. The correlation function is employed to calculate comprehensive correlation between the testing samples and the matter element models of the rotating machinery under various states, and the fault types is identified based on the theorem of maximum comprehensive correlation degree.
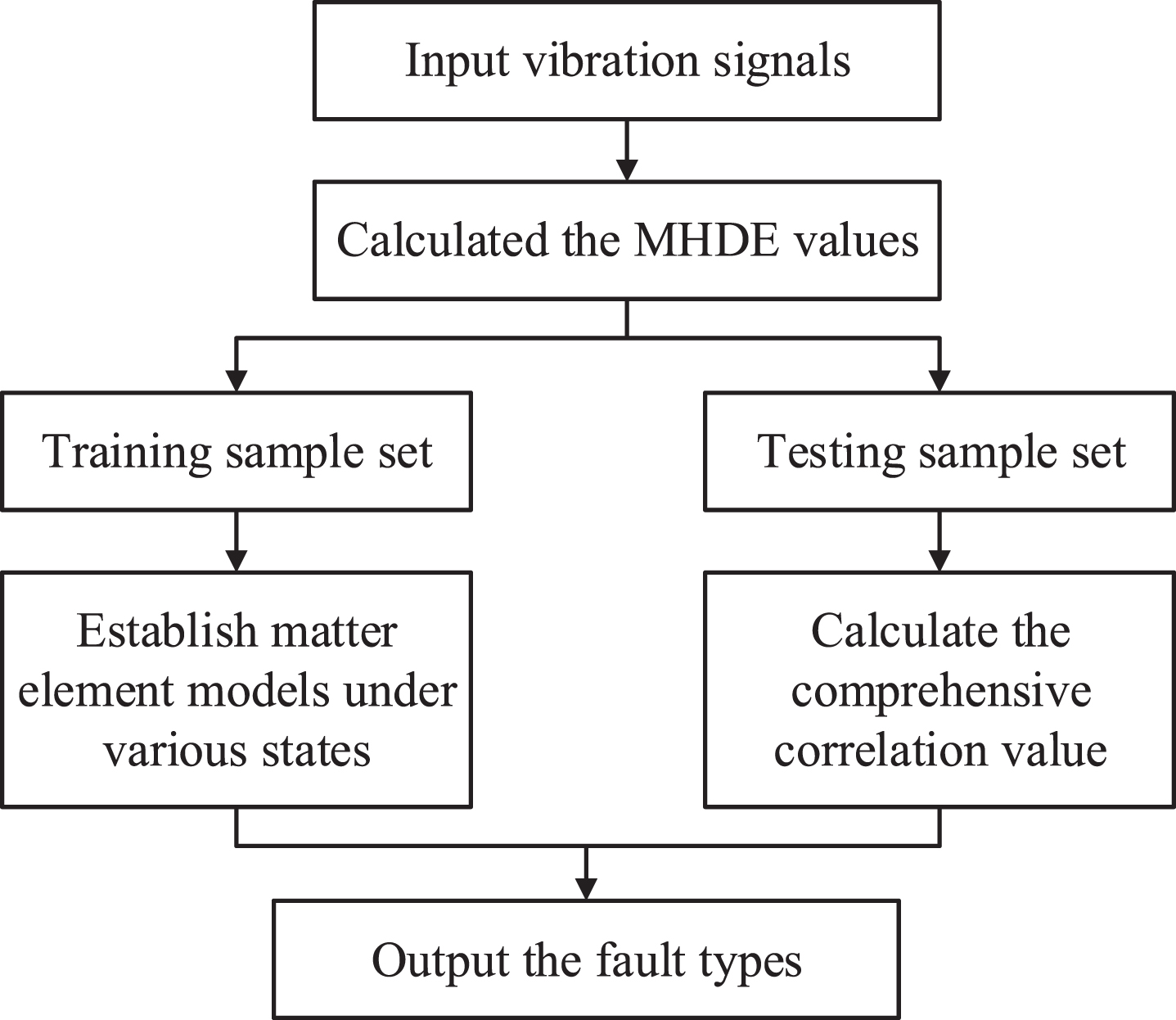
The flow chart of the fault diagnosis method.
Case study 1: Rolling bearing fault diagnosis
Rolling bearing experimental data
In the first experiment, the reliability of the proposed technology for rolling bearing intelligent fault diagnosis is confirmed by the Case Western Reserve University (CWRU) Bearing Data Center [30]. The rolling bearing experimental platform is display in Fig. 9. The selected bearing model is 6205-2RS JEM SKF deep groove ball bearing. The vibration data is divided into ten states collected by the acceleration sensor. The testing working conditions are described below: the rotating speed is 1730 rpm, the sample frequency is 12kHz. The collected vibration data for each operating states was categorized into 58 sets of samples with a length of 2048 points. We randomly selected 28 sets of data samples for training the ET classifier, and the rest of 30 sets data are employed to testing. The detailed information about the rolling bearing data is represented in Table 5. Fig. 10 displays the time domain waveform of rolling bearing with ten conditions, from which it can be found these ten signals lack obvious discipline, and the operating states is difficult to distinguish through the time domain waveform.
The rolling bearing test platform.
The detailed information about the rolling bearing datasets
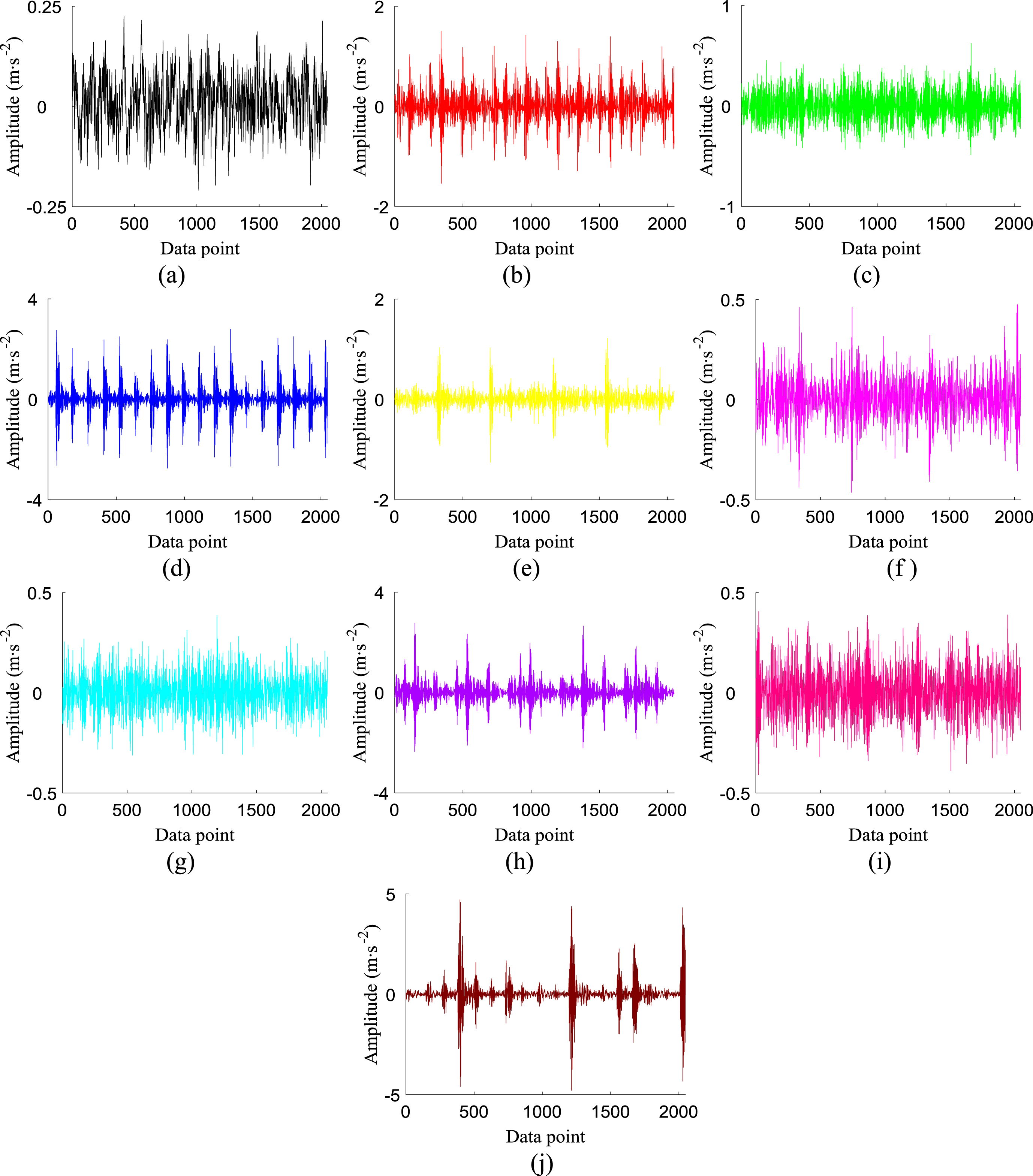
The time domain waveform of rolling bearing with ten states. (a) NR; (b) IRF1; (c) BF1; (d) ORF1; (e) IRF2; (f) BF2; (g) ORF2; (h) IRF3; (i) BF3; (j) ORF3.
Firstly, based on the flow of the presented fault diagnosis scheme, we employ MHDE method to describe the uncertain features of the rolling bearing signals under various conditions and extract effective fault feature information. The average value of MHDE of the rolling bearing on different conditions is displays in Fig. 11. By surveying the Fig. 11, it is obvious that the MHDE value of the rolling bearing signal on normal states is the smallest, which conforms to the vibration properties of the bearing signal in the normal state with low impact and high stability. The MHDE values of the fault signals are large, and for the same fault, the MHDE values are significantly different for different fault sizes. This indicates that MHDE method can theoretically characterize the state information of bearing signals, and it can be employed as the input of the pattern recognition classifier.
