
Abstract
The effect of powder characteristics on the sintering behaviour and microstructure of densified W by spark plasma sintering and post-hot isostatic pressing was investigated. W powder was prepared by ultrasonic spray pyrolysis of a W precursor and hydrogen reduction, and a commercially available powder was used for comparison. The synthesised W powders were present in the form of large agglomerates composed of nano-sized particles. The densified specimens prepared by ultrasonic spray pyrolysis showed lower relative density and larger grain size than when commercial powder was sintered under the same conditions. Microstructural observation for the specimen sintered using the powder of ultrasonic spray pyrolysis revealed that the relatively large pores are present along the grain boundaries. The observed microstructural features were discussed by sintering behaviour based on the effect of intra-agglomerate and inter-agglomerate pores in the initial powder on densification and grain growth.
Keywords
Introduction
One of the refractory metals, tungsten (W) is a candidate for extreme environment structural materials due to its low coefficient of thermal expansion, highest melting point, low neutron activation and high sputtering threshold energy [1–3]. Despite these advantages of W, conventional metal processing such as casting and forging have limitations in manufacturing components because of its high melting point and high ductile-brittle transition temperature [3,4]. Hence, powder metallurgy process has been utilised for fabricating bulk W. However, this process requires sintering at high temperature for a long time to obtain near full density, and thus the sintered body suffers from significant grain growth, resulting in deterioration in mechanical properties. To improve the sinterability of W powder, processes such as activated sintering with transition metals, nanosintering using nano-sized powders and pressure sintering by applying external pressure have been applied [5–7]. Among them, activated sintering has limitations in industrial applications due to the brittleness of the final sintered body, so nanosintering and pressure sintering are known as promising processes for full densification of W.
Nano-sized powders have been conventionally prepared by high-energy ball milling of micron-sized powders, but there are problems of contamination by milling media and difficulty in precisely controlling particle shape and size. In order to precisely control powder characteristics, various physical and chemical synthesis processes have recently been developed. Among these processes, ball milling of brittle WO3 powder instead of W powder and subsequent hydrogen reduction has the advantage of being able to easily refine the powder with a short milling time and preventing contamination [8]. Another method for synthesising nano-sized powders is to use the ultrasonic spray pyrolysis (USP) process. The USP technique is well known as a continuous aerosol process capable of mass production that can perform all steps of powder synthesis, such as solvent evaporation, solute precipitation, precursor decomposition and crystallisation, in a short time [9,10]. Additionally, this method has the advantage of being able to synthesise not only oxide particles but also metal particles through an additional hydrogen reduction process.
For densification of the refractory metal powders including W, pressure-assisted sintering techniques such as spark plasma sintering (SPS) and hot isostatic pressing (HIP) have been widely used because of their excellent sinterability improvement. SPS has the significant merits in that it can produce high-density bodies at a relatively low sintering temperature without considerable grain growth by the high heating rate, additional heat generation between adjacent particles, and applied pressure [11,12]. HIP can simultaneously apply isostatic pressure and elevated temperature to a specimen, enabling rapid fabrication of nearly full dense bodies with sound microstructure and excellent mechanical properties [8,13].
Recently, a process for producing high-density W bulk by combining nanosintering and pressure sintering has been developed, and specimens prepared by this process exhibited improved sintering density compared to conventional methods [14]. However, there are few detailed studies on pressure sintering behaviour of nano-sized W powder prepared by USP available in literature. A closer study of how the powder characteristics affect the densification and microstructure is, therefore, considered to be of importance for fabricating the dense W bulk with desired properties. In the present study, nano-sized W powders synthesised by USP were consolidated by SPS and further densified using HIP. The Influences of powder morphology and size on the densification behaviour and sintered microstructure were analysed. Also, the relationship between synthesis processing and microstructural characteristics was discussed.
