
Abstract
This paper describes a study of the influence of elemental nickel (Ni) and copper (Cu) elements on the tribological behaviour of a CoCr-based alloy. The tribology of CoCr-based alloys was examined by using a Bruker UMT-TriboLab machine with normal loads of 200 N, a frequency of 3 Hz, and a duration of 10 min. The Co70Cr20Ni5Cu5 alloy with 5wt-% Ni and 5wt-% Cu content showed the best wear property compared with other alloys, with a minimum friction coefficient of 0.147. The large improvement in wear resistance is related to the strongly inhibiting effect of crack initiation and growth in the worn surface, which reduces delamination wear. Because of the Co0.52Cu0.48 plastic deformation layer, hard phases like NiCoCr and CrCo can slip easily on the sliding interface and embed into the matrix, which may decrease delamination wear and reduce the crack growth rate.
Introduction
Rapid developments in industry and advanced technologies have led to an increased requirement for mechanical devices to operate at a high temperature. Cobalt (Co)-based alloys have received widespread attention in the past decade owing to their excellent wear resistance and mechanical strength in a corrosive environment [1,2]. The research results described above indicate that Co–chromium (Cr) alloys improve the wear resistance and service life of working components significantly [3]. To improve the wear and erosion resistance of titanium alloy substrates, a multi-layer structure of Cr/CrN film was deposited on TC4 by multi-arc planting [4]. Li et al. [5] investigated the friction properties of stir-processed laser CoCr-nickel (Ni)-molybdenum (Mo) alloy, using a model to determine the surface gradient-nanograin formation. Patel and Edirisinghe et al. [6] used a spark plasma sintering technique to develop a Co-based alloy for orthopedics and implantation. The Co-based alloy was developed using powder processing, exhibited excellent wear and corrosion resistance, and the friction coefficient was related to the small wear debris size on the spark plasma sintering metal. A new CoMoCr-silicon alloy that was invented by Wu and Zhou et al. [7] showed that Cr-enriched alloy matrix was more susceptible to corrosion than the Mo-enriched Laves phase in molten fluoride salts. However, the mechanisms of wear and their changes in the presence of Ni additives were unclear.
Sliding wear damage in Co-based materials poses a safety and economic concern. To reduce energy consumption, it is necessary to design novel wear resistant materials for use in daily equipment. However, extensive energy is consumed by the application of wear-resistant materials, such as high Cr cast iron. Some researchers have attempted to research the tribological behaviour and obtain a corrosion evaluation of the CoCrMo alloy [8]. Yi and Xing et al. [9] reported that minor Ni and copper (Cu) additions can improve the mechanical properties of iron (Fe)–boron alloys. Li and Wu et al. [10] reported that the sliding wear property may be improved with titanium addition to the aluminium–CrFeCoNi alloy. Akyol et al. [11] proposed a novel approach for corrosion and wear resistance in the electroless Ni–phosphorus–tungsten alloy with CNF co-deposition. Nowacki and Pieczonka [12] studied the wear resistance of sintered Fe–boron–Co powder metallurgy (PM) metal matrix composites using dilatometric analysis. Littled information has been published on PM or the wear behaviour of CoCrNiCu in contact with tungsten-carbide-sintered balls.
To improve the erosion wear resistance for gas turbine components, Cu-based sintered powder materials are used extensively as porous sliding bearing materials because of their good tribological performance. Dwyer-Joyce et al. [13] studied the wear and friction of Cu15Ni8Sn bronze lubricated with grease at room temperature, and found that the load and temperature influenced the coefficient of friction of the bronze significantly. Uzun and Çetin [14] investigated the abrasion resistance of Cu-based alloy and CoCr-carbon-reinforced composites that were fabricated by the PM method. The abrasion resistance of the composite specimens was higher than that of the pure Cu specimens.
PM is an important method that is used to prepare CoCrNiCu alloys. Compared with stir-processed lasers, ingot metallurgy and high-velocity oxyfuel thermal spray, PM technology has wider application and a greater economy, and the PM alloy has a higher flow stability, finer microstructure and fewer precipitates. Nevertheless, limited information exists in the literature on the preparation of CoCrNiCu alloys by the PM technique, and the abrasive wear properties of CoCrNiCu alloys in dry wear conditions. In this work, the tribological performance sliding of commercial cemented carbide balls on CoCrNiCu alloys that were prepared by PM was investigated. The main aim was to study the effect of Cu and Ni addition on the sliding friction behaviour of CoCr alloys.
Experimental
Material preparation and sintering
Commercial Co, Cr, Ni, and Cu powders (purities > 99.0 wt-%, 100–160 μm, JINGRUI Alloy Products Co.Ltd. Nangong, China) were used as the starting metal powders. Before the powder was compacted, commercially available Co, Cr, Ni, and Cu powder was milled for 24 h to a particle size of less than 15 μm using a planetary ball mill to ensure a uniform dispersion and granularity of the elements. The ball milling process was carried out using a planetary ball mill (PMQW-2L produced by Nanjing Nanda Instrument Factory) in a dry environment with a weight ratio of the milling balls and powder of 5:1 at a speed of 400 r min–1.
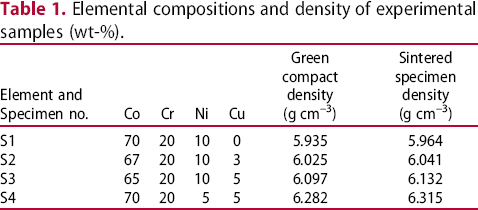
After the metallic powder mixtures had been generated, green compacts were prepared by cold isostatic pressing machine (YA-300, maximum compression load of 300 kN) with an isostatic pressure of 200 MPa for 5 min. Each specimen was 55 mm × 15 mm × 2 mm. The chemical compositions of the billet are shown in Table 1.
To ensure a combined high strength and good tribological characteristics, the PM process was optimised according to the research results described above [15,16]. The compacted samples were sintered by pressureless sintering in a high-temperature carbon tube furnace (ZT-30-17) at 1200°C in a vacuum of 4.5–5.0 × 10−3 Pa. The heating cycle shows in Figure 1. Processing of cooling from 1200°C down to 100°C in the furnace has been performed approximately during 6 h.
