
Abstract
The hexagonal close-packed structure renders magnesium weak at room and high temperatures for structural applications despite its low density. Inducing thermally stable and coherent second phases would enhance/retain the strength of Mg-based alloys even at high temperatures. This paper aims to develop a high-strength Mg-based nanocomposite. A master alloy composed of Ni and Gd was cast and the composition of Mg97.56Ni1.22Gd1.22 (at.-%) was prepared using ball milling for 150 h. XRD plots of the as-milled powder having nano-size crystallites confirm the partial dissolution of the master alloy. Consolidation through sintering with 5, 7 and 9 h of exposure at 550°C and extrusion at 500°C resulted in the formation of Mg5Gd, Mg2Ni, Gd2O3 and MgO phases. The extruded samples possessed a high strength of 804 MPa, which can be attributed to ultra-fine grains and dispersoid strengthening by homogeneously distributed second-phase particles in the 100–200 nm range.
Introduction
Magnesium alloys containing rare earth (RE) metals are attractive as high-performance structural materials used in aerospace and automotive industries [1]. The high performance of these alloys is generally obtained by the precipitation of nano-scaled dispersive metastable precipitates from a supersaturated solid solution. These particles can effectively hinder the dislocations slipping on the basal plane during deformation at temperatures lower than 523 K. For example, Mg–10Gd–2Y–0.5Zr (wt-%) alloy after extrusion and peak aged at 498 K exhibits an ultimate tensile strength of about 403 MPa with elongation of 15.3% at room temperature [2]. The mechanical properties can be further tuned by reducing the grain size and tuning the precipitate phases, which are stable at high temperatures with judicious selection of composition and processing route [3]. Powder metallurgy is one of the best approaches to tuning the grain size of these alloys [4,5].
Kawamura developed the Mg97Y2Zn1 (at.-%) alloy by warm extrusion of rapidly solidified alloy powders at 573 K, which exhibited a tensile yield strength of about 610 MPa and elongation of 5% at room temperature [6]. The excellent properties are due to the ultra-fine Mg grains of 100–200 nm in diameter with novel long-period stacking ordered (LPSO) structure and the homogeneously dispersed Mg24Y5 particles less than 10 nm in diameter [7]. A similar process methodology was used to achieve interesting results in other systems such as Mg–Ni–Y–RE and Mg–Zn–Gd [3,8]. The strength reduction was marginal up to 200°C indicating that the second phase (LPSO) was stable; it also implies subdued grain coarsening [8,9]. Mechanical milling was carried out on Mg85Zn6Y9 (at.-%) alloy powder and consolidated with spark plasma sintering (SPS). A maximum compression yield strength of 889 MPa and 7% fracture strain were observed [10]. Mechanical alloying has also been tried using MgH2, Zn and Y powders with subsequent dehydrogenation, consolidation by extrusion and achieving a high compressive yield strength of 616 MPa with 4.2% plastic strain. The enhanced strength was due to grain size refinement, solid solution strengthening and dispersion strengthening (MgO and Y2O3) [11].
Hence, mechanical alloying/milling with subsequent consolidation by either SPS processing or extrusion seems to improve the mechanical properties significantly. Most of the research has been carried out on the Mg–Zn–Y system, whereas other systems containing transition elements such as Ni, Cu, or Co and RE: Gd have not been studied. In the present investigation, Mg97.56Ni1.22Gd1.22 alloy was processed by mechanical alloying, hot compaction and subsequent hot extrusion. The main objective was to understand the microstructure evolution and its relationship with the mechanical properties of the P/M Mg–Ni–Gd alloy by compressive tests at room temperature.
Materials and methods
The alloy with the composition of Mg97.56Ni1.22Gd1.22 (at.-%) was prepared through a powder metallurgy route using a planetary ball mill (RETSCH PM 400). High purity magnesium powder (−325 mesh, Alfa Aesar) and equiatomic NiGd master alloy pieces (prepared using Vacuum Arc Re-melting process) were used. The powder mixture was loaded into a high chromium steel vial. High chromium steel balls were used with a ball to powder weight ratio of 20:1 at a speed of 300 rev min–1, while 0.5 ml ethanol was used as a process control agent (PCA). The milling process was carried out for 150 h in an argon atmosphere. Small quantities of the milled powder were characterised, with X-Ray Diffraction (XRD, Panalytical, Xpert Powder), at regular intervals to study the crystallite size, lattice strain, and solubility of alloying elements and evolution of phases with milling time. The complete handling of the powders was conducted in a glove box under an argon (99.999%) atmosphere to eliminate contamination with atmospheric air. After 150 h of mechanical alloying, the powder was subjected to hot compaction in a vacuum followed by hot extrusion to reduce porosity. The hot compaction was done at 550°C at three different soaking durations of 5, 7 and 9 h, under a load of 50 MPa. The compact obtained was subjected to hot extrusion at 500°C with a reduction ratio of 16:1.
