
Abstract
The aim of the present paper was to compare the evolution of Ni–Ti intermetallics in two non-conventional production techniques for the synthesis of NiTi shape memory alloy. Short term ultrahigh energy mechanical alloying is proposed to be able to describe the early stages of the milling process, which was not described in the literature previously, and to obtain intermetallics in shorter process durations. The reactive sintering using high heating rate (>300°C min− 1) is a process designed to suppress the formation of secondary intermetallics and to reduce the porosity of the product. The same phases’ formation sequence was determined for both processes. The detrimental Ti2Ni phase forms preferentially, and therefore, its presence cannot be avoided in any of the investigated techniques.
Introduction
Ni–Ti alloy in approximately equimolar proportions is the most widely known shape memory alloy. Shape memory effect in this alloy is connected with the transformation between high temperature cubic austenite (B2 structure) and low temperature monoclinic martensite (B19′ structure).1,2 For the practical application of these alloys, superelasticity is very important. This phenomenon occurs when the NiTi alloy is deformed slightly above the martensite → austenite transformation temperature. Deformation induces the formation of the martensite phase, which is continuously transformed to austenite during unloading. Owing to this phenomenon, this alloy behaves like enormously elastic material.1–4 Also, due to its exceptional properties, the NiTi alloy is applied in both medical (dental implants, stents, scaffolds)5–7 and technical applications (actuators, robotics, etc.).8–14
The transformation temperatures in NiTi alloy as well as its mechanical properties depend greatly on the amount of impurities. The impurities in the NiTi alloy can also be present in the form of inclusions, such as TiN of TiC, that arise during the metallurgical processing. 15 As usual for metallic materials, mechanical properties are also strongly influenced by the grain size.
The most commonly applied techniques in industrial production of nitinol alloy are melting metallurgy processes—vacuum induction melting (VIM) 16 and vacuum arc remelting (VAR). 17 In VIM of Ti containing alloys, there is a serious danger of a strong contamination of the melt due to high reactivity of molten titanium. 18 The VAR technique enables to prepare alloys with higher purity, but the problem is homogeneity. To obtain sufficiently homogenous product, the VAR process has to be repeated even more than four times. 18
Among these methods, powder metallurgy processes have been developed as the alternative production route for NiTi. There are several works over the decades, dealing with the production of nitinol from prealloyed powder by hot isostatic pressing (HIP) 18 or metal injection moulding.19,20 Additive manufacturing by selective laser melting of prealloyed NiTi powders was also already tested and applied.21,22
A simple non-conventional powder metallurgy production technology is reactive sintering. In general, reactive sintering is a densification process, where initial components in powder form are transformed to a compact product via thermally activated chemical reactions. 23 These reactions are usually exothermic when intermetallics are formed. The route from powders to the compact usually concerns powder blending, cold pressing and sintering.23,24 In this process, the compressed mixture of elemental nickel and titanium powders is transformed to the NiTi intermetallic phase by thermally activated exothermic reaction. When pure metallic powders are applied and the process is carried out in vacuum or protective atmosphere to prevent oxidation, this technique enables to yield high purity materials. In the case of NiTi alloy, the specific method for reaction synthesis had been patented already in 1988. 25 The process consisted of two steps: heating at the temperature between 580 and 650°C in high vacuum and subsequent heating to 830–900°C for 10–240 min. In this patent application, the utilisation of fine grained powders was claimed (Ni < 2.2 μm and Ti < 55 μm). This process was proposed to minimise the oxygen content in the material and to achieve homogeneous composition of the product. 25 Currently, reaction synthesis processes are usually considered as the production route of porous NiTi alloy.26–28 This reaction can be initiated by heating the whole reaction mixture (thermal explosion mode) or by ignition of one side of the compressed powder by a localised source of heat, e.g. filament, spark discharge or laser (ignition mode). In the case of thermal explosion SHS synthesis of NiTi alloy, the following mechanism is proposed in the literature: During heating to 900°C, the slow formation of three intermetallics (Ti2Ni, NiTi and Ni3Ti) proceeds together with the transformation of α-Ti to β-Ti.29,30 Ti2Ni arises already at 500°C, being followed by the NiTi and Ni3Ti phases. 31 After that, the β-Ti rapidly saturates with nickel. 32 The amount of the β-Ti can quickly decrease when fine nickel particles are utilised. 32 When temperature exceeds 942°C, liquid phase is formed from the solid solution of nickel in β-Ti by eutectic transformation and it ignites the SHS reaction. 32 Coarse pores formed by SHS are attributed to local melting that causes the coalescence of residual pores from compression and pores formed by Kirkendall effect due to unbalanced diffusivities of nickel and titanium.33,34 The formation of Ni3Ti phase during reactive sintering also contributes to the pore formation. 31 The effect of particle size of nickel was investigated by Whitney et al. 29 and Corbin and Cluff, 32 and it was found that the use of finer particles causes lower amounts of residual nickel and also undesirable Ni3Ti. During heating over the eutectic temperature (942°C) and peritectic temperature (984°C), these phases completely disappear by forming the NiTi phase. 29 It was also concluded that Ti2Ni phase probably forms preferentially during slow heating to the reactive sintering temperature. 31 This phase is very stable, and it is almost impossible to remove it even by further heat treatment. 33 The Ti2Ni phase can be dissolved by specific thermomechanical treatment (solution annealing under loading). 34
Our previous experiments on other alloy systems revealed that rapid heating can increase the homogeneity of the product, reduce the porosity, and decrease or even eliminate the formation of transient phases.24,35,36 By rapid heating, it is possible to suppress diffusion before the initiation of the SHS reaction. In the case of NiTi, this trick could possibly reduce the amount of undesirable Ti2Ni phase formed by diffusion mechanism, as well as to reduce the porosity associated with the Kirkendall effect and diffusional formation of Ni3Ti phase.