Heating cycle. Elemental compositions and density of experimental samples (wt-%).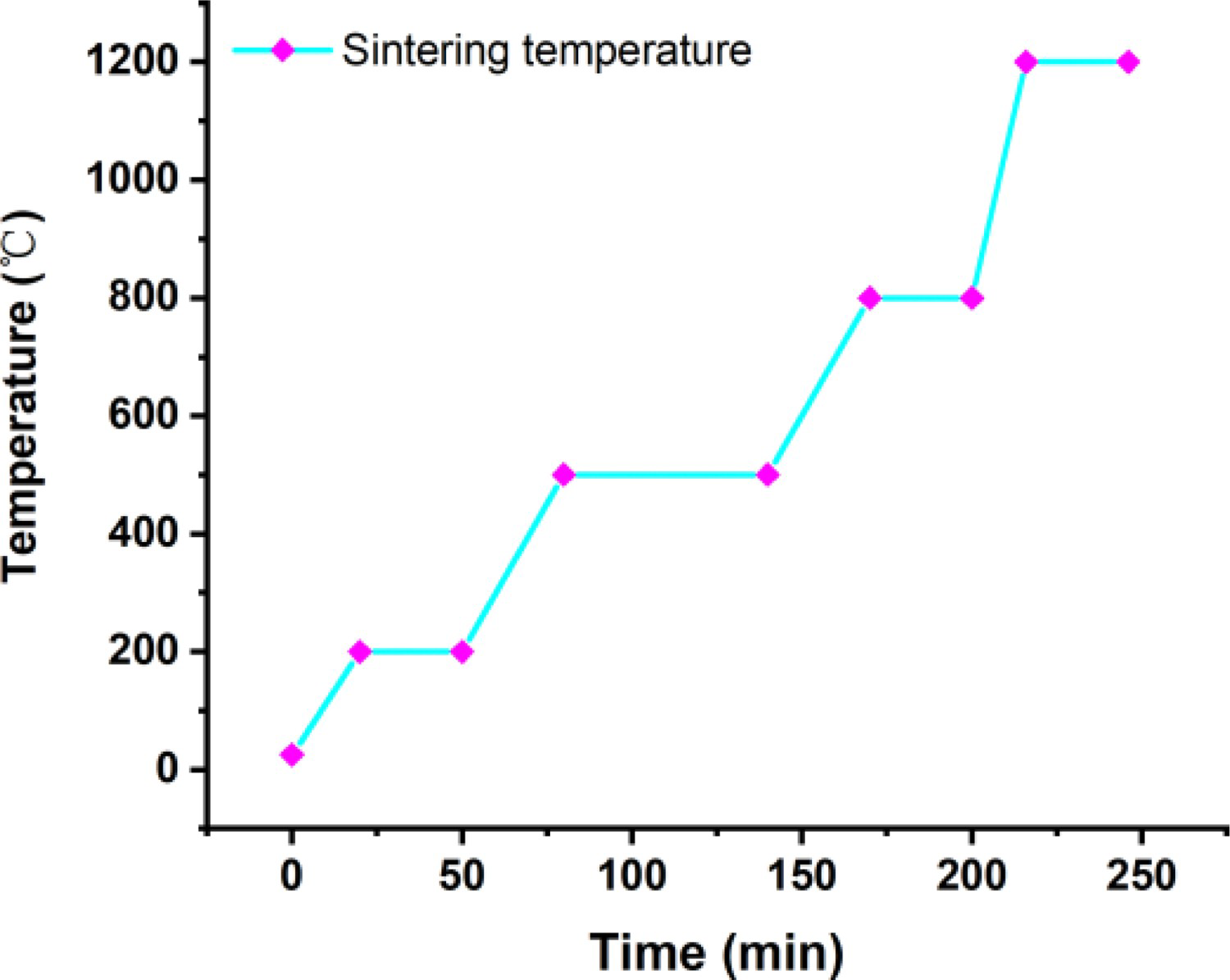
Optical and scanning electron microscopy was used to study the CoCrNiCu alloy microstructures. Before the examination, samples were ground with silicon-carbide paper from 400 to 5000 grit and etched for 15 s with a 4% nital solution. The CoNiCuCr alloy characteristics are important relative to the mechanical properties and tribological behaviours.
Mechanical and tribological property measurements
The microhardness was measured using a digital microhardness tester with a 500 g load and 10 s residence time, and the distance between the two points was 0.3 mm. Hardness tests were carried out according to ISO 6507-1:2005. Flexural strength tests were performed using a WDW-30 mechanical properties testing machine, and the results were the averages values from three specimens. Abrasion testing was conducted with a Bruker Tribolab machine (a ball-on-disc apparatus) under dry sliding conditions at a room temperature of about 20°C and relative humidity of about 55%. Sliding was established by rubbing the sample against 5 mm-diameter tungsten-carbide-sintered balls of at a normal load of 200 N. The reciprocating slip distance was 10 mm with a sliding frequency of 3 Hz.
Results and discussion
Microstructural evolution
The morphology of the CoCr-based alloys shows notable changes with an increase in Ni and Cu content. Figure 2(A) shows the microstructures of CoCr-based alloys with various contents of Ni. The CoCr-based alloys comprise mainly a CoCr metallic matrix, eutectic intermetallics, and Ni interstitial solid solution, the matrix is a cobalt solid solution and eutectic of secondary Laves phase. A block-shaped phase of CoCr matrix and flocculent of Cr-rich intergranular precipitates of different sizes are visible in Figure 2(B,C). Based on the obtained compositions, the primary phases in the CoCrNiCu alloys were considered intermetallic compounds that were composed of a Co
x
Cu
y
interstitial solid solution, CoCu and CrNi with different mutually soluble crystal structures.
