
Abstract
High Nb–TiAl ingots with various boron levels (0, 0.2, 0.5, 0.7 and 1.0 at-) were investigated using annealing in a single α phase field for various lengths of time, and a coarse grained zone (CGZ) was observed when the boron content was greater than 0.5 at-. Scanning electron microscopy and transmission electron microscopy were used to study microstructural evolution and boride transformation. Experimental results show that the width of CGZ is closely related with the boron addition and the cooling rate. The formation mechanism is discussed for various nucleation behaviors of boride at the ingot scale during solidification caused by the temperature induced supercooling and the boron induced compositional supercooling, which lead to dissimilar pinning effects of borides at high temperature.
Introduction
There has been significant interest recently in materials based on TiAl alloys as candidates for high temperature structural applications, such as low pressure turbine blades and exhaust valves,1–5 and alloys based on high contents of β stabiliser elements, such as Nb, Mo and V, have been the focus of particularly intensive activity because they offer a combination of low density and balanced mechanical properties at temperatures higher than those of conventional TiAl alloys.6–10 However, there remains significant room for improvement in the properties, such as ductility and fracture toughness.11–13 Significant work has been conducted to elucidate the microstructure–mechanical properties relationship, and the microstructure with a fine fully lamellar (FFL) structure exhibits balanced high temperature mechanical properties.14,15 Thus, boron addition and subsequent heat treatment in a single α phase field are both required for cast TiAl alloy to obtain FFL microstructure because of the refining effect and the elimination of residual segregation rich in β stabiliser elements. However, due to the low solubility in TiAl alloys, 16 boron would be mostly pushed out by solid front and form titanium borides with various morphologies and structures according to the boron level and the solidification sequence.17–19 Although refinement by boron addition has been well accepted and refining mechanisms have been proposed,20–29 the precipitation of boride at the ingot scale and its effect at high temperature especially in the single α phase field are still lacking in studies, which is important to control the FFL microstructure for the boron containing TiAl alloys. In this work, β solidified high Nb–TiAl ingots containing various boron levels were prepared and heat treated in the single α phase field, although fully lamellar microstructures were obtained for all the alloys; however, an unexpected coarse grained zone (CGZ) was found in the boron containing ingots and was only observed if the boron content is above 0.5 at-. The CGZ exhibits a ring-like distribution in the ingots, and the grain size is usually 10∼100 times larger than that elsewhere. Based on the microstructural characteristics, the possible formation mechanism was discussed.
Experimental
The alloys used for this study have nominal compositions of Ti–45Al–8Nb–(0.2B, 0.5B and 1.0B) and Ti–46Al–7Nb–2.5V–1.0Cr–(0B and 0.7B), which were all atom percentage unless noted otherwise. The raw materials were titanium sponge (99.7 wt- purity), high purity aluminium (99.99 wt- purity), AlNb74, AlV5, AlCr20 and AlTi5B1 intermediate alloy; all of the alloys were prepared by electromagnetic levitation melting method. The oxygen content detected by the inert gas fusion method was less than 700 ppm. The master alloys were melted twice through bottom up overturning to ensure compositional homogeneity. Cylindrical ingots were produced by pouring the liquid metal into two types of carbon steel mold: one type has an inclination to promote liquid feeding, and the other has a different wall thickness to control the solidification rate. Details of the ingots are listed in Table 1. The alpha transus temperature of the alloys determined by DSC was 1305–1310°C, and the annealing temperature was chosen to be 1330°C for the aim of FFL microstructure. Cross-sectional specimens were cut from the ingots and heated in the single α phase field for 4 h, followed by air cooling to examine the distribution of CGZ. The 10 × 10 × 10 mm specimens cut from the 0.7B alloy were heated for various lengths of time, followed by air cooling and water quenching (WQ) to study the microstructural evolution. Certain specimens were etched by Kroll's reagent to examine the boride morphology and distribution. An SEM investigation was performed on a Zeiss Supra 55 microscope in the backscattered electron and secondary electron modes. The TEM specimens were prepared by a standard procedure and then observed on a Tecnai G2 fg30 microscope operated at 200 kV.