The microstructural characterisation was done using XRD (PANanalytical, X'Pert Powder XRD), Scanning Electron Microscope (ZEISS, GEMINI 560) and Transmission Electron Microscope (TECNAI, G2 F20). For SEM preparation, samples were exposed only to ethanol as a medium till diamond polishing and etched with 1% nital. The specimens for TEM were prepared by cutting 300-micrometre thick discs from the extruded rod and mechanically polished to bring it down to less than 100 micrometres and then exposed to ion beam milling. The mechanical behaviour was studied through compression tests on the extruded samples at room temperature using a universal testing machine (UTM, Jinan, WDW-100S). The compression tests were carried out on 5 mm diameter and 7.5 mm height cylindrical specimens, where the height is taken along the extrusion direction. The compression tests were executed with a strain rate of 10−3 s−1 and loading along the extrusion direction.
Results and discussion
XRD milling comparison
Figure 1(a) shows the evolution of phases during mechanical alloying at various time intervals. As the milling time increases, the full width half maximum (FWHM) of the magnesium peaks increases, accompanied by a gradual dip in intensity with a slight peak shift. The peak broadening phenomenon for the NiGd phase is so prevalent that by the end of 150 h of milling, only a single peak pertaining to NiGd at 42° is visible, whereas all the other peaks have disappeared. It can be inferred that the crystallite size of both phases keeps decreasing and the slight peak shift in Magnesium can be attributed to solid solution formation.
(a and b) X-ray diffraction patterns of mechanically alloyed powders and extruded specimens after different processing conditions, (c) the variation of crystallite size and lattice strain with milling time.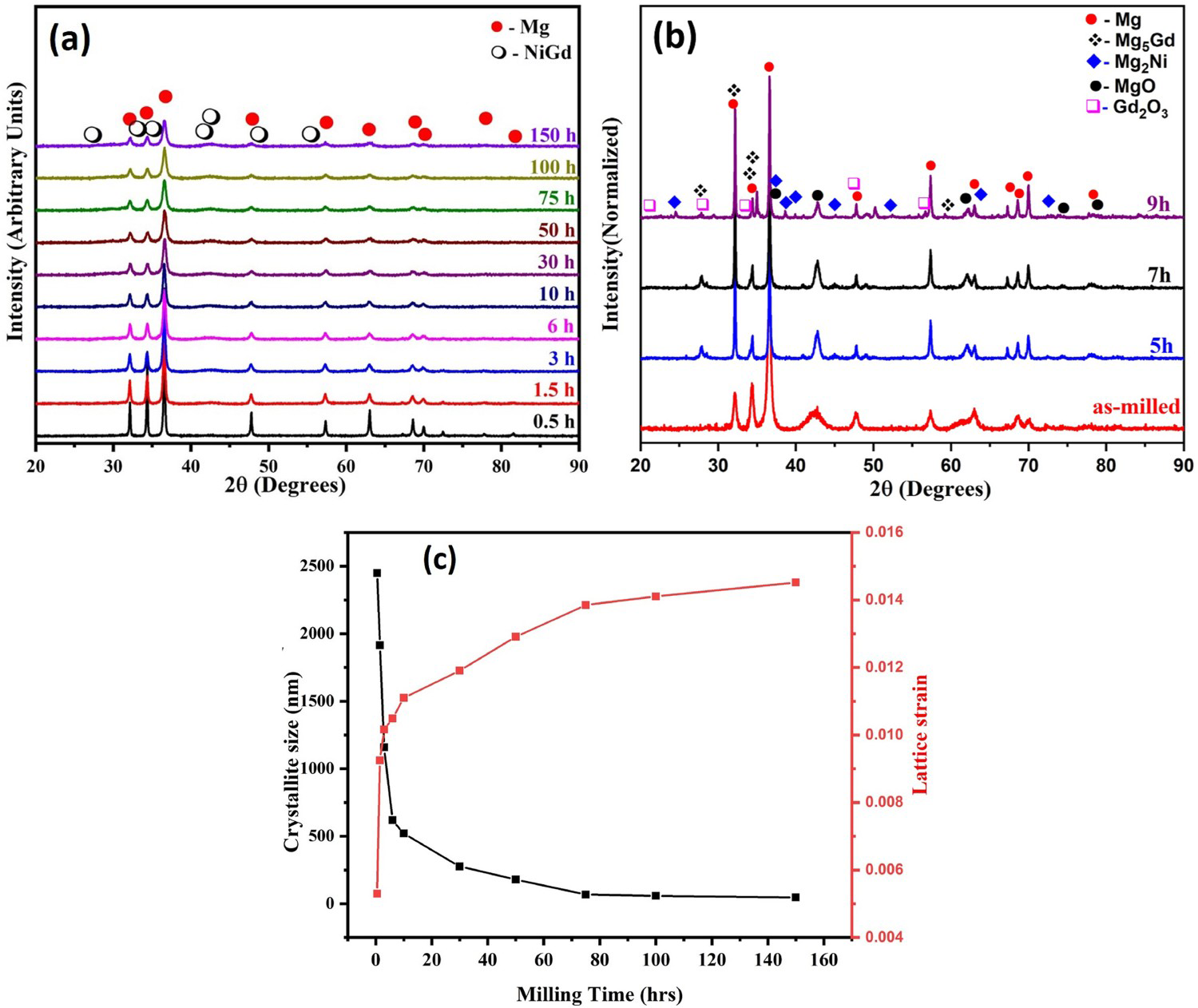
Figure 1(c) shows the variation in lattice strain and crystallite size with respect to the milling time obtained using the Williamson–Hall method [12]. Although ball milling is predominantly associated with a decrease in particle size, the rate of decrease is substantial during the first 10 h followed by a gradual change resulting in a crystallite size of 47 nm at the end of 150 h of milling. The observed reduction in crystallite size and mechanisms of grain refinement during mechanical alloying has been evaluated in detail by Fecht et al. [13]. It begins with localised deformation in shear bands having high dislocation density; this is followed by annihilation and subsequent recombination of dislocation, thereby forming nanometre-sized grains during the process. The subgrain boundary is transformed into high-angle grain boundaries with random orientations. Similarly, the lattice strain initially increased and in the later stages of milling, the increase is gradual. Lattice parameters a and c were calculated, and they are 0.3215 and 0.5210 nm before milling and 0.3182 and 0.5302 nm after 150 h of milling, indicating the formation of some solid solution. Nickel being a smaller atom and Gd larger when compared to Mg results in the change in the lattice parameter as they dissolve into the matrix, which is similar to the trends observed in the Mg–Zn–Y system [14].
