
Abstract
In the present work, a novel method was first proposed to realise direct powder forging of high borated stainless steel on Gleeble through hot compression tests performed at 1150°C and 0.01–10 s−1 with strains of 32% and 50%. Particle deformation and microstructural evolution of high borated stainless steel powder during direct forging were investigated. Backscattered electron (BSE) and electron backscatter diffraction (EBSD) were employed for microstructure examination. Microstructure reveals that large deformation zones were easily distinguished by boride and grain features. Enhanced boride coarsening in the contact area of powders was attributed to the combined action of strain, dislocation, stress and temperature rising. Strain rates had no obvious influence on densification but significantly affected the deformation of particles. Furthermore, the mechanism of particle deformation enhanced by a higher strain rate was discussed.
Introduction
High borated stainless steel has been extensively utilised as neutron shielding materials [1–3]. To overcome the poor workability, hot isostatic pressing (HIPing), with shortcomings of high cost and long procedure, is employed in PM high-borated stainless steel fabrication [4]. Noteworthily, direct powder forging, another kind of pressure-assisted sintering technique, has been successfully applied in superalloy and high alloy steel [5,6]. It is therefore natural to speculate that direct powder forging would be a candidate technique for high borated stainless steel.
It is well known that the early densification of pressure-assisted sintering is caused by plastic flow [7,8], which would result in particle hardening [9]. However, sintering tends to be carried out at a temperature much higher than that for dynamic softening [10–12]. Thus, particle hardening is almost omitted for pressure-assisted sintering with long circles [13,14]. In contrast, work hardening in direct powder forging is noteworthy for relatively short sintering circles and high strain rate [5,6].
Previous research results on particle hardening are mainly based on powder compaction and focus on particle deformation and densification [15–17]. Notwithstanding, Strömgren has suggested that the work hardening rate does not affect densification but influences the further deformation of particles [16]. With respect to the relationship of strain rate to work hardening, the strain rate could play a key role in particle deformation and even the densification process. Unfortunately, work hardening and strain rate effects on particle deformation and densification during powder direct forging have not been reported. In this paper, a novel method was first proposed to realise direct powder forging simulated by Gleeble, accompanying with an investigation on strain rate effects on particle deformation and microstructural evolution of high borated stainless steel.
Materials and methods
Materials
Particle size distribution of studied gas-atomised high-borated stainless steel powders is shown in Figure 1. The chemical composition (wt%) is as follows: 2.1 B, 0.02 C, 0.53 Si, 1.63 Mn, 19.3 Cr, 14.1 Ni and Fe balance.
Particle size distribution of powders.
Figure 2(a) illustrates the special sample we developed to simulate direct powder forging on a thermal simulator. Figure 2(b,c) shows the samples before and after compression and cross section of compressed samples, respectively. The sample is composed of a metal tube, a rigid head, a spacer and powder. Alumina cylinder is used as a rigid head for high temperature strength and low expansivity. Commercial 316L bar is made into a spacer and special tube, which make up a container-like space with 12.0 mm in length and 13.0 mm in diameter. The studied powders (8.9 g) are filled in this space. The metal tube with 2 mm thickness is designed with a 1.5 mm depth U-type groove, which prevents the middle of the tube from deformation before the powder densification. As shown in Figure 2(b,c), the barreled-like shape is generated after compression, owing to powders’ plastic flow.
(a) Schematic of sample, (b) samples before and after compression and (c) cross section of compressed samples.
Compression tests were conducted on a Gleeble-3800 thermal simulator. Samples were heated to 1150°C at a heating rate of 2°C s−1 and soaked for 3 min before compressed at 1150°C. For samples with 50% strain, compressions were carried out at 0.01, 0.1, 1 and 10 s−1, respectively. For samples compressed with 32% strain, compressions were carried out at 0.01 and 10 s−1, respectively. All of the tests were followed by water quenching after compression. Microstructure examinations were obtained by using backscattered electrons (BSE) and electron backscatter diffraction (EBSD). The step size used for EBSD collection was 0.2 μm, and grain size was calculated by TSL OIM Analysis 6.
Results
Flow stress
The flow curves of samples compressed with 50% strain are shown in Figure 3. In consideration of the thin wall of the used tube, the resistance induced by tube is low and negligible. Thus, the stress level mainly reflects the deformation resistance of powder densification. It can be clearly seen that the applied pressure increases with the increase of strain and strain rate.
Flow curves obtained at different strain rates.
Figure 4 shows densification characteristics in the central region (position O in the inset) of samples obtained at 0.01 s−1 with strains of 32% and 50%, respectively. There are lots of irregular pores (marked by black arrows in Figure 4) after compressed with 32%, but pores can be hardly found as the strain up to 50%. It indicates that larger compression reduction greatly promotes the densification process, and near dense steel can be obtained in a single strike through direct forging.
Pores in the centre zone of samples compressed at 0.01 s−1 with different strains: (a) 32% and (b) 50%. Areas in white and dark grey are porosity and matrix, respectively, and grey particles are borides.