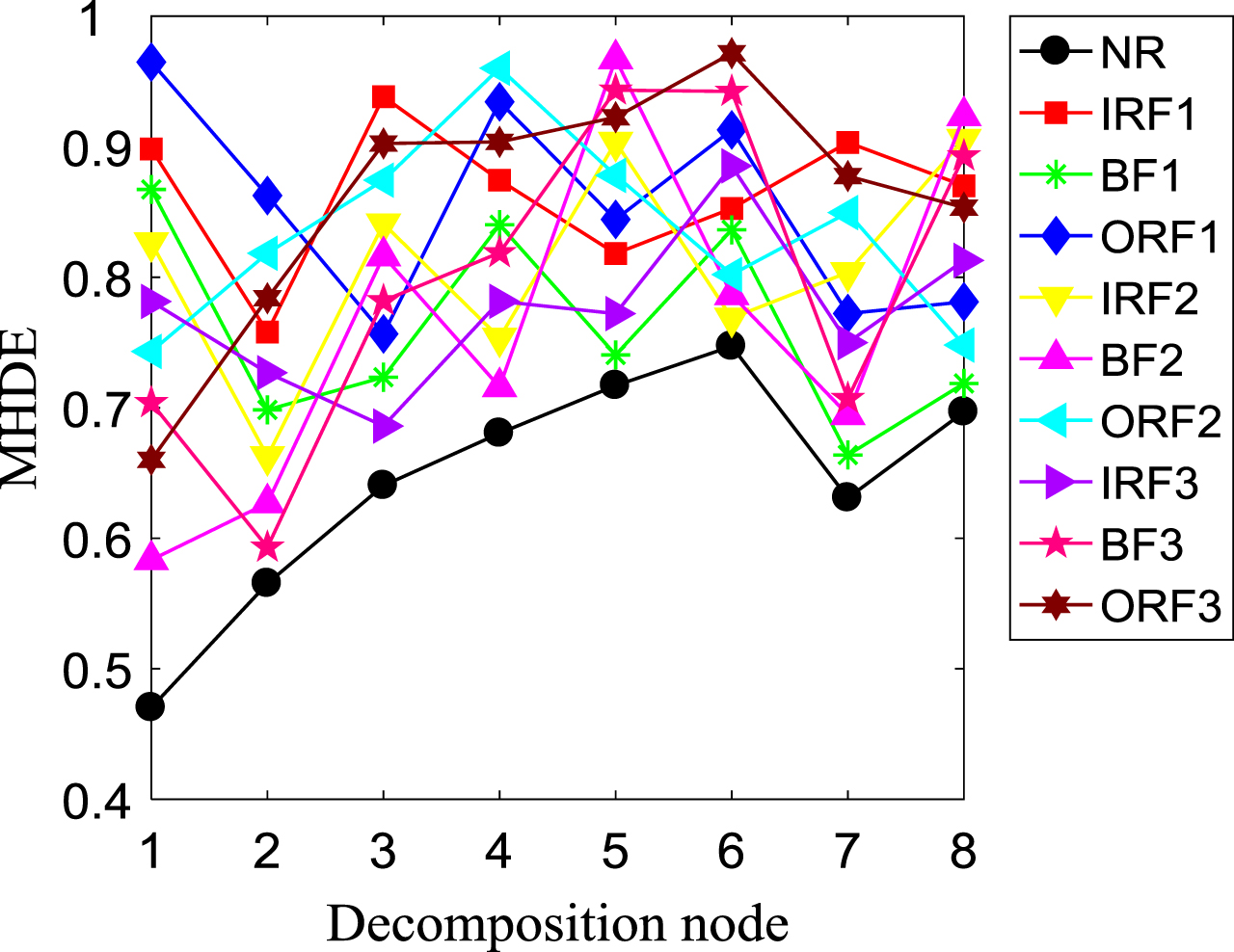
The average value of MHDE of the rolling bearing under various states.
Secondly, 28 groups of MHDE values are randomly selected from various bearing states as training samples to establish matter element model. The classical domain of matter element model of rolling bearing with ten conditions is displays in Table 6. In Table 6, V1, V2, ⋯ , V8 express the classical domain of the MHDE of eight decomposition nodes, the corresponding numbers represent the lower and upper limits of the classical domain, respectively, R1, R2, ⋯ , R10 express ten conditions of the rolling bearing. According to the classical domain, the node domain R q can be calculated as Equation (16).
The classical domain of matter element model of rolling bearing with ten states
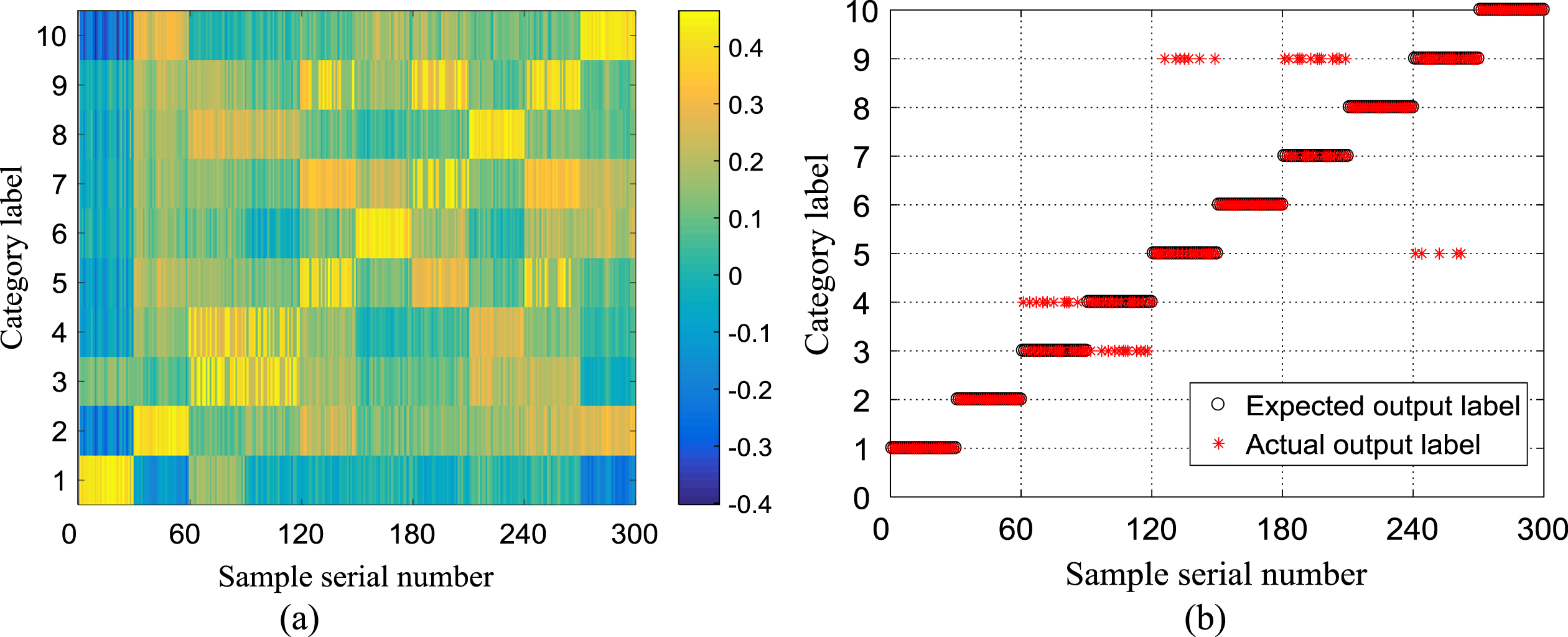
Finally, the comprehensive correlation degree between the testing data and the rolling bearing matter element model is computed to determine the bearing state. The comprehensive correlation and classification result of the rolling bearing by employing the MHDE-ET scheme is shown in Fig. 12. Each column in Fig. 12(a) represents the comprehensive correlation degree between a testing sample and the matter element models of ten conditions. The comprehensive correlation degree can clearly indicate the degree of affiliation between the testing samples and the bearing category. By observing the Fig. 12(a), it can be found that the comprehensive correlation of the sub-diagonal elements are obviously larger than that of other positions, which can clearly distinguish the states of the bearing. To further judging the bearing states of the testing data, the classification results are expressed in Fig. 12(b). It is obvious that only four samples in all the testing samples have identification errors, and the accuracy rate reaches to 98.67 % . This shows that the presented technology can not only correctly judge the fault location of the rolling bearing, but also accurately identify the damage level of the fault.