Numerous phases, i.e. Mg5Gd, Mg2Ni, Gd2O3 and MgO, were observed after the extrusion process and are shown in Figure 1(b). The formation of Mg5Gd and Mg2Ni is due to the reaction between the Mg-matrix and NiGd. Interestingly, no LPSO phase peaks were observed, which were very prominent in the cast alloys, as shown by Liu et al. [15]. The formation of similar stable equilibrium intermetallic phases, along with metastable LPSO, was also reported in Mg–Zn–Y alloys by mechanical milling/alloying and subsequent consolidation by equal channel angular pressing [11,13,16]. In the case of Y-containing alloys, Mg24Y5 [11,13,16], whereas for Gd-containing alloys, Mg3Gd or Mg5Gd were observed after consolidation either by extrusion or ECAP processes [8]. An increase in the holding time during the hot compaction decreased the NiGd phase and increased the volume fractions of these intermetallic phases. The presence/formation of oxide phases was observed after the sintering of mechanically milled or alloyed Mg-powders [11,17]. Several factors influence oxygen contamination, i.e. condition of initial raw materials, milling media, process control agent, milling atmosphere and consolidation parameters [13]. The presence of Gd2O3 and MgO might be due to the oxygen pick up either from the reaction between the Mg and ethanol or due to the very thin oxide layer on the master alloy or during the transfer of the powder from the glove box to the sintering furnace.
Microstructural characterisation