Figure 4(a) illustrates that the strain level of different particles is in close relationship with powder size. Research studies on HIPing and hot pressing (HPing) have confirmed that inter-particle contact areas prefer plastic deformation for high effective contact pressures (Peff) [1,18,19], since contact zones are very small [9]. Smaller particles appear to undergo more plastic strain due to higher Peff [19]. Hence, large particles generally maintain their spherical character after hot compression with 32% strain. In addition to particle deformation, the applied load can induce particle rearrangement by sliding and rotation as well [20]. Part of small particles, which can be easily distinguished in Figure 4(a), still keeps round. Nevertheless, when the strain is up to 50%, it can be hardly found evidence of spherical particle in Figure 4(b). It means that particle deformation mainly occurs in further compression. Particle deformation and large pores collapsed by shear stress reduce pores.
Figure 5 shows the porosity various with the distance to the centre (position O in the inset) at different conditions. It clearly displays that large-scale strain enhances the densification of powders. Except for regions near the edge (distance larger than ∼5.0 mm), the porosity maintains a relatively stable level at different distances with the same strain. However, strain rate seems to have no obvious influence on porosity after compression with 50% strain. This observation is in line with the suggested result by Strömgren et al. that at some high, intermediate pressure, inter-particle sliding or particle shearing does not increase densification [16].
Porosity various with distance at different compression conditions.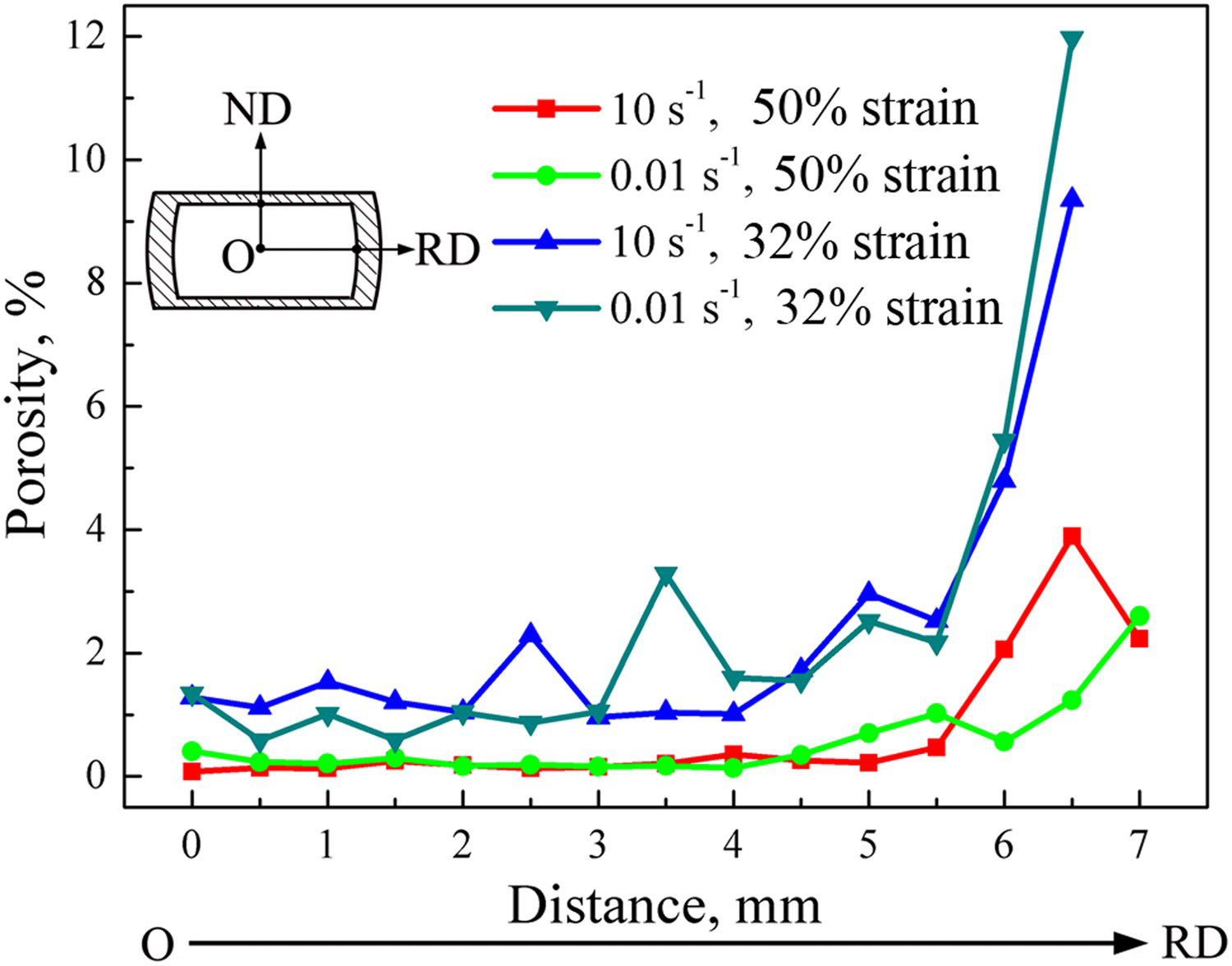
Boride particles
Figure 6 shows borides in particles with deformation and without deformation in the edge zone (position R in the inset). The radial structure (in Figure 6(a)) and network structure (in Figure 6(b)) consisting of large borides can be easily distinguished. Our previous work has interpreted that these structures are associated with rapid solidification during gas atomisation [1]. The black dot line shows deformation zones with randomly distributed borides.