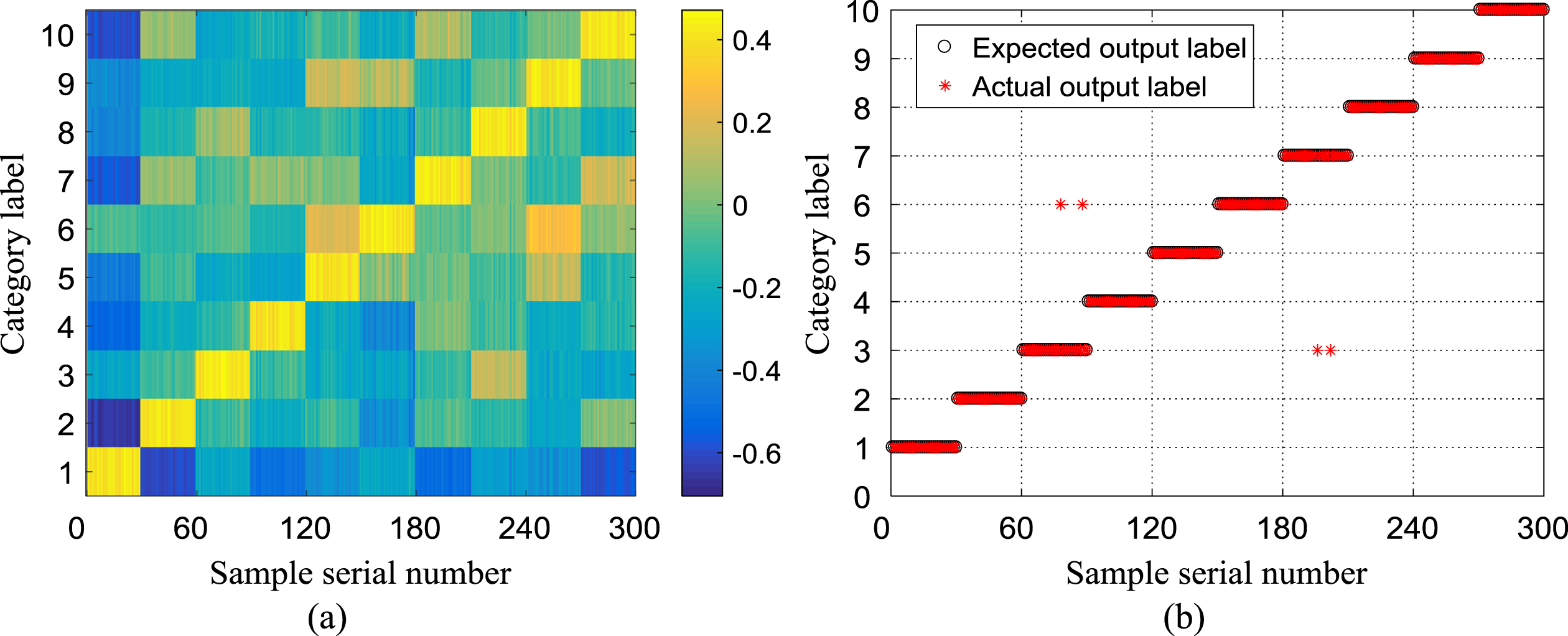
The comprehensive correlation and classification results of the rolling bearing by using the MHDE-ET. (a) comprehensive correlation; (b) classification results.
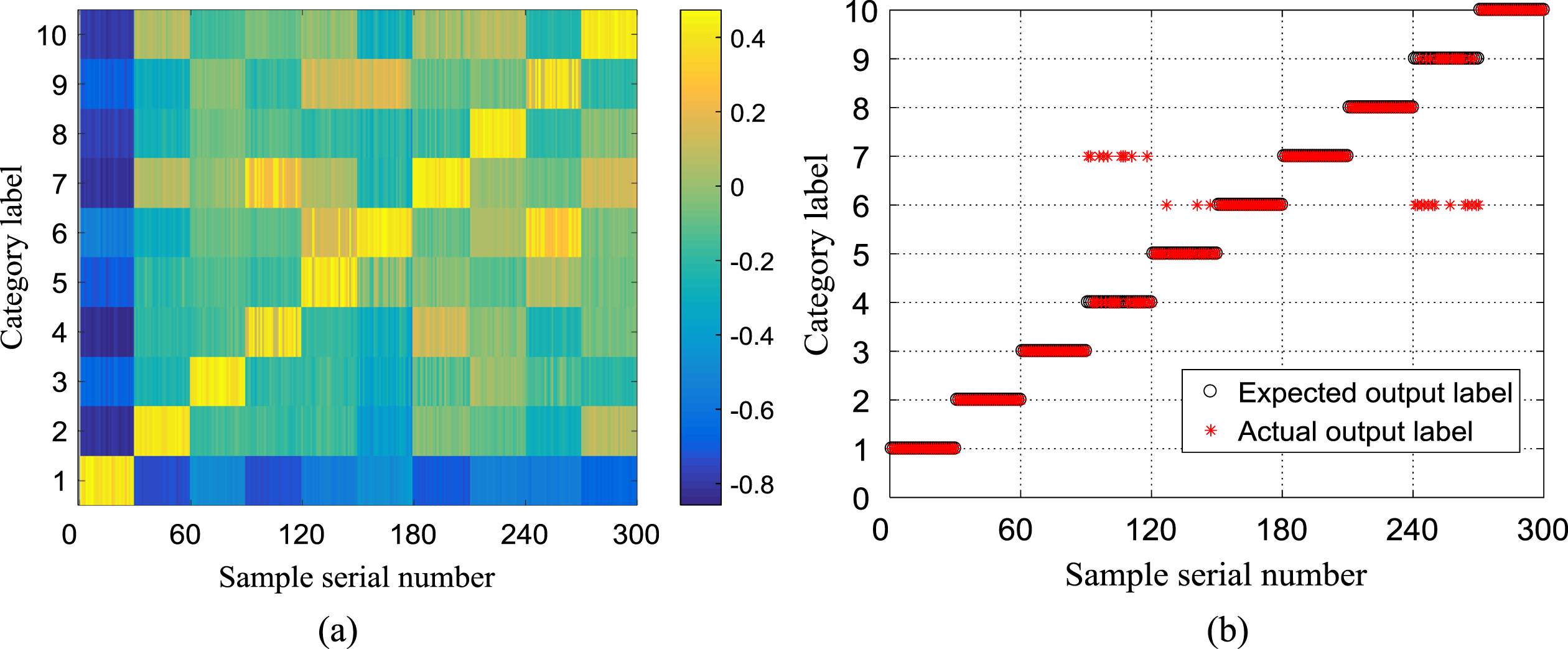
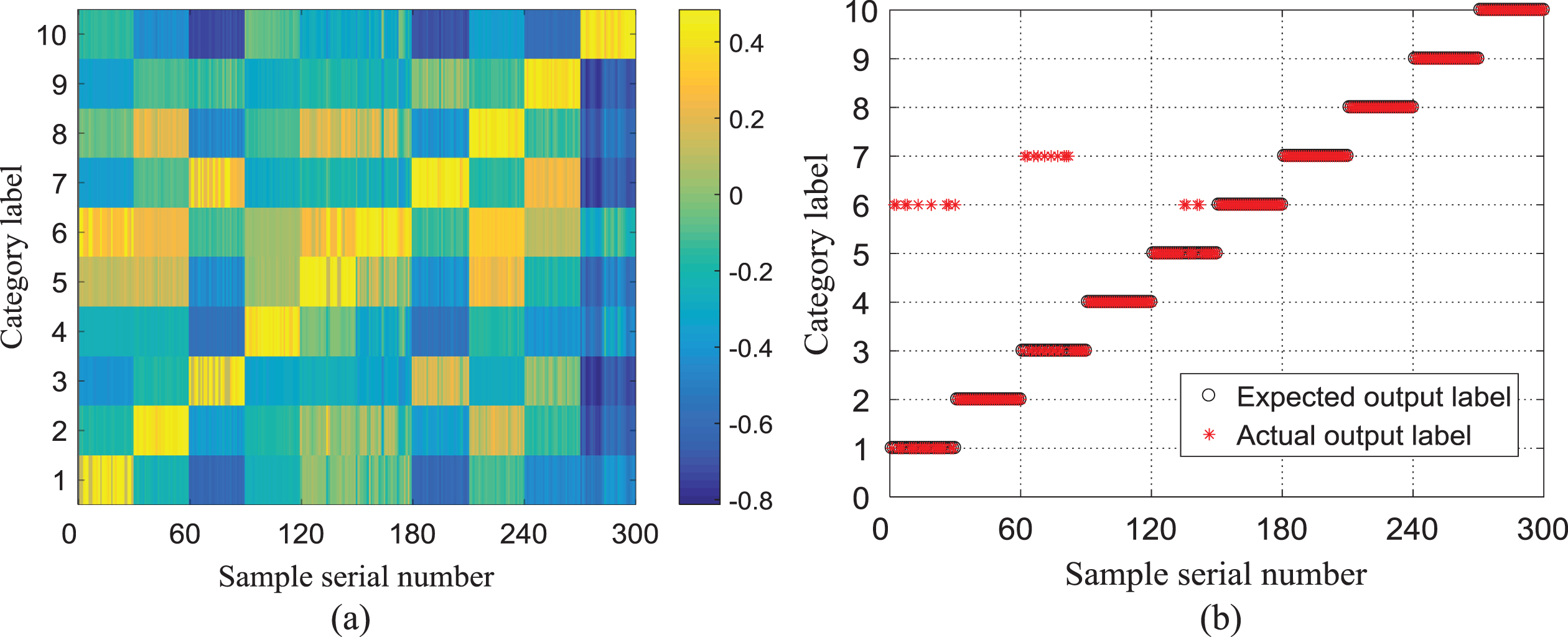
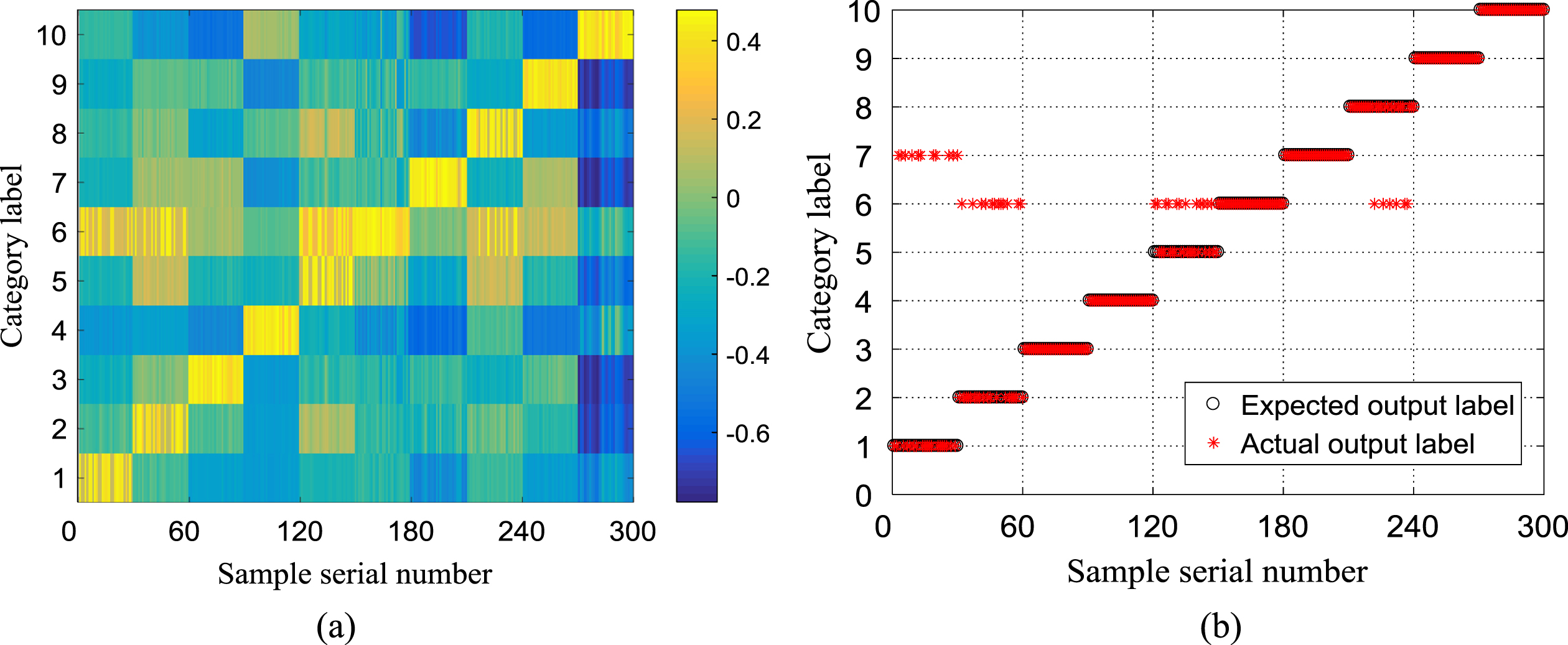
To demonstrating the supremacy of the presented technique in the domain of fault diagnosis. The HDE, MDE, MHPE, MHFE and MHSE of vibration data under various operating states of rolling bearings are calculated, and the above entropy values are entered into the ET fault classifier for fault identification. The comprehensive correlation and classification results of the rolling bearing by using different schemes are represented in Figs. 13–17.
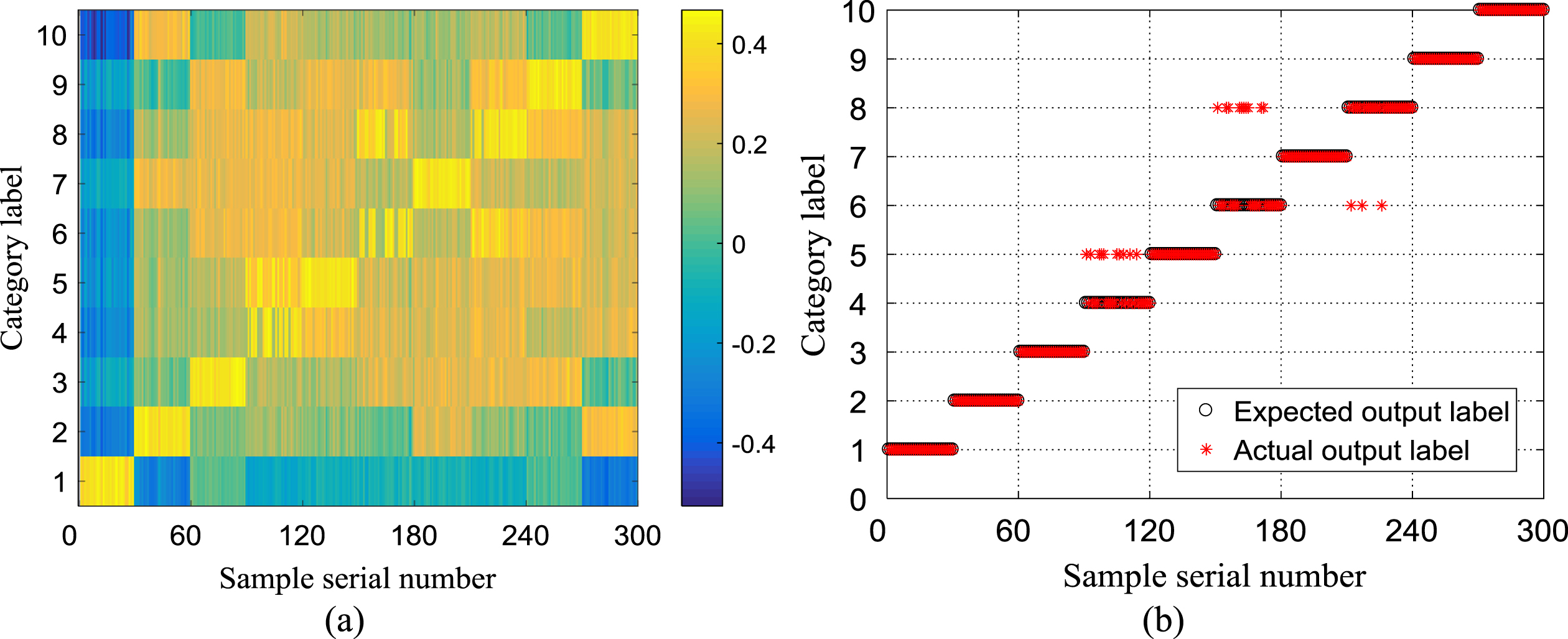
The comprehensive correlation and classification results of the rolling bearing by using the HDE-ET. (a) comprehensive correlation; (b) classification results.
The comprehensive correlation and classification results of the rolling bearing by using the MDE-ET. (a) comprehensive correlation; (b) classification results.
The comprehensive correlation and classification results of the rolling bearing by using the MHPE-ET. (a) comprehensive correlation; (b) classification results.
The comprehensive correlation and classification results of the rolling bearing by using the MHFE-ET. (a) comprehensive correlation; (b) classification results.
The comprehensive correlation and classification results of the rolling bearing by using the MHSE-ET. (a) comprehensive correlation; (b) classification results.
By analysis Figs. 12, 13 and 14, it can be found that MHDE-ET method has the best fault classification. This is because the MHDE method uses the idea of moving average and difference to acquire high and low frequency elements. It can give a integrated evaluation methods of irregularity and indeterminacy for a given vibration signals. Observing Figs. 12 and 15–17, it can be found that other methods has many mis-classification points compared to the MHDE-ET method. This fully shows that MHDE method is more suitable to describe signal fault feature information than other entropy methods.
Furthermore, we used identification accuracy to evaluate the properties of the six combination methods, and the Table 7 shows specific quantitative evaluation results. From Table 7, we can found that the MHDE-ET technology has the highest identification rate, which shows that the potential of the represented scheme employed to real rolling bearing fault diagnosis is obviously greater than other methods.