The powder particle morphology after 150 h of milling is shown in Figure 2(a and d). The fracture and welding of powder particles can be seen (Figure 2d), and the average size of the particles is around 7.5 μm (inset of Figure 2a). The white particles, as shown by red arrows in Figure 2(d), depict undissolved and uniformly dispersed sub-micrometre size NiGd particles, supporting the XRD observations (Figure 1a). Figure 2(b) shows the SEM-BSE micrograph of hot compacted (hold time 7 h) and extruded sample. Uniform dispersion of second-phase particles with sizes ranging from nano to sub-micrometre scale was observed. Clusters of second-phase particles were also observed (Blue arrow in Figure 2e). The undissolved NiGd particle reacted with the Mg-matrix and formed these clusters of second phases.
SEM-BSE micrographs of (a) and (d) powder particle morphology after 150 h of milling, (b) and (e) hot compacted for 7 h and extruded sample and (c) and (f) hot compacted for 9 h and extruded sample.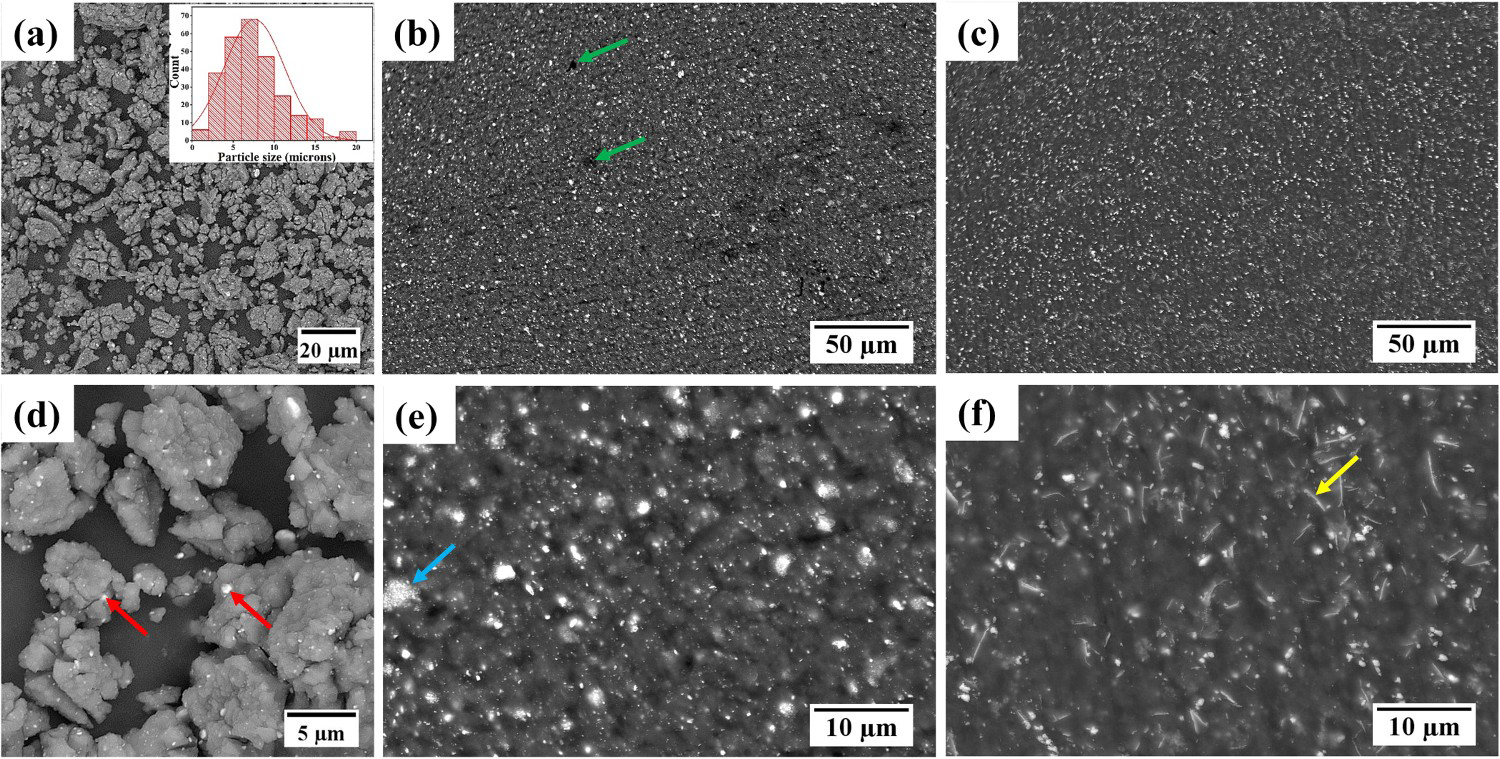
The theoretical density of Mg97.56Ni1.22 Gd1.22 was 1.886 g per cc and the actual density of Mg97.56Ni1.22 Gd1.22 at different holding times of 5, 7, and 9 h and after extrusion was 1.75 g per cc (92.8%), 1.803 g per cc (95.6%) and 1.8511 g per cc (98.5%) respectively. Even though some porosity was observed (green arrow in Figure 2b), the increase in the hot compaction time to 9 h and subsequent extrusion reduced this