
Abstract
In this work, we have studied the displacement reaction of Al and SiO2 powder blends by mechanical alloying (MA) for 20 h and low-temperature sintering. The microstructural evolution of powder and compacted specimens were studied by X-ray diffraction and scanning electron microscopy. The extent of the milling on the displacement reaction was studied by differential thermal analysis (DTA). The results show that the reaction between Al–SiO2 couple does not initiate after milling up to 20 h but occurs after thermal treatment of powders. DTA results indicate a lowering in the reaction temperature of Al–SiO2 couple after milling. Following the DTA results, we densified the Al–SiO2 powder compacts at 700°C to produce an in-situ Al–Si/Al2O3 composite. The physical, mechanical, and tribological performance of the composite at different milling times are also reported here.
Introduction
The aerospace and automobile industries are continuously in search of high-performance material for commercial and military aircraft. The potential candidates include particulate reinforced aluminium matrix composite (AMC). These AMCs possess high strength to weight ratio, excellent mechanical and wear properties over conventional aluminium alloys [1]. However, these AMCs have a problem of poor wetting of reinforcement to aluminium matrix and may cause the failure of the engineering components in long term. From the past literature, it is obvious that the in-situ alumina particulates produced as reinforcement in AMCs impart excellent mechanical bonding to the matrix. These in-situ AMCs are regarded to be more advanced and novel as compared to their ex-situ counterparts [2]. Several processing methods are available for fabricating in-situ AMCs, e.g. exothermic dispersion, self-propagated high-temperature synthesis, reactive hot pressing, mechanosynthesis, mechanical thermal synthesis (MTS), etc. [3–9]. Among these methods, MTS has shown potential growth during the last decades due to its simplicity and low cost [9]. The MTS process eases the displacement reaction of metal and oxide powders. These composite powder particles contain numerous reacting diffusion couples and can give rise to numerous types of AMCs embedded with oxide particulates after heat treatment. In various aluminium alloys, Si is a popular alloying element to impart fluidity to the most of alloys used in microjoining at high temperatures through the formation of various compounds such as oxides, nitrides, and carbides [10–12]. Therefore, SiO2 is one of the most promising candidates to produce AMCs with in-situ reinforcements. This is due to the displacement reaction of Al and SiO2 at certain temperatures where Si will be alloyed to the Al matrix. Compared to other oxide systems, limited research activities are available on Al–SiO2 system to fabricate AMCs by milling. Most of the works are devoted to the melting infiltration techniques which involve very high temperatures [13,14]. Therefore, in this work, Al–SiO2 composite powders were milled for 20 h. The displacement reaction between Al and SiO2 couple can be shown as [15]:

After milling, the powder compacts were low temperature sintered at 700°C under Ar atmosphere. The physical, mechanical and wear properties of Al–Si/Al2O3 composite are also investigated.
Experimental
Materials and methods
Milled composite powder
The powder materials used in this work were Al (purity > 99%, average size 60 µm, Sigma-Aldrich, USA) and SiO2 (purity 99.5%, >325 mesh (44 µm), Sigma-Aldrich, USA). Near eutectic Al–12%Si composition was chosen for the study. The powder mixture was milled with WC steel vials and balls using a planetary ball mill (RETSCH PM-400, Germany). The ball to powder weight ratio was 10:1 and toluene was used as a process control agent. The mill was rotated at a constant disc speed of 600 rev min−1 and vial speed of 300 rev min−1 for a duration of 20 h.
Microstructure and phase evolution
The microstructure of the powder particles and the sintered compacts was examined using scanning electron microscopy (SEM) (Hitachi 4800S, Japan) operating at 20 kV. The various phases formed after MA and sintering were studied by a Brucker's X-ray diffractometer (D8 Advance) with Co-Kα radiation (λ = 1.789 Å) operating at 30 mV and 35 mA. The milled powder was analysed for the crystallite size and lattice strain using modified Scherrer formula [16].