Microstructure of CoCrNiCu alloys 500× magnifications: (A) Co70Cr20Ni10, (B) Co67Cr20Ni10Cu3, (C) Co65Cr20Ni10Cu5, (D) Co70Cr20Ni5Cu5.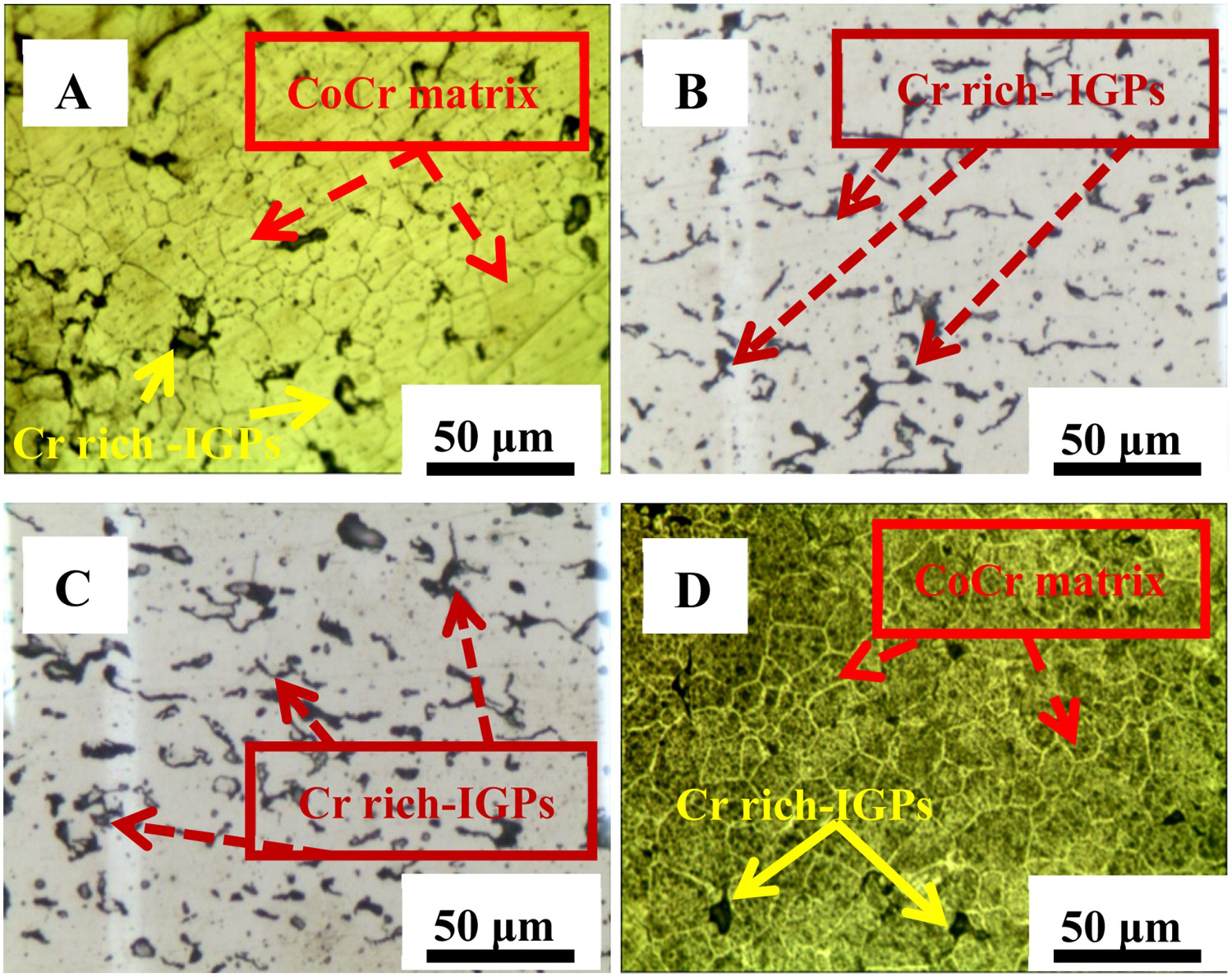
Figure 2(D) shows the morphology of the Co70Cr20Ni5Cu5 alloy. It can be seen that only a few undissolved Cr-rich intergranular precipitates remained in the grain boundaries, and the CoCr matrixes exhibited a more uniform dispersion, which shows polygonal grains of different sizes. Furthermore, a small quantity of Cr-rich intergranular precipitate eutectics are distributed in the cobalt solid solution, which may be associated with the Ni or Cu precipitates dissolved into the cobalt solid solution during the PM. Previous research has shown that the treatments improve the grain boundary distribution [17].
Figure 3 shows the friction coefficients of the CoCr-based alloys with different Ni and Cu contents. The CoCrNiCu alloy shows a stable wear stage after a short running-in friction stage. The friction coefficients of the four alloys Co70Cr20Ni10, Co67Cr20Ni10Cu3, Co65Cr20Ni10Cu5, and Co70Cr20Ni5Cu5 were 0.152, 0.328, 0.359, and 0.147, respectively.
Friction coefficient of CoCrNiCu alloys with time.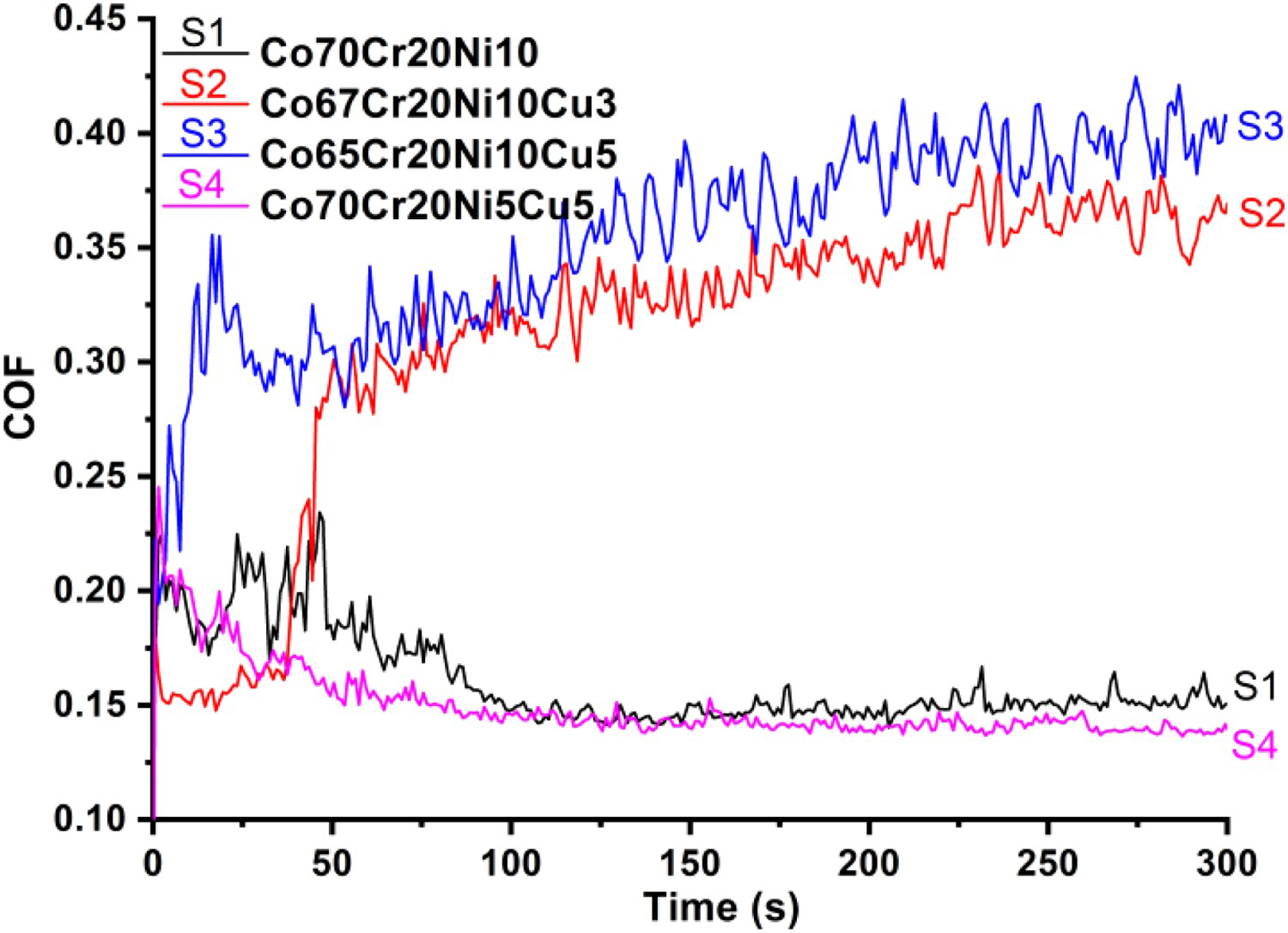
The Co65Cr20Ni10Cu5 alloy had the largest friction coefficient of 0.4 sliding against a hard alloy sphere. The friction coefficient increased with an increase in Cu content. However, the friction coefficient of Co70Cr20Ni5Cu5 changed significantly with an increase in Cu and the decrease in Ni content. The Co70Cr20Ni5Cu5 alloy had the smallest friction coefficient of 0.147, possibly because of an insufficient amount of tribo-layer formation between the sliding interfaces [13], which is believed to have been caused by an optimisation of the chemical composition in the Ni: Cu ratio. The difference in coefficient of friction is presumed to result because of the exfoliated particles and solid–liquid lubrication coating on the plate.