porosity to a greater extent (Figure 2c). Some of the second phase particle morphology changed from round to plate/needle shape with increased processing time (yellow arrow in Figure 2f). The distribution of elements was observed using SEM-EDS mapping in 7 h hot compacted and extruded sample and shown in Figure 3. The white particles are rich in Gd (Figure 3d), whereas Ni (Figure 3c) is distributed uniformly. Hence, different sizes of Mg5Gd particles and nanometer-scale Mg2Ni particles were present in this sample. The EDS plot of the total area is close to the alloy composition considered in this study (Figure 3f). With an increase in the compaction time, needle-shaped particles were observed (Figure 2f) and they are mostly found to be Mg2(Ni, Gd).
SEM-EDS elemental mapping of hot compaction (7 h) and extrusion alloy: (a) SEM-BSE image, (b) Mg, (c) Ni, (d) Gd and (e) area EDS spectrum.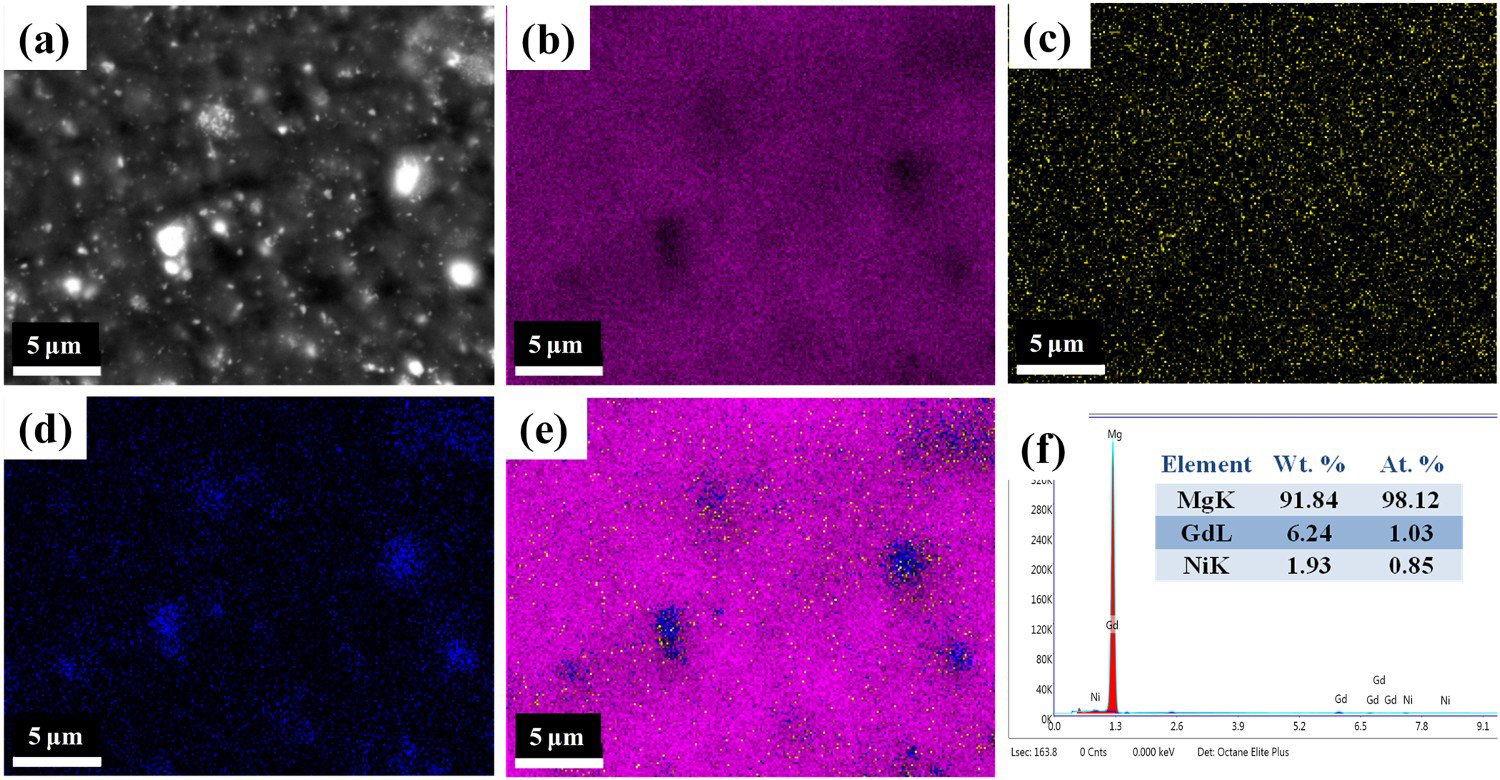
The uniform distribution of fine second-phase particles significantly impacted the grain size, as shown in Figures 4 and 5. Mostly nanoscale grains were observed at low processing times (Figures 4a and d) and with increasing time, grain growth took place (Figures 4c and f). At the maximum processing time, the alloys showed a bimodal microstructure, consisting of fine dynamically recrystallised (DRXed) grains with random orientations and coarse hot-worked grains parallel to the extrusion direction. Most of the grains are in the sub-micrometre