Microstructure in the edge of the sample obtained at 10 s−1 with 50% strain: (a) particle free of deformation and (b) particle with large deformation. Areas in white and dark grey are porosity and matrix, respectively, and grey particles are borides.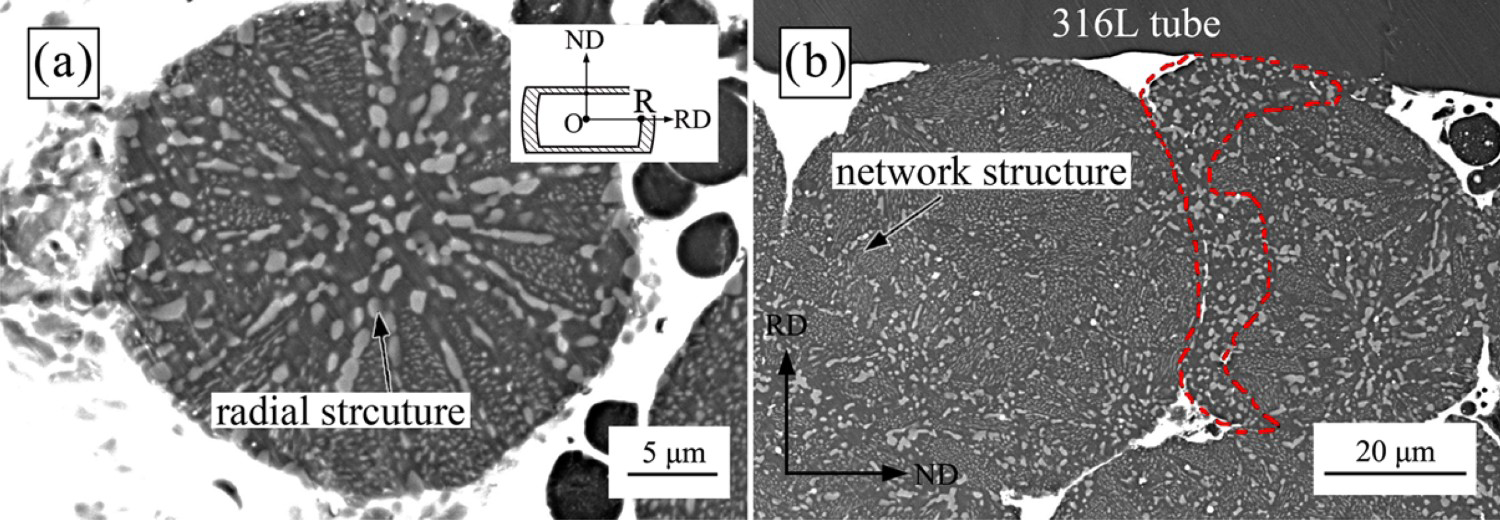
Figure 7 illustrates the microstructure in the central zone (position O in the inset) of the sample obtained at 1150°C and 10 s−1 with 32% strain. As ellipses shown in Figure 7(a), there are lots of small equiaxed grains. In combination with Figure 7(b), these grains are almost in inter-particle contact areas. Recrystallisation tends to occur in inter-particle contact areas and smaller particles, because inter-particle contact areas take place larger deformation and smaller particles suffers more strain than larger ones. And thus, the formation of equiaxed grains in Figure 7(a) can be ascribed to dynamic recrystallisation (DRX). Compared to fine recrystallised grains in deformation zones, grains in the inner of particles (marked by circles in Figure 7(a)) maintain a considerable difference in size and morphology. Our previous work has demonstrated that these large anisometric grains are generated by austenite dendrites growth in deformation-free zones [1].