Experimental procedure
The ammonium metatungstate hydrate ((NH4)6H2W12O40·xH2O, >85% WO3 basis, Sigma-Aldrich) was used as precursor to synthesise WO3 powder. The precursors were dissolved in distilled water with the concentration of 100 mM. The prepared solution was nebulised into microdroplets by utilising the ultrasonic equipment with a frequency of 1.7 MHz. Then, the aerosol droplets were pyrolysed at 200°C and 700°C by passing a vertical furnace using 2 L/min flow rates of nitrogen gas as carrier gas for solvent evaporation and precursor decomposition. Finally, the prepared WO3 powder was converted to W by hydrogen reduction at 800°C for 1 h. The detailed procedure is described elsewhere [15].
A graphite dies with a diameter of 15 mm loaded with W powder was placed in the SPS apparatus (Sumitomo Coal Mining, Japan) and a direct electric current was applied under a pressure of 50 MPa. Sintering was carried out at 1500°C, 1600°C and 1700°C for 10 min with a heating rate of 100°C/min in vacuum. SPS had performed an average of three times at each temperature. The sintered bodies were ground with a diamond wheel to remove the graphitic sheet prior. Finally, the samples were further densified in HIP (American Isostatic Presses, USA) at 1650°C and at an argon pressure of 150 MPa for 2 h. For comparison, commercial W powder (99.9%, 1.22 μm, TaeguTec, Korea) was densified in the same condition.
Phase of the powder and sintered samples was identified by X-ray diffraction (XRD, DMax2500, Rigaku Denki Co., Japan) analysis, using Cu Kα radiation. The size of the synthesised W powders was measured by dynamic light scattering method (nanoSAQLA, Otsuka, Japan). The morphology of specimens was examined using field-emission scanning electron microscopy (FE-SEM, JSM-6700F, JEOL Co., Japan). The relative density of the sintered samples was calculated from the measured density, by the Archimedes’ method with an immersion medium of water and a theoretical density value of 19.25 g/cm3. The average grain size was determined cross-section FE-SEM images of specimens by using the line intercept method at least 300 grains per sintered body.
Results and discussion
The XRD patterns of the USPed and commercial W powder are shown in Figure 1. The diffraction lines corresponding to WO3 phase can be observed in the powder prepared by USP at 700°C (Figure 1(a)). After hydrogen reduction at 800°C, the powder was composed entirely of α-W. Considering the reduction behaviour of WO3 reported in literatures [16,17], it is explained that USPed WO3 can be completely reduced to metallic W by reduction condition used in this study. As shown in Figure 1(c,d), the commercial and hydrogen-reduced powders existed only as a pure W in the region of the XRD resolution.
XRD spectra of raw powders at different processing; (a) synthesis by USP, (b) hydrogen reduction of USP powder, (c) commercial W and (d) hydrogen reduction of commercial powder.
Figure 2 represents typical morphologies of USPed and commercial powders with different processing stages. As shown in Figure 2(a), spherical powders with a size of less than 2.5 μm were observed in the pyrolysed specimen. On the other hand, the hydrogen-reduced powder in Figure 2(b) showed a very similar form to the oxide state. In addition, due to the volume change accompanying the hydrogen reduction process [18], the reduced powder exhibits a spherical agglomerate composed of nano-sized particles and pores. The SEM images of the commercial and hydrogen-reduced W powders used in this study are shown in Figure 2(c,d), respectively. The as-received powder had a cuboid shape of about 1.2 μm, and there was no change in powder characteristics after hydrogen reduction.
FE-SEM images of powders from (a) USP and (b) hydrogen reduction, (c) commercial W and (d) hydrogen reduction.
Figure 3 shows the particle size distribution of W powder synthesised by the USP and hydrogen reduction process. As can be seen from the histogram, the W powder exhibited a bimodal distribution with average particle sizes of about 310 nm and 1.9 μm. This distribution is consistent with the results in Figure 2(b), and it can be seen that the W powder synthesised with USP exists in the form of large aggregates composed of nano-sized powders even after hydrogen reduction.