Mechanical alloying is one of the techniques used for the production of nanostructured powders. 37 Mechanical alloying is in fact high energy ball milling. In this process, high kinetic energy of balls causes the following phenomena: crushing of particles leading to the reduction of the particle size; local mechanical joining and welding of particles by plastic deformation, friction forces and diffusion; structure refinement due to enormous plastic deformation; and formation of solid solutions and chemical compounds (intermetallics). 37 In the case of Ni–Ti system, there are several papers dealing with mechanical alloying production of NiTi phase,38–40 subsequent annealing of the material 39 and preparation of NiTi–Al2O3 composite. 41 All of these papers conclude that NiTi phase is formed directly from nickel and titanium without any transient phase. However, the applied process durations were 3–96 h, while shorter process times were not tested. Most of the papers refer about the formation of NiTi with B2 structure (austenite),38–40 while the long process duration as 96 h results in the mixture of B2 (austenite) and B19′ (martensite) structures. 40 In the case of NiTi–Al2O3, the addition of alumina transforms NiTi to B19′. 41 It was explained by the increase of the strain in the matrix during mechanical alloying. In our previous work, 37 we developed the ultrahigh energy mechanical alloying process, which enables to obtain intermetallics from metallic powders already in the time < 120 min. Our process uses high ball/powder ratio (over 50:1) and high rotational velocity (at least 400 rev min− 1). No lubrication medium is added in our technology in order to maximise the friction forces between the balls, powder and wall of the milling vessel. 37
Spark plasma sintering (SPS) is the modern compaction method that uses uniaxial pressing accompanied by passage of the electric current through the sample. Even though this method for rapid consolidation of the powders was invented already in 1980s, the mechanism was not fully described yet. It is believed that the rapid heating of the sample is caused by Joule heat accompanying the passage of high electric current and the electric discharges (spark or plasma) between particles. 42 The creation of plasma was indirectly confirmed by some researchers by the observation of the structure of sintered materials.43,44 The SPS method is highly suitable for the compaction of nanocrystalline materials and phases with lower thermal stability due to high sintering rate. 37
This paper aims to compare the evolution of Ni–Ti intermetallics in two non-conventional powder metallurgy processes: (i) reactive sintering with high heating rate aiming to minimize the amount of undesirable Ti2Ni phase and to lower the porosity, and (ii) short time ultrahigh energy mechanical alloying, applied in order to reveal the initial stadii of the mechanical alloying process, combined with SPS consolidation.
Experimental
In the first step, the reactive sintering process was studied. The chemical composition of the alloy was 50 at- Ni and 50 at- Ti. Experimental material was prepared by blending of nickel powder (particle size < 10 μm, >99.8 purity, supplied by Merck) and titanium powder (particle size < 100 μm, >99.5 purity, supplied by PENTA). Green bodies of the cylindrical shape of 12 mm in diameter and ∼10 mm in height were prepared by uniaxial cold pressing of the powder blends under a pressure of 320 MPa using LabTest 5.250SP1-VM universal loading machine. Reactive sintering was carried out in evacuated silica ampoules at the temperature of 900°C. The process duration was 20 min, and heating rates of 20°C min− 1 and >300°C min− 1 were applied. The low heating rate was achieved by heating in electric resistance furnace, while high heating rate was reached by placing the sample to the preheated furnace. Investigation of the thermal effects at high heating rates was carried out by rapid heating of the sample in the preheated electric resistance furnace and simultaneous recording of the temperature profile by optical pyrometer (Optris OPTP20-2M).
In the second step, NiTi alloy was prepared by mechanical alloying and subsequent SPS compaction. Mechanical alloying was carried out in planetary ball mill (Retsch PM 100 CM) under the following conditions: milling duration, 15–360 min; change of rotation direction each 15 min; rotation speed, 400 rev min− 1; atmosphere, argon; powder batch, 5 g; ball/powder weight ratio, ∼70:1.
The powder mixtures for milling contained 50 at- Ni and 50 at- Ti. Powder prepared under selected conditions (milling duration of 120 min, 400 rev min− 1, ball/powder ratio of 70:1) was compacted by SPS method in the Institute of Plasma Physics ASCR. Compaction was carried out using Thermal Technology SPS 10-4 device by the pressure of 70 MPa for 5 min at various process temperatures with a heating rate of 300°C min− 1.
The microstructure of prepared materials was examined by Olympus PME3 light microscope. Before the microstructure observation, samples were mechanically ground, polished and etched using modified Kroll's reagent (10 mL HF, 40 mL HNO3 and 50 H2O). Image analysis was carried out by means of ImageJ software in order to determine the product porosity. Phase composition of prepared powders and compact samples was determined by X-ray diffraction (XRD) analysis using PANalytical X'Pert Pro diffractometer (Cu Kα radiation with the wavelength of 1.54060Å) in order to identify the phase composition. The XRD patterns were evaluated using PANalytical HighScore software with the PDF-2 database. Quantitative analysis of the XRD patterns was carried out by means of the Rietweld refinement. Metallographic samples were prepared from selected powders. The microstructure of powder samples was studied after etching by modified Kroll's reagent (10 mL HNO3, 5 mL HF, 85 mL H2O). Individual phases in powders were identified on metallographic samples by chemical microanalysis using Tescan VEGA 3 LMU scanning electron microscope equipped with Oxford Instruments X-max 20 mm2 SDD EDS analyser.
Results and discussion
Reactive sintering
The first investigated technique was reactive sintering with very high heating rate (>300°C min− 1). Previously published papers usually applied lower heating rates and therefore resulted in the formation of heterogeneous materials containing a series of Ni–Ti phases, as well as unreacted nickel and titanium. Figure 1 displays the dependence of the microstructure on the heating rate to the reactive sintering temperature. The initiation temperature was 900°C. The powder mixture was held at the reaction temperature for 20 min. Material obtained by heating with the rate of 20°C min− 1 (Fig. 1a) is highly porous (35 vol.-), being composed of a mixture of Ni–Ti intermetallics (Ni3Ti, Ti2Ni, NiTi) and unreacted nickel and titanium (Fig. 2 and Table 1). The porosity is slightly higher than the one of the green body (∼20 vol.-). This phenomenon can be attributed to the lattice changes connected with the formation of intermetallics and Kirkendall phenomenon, as already described.29–31 In the case of low heating rate, the reaction of nickel with titanium is probably diffusion controlled. Formed interlayers of intermetallics act as a barrier against further diffusion. It inhibits the reactions, causes the presence of unreacted initial metals and increases the porosity due to poor powders’ interconnection. It has been proved previously by in situ XRD and model samples in Fe–Al system. 35 Indirect proof of this behaviour was done by Novák et al., 31 where the formation of Ni–Ti intermetallics was studied in the temperature interval of 500–650°C and high process durations.