Thermal analysis and sintering
The differential thermal analysis (DTA) was done using a Perkin Elmer Diamond DSC/DTA analyser under Ar gas atmosphere from 50 to 1000°C at a heating rate of 10°C min−1. The powders blends were cold compacted at 650 MPa to produce green compacts of dimension 10 × 4 mm followed by sintering at 700°C for 2 h in an Ar atmosphere.
Microhardness and porosity
The microhardness of the sintered compacts was determined using the Vickers hardness tester (Mitutoyo HM 200, Japan) at a load of 50 gf for 20 s. The average value of seven measurements was reported. The percentage porosity (P) was estimated by Archimedes principle using water as impregnating medium:
 represents the relative density [17].
represents the relative density [17].
Wear and friction behaviour
The prepared Al–Si/Al2O3 composites were wear-tested by a pin-on-disc tribometer (TRB3, Anton Paar, GmbH) against low alloy steel disc (hardness 62 Rc). The sample size was 10 mm dia. × 4 mm length in a cylindrical shape. The normal load was kept at 10 N for a sliding speed of 2.5 m s−1 for a distance of 1200 m. The coefficient of friction (COF) and volume loss of the samples after the test were recorded with sliding distance. The wear debris and surface morphology were examined in SEM.
Results and discussion
Phase analysis of Al–SiO2 and in-situ bulk Al–Si/Al2O3 composites
No new phases were observed after 20 h milling as shown in Figure 1(a). The crystallite size of the Al calculated from the Scherrer was found to be 30 nm. The lattice strain was found to be 0.6. Initially (5 h), the powder particles were bigger and get refined in due course of milling. The ductile aluminium particles tend to weld and join (Figure 1(b)). On further milling up to 20 h, hardened Al–SiO2 composite particles were fractured into fine particles as shown in Figure 1(b) (inset). [16].