Microstructure in the central zone of sepcimens compressed at 10 s−1 with 32% strain: (a) orientation map and (b) SEM.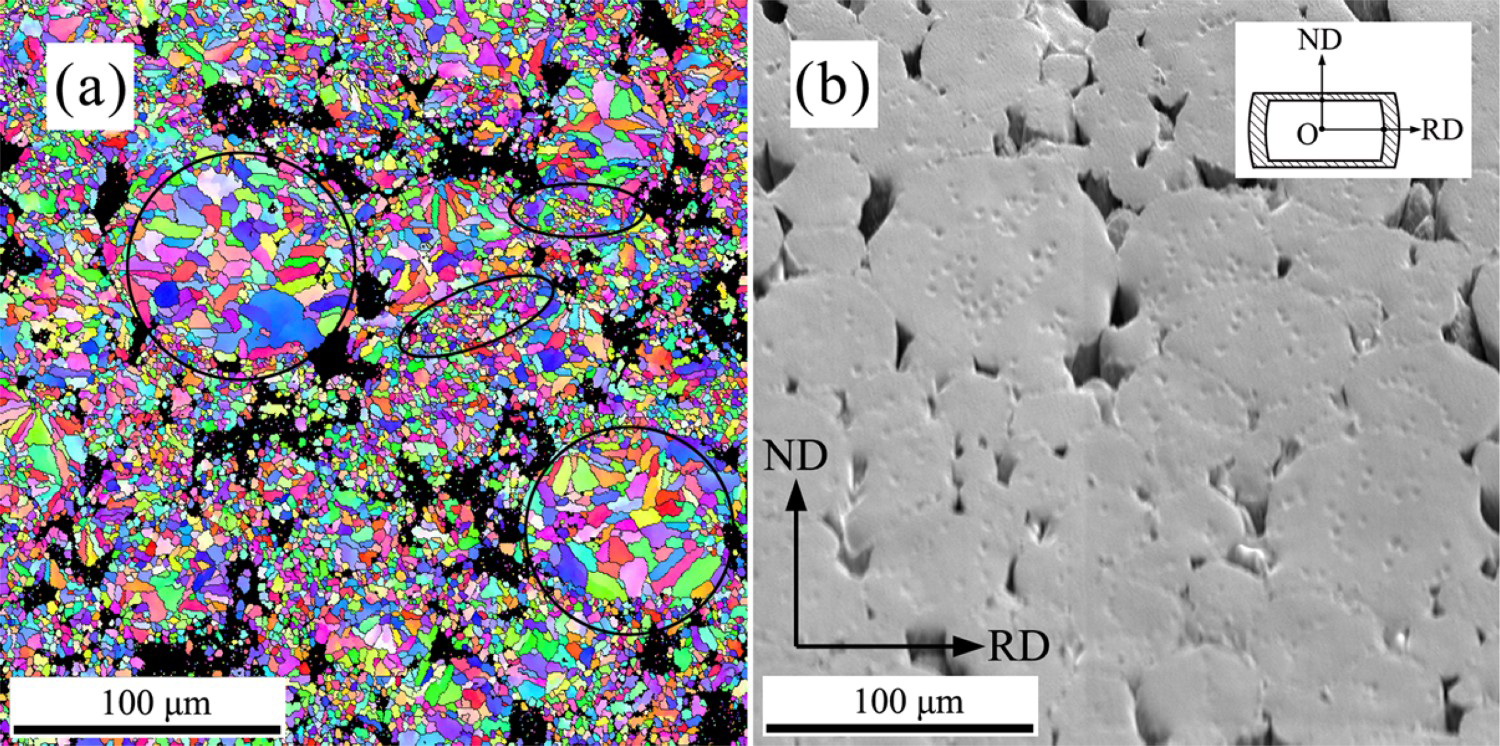
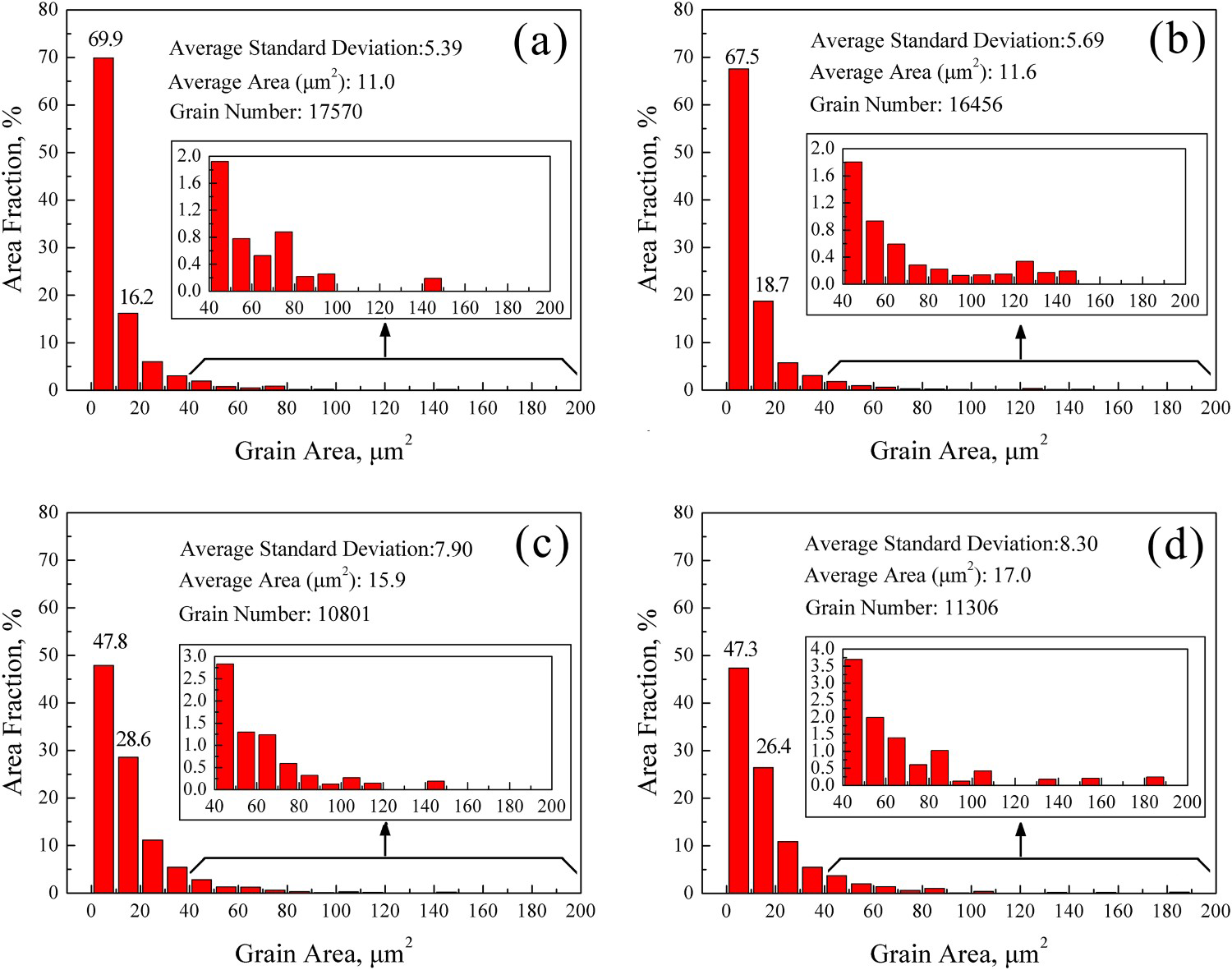
Figure 8 shows the microstructure in the central zone (position O in the inset) of samples compressed with 50% strain under 10 and 0.01 s−1, respectively. Figure 9 shows the grain size distribution at 0.01, 0.1, 1 and 10 s−1, respectively. Compared to Figure 7(a), equiaxed grains in Figure 8(a) are more for further particle deformation and DRX. Additionally, Figure 8 illustrates that strain rates have an obvious influence on the fraction of large anisometric grains. Equiaxed grains seem to be smaller and more at a higher strain rate. Detailed changes in grain size caused by the strain rate are shown in Figure 9. As the strain rate ranges from 10 to 0.01 s−1, mean size (grain area) changes from 11.0 to 17.0 μm2. The statistical grain size is mainly affected by DRX. Insets in Figure 9 manifest that grains >40 μm2, which should be formed through densrites growth, decrease as strain rates increase.