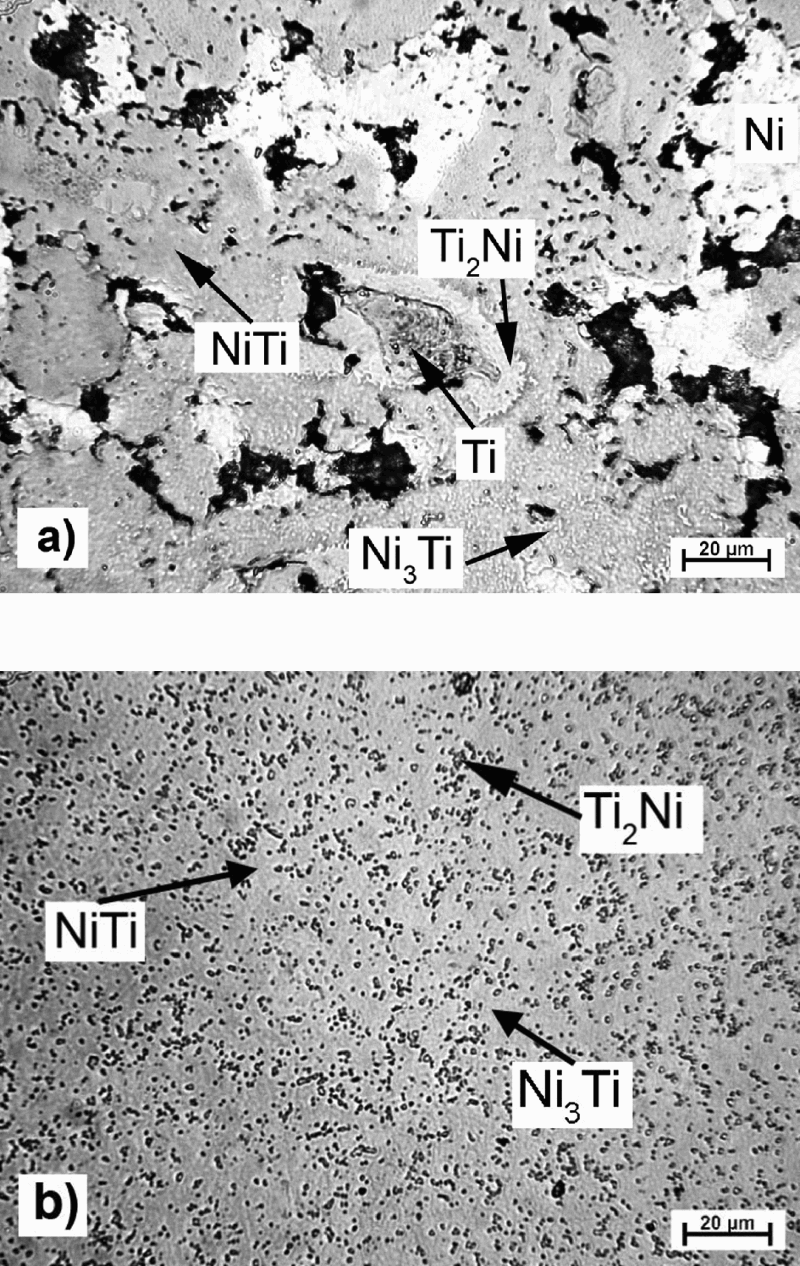
Microstructure of NiTi50 (in at-) alloy prepared by reactive sintering at 900°C for 20 min with heating rate of a 20°C min− 1 and b >300°C min− 1
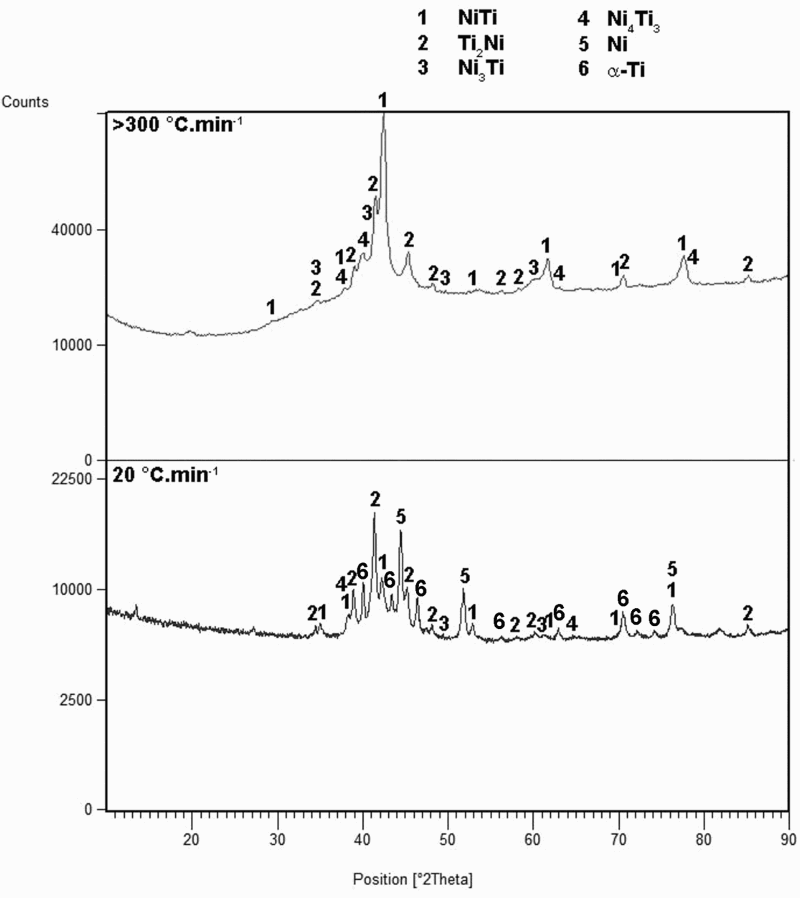
XRD patterns of NiTi50 (in at-) alloy prepared by reactive sintering at 900°C for 20 min with heating rates of 20°C min− 1 and >300°C min− 1
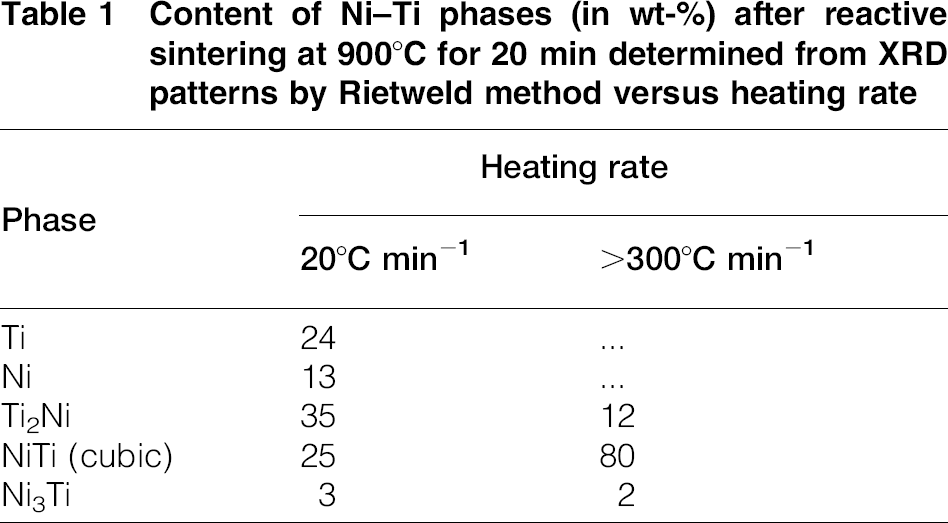
Content of Ni–Ti phases (in wt-) after reactive sintering at 900°C for 20 min determined from XRD patterns by Rietweld method versus heating rate
The increase of the heating rate to >300°C min− 1 (achieved by placing the sample to the preheated furnace) leads to the production of the material with ∼5 vol.- of pores (Fig. 1b). The appearance of the sample indicates that the sample was melted during the reactive sintering process initiated at 900°C with high heating rate (Fig. 3), in contrast to the sample obtained using lower heating rate (20°C min− 1). Melting of the sample is a probable reason for the porosity reduction. At the first sight, this result is in a disagreement with the results of Whitney et al.,29,30 which report on partial melting of the sample at 942°C before the initiation of the SHS reaction. The reasons for this difference are discussed below in connection with the thermal analysis. The sample obtained by the application of high heating rate is composed of NiTi and Ti2Ni with small admixture of Ni3Ti phase (Figs. 1b and 2 and Table 1).
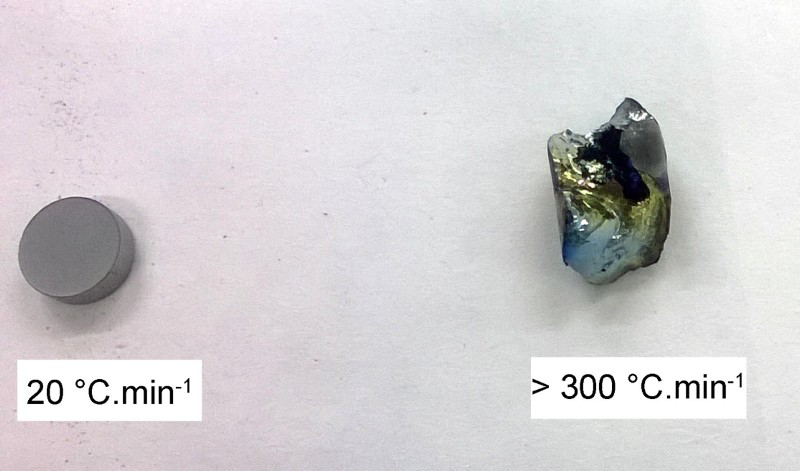
Samples prepared by reactive sintering at 900°C for 20 min with heating rates of 20°C min− 1 (left) and >300°C min− 1 (right)
In our previous work, DTA of Ni–Ti green body 31 revealed two significant exothermic peaks (Fig. 4) when the heating rates of 10–30°C min− 1 were applied. With increasing heating rate, the second peak becomes more intensive, and at 30°C min− 1, the first peak is nearly negligible. The positions of the exothermic peaks move to higher temperatures with the increasing heating rate. The maximum of the first peak is observed at 471 and 504°C at 10 and 30°C min− 1 respectively. The second peak has the maxima at 632°C at 10°C min− 1 and at 669°C at 30°C min− 1. 