XRD pattern of Al–SiO2 milled powder mixture (a) after 20 h milling, (b) SEM morphology of the powder blends milled for 5 and 20 h (inset). (c) DTA curve of the 20 h milled Al–SiO2 powder, (d) XRD pattern of 20 h milled Al–SiO2 powder after sintering at 700°C. (e) and (f) The morphology and EDS composition analysis of powder compacts after sintering at 700°C.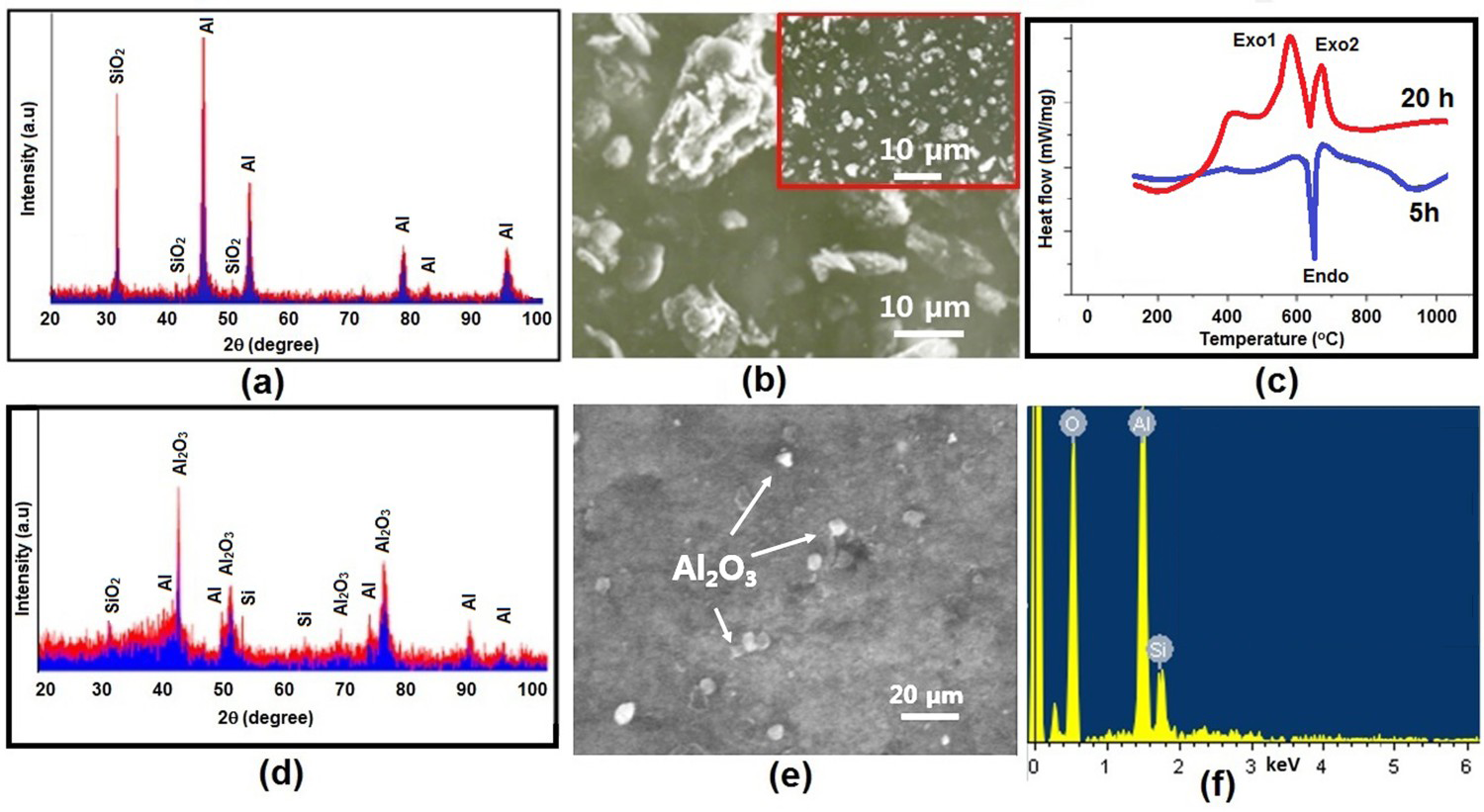

The various temperatures in DTA curve of the milled Al–SiO2 powder mixture.
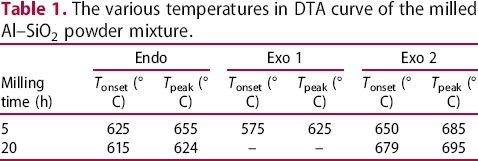
Compared to Exo1 peak, the Exo2 peak is wider which suggests that the reaction proceeds for a longer time. The Endo peak follows the Exo2 of 5 and 20 h milled powders which shows that the exothermic reaction is a liquid to solid reaction [18].
After densification of the 20 h milled compacts, the intensity of Al peaks becomes smaller and new phases are noticed in the X-ray diffraction (XRD) pattern (Figure 1(d)). The various phases are Al, Si, SiO2, and Al2O3. A minute residual SiO2 peak is also observed. The formation of the Al2O3 shows the displacement reaction between Al and SiO2 powder particles after thermal treatment (Figure 1(e,f)). Using ImageJ Version 1.46, the size of the particulates was measured after 20 h. The mean particulate size after 20 h of milling was 3.2 µm with a size distribution varying from 2–5 µm with a volume fraction of Al2O3 around 29%.
Density and microhardness
The microhardness of the bulk composites is shown in Figure 2. The composite hardness increases with increasing milling time. This improvement in microhardness can be well correlated by the formation of in-situ reinforcement to a greater extent at higher milling times. The microhardness of the composites increases and sintered porosity decreases. The microhardness of sintered compacts was maximum at 20 h (Figure 2(a)). Besides, the density of sintered compacts was maximum at 15 h (Figure 2(b)). This can be ascribed to the dispersion strengthening caused by harder alumina particulates and low porosity at 15 h [19,20].