range but occasionally, grains having 1 μm size (Figure 5) can be observed, indicating that the second phase particles are very effective in pinning the grain boundaries and resisting the grain growth. The second phase particles were not only observed at the grain boundaries but also inside the bigger grains (Figures 4f and 5b).
TEM – bright and dark field images of samples hot compacted for different times (i.e. 5, 7 and 9 hrs.) and extruded samples: (a) 5, (b) 7 and (c) 9 h. TEM images of 9 h hot compacted and subsequently extruded sample: (a) bright-field image, (b) dark-field image of the corresponding region, (c) high magnification image showing the MgO particles and (d) needle-shaped particle formation at the edges and faces of cuboid particles.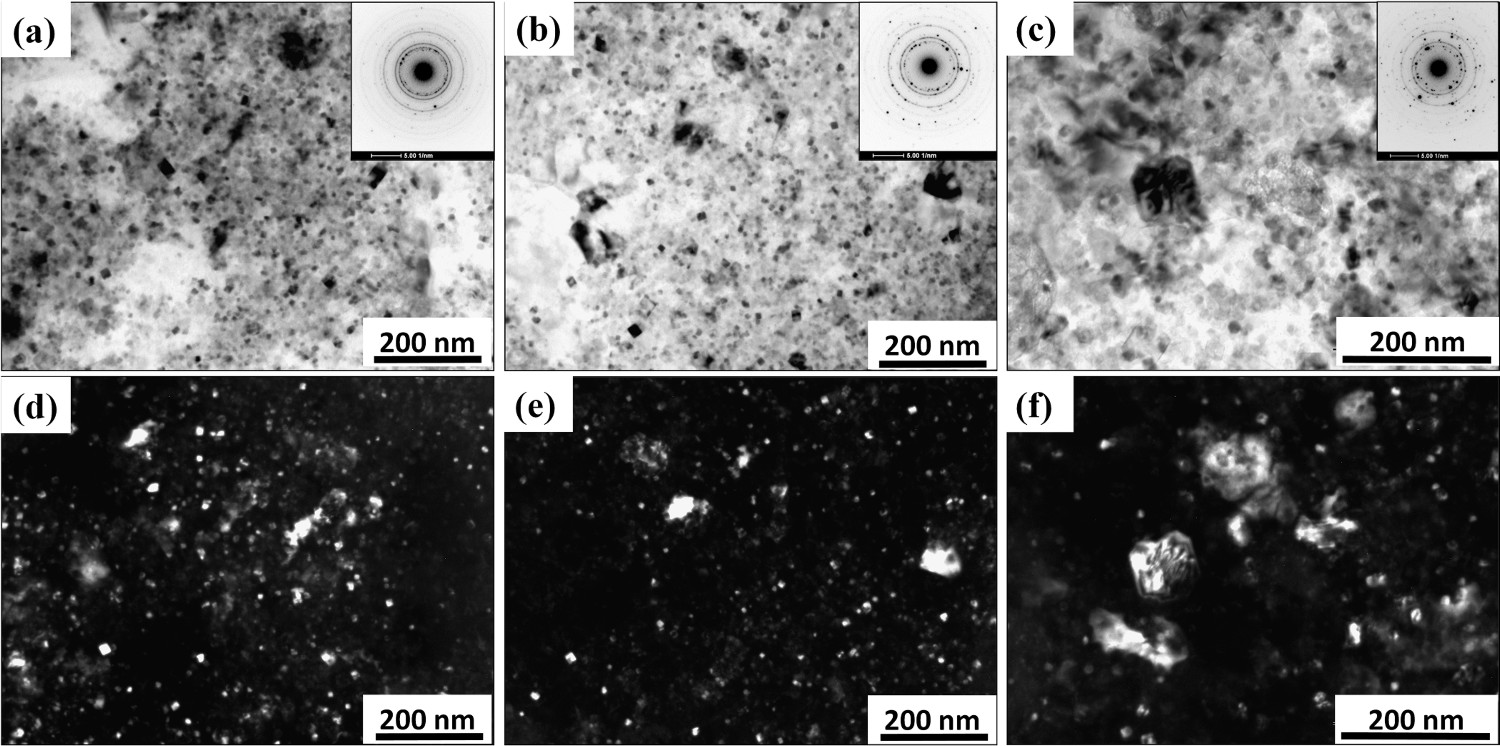
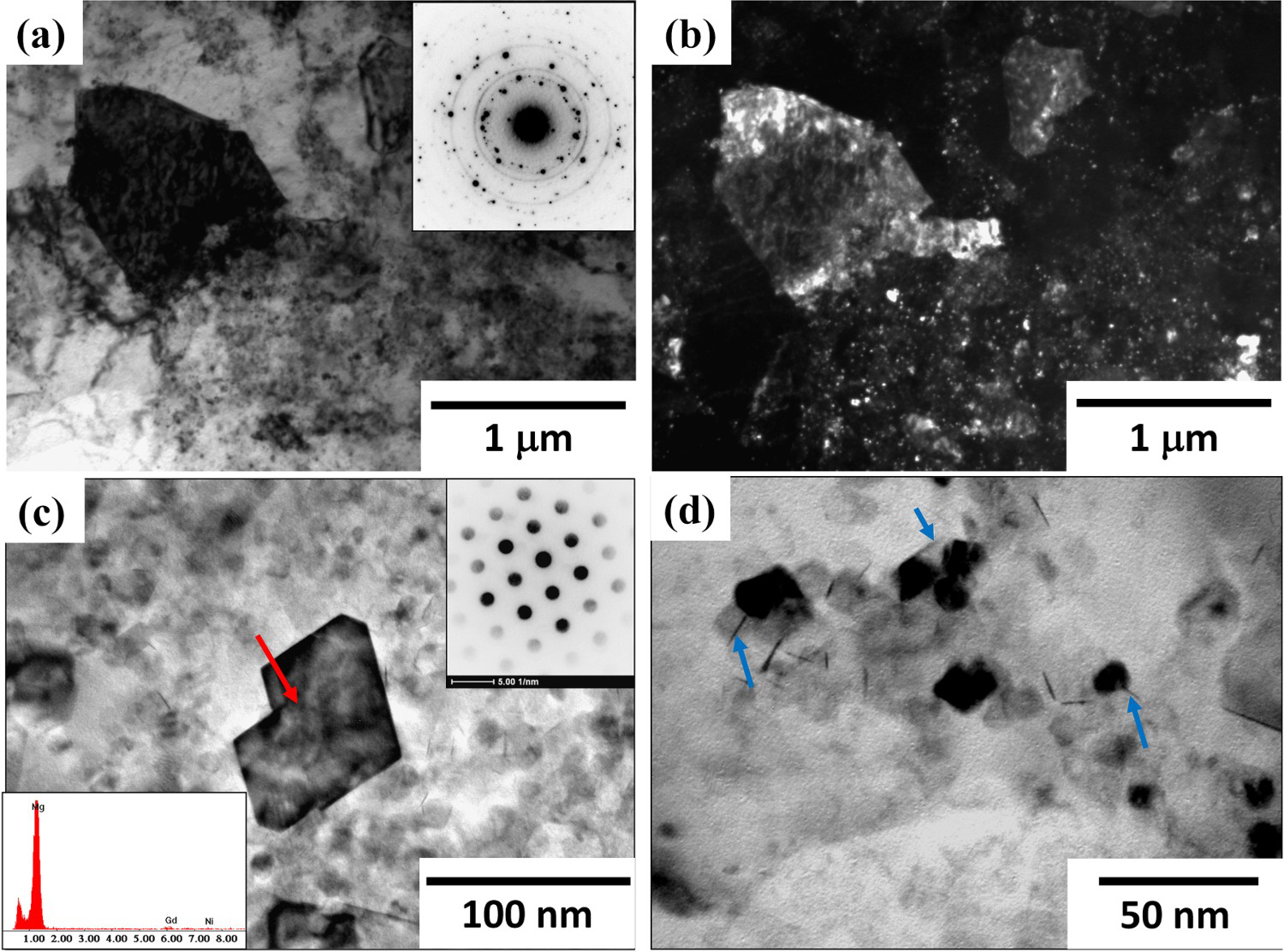
Three types of particles were observed: cuboid particles (5–20 nm), needle-shaped particles and bigger cuboid particles. Figure 5(c) shows the BF image, micro-diffraction ([011] zone axis) and EDS analysis of nano cuboid particle. The particle has an FCC structure with an average lattice parameter of 0.43 nm and contains some Gd in it. Hence, it can be concluded that the particles are MgO with some Gd in them, consistent with the XRD (Figure 1c). One edge of the needle-shaped particles was found to be very close to the edge of the cuboid particles (Figure 5d), indicating that the cuboid particles act as preferential nucleating sites.