The friction coefficient increased approximately 1.2 times with a Cu addition of 3.0 or 5.0 wt-% in Co67Cr20Ni10Cu3 and Co65Cr20Ni10Cu5. Compounds that were produced with nickel showed mainly changes in alloy strength and toughness, which makes wear debris easy to spall on the wear surface. The compound formed from Cu showed to reduce alloy hardness, but improved the friction properties. The increase in friction coefficient resulted from different Cu concentrations, which is important in damping vibrations. However, because of the complexity of the wear mechanisms, the wear resistance is related to the environmental conditions, contact conditions, and materials. The Cr-rich intergranular precipitate eutectics with 6–10 μm are uniformly distributed in the cobalt solid solution, which can be attributed to the good wear resistance.
Figure 4 shows the friction force with extended wear. A noticeable fluctuation resulted in the FX direction for the Co67Cr20Ni10Cu3 and Co65Cr20Ni10Cu5 alloys. Compared with the Co70Cr20Ni10 and Co70Cr20Ni5Cu5 alloys, the FX of the Co67Cr20Ni10Cu3 and Co65Cr20Ni10Cu5 alloys ranged from 40 to 120 N. The variation in FX means that friction processing occurred during the unsteady tribological behaviour and the distribution of wear debris and wear scars caused an inhomogeneous dispersion on the worn surface from the rapid plastic deformation of the substrate in the contact surface. This result suggests that the Cr-rich intergranular precipitates in the CoCr-based alloy dissolved and reprecipitated at block boundaries during PM.
Friction force of CoCrNiCu alloys in wear test.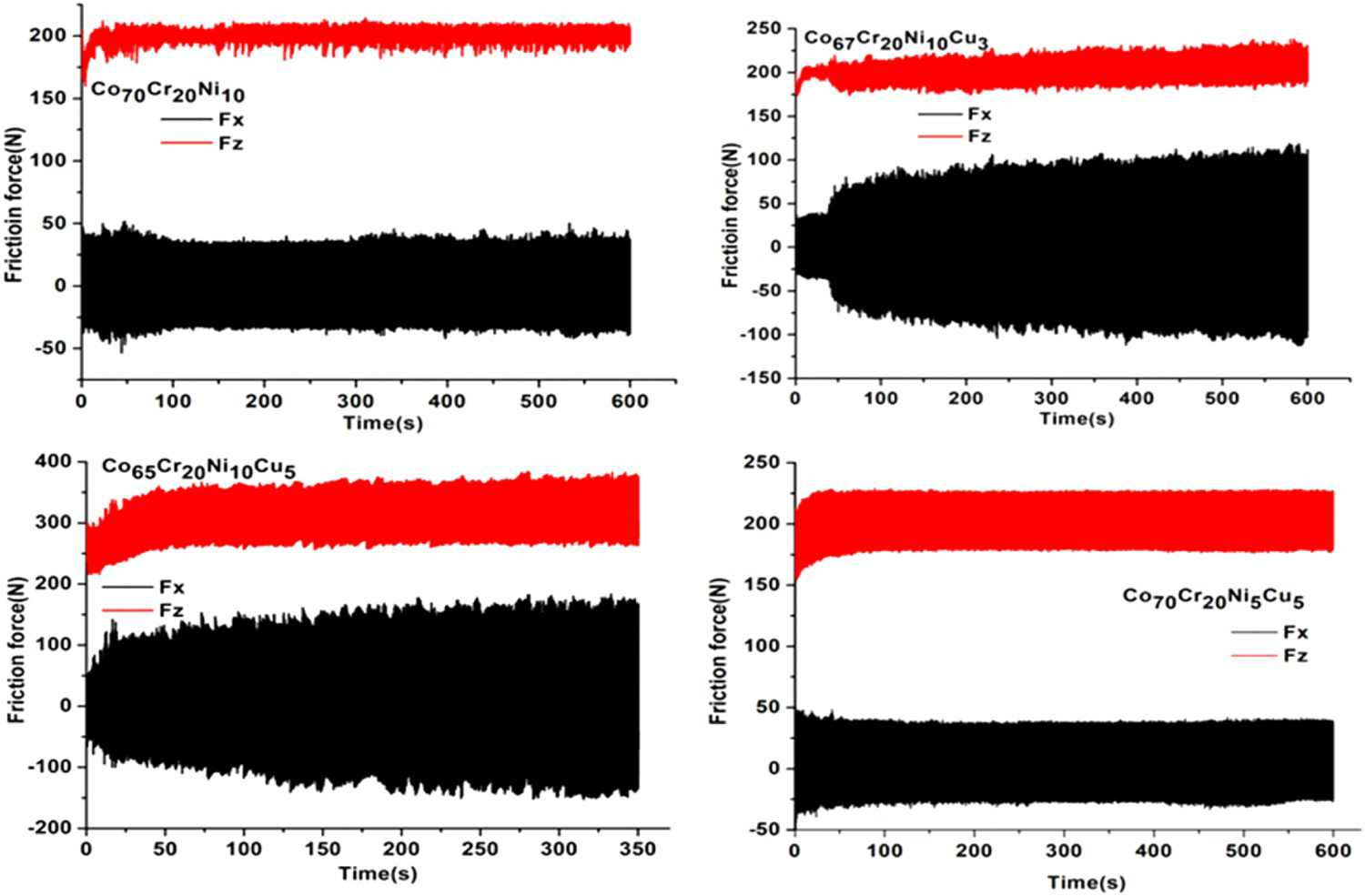
The same mass fractions of Cu and Ni had a significant effect on the wear behaviour for the CoCrNiCu alloy. Soft-phase substances, such as Cu, are important in the formation of tribofilms [3,18], and Cu is easily excluded from the interdendritic region to form a Cu-rich phase. This behaviour is attributed to new slip plane formation. The optimised contents of Cu and Ni were 3.0–5.0 wt-%.