(a) Microhardness, (b) density, and (c) porosity of in-situ Al–Si/Al2O3 composites as a function of milling time.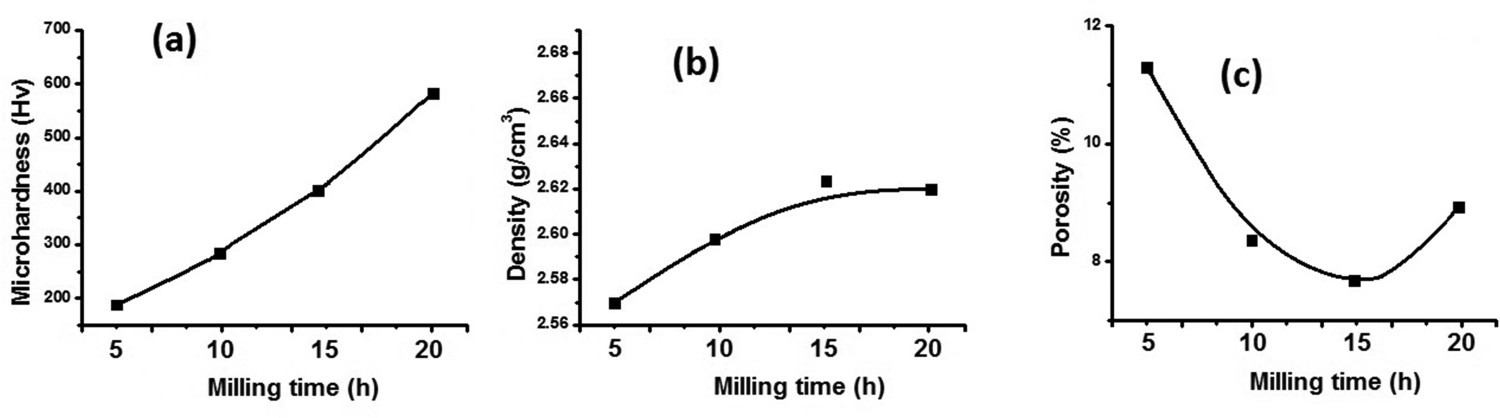
The displacement reaction can proceed via two types of diffusion mechanisms: (i) solid-state diffusion of Al–Si particles and (ii) reactive sintering of Al and SiO2 particles and formation of Al2O3. Solid-state diffusion of Al–SiO2 does not induce any change in the fraction of Al2O3 reinforcement and density improves with the extent of densification [18,20,21]. As shown in Figure 2(c), the porosity was increased in 20 h milled samples which indicates an increased work hardening of powders severe plastic deformation at 20 h. The work-hardened powder particles got fractured into flake-like particles and hence poor compressibility is noticed which may be the reason for increased porosity in 20 h milled sample. However, for reactive sintering, the fraction of Al2O3 increases resulting in an increase in hardness considerably which increases with densification rate [18–21].
Wear volume loss
Figure 3(a) shows the wear volume loss of the various composites at 10 N load with a progressive increase in sliding distance. The volume loss of the 5 h milled composite was highest. The volume loss decreased considerably with further milling due to the denser and refined microstructure of composites [21].