Particle size distribution of USP and hydrogen-reduced W powder.
The effect of sintering condition on the relative density was investigated in the USPed and commercial W. Figure 4 shows the relative density of densified W by SPS at 1500–1700°C and post-hot isostatic pressing (post-HIP) at 1650°C, respectively. All the SPSed specimens exhibit the increased relative density as the sintering temperature increases. In order to improve the density of the SPS specimens, they were additionally densified at 1650°C for 2 h using HIP equipment. As can be clearly seen in Figure 4, the post-HIP specimens have an increased relative density compared to specimens fabricated at 1500 and 1700°C with SPS only. On the other hand, in the HIPed specimen after SPS at 1600°C, the relative density rather decreased, and further analysis is required. In comparison with commercial W powder, the relative density of USPed powder showed lower values. The decrease in relative density is thought to be due to the powder characteristics and will be explained in detail using the microstructure analysis of the sintered body.
Effect of the sintering temperature of SPS and post-HIP on the relative density of pure W.
Relative density and grain size of W fabricated by SPS and post-HIP.

Typical FE-SEM micrographs of polished and chemically etched surfaces for the densified W with different powder processing are shown in Figure 5. It clearly shows a strong effect of the raw powder on the microstructural evolution of the sintered W. Compared to the specimens densified using USPed powder, the sintered W using commercial powder has a reduced porosity and relatively fine grains. It is also interesting that relatively large pores are observed along the grain boundaries of W sintered using USPed powder, as indicated by arrows. The presence of grain boundary pores may be directly related to the large agglomerates formed in the raw powder synthesised by the USP process.