31 XRD analysis of the samples annealed at the temperatures close to the maxima of the exothermal peaks (500 and 650°C) revealed that the first peak is associated with the formation of Ti2Ni phase, while the second one is related to the reaction of Ti2Ni phase with nickel, producing NiTi phase (austenite structure). This phase reacts with nickel, giving rise to Ni3Ti compound. 31
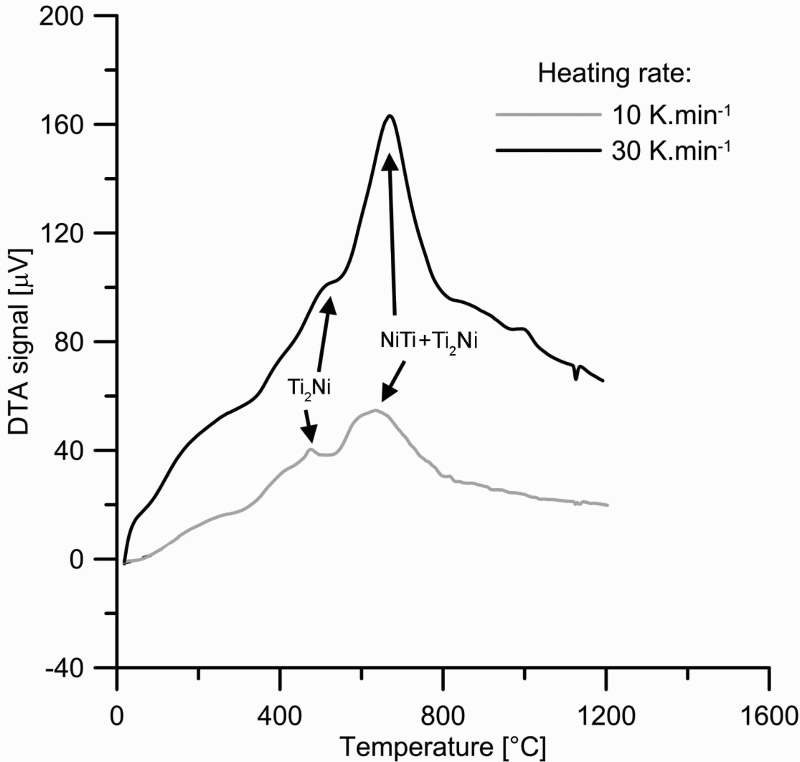
DTA heating curves of Ni–Ti powder mixture in dependence on heating rate, according to Novák et al. 31
Since our research revealed that extremely high heating rates are required for reactive sintering of Ni–Ti alloy, the thermal analysis has to be also carried out with the heating rate of at least 300°C min− 1. However, such analysis is impossible using DTA due to the limitations of the analytical devices. For this reason, the thermal analysis was carried out by means of the pyrometer on the sample placed in hot furnace. This analysis revealed two strong exothermic peaks and one weak thermal effect before them (Fig. 5). Those exothermic reactions are initiated at ∼890°C. The reactions then generate high energy, which heats the sample up to 1600°C, which is above the melting temperature of NiTi phase. 45 The shift of the initiation temperature is probably associated with the limited diffusion during the enormous temperature increase. Therefore, the diffusional formation of Ni–Ti phases at the temperatures of 500–650°C, reported by Novák et al., 31 is suppressed. Owing to this change, the ‘envelopes’ of Ti2Ni, NiTi and Ti3Ti phases do not form around titanium and nickel particles, and therefore, the SHS reaction is initiated directly between nickel and titanium particles. This is the reason why the exothermal reactions between 500 and 650°C were not observed and why the SHS reaction could be initiated at slightly lower temperature than in Refs. 29 and 30.