The recognition accuracy of the rolling bearing under various fault diagnosis methods
Gearbox experimental data
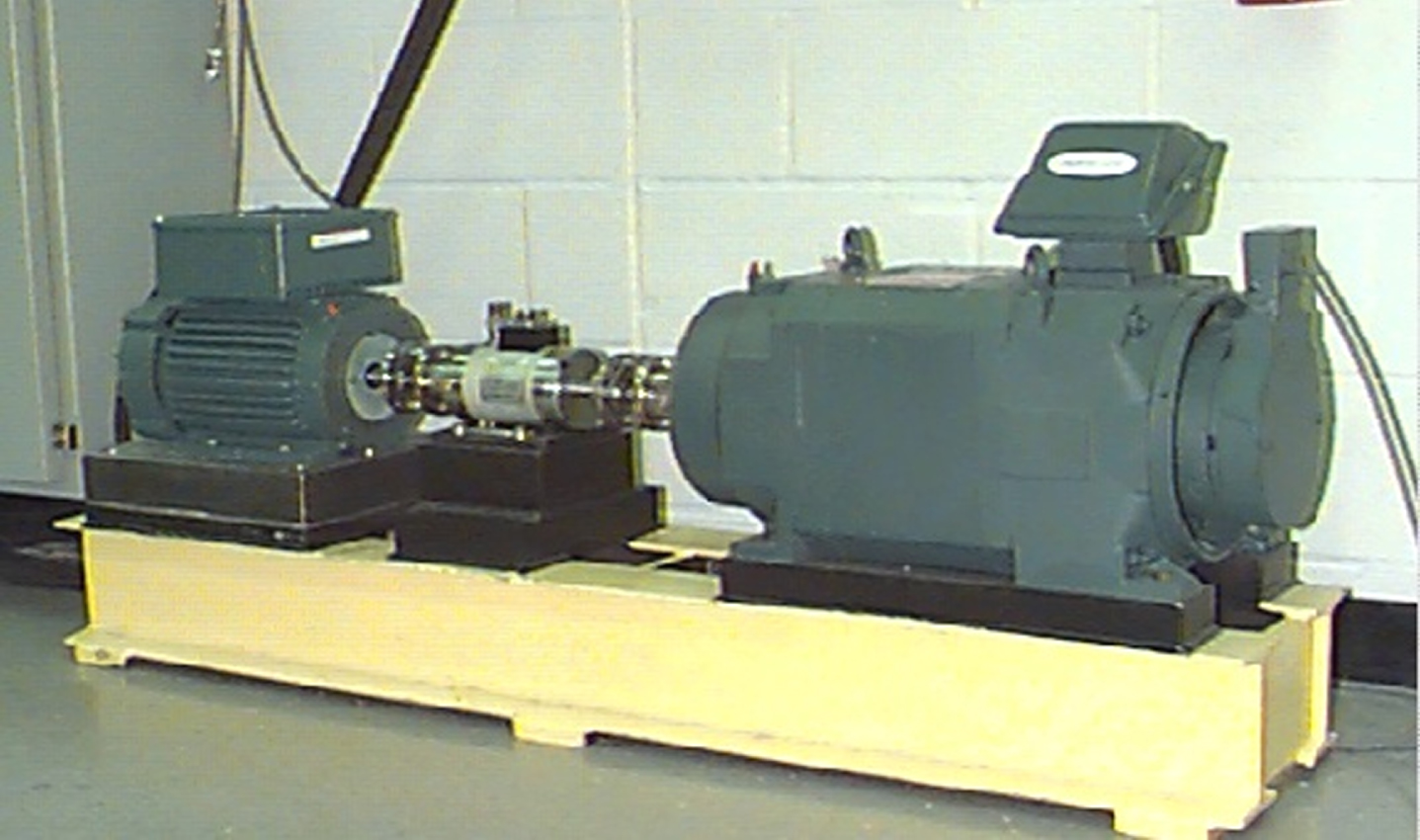
In this experiment, to testify the practicability of the presented method in the gearbox fault diagnosis, the fault signals were came from the QPZZ-II testing platform by Jiangsu Qingpeng Fault Diagnosis Engineering Co., Ltd. [31]. The gearbox experimental platform is display in Fig. 18. The experimental operating conditions are specified below: the motor speed is 880rpm, the sample frequency is 5.12kHz. Due to the restricted length of the collected signals, a gliding sample window with a length of 2048 and a moving step of 1024 is applied. Therefore, we can obtain 50 samples in each states, and the length of each sample is 2048 data points. We randomly selected 20 sets of data samples for training the ET fault classifier, and the rest of 30 sets data are applied to testing. The detailed information about the gearbox experimental data is expressed in Table 8. The signal waveform of the gearbox on different operating conditions are depicted in Fig. 19. It can be found that the gearbox conditions cannot be distinguished because they have similar amplitude characteristics.
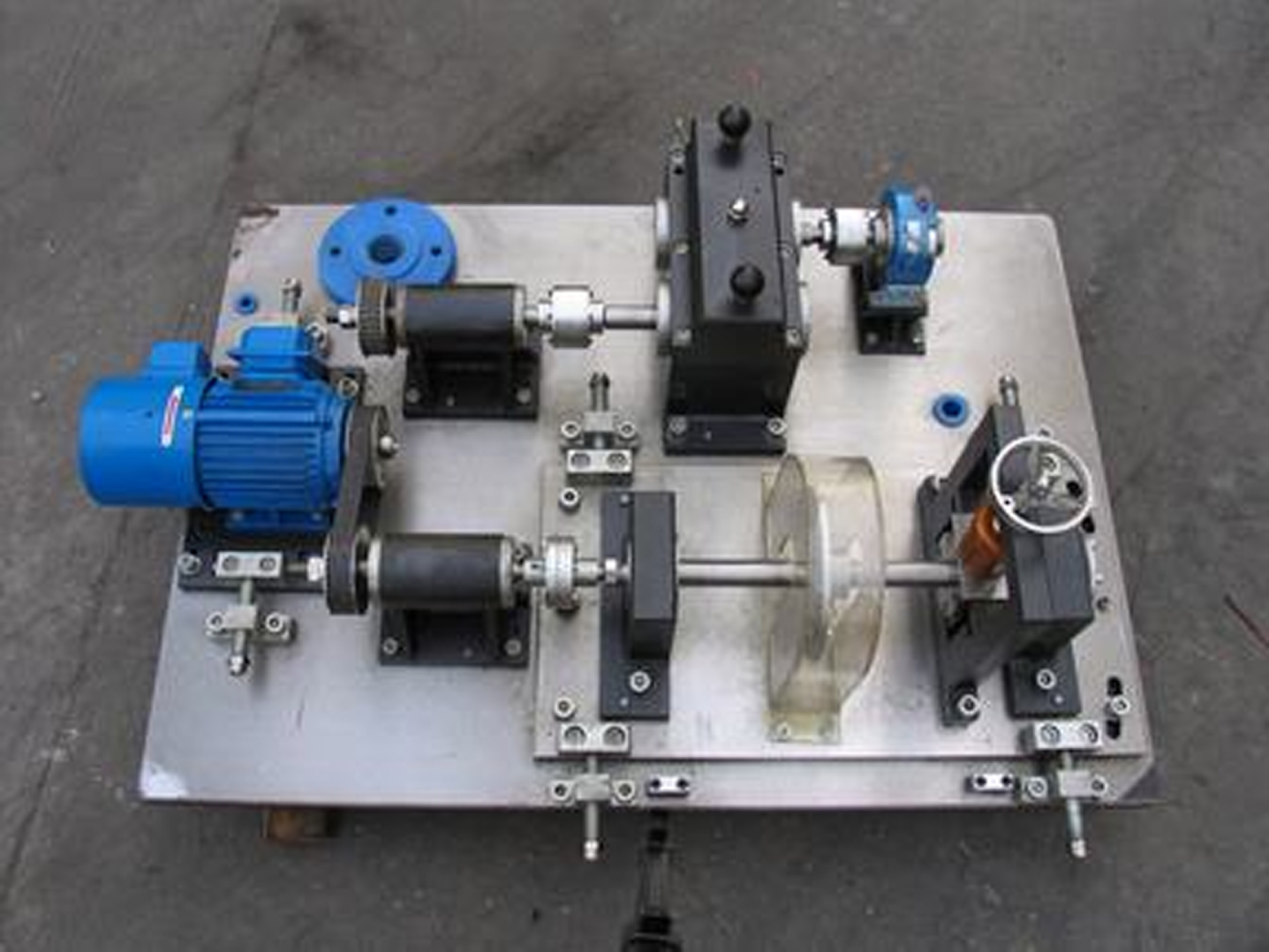
The gearbox experimental platform.
The detailed information about the gearbox datasets
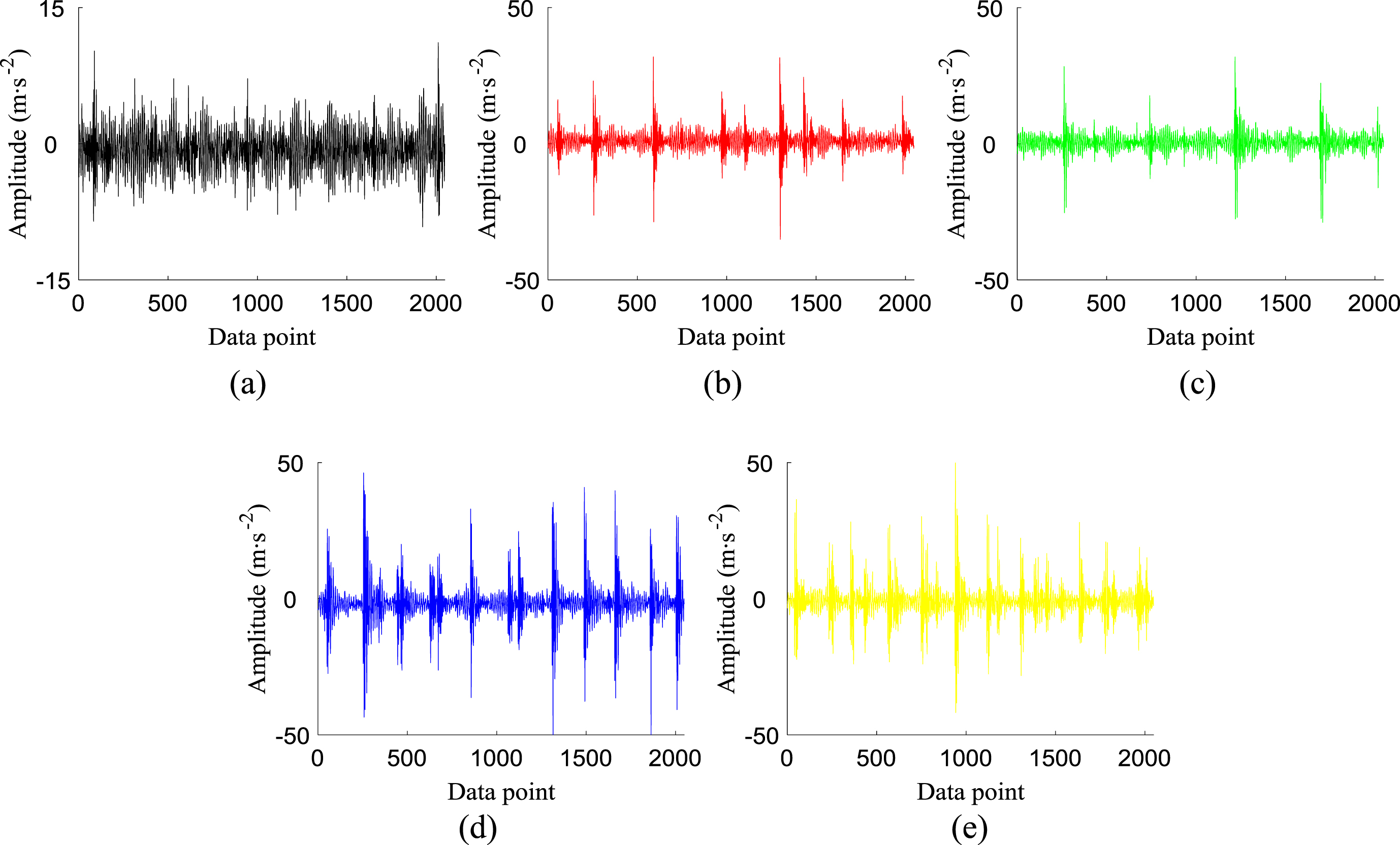
The time domain waveform of gearbox with five states. (a) NC; (b) GB; (c) GP; (d) PW; (e) GP+PW.