EBSD images of the centre zone of samples compressed with 50% strain under different strain rates: (a) and (c) are orientation map and phase image at 10 s−1, respectively; (b) and (d) are orientation map and phase image at 0.01 s−1. Areas in black are borides or pores. The distribution of grain size in the central zone of samples after deformation with 50% strain under different strain rates: (a) 10 s−1, (b) 1 s−1, (c) 0.1 s−1 and (d) 0.01 s−1.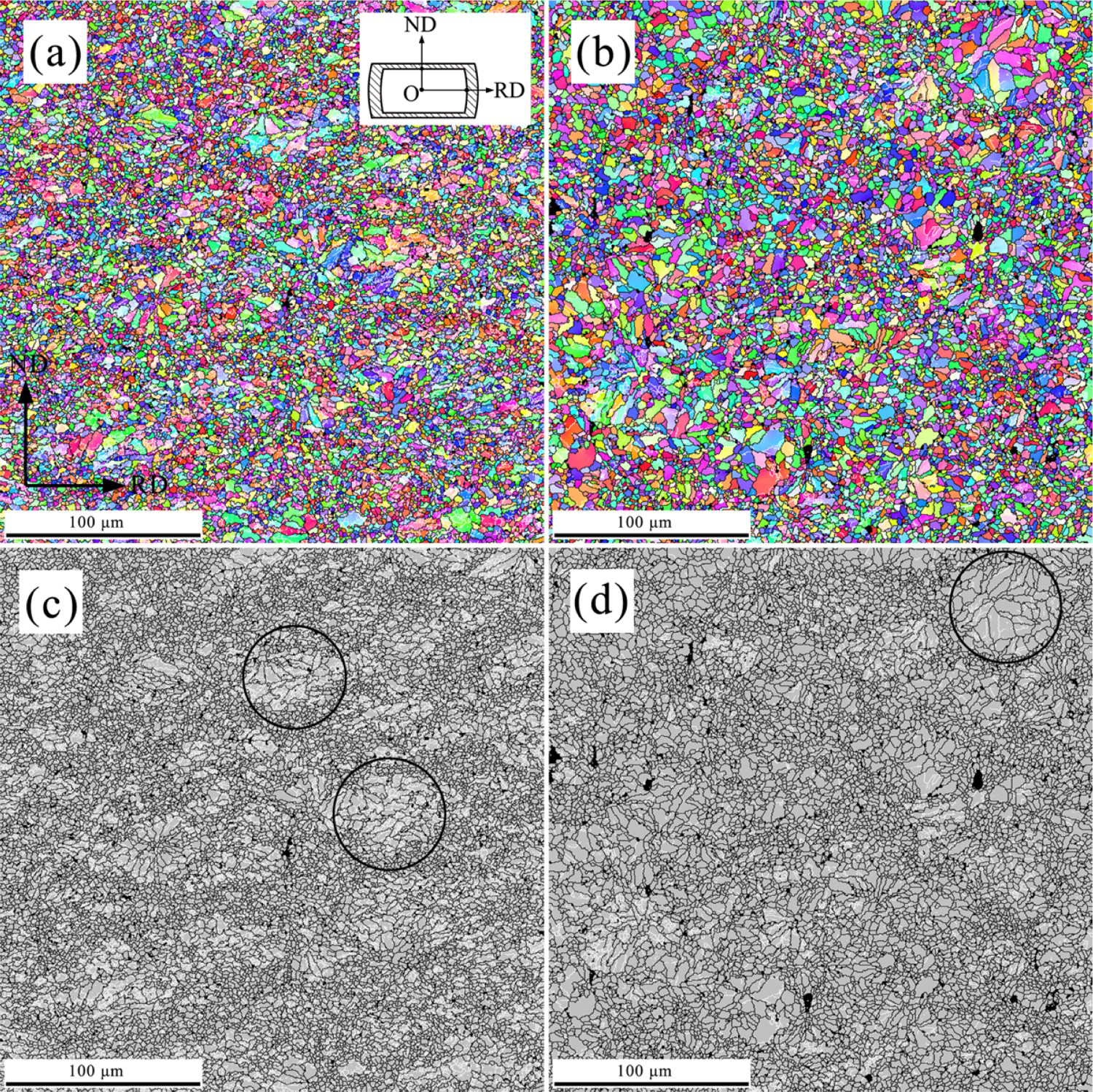
DRX can be occurred at grain boundaries or in the vicinity of twin boundaries and second phase particles [3,11,21,22]. However, no matter grain boundaries or twin boundaries or second phase particles, preferential nuclei sites are regions with heavy deformation and local misorientation therefrom [13]. In our case, new grains appear in inter-particle contact zones and are hardly found in the inner of particles (marked by circles in Figures 7 and 8). It indicates that there exists inhomogeneous plastic deformation for particles even after large deformation. It is understandable that plastic deformation prefers to occur inter-particle contact areas. And thus, recrystallisation mainly occurs from outside to inside of powders.