Nominal composition of alloys and dimensions of carbon steel molds
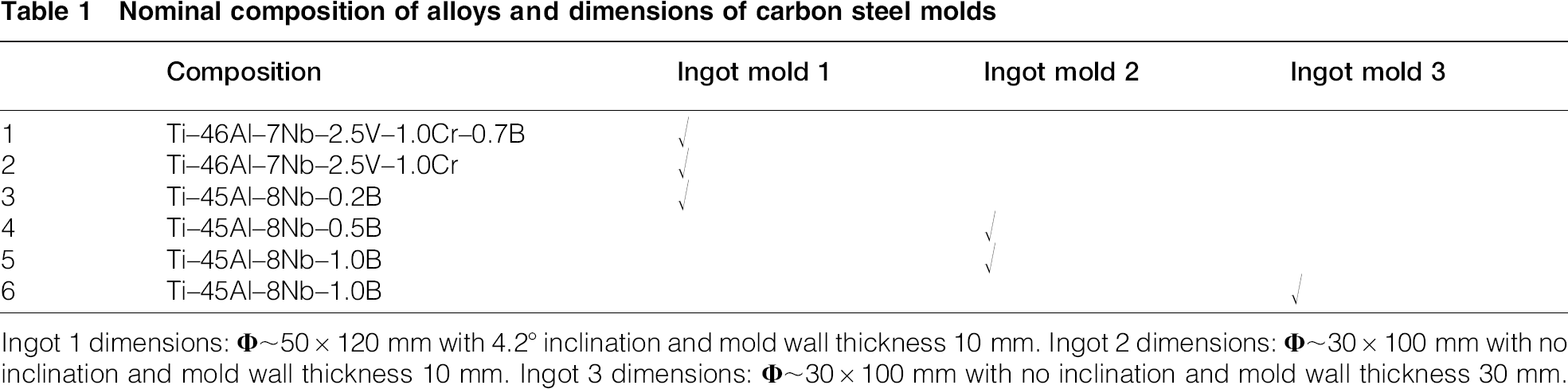
Ingot 1 dimensions: Φ∼50 × 120 mm with 4.2° inclination and mold wall thickness 10 mm. Ingot 2 dimensions: Φ∼30 × 100 mm with no inclination and mold wall thickness 10 mm. Ingot 3 dimensions: Φ∼30 × 100 mm with no inclination and mold wall thickness 30 mm.
Results
Distribution of CGZ in ingots
Cross-sections cut from the top and bottom of the 0.7B ingot were heated at 1330°C for 4 h, followed by air cooling (AC). There are two CGZs at the top of the ingot (Fig. 1a), the grain size in which is >2000 μm, but there is only one CGZ at the ingot bottom with a large size (Fig. 1b). Because of the inclination of the ingot, the bottom of the ingot underwent a higher cooling rate, so the distributional variation may be attributed to the local cooling conditions. However, a cross-section from the boron free ingot was produced in the same manner, and the grains grew uniformly (Fig. 1c). The same result was also obtained for the 0.2B alloy annealed for 2 h (Fig. 1d).