The collected gearbox fault datasets is analyzed according to the same processing steps as above. Firstly, calculating the MHDE values of gearbox vibration signals in different states, and the average values are displays in Fig. 20. It can be noticed that the MHDE of gearbox under various states has certain discrimination, which is conducive to identifying different fault states. Therefore, choosing the MHDE values as feature vector can adequately express the fault feature information of various state signals.
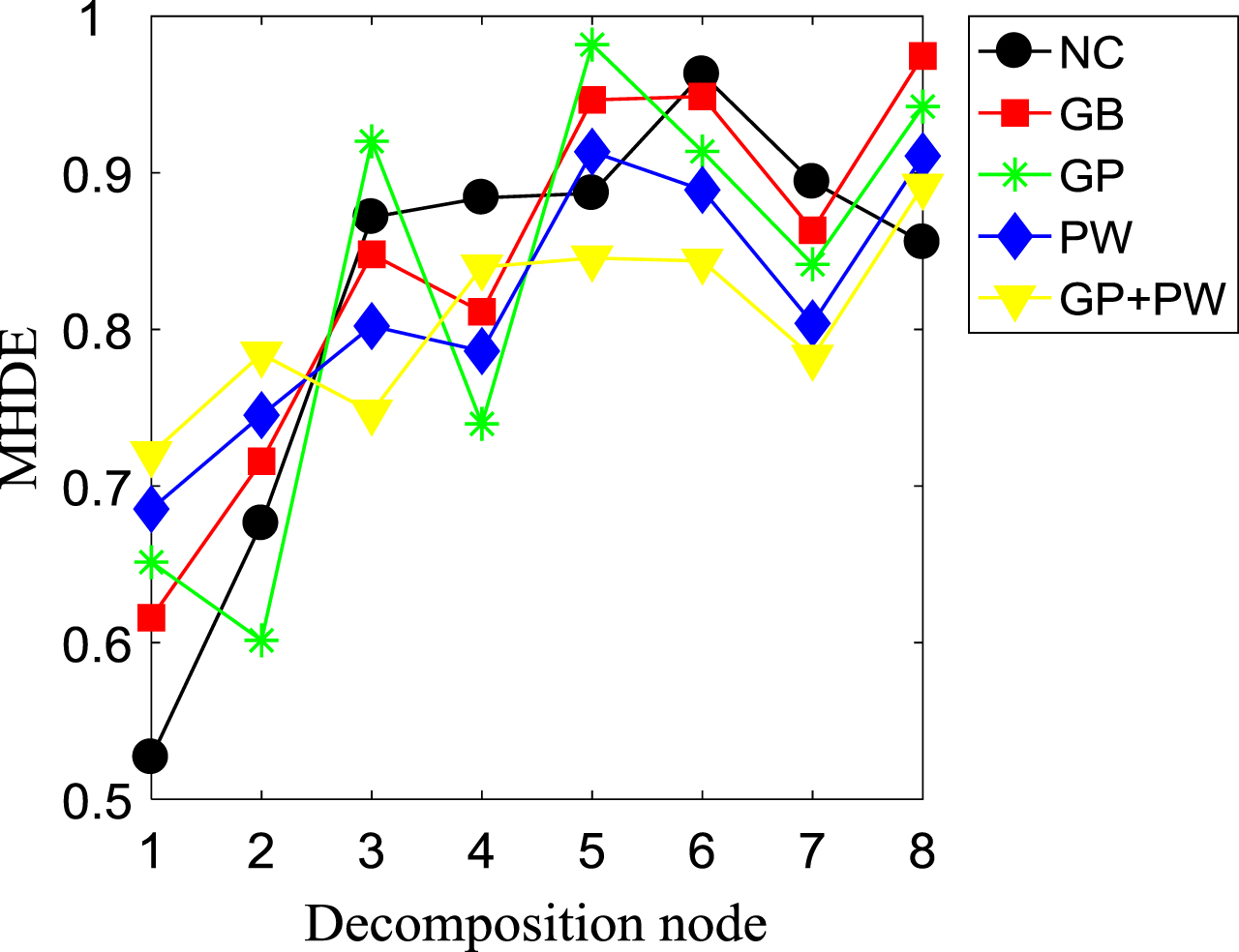
The average value of MHDE of the gearbox under various states.
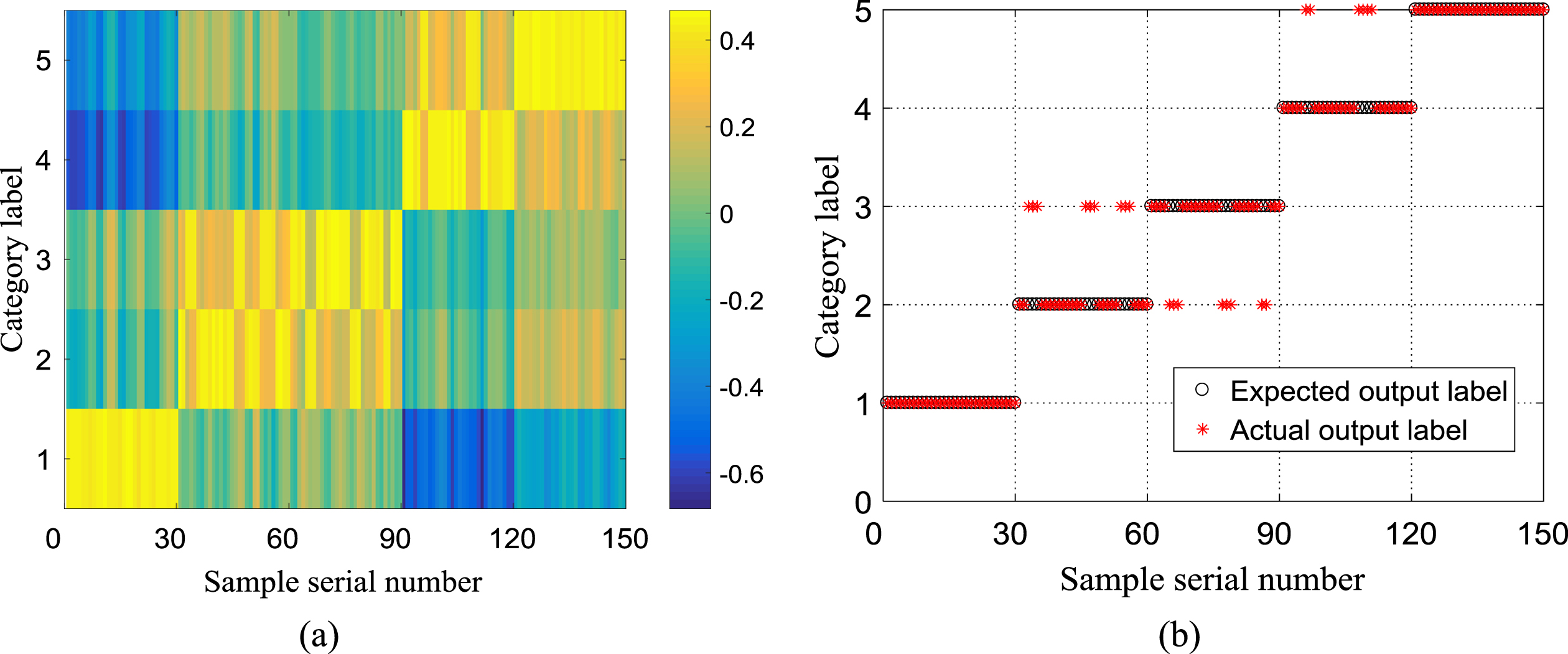
Secondly, we randomly select 20 groups of MHDE values as feature parameters to construct the matter element model of the gearbox on various conditions. Finally, the remaining 30 groups of testing samples are sequentially substituted into the matter element model of the gearbox, and the comprehensive correlation value is calculated through the correlation function. We determine the fault type of the gearbox according to the theorem of maximum comprehensive correlation degree. The comprehensive correlation and classification results of the gearbox by employing the MHDE-ET method is displayed in Fig. 21. It is obvious from Fig. 21(a) that the comprehensive correlation values of the sub-diagonal elements are significantly larger than that of other positions, which can accurately identify the states of the gearbox. By observing the classification results Fig. 21(b), it can be seen that all testing data have been accurately identified. The actual fault results are basically compatible with the predicted fault results, and the fault recognition accuracy reaches to 100% .