Comparison of the etched surfaces on W specimens, SPSed at 1500–1700°C using (a) USPed powder and (b) commercial powder. The inter-agglomerate pores are indicated by arrows.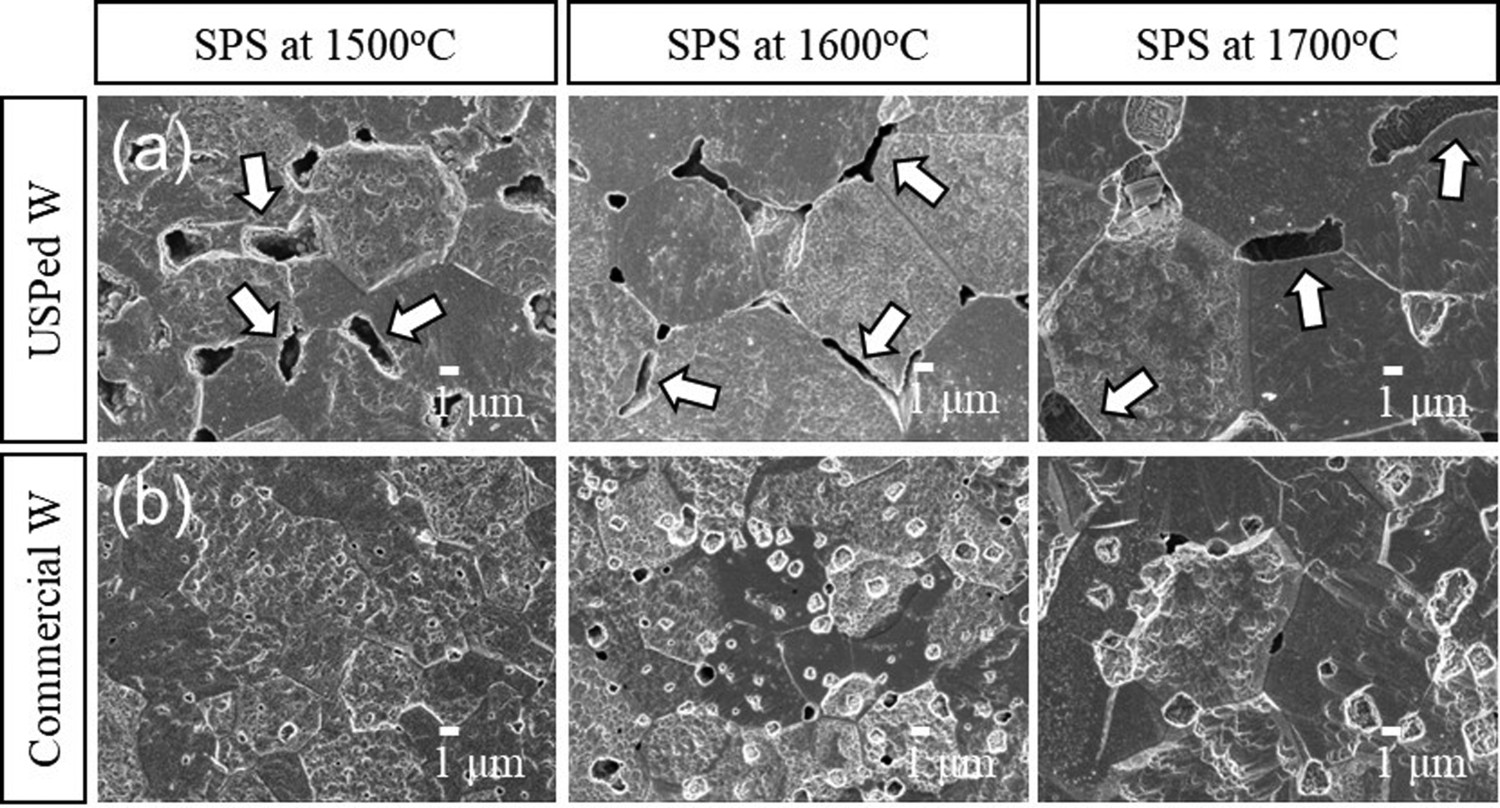
It is generally known that particle agglomeration reduces the achievable packing density and severely inhibits densification [19]. In particular, complete densification is difficult in large agglomerates composed of nano-sized particles having the morphology shown in Figure 2(b). As reported in the literatures [20–22], the interparticle pores within the agglomerates (intra-agglomerate pore) can be almost completely eliminated, whereas the pores between the agglomerates (inter-agglomerate pore) are mostly proven to resist densification. Therefore, as shown in Figure 5(a), the large pores present at the grain boundaries (indicated by arrows in the figure) are interpreted as the fact that the inter-agglomerate pores of the USPed powder were not eliminated during sintering and the agglomerate boundaries were maintained without migration. In addition, as summarised in Table 1, regardless of the sintering conditions, the sintered body prepared using USPed powder showed a larger grain size than that using commercial powder. It is explained that rapid densification and grain growth occurred within the agglomerates due to the high driving force for diffusion of the nano-sized particles [23].
Figure 6 shows etched surfaces of W fabricated by SPS and post-HIP using USPed and commercial powders, respectively. Compared to the SPSed specimens shown in Figure 5, a significant reduction in porosity and an increase in grain size were observed by post-HIP treatment, which simultaneously applied isostatic pressure and elevated the workpiece. On the other hand, the commercial powder showed a high relative density of about 98% after HIP, whereas the increase in USPed powder was relatively small. This difference can be interpreted as the formation of large agglomerates in the specimen prepared by the USP and SPS process and the large inter-agglomerate pores not being fully eliminated in the post-HIP, as described in Figure 5 and Table 1.