(a) Cumulative volume loss and (b) COF vs. sliding distance of different composites milled for various times 5, 10, 15 and 20 h at Load = 10 N.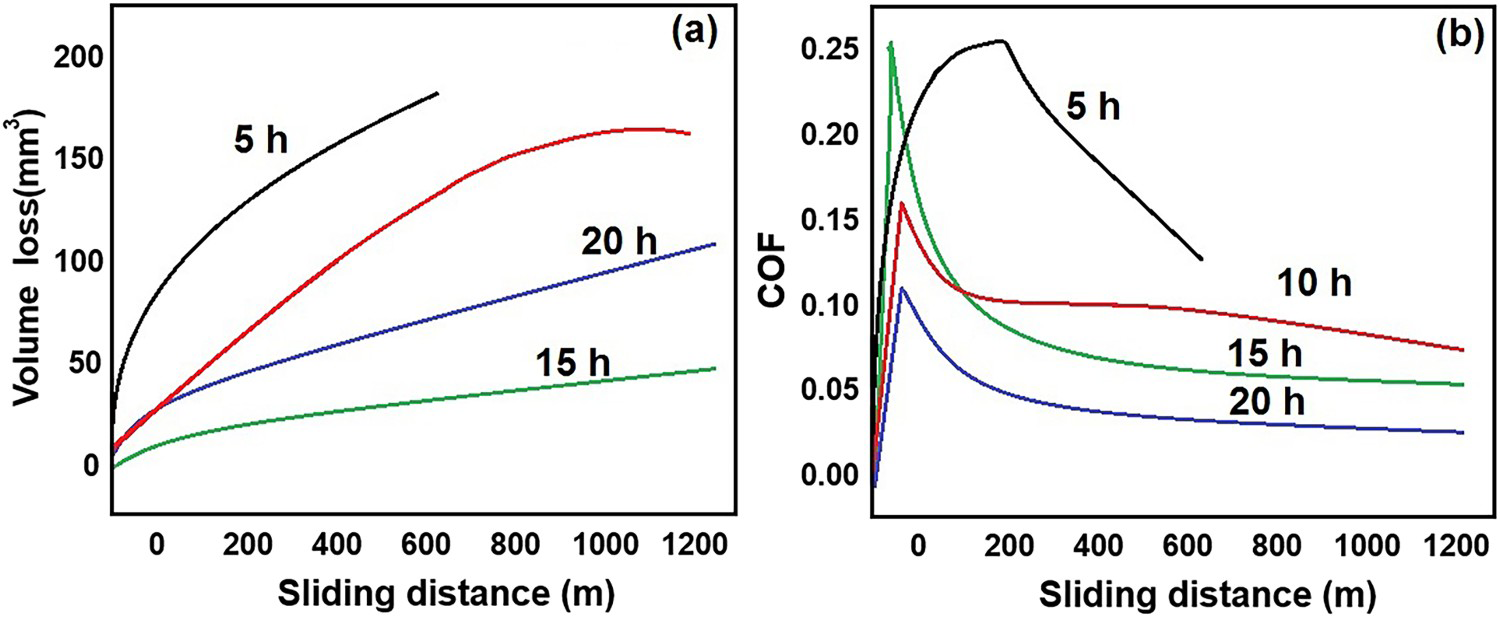
Lower volume loss indicates a higher wear resistance of the composites which is correlated to the refined particles and high hardness of Al–Si matrix obtained due to the dispersed Al2O3 particulates. However, the volume loss of 20 h milled composite was slightly higher as compared to 15 h milled composite. This can be due to the presence of too much Al2O3 in the Al–Si matrix. The mismatch in the thermal expansion properties of Al and Al2O3 causes an increase in pore development at the Al–Si/Al2O3 interface. Second, the possibility of agglomeration of Al2O3 in the semisolid Al melt can also contribute to the reduction in wear rate [21,22].
Figure 3(b) shows the COF which increases and reaches a steady-state region where the COF becomes stable. The initial increase in COF is due to the increase in the apparent contact area for full contact of the pin. The average COF of Al–Si/Al2O3 composites at 10 N shows a minimum value of 0.05 which improves from 0.1 to 0.3 with milling time.
COF increases due to the Al2O3 particles which support the major fraction of load applied as compared to soft Al matrix. The in-situ Al2O3 particulates may scratch out the Al matrix producing debris which spread and roll out on the counterface and pin bottom, blocking the direct contact between the two surfaces [23]. This phenomenon reduces the COF and wear rate, appreciably. The increased COF of the samples might be due to the fracture of agglomerated particles during sliding and the development of wear cracks. The hard Al2O3 abrasive particles act as a lubricant against the Al matrix at higher sliding distances for 20 h milled composite [21–23]. Therefore, a high Al2O3 fraction may be responsible for the lowering in COF in these in-situ composites.
Wear morphology
Figure 4 shows the wear surfaces of the Al–Si/Al2O3 composites. Severe grooving and dimples parallel to the sliding direction are found. The width of the continuous grooves increases with normal loads and sliding distance (Figure 4(a)). Extensive surface ploughing and delamination are observed which indicate the occurrence of plastic deformation during the wear. The grooves are mild at 15 h but again depth increases in 20 h milled composite (Figure 4(b,c)). The depth and width of the grooves imply the amount of material removed which depends primarily upon the normal load and the hardness of the composite [21,22].