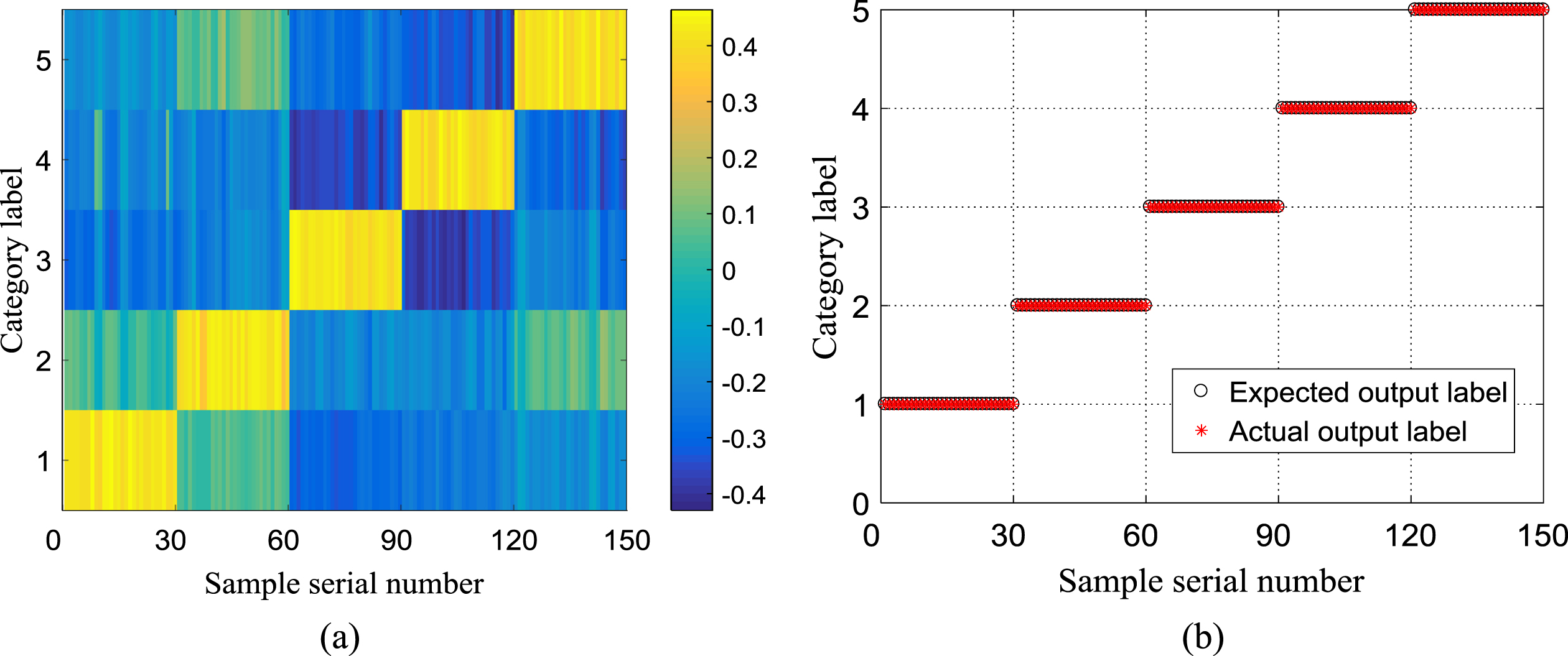
The comprehensive correlation and classification results of the gearbox by using the MHDE-ET. (a) comprehensive correlation; (b) classification results.
To validate the advantages of the presented method in the gearbox fault diagnosis. Similar to case study 1, the following five approaches are compared with the presented approach, namely HDE-ET, MDE-ET, MHPE-ET, MHFE-ET and MHSE-ET. The comprehensive correlation and classification results of the gearbox by using five combination approaches are shown in Figs. 22–26.
By observing Figs. 21, 22 and 23, it can be found that MHDE-ET algorithm has no wrong sample points and the highest recognition rate compared with the other two technology. This is because the MHDE method can fully mine multi-level fault information such as low and high frequency of the signals, and comprehensively describes the fault characteristics. By analyzing Figs. 21 and 24–26, it can be seen that there are many mis-classification samples in the other three methods compared with the proposed combination technology. It confirms that the proposed approaches are more superior feature extraction capability.
To quantitatively prove the superior of the presented technology in fault diagnosis, and Table 9 gives the various discrimination results based on different combination approaches. Obviously, the proposed combination technology has the highest identification rate, and the recognition accuracy reaches 100% . The results demonstrate that the presented approach can effectively achieve intelligent fault detection of rotating machinery.
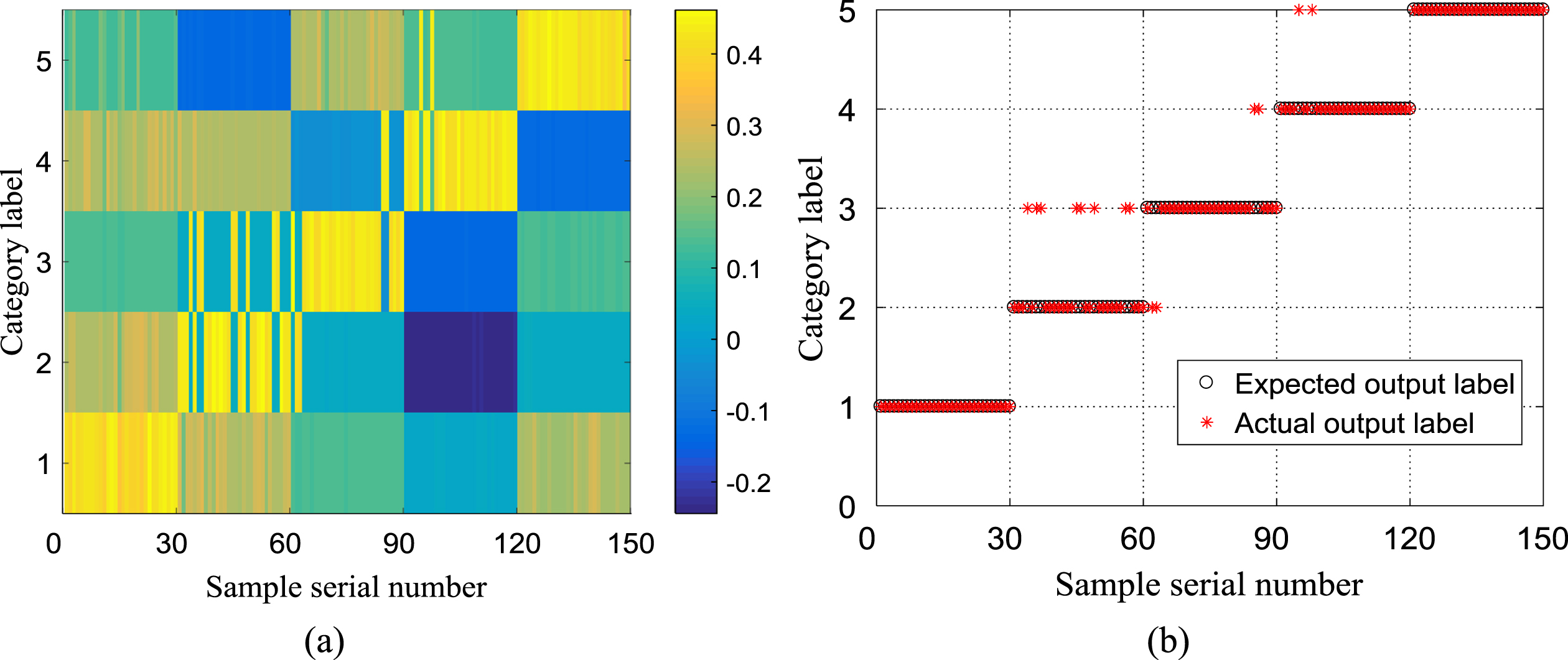
The comprehensive correlation and classification results of the gearbox by using the HDE-ET. (a) comprehensive correlation; (b) classification results.
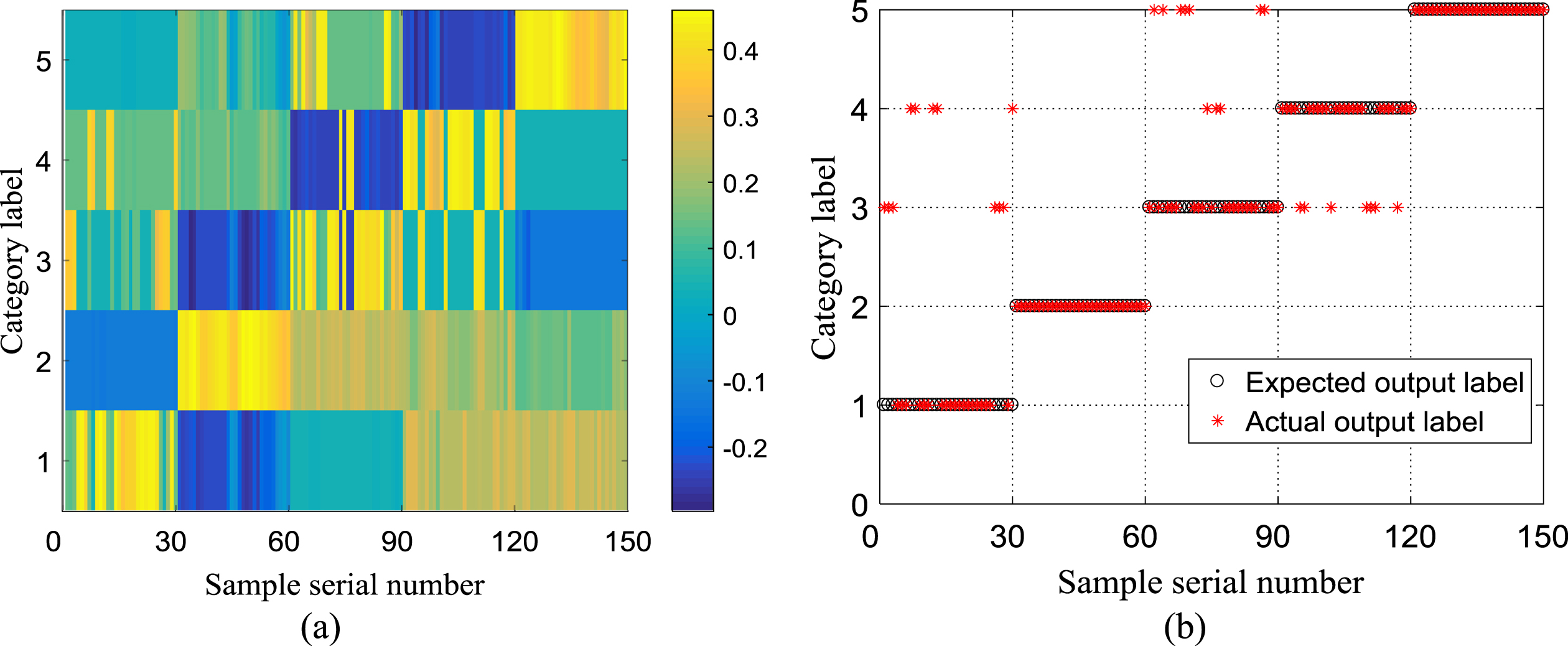
The comprehensive correlation and classification results of the gearbox by using the MDE-ET. (a) comprehensive correlation; (b) classification results.