To further investigate the above results on the wear traces of different Ni and Cu composites, the morphologies of the worn surfaces and energy dispersive spectroscopy (EDS) results of the CoCrNiCu alloys are shown in Figures 5 and 6. Rough and deep sliding marks were visible on the worn surface of the Co65Cr20Ni10Cu5 alloy. The worn surface is relatively rough compared with other surfaces. In contrast, grooves on the Co70Cr20Ni5Cu5 were narrow and shallow, which shows that the wear mechanism results mainly from microcutting, embedding, and microploughing (Figure 6(A)). Figure 6(A,B) shows plowing furrows, debris, spalling, and plastic deformation, and the wear mechanism changed into an adhesive slip with fragments. Similar results have been reported in the literature [9,19].
SEM-EDS results of Co70Cr20Ni5Cu5 alloy: (Data1) substrate steel, and (Data2) worn surface. SEM micrographs of worn surface of CoCrNiCu samples: Co70Cr20Ni5Cu5, 1000×; (B) Co65Cr20Ni10Cu5, 1000×; (C) Co67Cr20Ni10Cu3, 500×; and (D) Co70Cr20Ni10, 1000× magnification.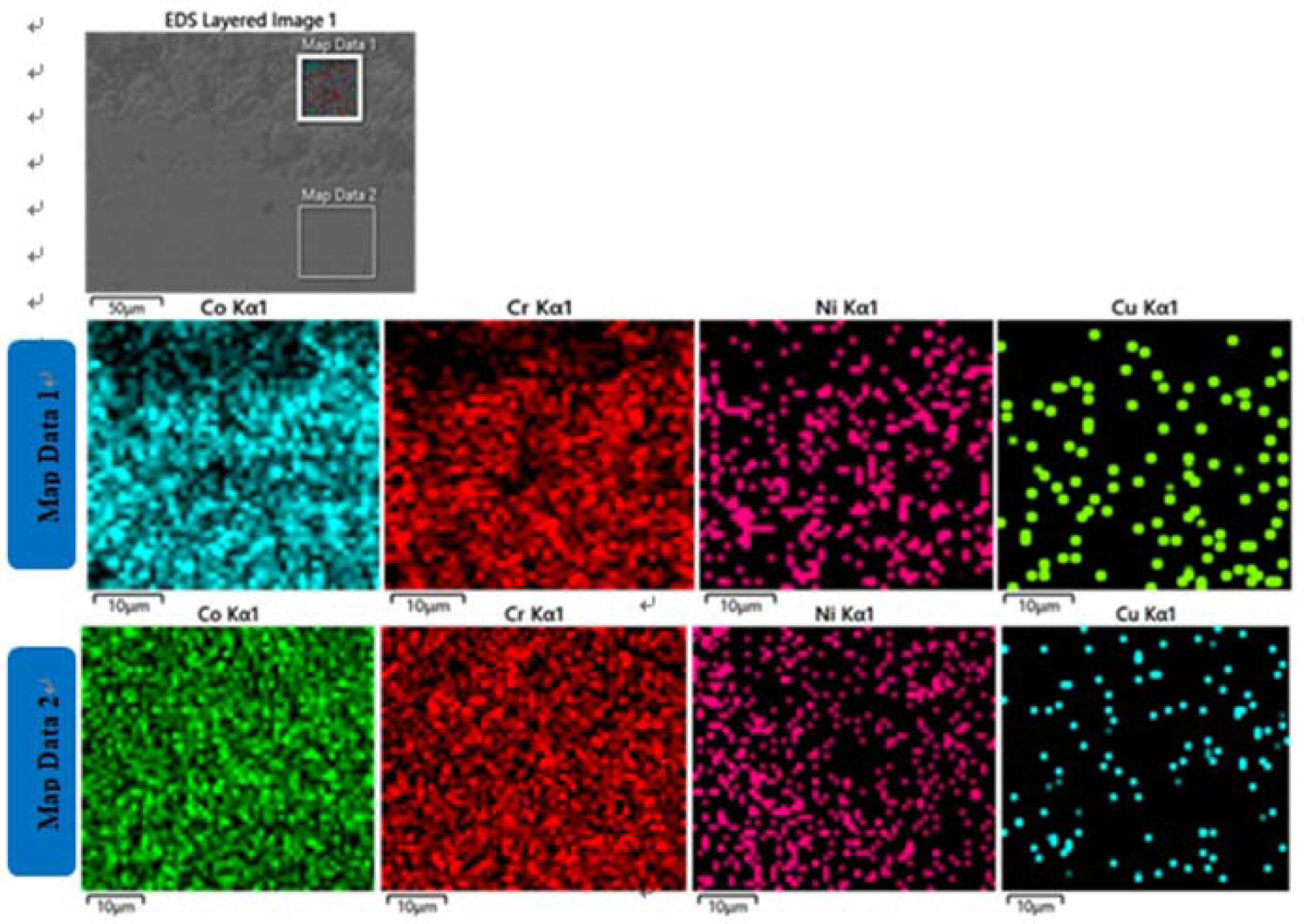
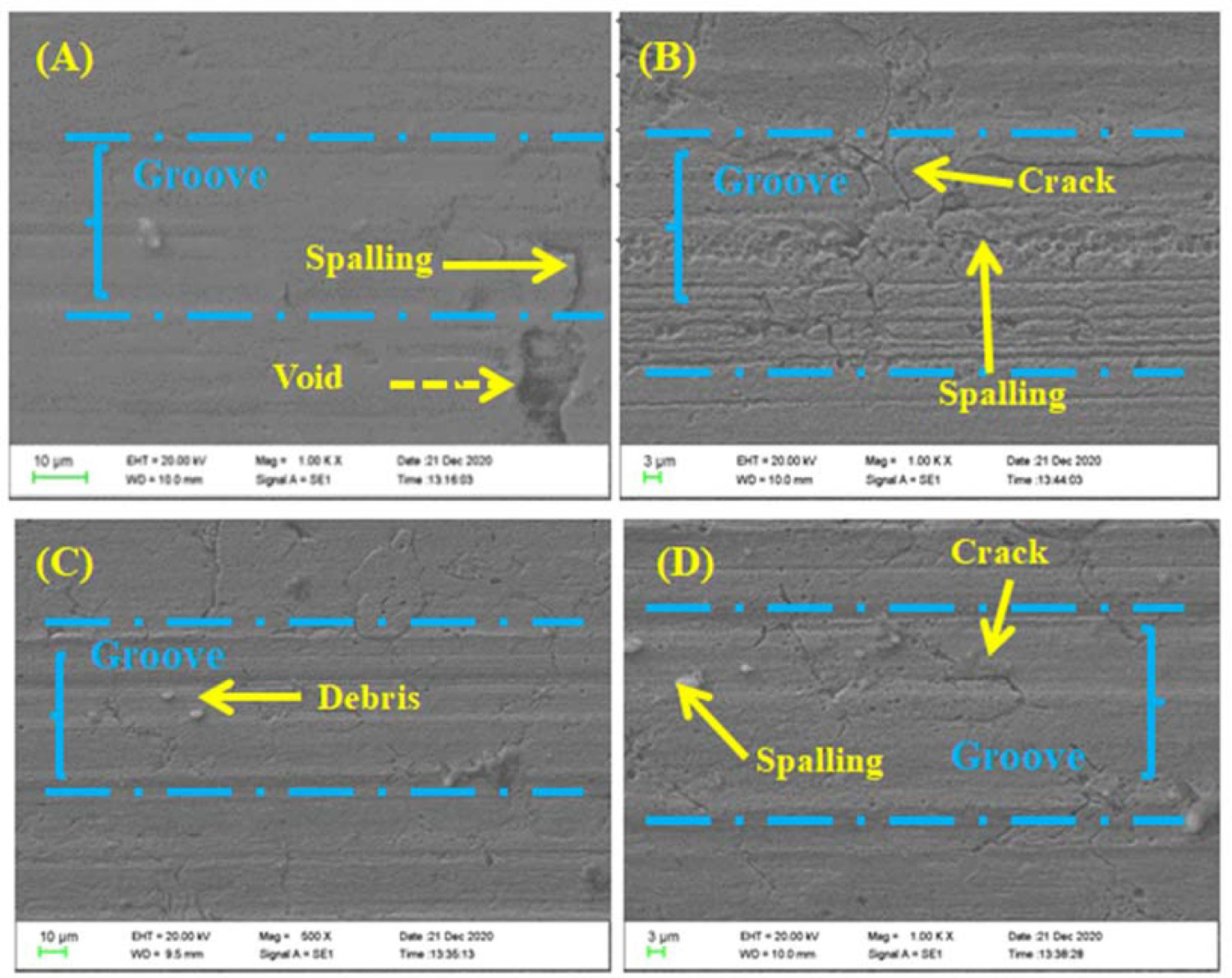
Figure 6(C,D) shows scanning electron microscopy (SEM) images of the worn morphologies of the different Ni and Cu composites. The worn face of the Co67Cr20Ni10Cu3 shows parallel grooves and spalling at a load of 200 N. The hard debris as Cr and Cr7Ni3 can cause surface abrasion during