The formation of MgO and its effect on matrix grain growth has been studied by several authors [11,17–19]. Since Mg is highly reactive, especially at the nano scale, traces of oxygen during the milling or subsequent consolidation lead to MgO formation [13]. MgO was found to effectively pin grain boundaries and increase the activation energy barrier, thereby reducing its growth. Wang et al. [18] studied the hot-pressed AZ31 alloy after mechanical milling of the powder in a hydrogen atmosphere. Even after exposing the alloy to 400°C for 600 min, the matrix grains grew only from 65 to 165 nm. The presence of other nano-oxides or nano intermetallic phases along with MgO was found to further increase the grain growth resistance [11,17]. The RE elements and transition metals have low diffusivity in Mg, and they act as effective grain growth pinning agents [20]. Hence, the current results concur with the reported data that the presence and uniform distribution of MgO, Gd2O3, Mg5Gd and Mg2Ni lead to an increased grain growth resistance.
Compression test
Compressive stress–strain curves of different alloys tested at room temperature are shown in Figure 6. High yield strength of 804 MPa with small plasticity was observed for the alloy with a short processing time, which might be due to the presence of nanocrystalline Mg-grain size (50 nm), uniformly dispersed nano secondary intermetallic phases (10–20 nm) and nanooxide particles. With increasing the processing time, the growth of several grains was observed. Owing to the Zener pinning effect by the nano-intermetallic particles and oxide particles at the grain boundaries, the growth was sluggish and only a small volume fraction of ultra-fine grains (100 nm) was observed. This has led to a decrease in the yield strength of the material to 730 MPa but increased the plasticity of the material slightly. A slight strain hardening behaviour could be observed due to the presence of nano-secondary particles inside the ultra-fine grains (Figure 4e). The yield strength was further dropped to 575 MPa with the highest processing times, where a bimodal grain size distribution was observed, i.e. large grains having nearly 1 μm, ultrafine grains (250–500 nm) and uniform dispersion of various sized particles. Even though yield strength decreased, plasticity increased significantly and exhibited a strain hardening behaviour. The strength of the material depends upon various microstructural features such as grain size, size, shape and distribution of second-phase particles and other defects [5,19,21–25]. The second phases which are stable and resistant to coarsening at the processing temperatures are paramount for operations involving high temperatures [26,3,8,13]. The secondary phases containing transition elements and/or rare earth elements and oxide particles were found to be better suited for this purpose [27,8,3,26,28,13].
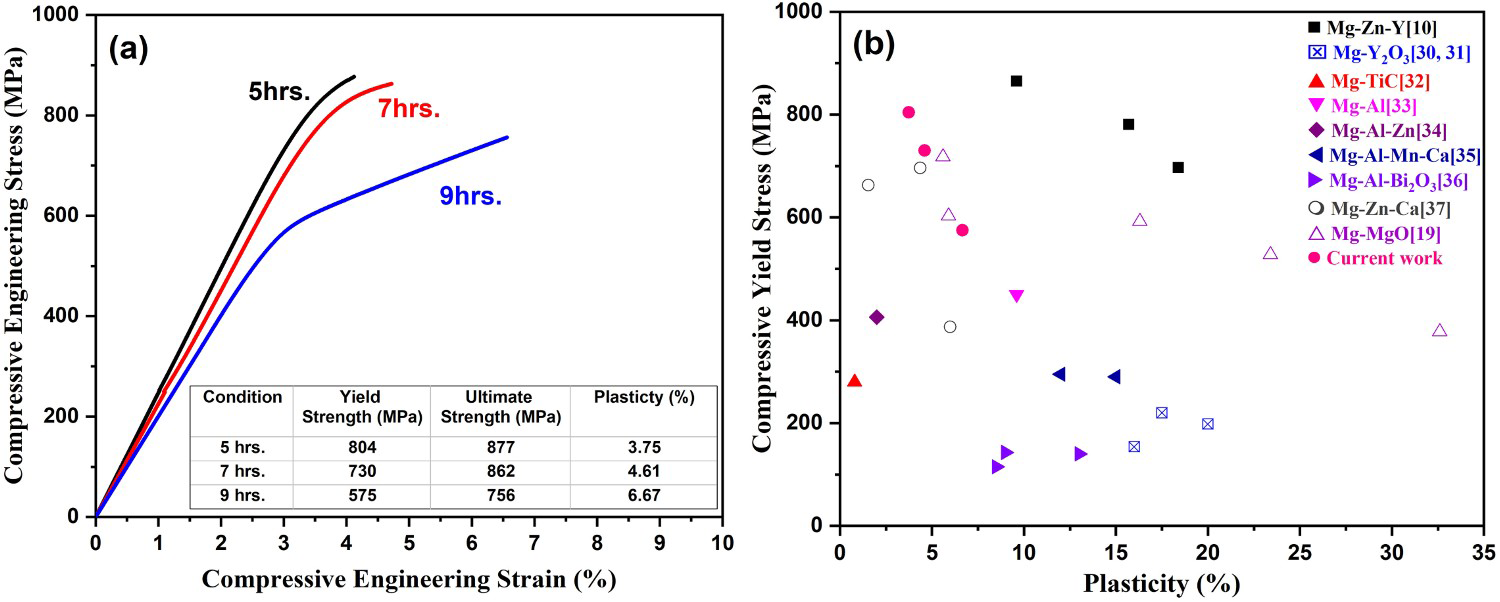
Zhang et al. [17] observed a yield strength of 382 MPa with 15% plasticity for the ZK60 alloy fabricated through powder metallurgy and extrusion, having a grain size of 0.45 mm with fine dispersion of nano-MgO particles and MgZn2 phases. The enhanced strength was attributed to resistance to dislocation motion by more boundaries (ultra-fine grain size), Orowan strengthening due to dispersion of MgO particles in the matrix and coefficient of thermal mismatch between nano-magnesia and matrix. Matsuda et al. produced Mg97Zn1Y2 (at.-%) alloy using mechanical alloying and extrusion process and found a high compressive yield strength of 616 MPa with 4.2% plastic strain values. The average grain size of 200 nm and uniform, dense dispersion of MgO and Y2O3 particles were responsible for the highest strength levels [11]. It was noted that LPSO phase formation was not observed during this process, whereas the same composition shows a pronounced metastable LPSO phase in the casting process [6]. Recently, an ultra-strong Mg85Zn6Y9 (at.