Coarsening of borides
Boride in steels grows as Ostwald coarsening [1,2], and its coarsening follows t1/3 time dependence [2]. A black dot line in Figure 6(b) represents zones with uniformly distributed large borides and free of small borides after large plastic deformation. The mean size of borides in these areas is much larger than that in regions without deformation. This observation indicates that the coarsening of boride particles in heavy deformed zones is enhanced. The abnormal growth of borides could be attributed to the accelerated diffusion of Cr, due to that borides coarsening is dominated by the diffusion of Cr [2]. The reason why the Cr diffusivity be enhanced is not difficult to be illustrated by the following factors:
Large strain as well as the interaction and multiplication of dislocation is involved in inter-particle contact areas, resulting in enhanced diffusion [23,24]. Thereby, the diffusion rate is enhanced at large plastic zones shown in Figure 6(b). Stress concentration induced by applied pressure in deformed zones can also contribute Cr diffusion during the densification process. Temperature rising caused by large plastic flow in inter-particle contact areas inevitably occurs during forging, which could enhance the diffusion as well.
In conclusion, enhanced borides coarsening leads to large plastic deformation zones free of small borides during direct forging, which indicates whether regions surfer heavy deformation. A similar phenomenon could be more clearly observed in the central zone of compressed samples (position O in the inset), as shown in Figures 4 and 10. It is easy to find that large-scale plastic deformation is more common in the central zone.
Microstructure in the central zone of sample compressed at 1 s−1 with 50% strain. Areas in white and dark grey are porosity and matrix, respectively, and grey particles are borides.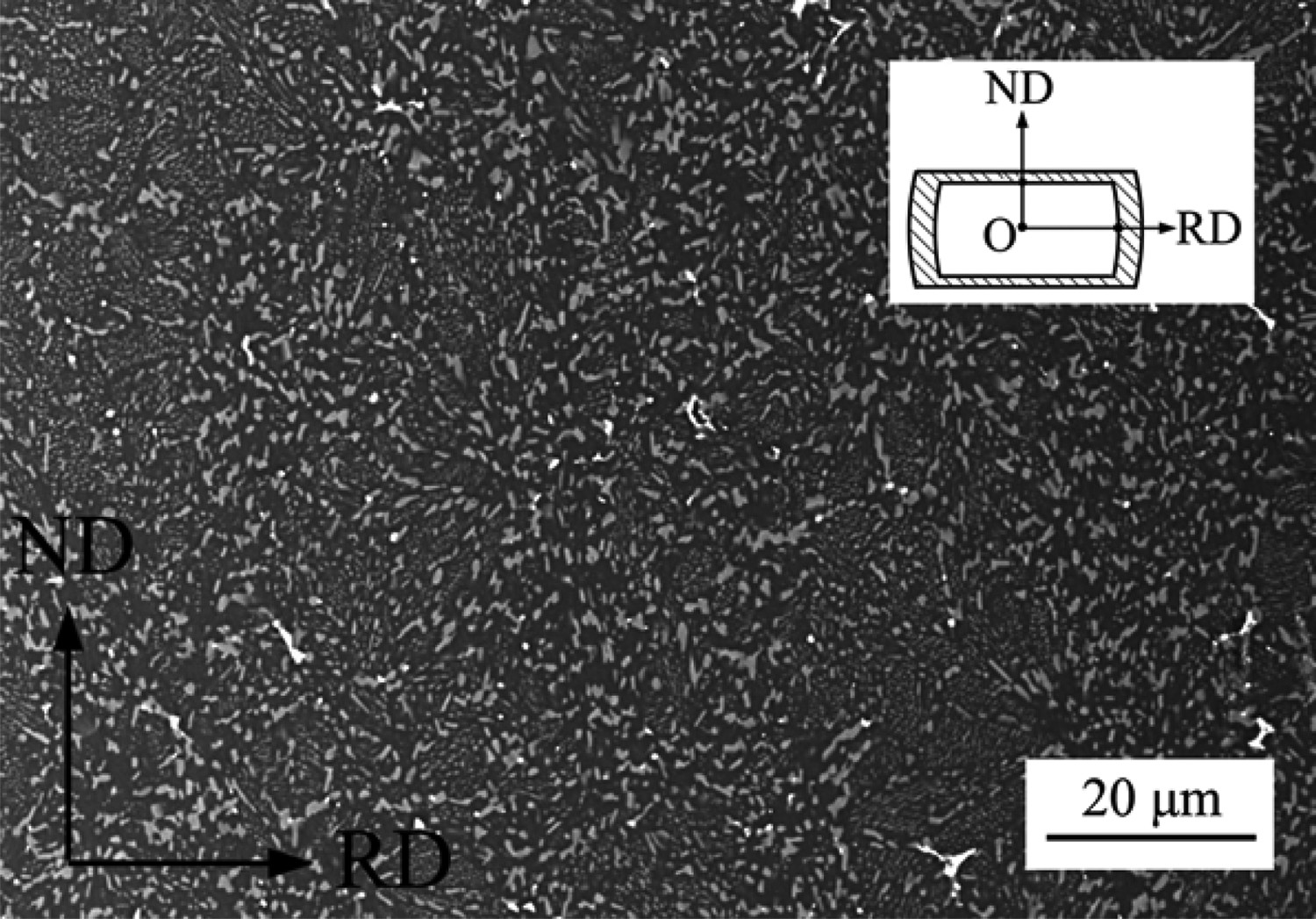
For single phase alloys, both dendrites and recrystallised grains grow into equiaxed after sintering [12,25]. However, grains generated by DRX and dendrite growth in high borated steel can be easily distinguished by size and morphology due to borides pinning [1,3]. This feature can be therefore used to identify regions whether suffering large-scale deformation or not. The size, quantity and morphology of agglomerate grains in Figures 8 and 9, which generated through austenite dendrites growth, are very dependent on the strain rate. It reveals that the relative volume of each particle undergoing heavy deformation seems to increase with increasing strain rate, accompanying with corresponding changes of large anisometric grains. A tentative explanation of the mechanism of enhanced particle deformation induced by a higher strain rate may be as follows.