sliding, and new scratches were induced on the surface. Related literature has reported that these wear mechanisms assist in the wear resistance of the metal matrix composites [20,21], which suggests that the abrasive wear mechanism was the main wear mechanism for the CoCrNiCu alloy.
Figure 7 shows the flexural strength results of the CoCrNiCu alloys. The difference in flexural strength of the four alloys may be mainly concerned with the final precipitates distribution. The flexural strength of the CoCr-based alloys decreased with an increase in Cu and Ni content. One possible explanation for this behaviour is the formation of a ductile softening phase as NixCuy in the matrix. At 5 wt-% Ni and 5 wt-% Cu, the Co70Cr20Ni5Cu5 alloy showed a maximum flexural strength of 753.96 MPa.
Flexural strength of CoCrNiCu alloys.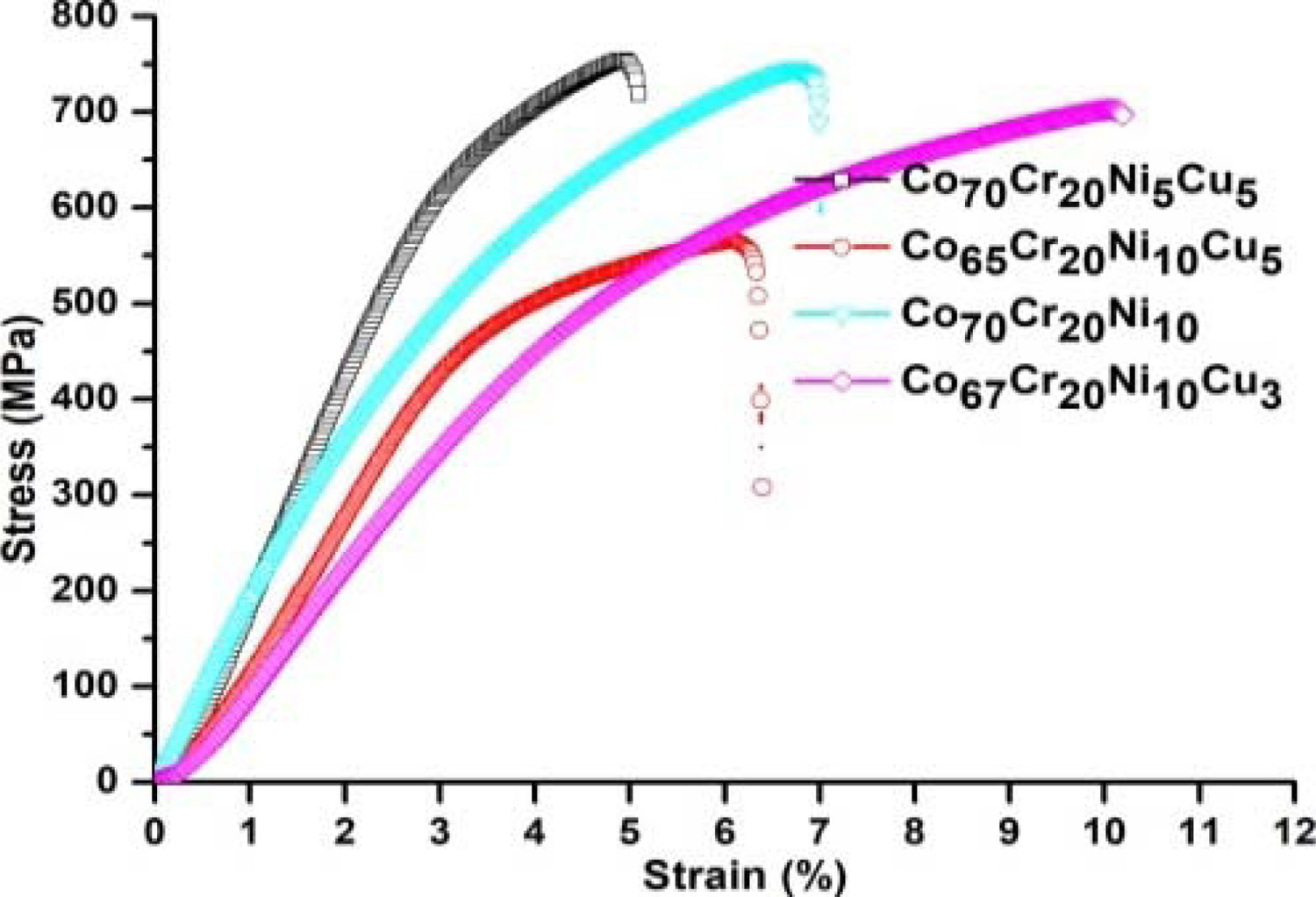
The CoCrNiCu alloy microhardness is shown in Figure 8. The CoCrNiCu alloy hardness was 273 HV0.5. Microhardness follows the reverse change law compared with flexural strength and increased to 307 ± 19 HV0.5 with 3.0 wt-% Cu addition but decreased to 248 ± 22 HV0.5 with 5.0 wt-% Cu addition. This change may be associated with the Cr-rich intergranular precipitates and Cu-rich ductile softening phase. The proper content of Ni addition can improve the hardenability of sintered alloy, and cobalt belongs to the transitional metal family similar to nickel.