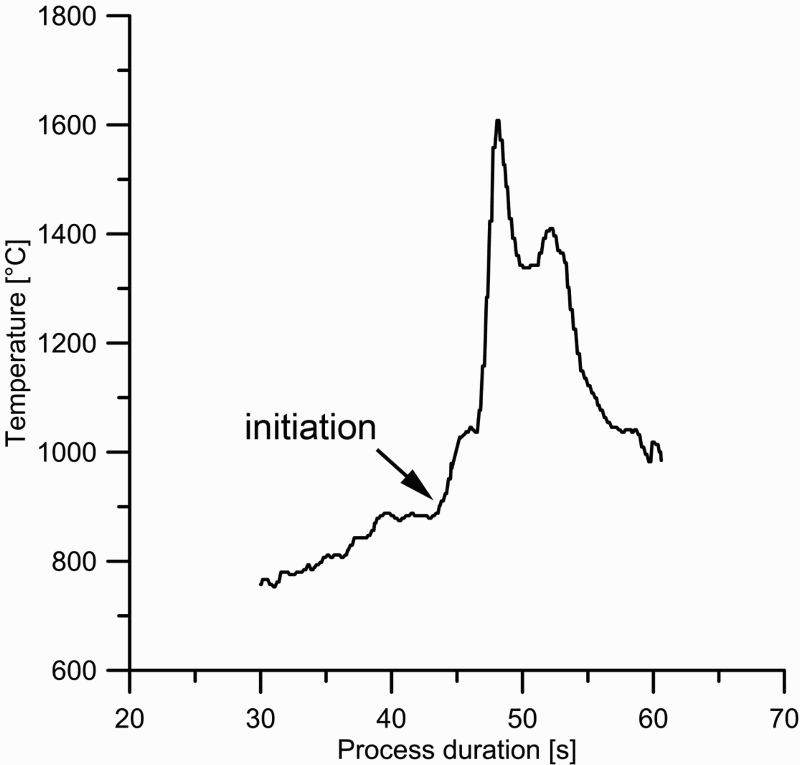
Temperature profile of Ni+Ti reactions with heating rate of ∼300°C min− 1 (recorded by optical pyrometer)
The fact that Ni–Ti intermetallics do not form below ∼890°C, when high heating rate is applied, was confirmed by reactive sintering at 800°C for 20 min with the heating rate of >300°C min− 1. The sample produced under these conditions contains only nickel and titanium (Figs. 6 and 7).
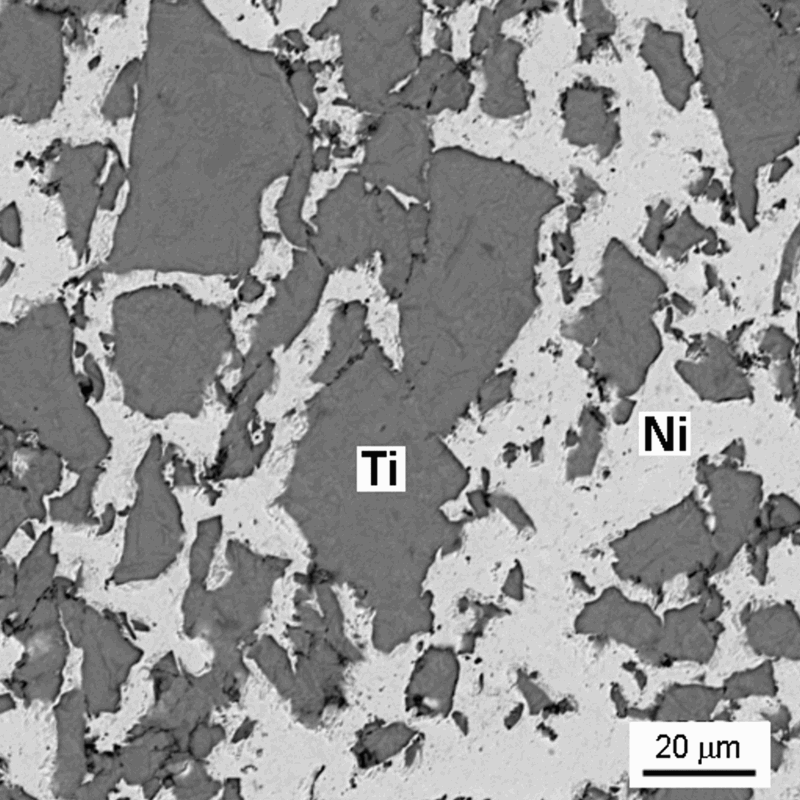
Microstructure of NiTi50 (in at-) alloy prepared by reactive sintering at 800°C for 20 min with heating rate of >300°C min− 1 (SEM-BSE)
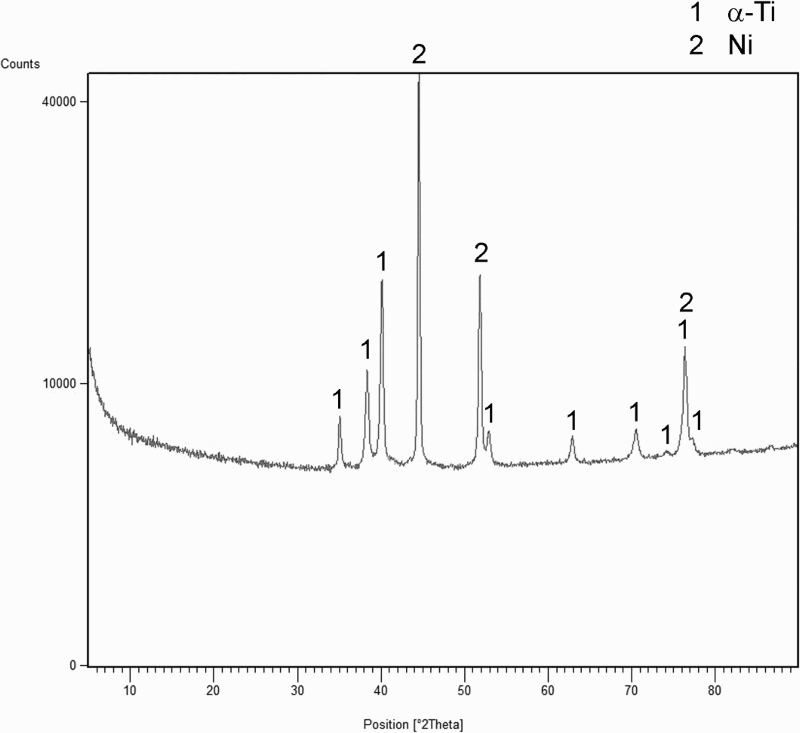
XRD pattern of NiTi50 (in at-) alloy prepared by reactive sintering at 800°C for 20 min with heating rate of >300°C min− 1
Mechanical alloying and SPS
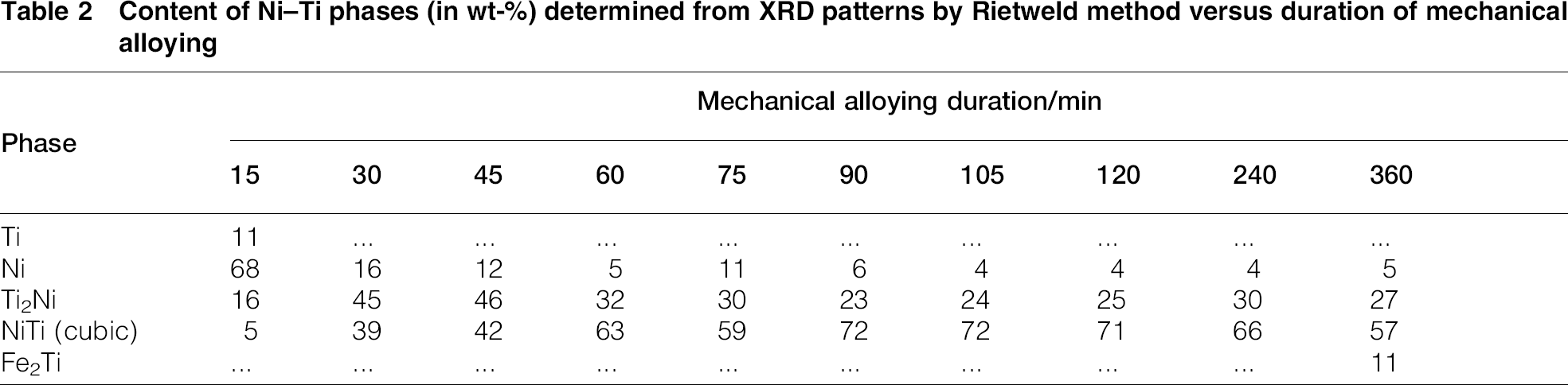
The dependence of phase composition of powders obtained by mechanical alloying on process duration is presented in Fig. 8 and Table 2.During this experiment, constant rotational velocity of 400 rev min− 1 and ball/powder ratio of 70:1 were applied. After 15 min of mechanical alloying, small amount of Ti2Ni phase was formed. In addition to this phase, the obtained powder contained only unreacted initial powders of nickel and titanium. After prolongation of the mechanical alloying process to 30–60 min, the Ti2Ni phase still dominated the phase composition and NiTi phase arose in the XRD patterns. Residual nickel is still present in the powder mixture. Mechanical alloying for 120 min produced powder composed of NiTi (austenite structure) and Ti2Ni phases (Fig. 8 and Table 2), as well as the reactive sintering at 900°C or more with high heating rate (Table 1 and Fig. 1b). When prolonging the mechanical alloying to 360 min, the Ti2Ni still remains in the powder mixture and new Fe2Ti phase arises as a result of the contamination by milling in iron based vessel (Table 2). Therefore, long term milling cannot be recommended in this system and experimental set-up.