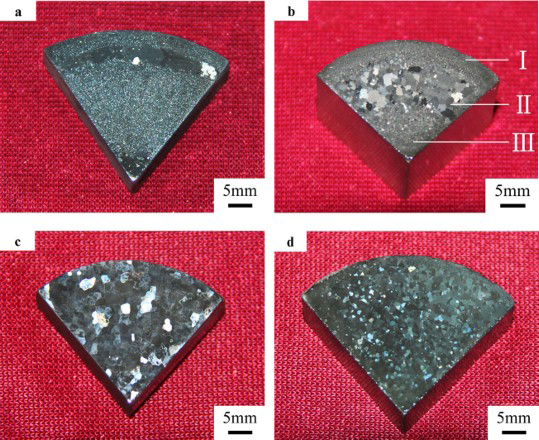
Macrostructures of annealed cross-sections showing a two CGZs at top of 0.7B ingot, b one CGZ at bottom of 0.7B ingot, c uniform grains of boron free ingot, and d uniform grains of 0.2B ingot
To confirm the effects of cooling condition and boron content on the formation of CGZ, the 0.5B and 1.0B alloys were prepared and solidified in the ingot molds with various wall thicknesses, which were believed to have different cooling capacities. After the same heat treatment, CGZs were all found in these ingots. If the alloys solidified in the mold with a 10 mm thickness, the width of the CGZ in the 0.5B ingot (Fig. 2a) is larger than that of the 1.0B alloy (Fig. 2b). However, for the 1.0B alloy solidified in the mold with 30 mm thickness (Fig. 2c), the width of the CGZ increased with an irregular ring shape, which may be attributed to the severe convection caused by the rapid cooling. Therefore, the experimental repeatability was confirmed, showing CGZs would form when the higher B level ingots were annealed in the single α phase field. Additionally, the cooling conditions of the ingots influence the distribution of CGZs. The results reveal that the solidification process of these distinctly separate regions should differ if the boron content was above a critical level, and the heat treatment enlarged these differences, as will be analysed in the discussion section.
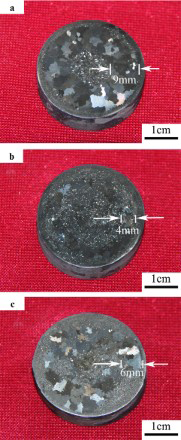
Annealed macrostructures for various boron contents and solidification rates (a 0.5B alloy solidified in mold 2; b 1.0B alloy solidified in mold 2; c 1.0B alloy solidified in mold 3)
Microstructures of various regions
Microstructures of the cast and the annealed 0.7B specimens were selected for comparative study and are shown in Fig. 3; the average grain sizes from the ingot edge to center measured by line interception method are 20–40–40 and 40–2000–60 μm respectively. The regions were named I, II and III, as shown in Fig. 1b. The cast microstructures consist of (γ+α2) lamellar structure in grey contrast, B2 phase in bright contrast and equiaxed γ grains in black contrast, flake like borides distribute in and along the lamellar colonies (Fig. 3a, c and e). After the single phase field heat treatment, B2 phase and γ grains were all eliminated; however, newly formed block like borides can be