Previous works on powder densification are generally based on the simplification that the stress is uniform over the contact area [17,23,26]. In reality, as shown in Figure 11, the stress varies with the distance to the centre of the contact area for different levels of strain hardening. Because the difference (marked by Ds) would be narrowed down by recovery and recrystallisation at high temperature. For sintering with long circles, Ds even can be eliminated completely. And that is the reason why particle work-hardening is almost neglected in research studies of HIPing and HPing [14,15]. However, the time for softening is fairly short in direct forging. Strain rate therefore plays an important role in work hardening and stress distribution over contact areas. As illustrated in Figure 11, Ds is speculated to be higher at a high strain rate than that at a low strain rate during the powder forging process, since the relaxed strain is logarithmic with time [24].
Schematic of stress distribution over contact areas at (a) high strain rate and (b) low strain rate.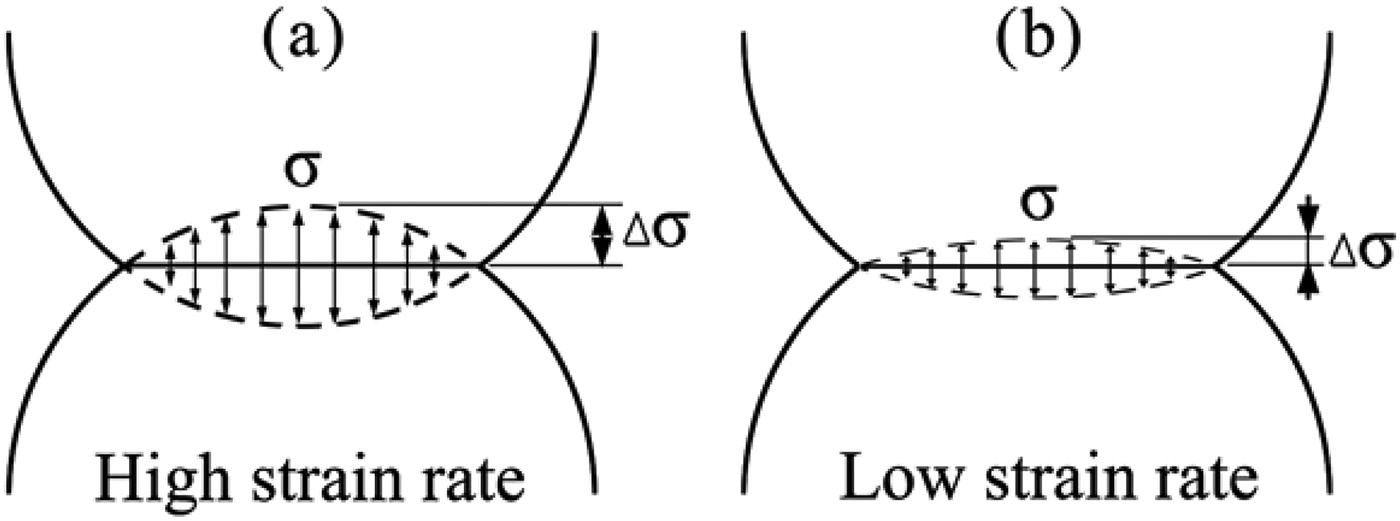
In the early stage of densification during powder direct forging, as shown in Figure 12(a), particle deformation occurs for Peff until a critical contact area as well as work hardening is reached [17,26]. The observed result from Figure 5 confirms that strain rates have a negligible influence on densification. Hence, in the absence of un-uniform particle size, the inter-particle contact area (A) is speculated to be similar while compressed at different strain rates with identical strain. It is noteworthy that the shear stress is proportional to the applied stress [9], and therefore the shear stress is higher at a high strain rate for work hardening. On the other hand, the bonding strength of contact area might be higher at a lower strain rate, since longer time benefits metallic bonding. As a consequence, particle sliding (including localised shearing) would prefer to take place at a higher strain rate through the way shown in Figure 12(b), which does not influence the densification process but promotes the deformation of small particles [16].