Microhardness of CoCrNiCu alloys.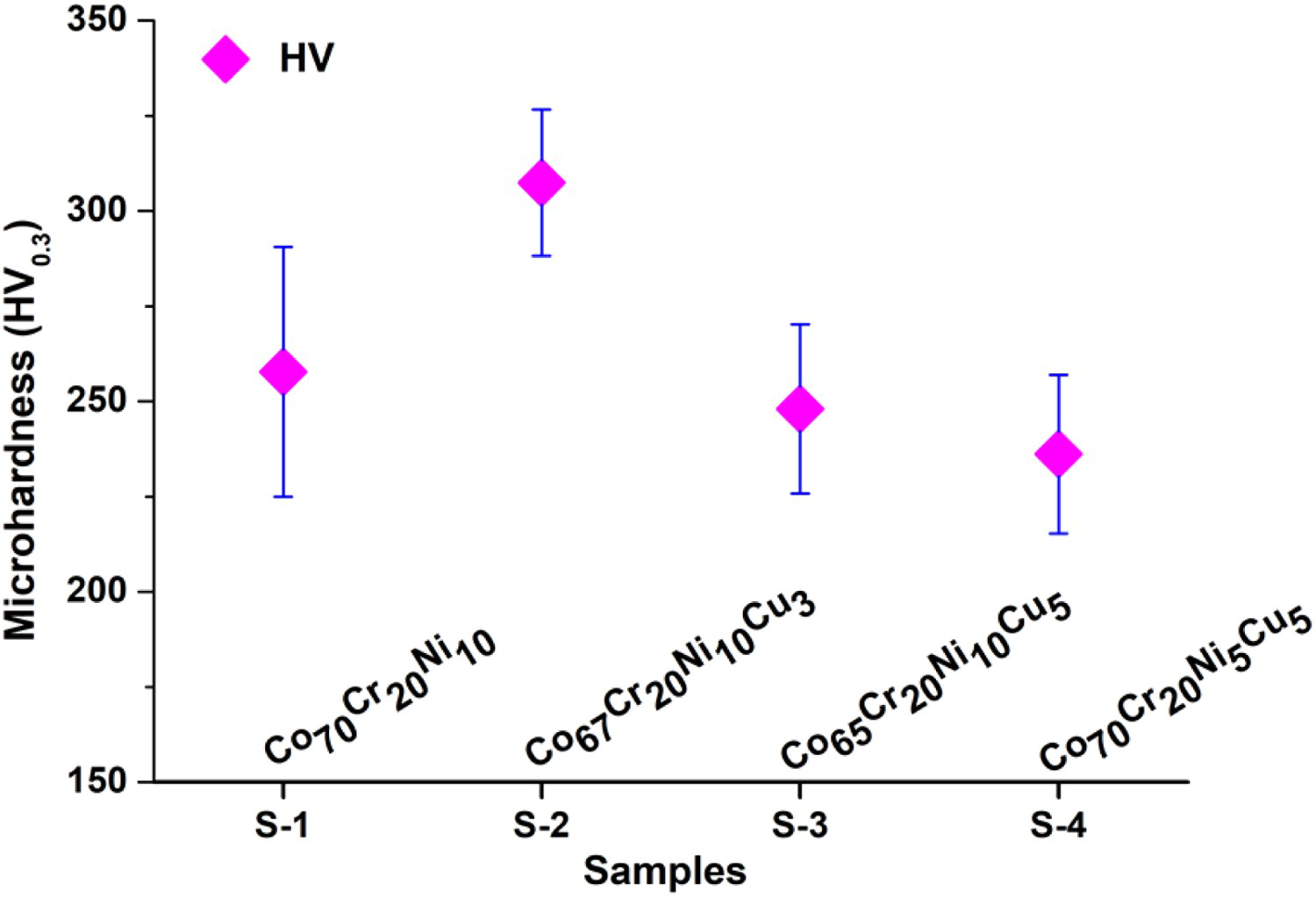
Figure 9 shows the EDS spectra of the CoCrNiCu alloys. The distributions of Co and Ni are homogeneous, but Cr and Cu show slight shifts. The EDS line-scanning analysis across different phase structures in the CoCrNiCu alloy was analyzed. Table 2 shows the atomic per cent in different areas. The chemical composition of Cr increased from 20.06 to 21.84 at.-%, which shows that elemental Cr was elevated in grain boundaries. The EDS results suggest that the Cr-rich intergranular precipitates exist mainly in the matrix. One possible explanation is the secondary precipitation of Cr in plastic deformation, and the samples of S1, S2, and S3 have similar phase compositions. In order to determine the contents of cobalt, chromium, nickel and copper in the sintered sample of Co70Cr20Ni5Cu5, an Inductively Coupled Plasma-Optical Emission Spectrometry (ICP-OES) was utilised to measure the Co70Cr20Ni5Cu5 alloys. The results are shown in Table 3.