-%) alloy having 865 MPa as the strength was prepared by high-energy ball milling for a short duration, subsequent consolidation by spark plasma sintering (400°C) and extrusion (500°C) processes. The microstructure of this alloy was found to contain a heterogeneous mixture of ultra-fine grain LPSO-containing matrix, micrometre-scale LPSO phase and uniformly dispersed coherent Y–O–Si nanoparticles. It was postulated that all the strengthening mechanisms, i.e. Hall–Petch strengthening due to UFG, dispersion strengthening due to micrometre-scale LPSO phase and Orowan strengthening due to the nano dispersoids were responsible for the observed strength values [10]. The effect of nano-dispersed MgO in the Mg matrix was studied by Cai et al. by varying the MgO contents [19]. High compressive yield strength of 688 MPa was achieved only after adding 20 vol.-% MgO and performing the consolidation at a high pressure of 6 GPa and 500°C.
In all the studies, it was observed that the grain growth was sluggish, so a high temperature had to be applied to achieve a good-density material. The reason behind sluggish grain growth was found to be the presence of MgO particles at the grain boundaries, thereby pinning the grain boundaries. Bimodal grain size distribution was found to give the best results, albeit with lower strength and good plasticity. Xu et al. fabricated Ultra-Strong and Ductile Mg–Gd–Y–Zn–Zr alloy with bimodal microstructure with 466 MPa tensile yield strength and 14% plasticity processed by hot extrusion and artificial aging [37]. High ductility was found to be due to the presence of dynamically recrystallised grains and an increase in the dislocation density due to the interactions between the dislocations and precipitates on basal and prismatic planes.
Conclusion
A novel Mg–Ni–Gd alloy with a high strength was developed through a powder metallurgy process and the following main conclusions can be drawn:
Fine crystallite size of 47 nm is achieved after 150 h of milling, along with solid solution formation indicated by the shift in the magnesium peaks and change in lattice parameters. Hot compaction and extrusion processes gave way to second-phase particles like Mg5Gd, Mg2Ni, Gd2O3 and MgO that are stable and heat resistant to coarsening. Even after prolonged exposure to high sintering and extrusion temperatures, the grain sizes were still ultra-fine, attributed to the grain boundary pinning by secondary particles, especially MgO particles. The maximum compression yield strength of 804 MPa was achieved for the 5 h hot compacted sample due to the grain refinement and dispersion strengthening. The strength dropped to 730 and 575 MPa for 7 and 9 h of compaction exposure, respectively, but the plasticity increased, which can be attributed to the bimodal grains structure. Second-phase particles and thermally stable oxide particles at the grain boundaries helped effectively pin the grain boundaries and restrict grain growth. The dispersoids were uniformly distributed and acted as barriers for dislocation movement leading to Orowan strengthening.
Footnotes
Acknowledgements
The authors would like to acknowledge the financial support from the Science and Engineering Research Board (SERB), Department of Science and Technology, Government of India (File No: YSS/2015/001609). The authors appreciate the support of the Department of Metallurgical and Materials Engineering, NIT Warangal.
Disclosure statement
No potential conflict of interest was reported by the author(s).