XRD patterns of NiTi50 (in at-) alloy powder prepared by mechanical alloying for various milling durations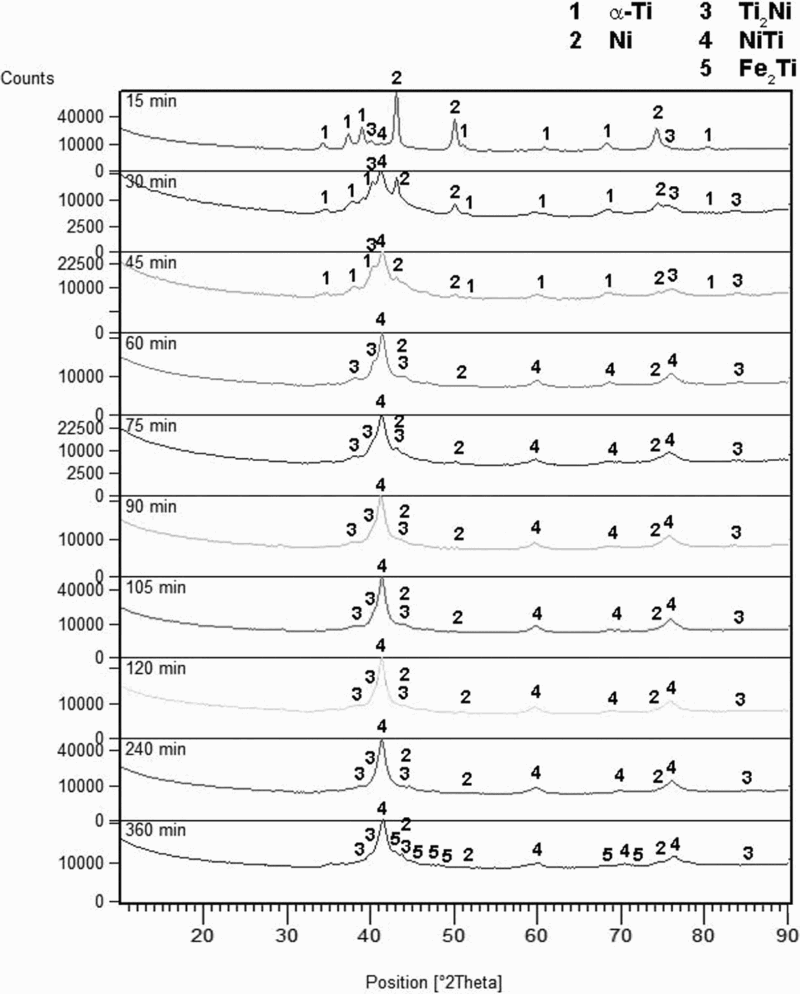
Content of Ni–Ti phases (in wt-) determined from XRD patterns by Rietweld method versus duration of mechanical alloying
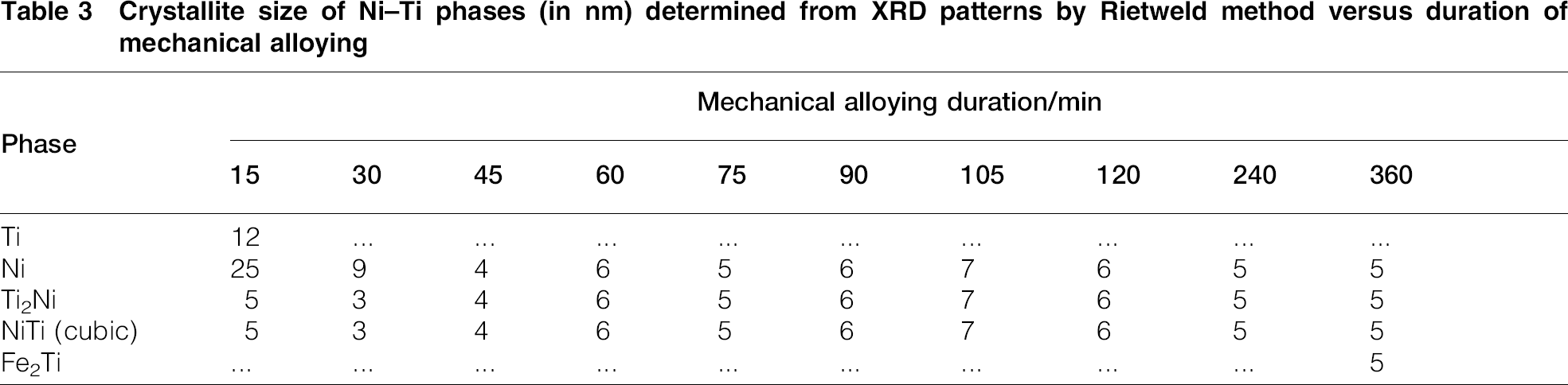
The microstructure of the powder obtained by mechanical alloying for 120 min is displayed in Fig. 9a, being composed of NiTi matrix with dispersed Ti2Ni particles. The crystallite size of all present phases is 4–7 nm according to XRD (Table 3).
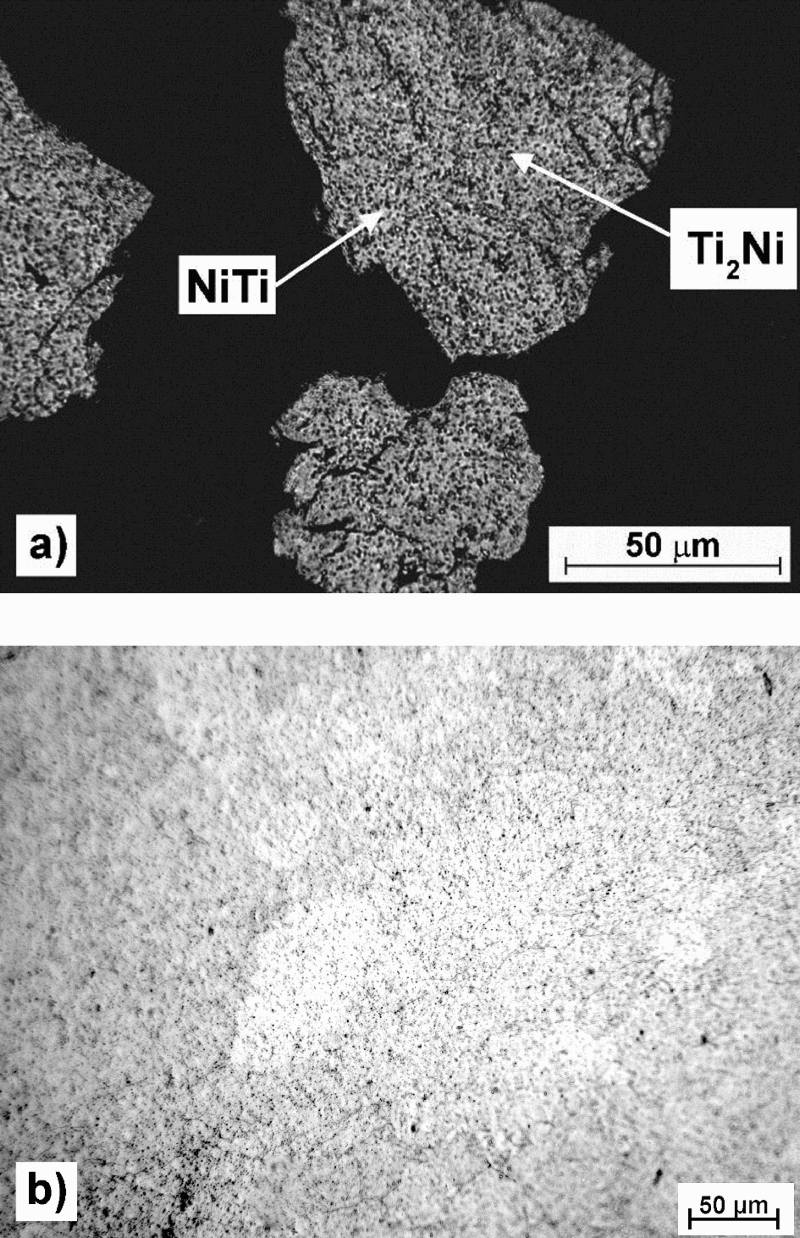
Microstructure of NiTi50 (in at-) alloy powder prepared by a mechanical alloying for 120 min and b mechanical alloying for 120 min and SPS at 900°C with heating rate of 300°C min− 1
Crystallite size of Ni–Ti phases (in nm) determined from XRD patterns by Rietweld method versus duration of mechanical alloying
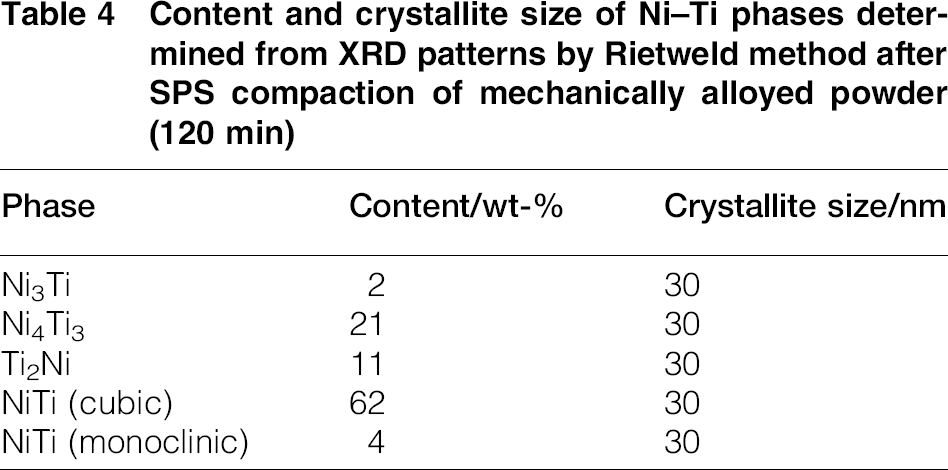
During SPS compaction, the Ni–Ti phases coarsened to ∼30 nm (Table 4). In addition to this effect, new phases arose in the sample: Ni4Ti3 as a result of thermal exposure and compressive stress, 46 Ni3Ti by the reaction of residual nickel with NiTi phase 31 and monoclinic NiTi due to compressive stress during compaction. The product of SPS (Fig. 9b) contains only low amount of pores ( < 1 vol.-)10.