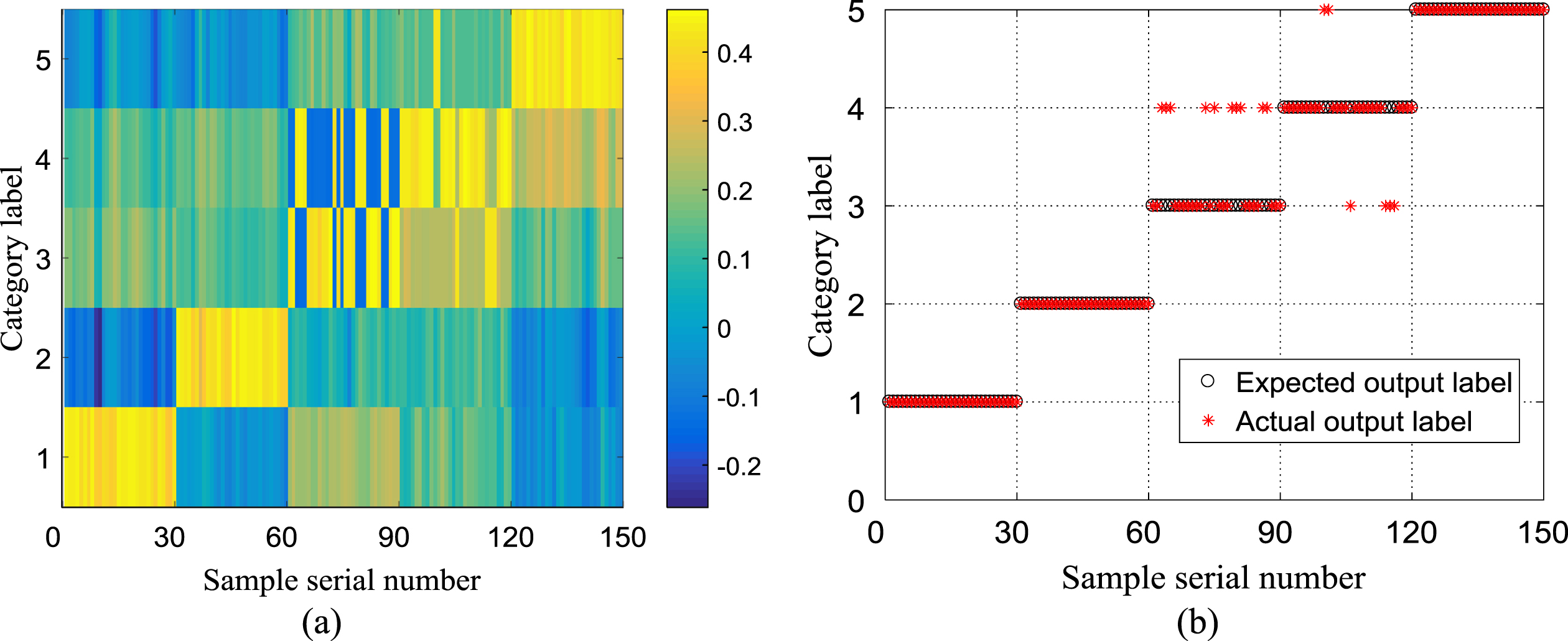
The comprehensive correlation and classification results of the gearbox by using the MHPE-ET. (a) comprehensive correlation; (b) classification results.
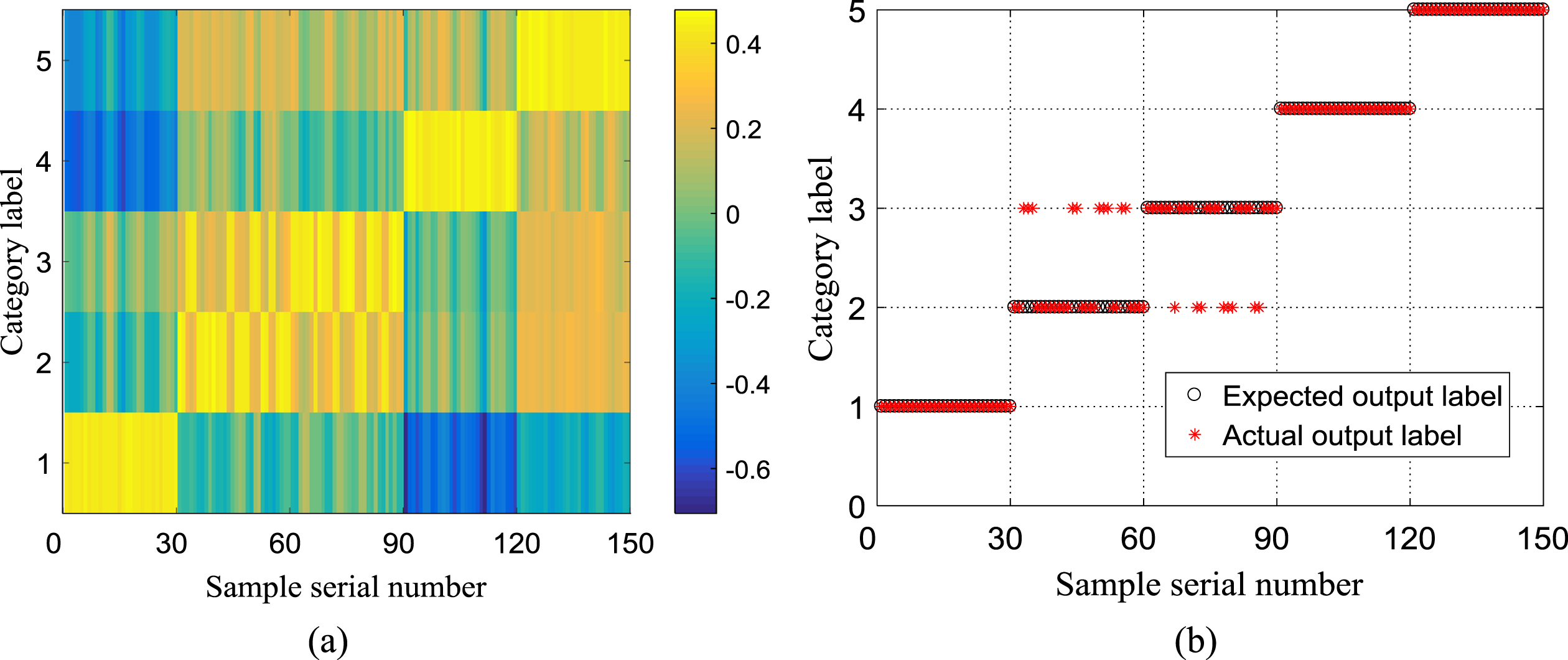
The comprehensive correlation and classification results of the gearbox by using the MHFE-ET. (a) comprehensive correlation; (b) classification results.
The comprehensive correlation and classification results of the gearbox by using the MHSE-ET. (a) comprehensive correlation; (b) classification results.
The recognition accuracy of the gearbox under various fault diagnosis methods
To precisely recognize the fault conditions of rotating machinery, the paper creatively proposes a novel technology of rotating machinery fault detection by combining MHDE and ET. The excellent performance of the proposed technology is confirmed by the practical rotating machinery experimental datasets. The following conclusions can be concluded in the paper. MHDE is a new type of the entropy, which can provide comprehensive and accurate signal feature information. Compared with other five entropy methods, MHDE has better performance in stability and signal recognition. The ET classifier has simple structure and does not need to set model parameters in advance. The qualitative and quantitative diagnosis of rotating machinery is achieved by employing the correlation value between the testing samples and the matter element models in various conditions. The MHDE-ET technology can precisely distinguish the fault states by analyzing the practical rotating machinery experimental data under various operating conditions. At the same time, the proposed technology has a higher fault identification accuracy through a series of comparative experiments.
Footnotes
Acknowledgments
This research was supported by Fund of Science and Technology Research in Jiangxi Provincial Department of Education (GJJ218717). The authors wish to express their thanks to all supports.