observed in bright contrast (Fig. 3b, d and f). The compositions of the three regions of cast specimen measured by EDS are homogeneous and match the nominal composition (Table 2); meanwhile, a fully lamellar structure can be observed across the annealed specimen. Thus, macrosegregation and non-uniform temperature field can be excluded as the causes of CGZ. However, the flake like borides should be highlighted because their densities differed from region I to III in the cast specimen. In order to examine this variation, an average density of
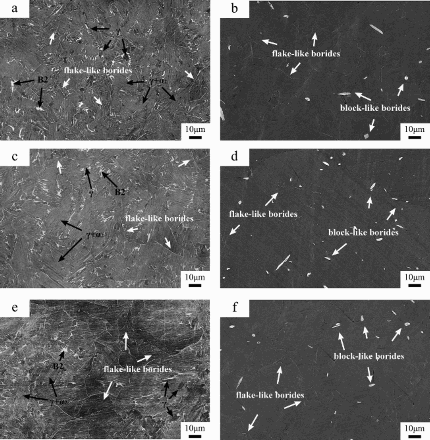
Microstructures (SEM–BSE) of 0.7B alloy in a, b region I; c, d region II; and e, f region III (a, c, d are cast microstructures; b, e, f are annealed microstructures)
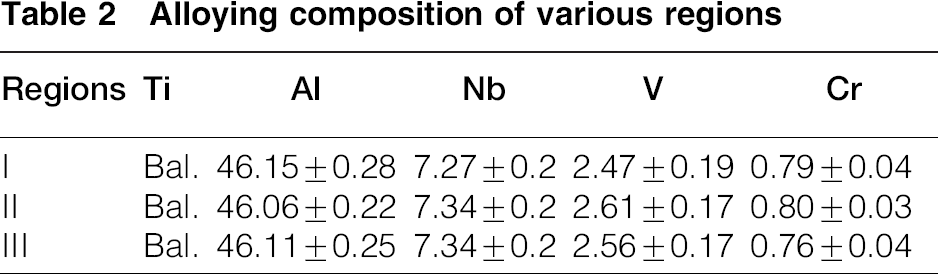
Alloying composition of various regions
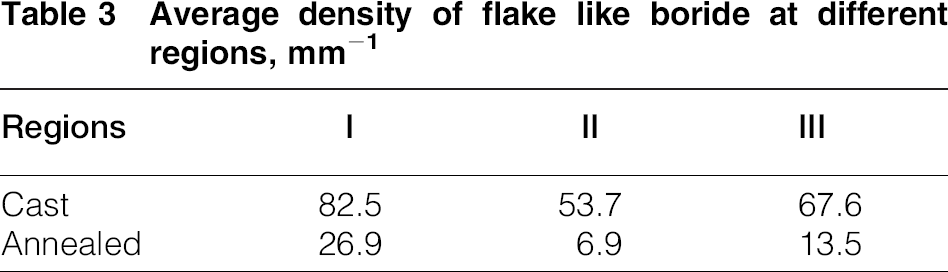
Average density of flake like boride at different regions, mm− 1
Boride transformation
The 0.7B alloy was heated at 1330°C for various lengths of time, followed by AC or WQ. As seen in Fig. 4a, the flake like borides did not change much when the holding time was under 1 h. When the holding time was 4 h, most of the boride flakes decomposed (Fig. 4b); alternatively, blocks formed in the matrix, which actually have a needle like morphology, as observed by deep etching. From the sharp lamellar colony boundaries, we know that α grains began growing if the boride flakes decomposed. The water quenched samples reveal that the needles form at high temperature (Fig. 4d).
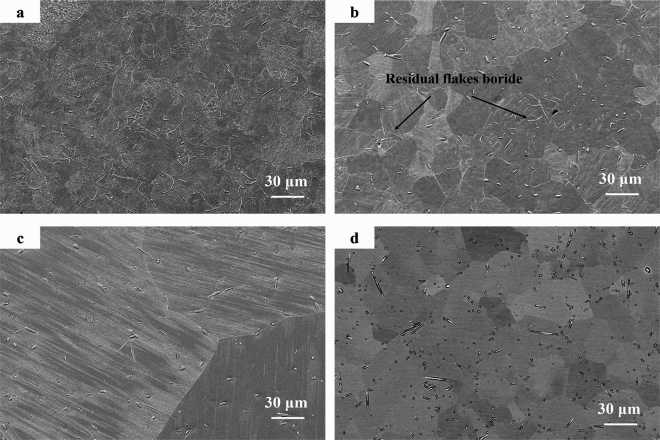
Boride morphology for various holding times (a 1330°C, 1 h, AC; b 1330°C, 4 h, AC; c 1330°C, 6 h, AC; d 1330°C, 4 h, WQ)
For a holding time that is increased to 6 h, the lamellar colony size grew dramatically (Fig. 4c), and the borides are all needles. Thus, we can deduce that the needle like boride could not prevent the growth of α grains effectively. The compositions of the two types of borides analysed by EDS show a richer niobium content, both contained approximately 20 niobium. The TEM analysis shows that they have the same orthorhombic B27 structure (Fig. 5). Thus, the driving force promoting the boride transformation may be necessary to decrease interfacial energy because the needle like precipitates have lower interfacial energy than the flake like precipitates.