Content and crystallite size of Ni–Ti phases determined from XRD patterns by Rietweld method after SPS compaction of mechanically alloyed powder (120 min)
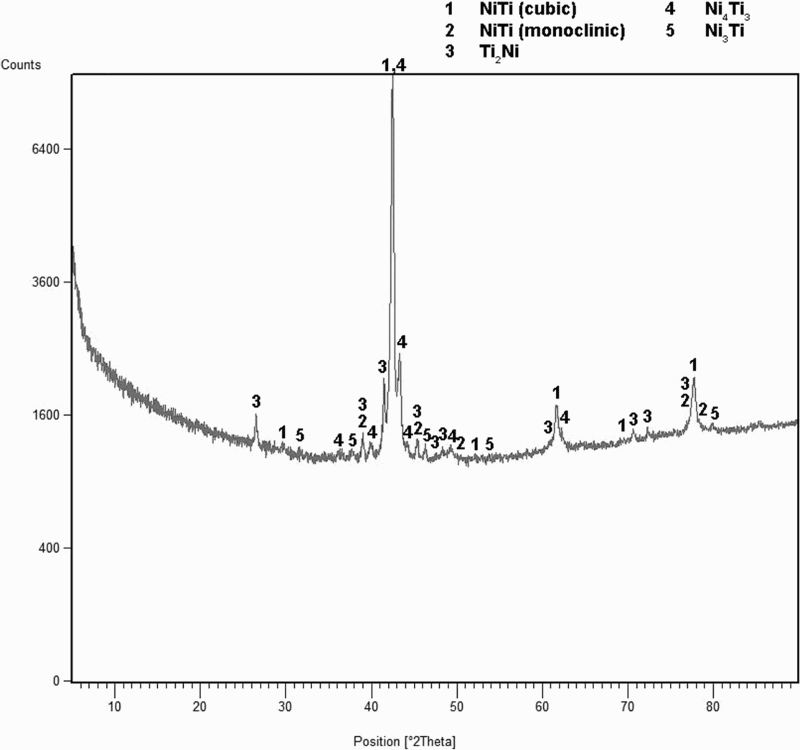
XRD pattern of NiTi50 (in at-) alloy prepared by mechanical alloying for 120 min and SPS at 900°C with heating rate of 300°C min− 1
Conclusions
In this paper, the Ni–Ti phase evolution during reactive sintering with high heating rate and ultrahigh energy short term mechanical alloying was compared. In both these non-conventional techniques, the Ti2Ni phase forms preferentially, being followed by NiTi shape memory phase with austenite (B2) structure. In addition, the product of reactive sintering contains also a trace amount of Ni3Ti phase. During SPS of mechanically alloyed powder, Ni4Ti3, Ni3Ti and monoclinic NiTi develop. Owing to this fact, the formation of undesirable Ti2Ni phase cannot be avoided in both of these processes.
The positive effect of high heating rate (>300°C min− 1) on reactive sintering was recognised. Similar, but finer, microstructure can be also obtained by mechanical alloying for at least 120 min and consequent compaction by SPS.
Acknowledgements
This research was financially supported by the Czech Science Foundation (project no. 14-03044S).