SEM observation and EDS results of Co70Cr20Ni5Cu5 alloy. Atomic per cent of Co65Cr20Ni10Cu5 alloy in different regions. Chemical composition of Co70Cr20Ni5Cu5 sintered alloy (wt.%).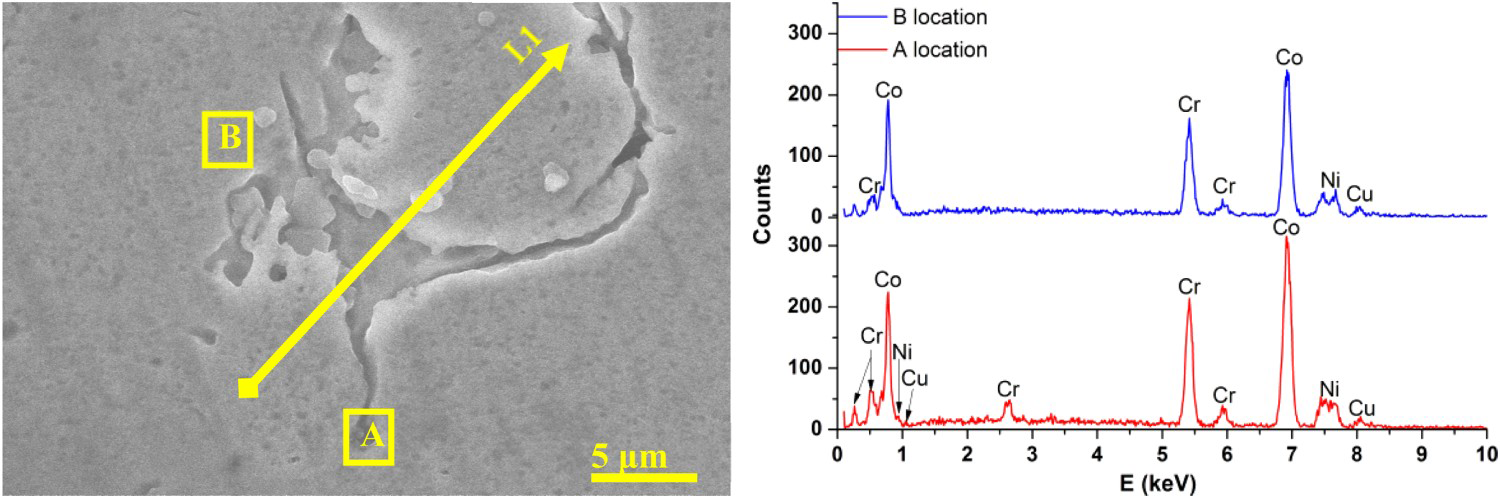
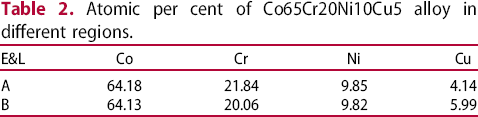
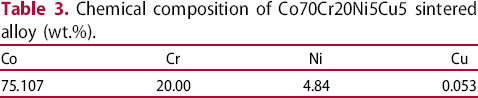
Figure 10 shows the XRD patterns of the CoCrNiCu alloys. The CoCrNiCu alloy microstructure was composed of phases of Co, Cr, CrCo, and CrxNiy, and a minor amount of Co0.52Cu0.48 phase from the crystallographic planes. Co70Cr20Ni5Cu5 and Co70Cr20Ni10 showed a similar phase composition. The Co70Cr20Ni5Cu5 XRD profile showed one well-defined peak at 76.3°, which confirms the presence of the Co0.52Cu0.48 phase.
XRD patterns of Co70Cr20Ni5Cu5 and Co70Cr20Ni10 alloys.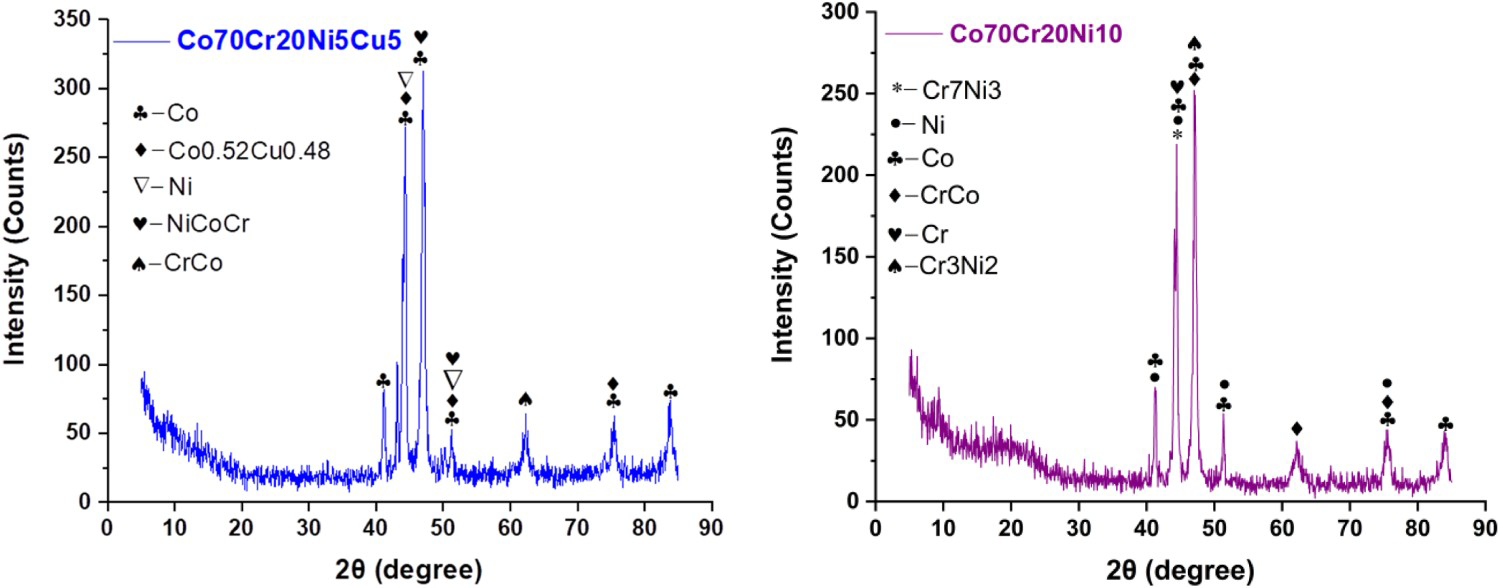
This paper describes a series of experiments that were designed to research the wear performance of novel CoCrNiCu alloys. Optimal materials with a lower friction coefficient and vibration amplitude were obtained with the addition of Cu and Ni at 5.0 wt-%. The primary phases of the CoCrNiCu alloys were considered to be intermetallic compounds composed of CoCu and CrNi with different mutually soluble crystal structures. During CoCrNiCu alloy wear, Cu interacts with Ni to change the microhardness and bending strength to different extents. The friction coefficient decreased from 0.359 to 0.328 with a decrease Cu addition from 5.0 to 3.0 wt-%, and the abrasive wear mechanism was the main wear mechanism for the CoCrNiCu alloy.
Footnotes
Acknowledgements
The authors are grateful to Yong Jun from Sichuan University for assistance with the XRD test, and Yu-chen Xi and Gang Wei from Southwest Petroleum University for assistance with SEM and wear tests.
Disclosure statement
No potential conflict of interest was reported by the author(s).