Wear surface (a–c) and corresponding debris (d–f) generated in various composites milled for various hours and load 10 N. (a, d) 10 h, (b, e) 15 h, and (c, f) 20 h. The EDS spectrum shows the composition of the debris recorded across regions 1 and 2 in (g).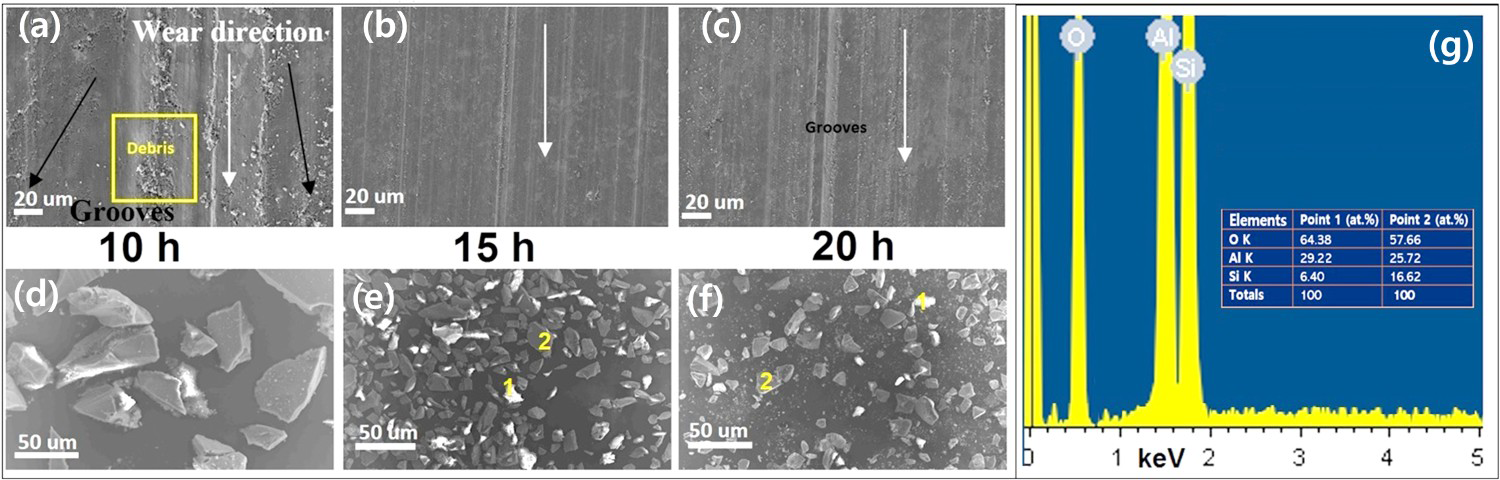
Numerous irregular debris were generated by plastic deformation as shown in Figure 4(d-f). The composition of the debris is shown in Figure 4g. All types of debris consist of Al-Si mixed Al2O3 flakes. The size of the debris is bigger in 10 h milled composite while it is uniform in 15 and 20 h milled composite. The ploughing over the wear surface by hard asperities cause asperities generation and their flattening by further contact forming extrusions [18,20–23]. The debris morphology shows aggregates of Al2O3 embedded in Al–Si and Al–Si rich with a smaller amount of Al2O3 showing mixed adhesive wear and fracture of the matrix.
Conclusions
Al–Si matrix reinforced with in-situ Al2O3 was produced successfully by MTS. The in-situ displacement reaction was solid-liquid. The onset reaction temperature decreases with milling due to the formation of numerous fine and high surface energy Al–SiO2 diffusing species in the powder mixture. The sintering treatment after 20 h milling triggers the reaction kinetics considerably. The wear surface morphology suggests a wear mechanism that is adhesive and dominates at 15 h due to a high degree of consolidation and lower porosity.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).