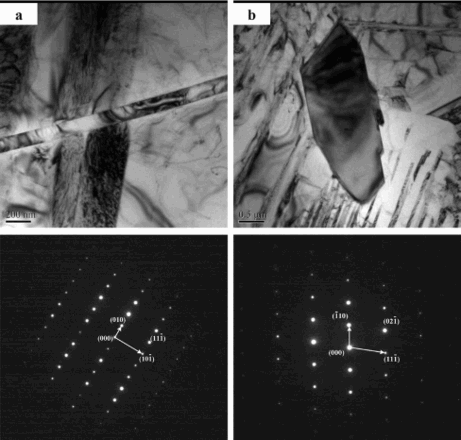
Images (TEM) of a flake like boride and its corresponding SADPs (B = [101]TiB) and b needle like boride and its corresponding SADPs (B = [112]TiB)
Discussion
According to the results above, the formation of CGZs in the single α phase field was concerned with (1) various precipitation behaviors of boride during solidification and (2) weakened pinning effect of borides at high temperature. Considering that CGZs only form if the boron content is above 0.5, and their distributions are influenced by cooling conditions, thus a hypothesis of boron induced compositional supercooling may be used to explain this phenomenon because a switch on/off phenomenon has been successfully explained by this hypothesis about boron addition on grain refinement. 22 It is also available for this discussion because the formation of CGZs seems closely related with the solidification process.
It has been shown that the density of boride flakes in the cast 0.7B alloy is varied from ingot edge to center (i.e. region I to III). Region I has a higher temperature gradient because of the mold chilling effect, and the high density of boride flakes here can be attributed to the significant temperature induced supercooling. However, when the ingot solidified to region II, the release of latent heat decreased the degree of temperature gradient and supercooling, which results in a low boride density. As solidification proceeded to region III, the boron induced compositional supercooling reached the ingot scale (Fig. 6), and the nucleation of primary β grains is promoted; meanwhile, the buildup of boron solute ahead of the solid front is also promoted, and when the concentration is high enough, the precipitation of borides was triggered. 22 This is why a higher density of boride flakes can be observed in interdendritic areas of region III. In addition to the boride heterogeneity during solidification, the boride transformation at high temperature may also lead to various pinning effects on grain growth, because the grains coarsened rapidly if the boride flakes decomposed completely. Thus, the low density of boride flakes and the boride transformation completed prior to other regions both lead to excessive grain growth in region II.
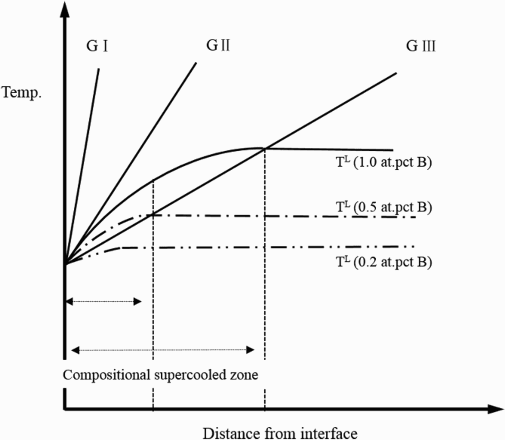
Schematic of compositional supercooling condition related to boron content and temperature gradient
We now discuss the dissimilar distributions of CGZs as shown in Section 3.1 based on the above hypothesis. We begin with the well known criterion for compositional supercooling

As the alloys solidified from region I to III, the temperature gradient has the following relationship due to the release of latent heat


Conclusions
1. The CGZs were observed after annealing in the single α phase field for high Nb–TiAl ingots if the boron content was >0.5 at-. The widths of CGZs differed according to the boron content and the cooling rate.
2. Flake like boride in the cast alloy transforms into needle like structures at high temperature, which has been proven to weaken the pinning effect on the grain growth. The two types of borides are both rich in niobium and share the orthorhombic B27 structure.
3. Significant temperature induced supercooling and boron induced compositional supercooling both influence the precipitation of borides during solidification. The CGZs formed at the ingot scale because the pinning effect of borides differed during heat treatment in the single α phase field.
Acknowledgements
The authors would like to acknowledge the financial support from the National Basic Research Program of China (973 Program) under grant no. 2011CB605501 and the National Natural Science Foundation of China (51171015) and 111 Project (B07003).