Schematic diagrams of densification process (a) without particle sliding and (b) with particle sliding. The contact radius is marked by A. Areas in black are pores.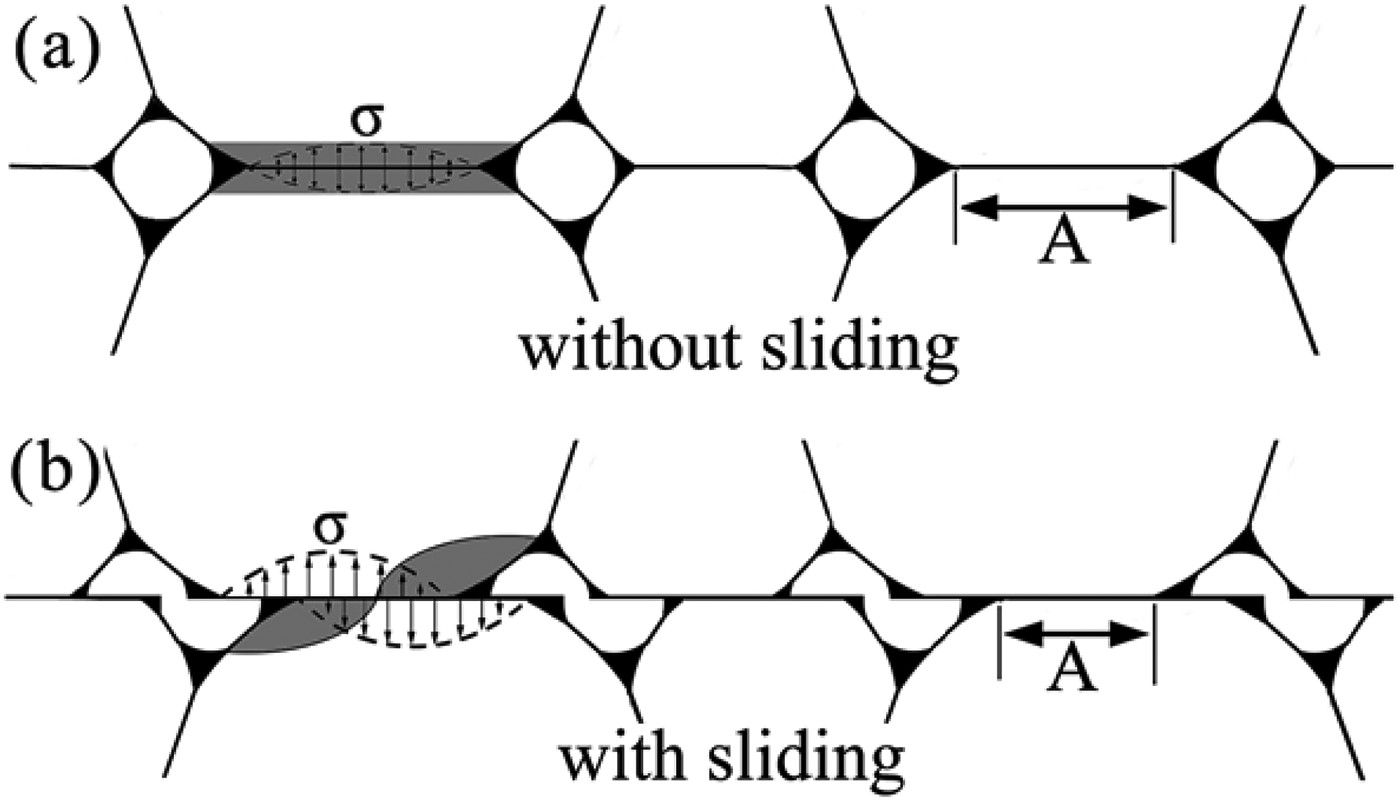
As shown in Figure 12(b), other than the enhanced plastic deformation of small particle, the inter-particle contact area (A) decreases after the occurrence of particle sliding. Additionally, the difference of strength on the two sides of the contact area obviously increases as well, since the centre of the contact area deviates from the particle centreline. Therefore, the heavy inhomogeneous plastic deformation will be promoted and prefer to occur in zones as the shadow regions shown in Figure 12(b) in the further compression after particle sliding. Consequently, this inhomogeneous deformation accelerates the elimination of large anisometric grains by DRX. This phenomenon is more obvious at a higher strain rate, which has been confirmed by results concluded from Figures 8 and 9.
In contrast, for sintering with long circles such as HIPing, the strength on two sides of contact area is similar at a critical low strain rate due to a negligible particle sliding. The further strain will be relatively homogenous around the contact area, as shadow regions shown in Figure 12(a).
The newly developed method could be well used to simulate powder direct forging. High borated stainless steel can be obtained through direct forging in a single strike with large deformation. Borides coarsening is enhanced by the combined action of strain, dislocation, stress and temperature rising during powder direct forging, which results in large deformation zones free of small borides. Large deformation zones can be distinguished by borides for enhanced coarsening and by austenite grain for borides pinning. Strain rate has no obvious influence on densification but significantly affects the deformation of particles, and a higher strain rate promotes particles suffering inhomogeneous deformation.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).