FE-SEM micrographs of W fabricated by SPS and post-HIP at 1650°C for 2 h under a pressure of 150 MPa using (a) USPed powder and (b) commercial powder. The inter-agglomerate pores are indicated by arrows.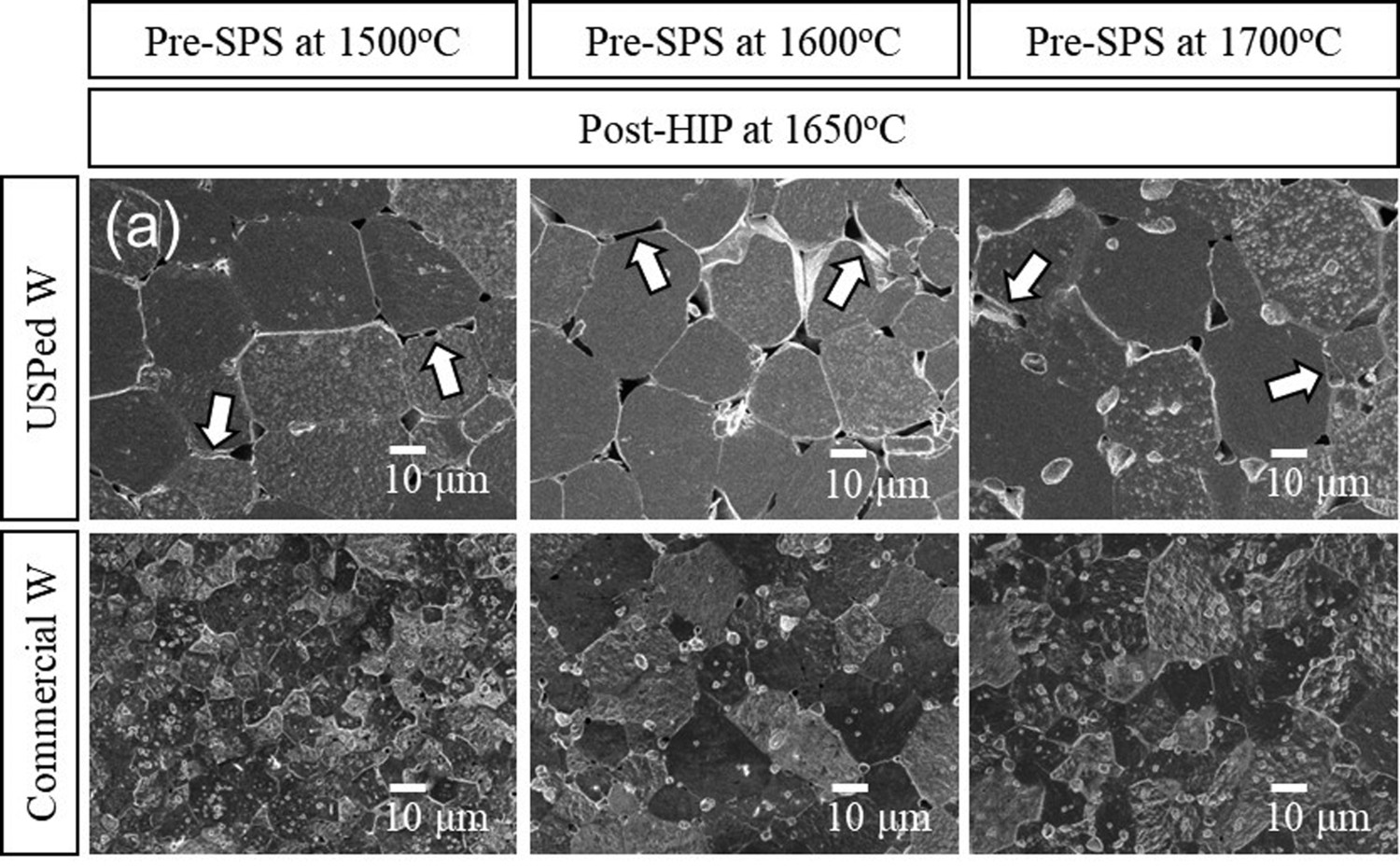
Previous studies [24,25] have reported that agglomerates composed of nano-sized particles can improve sinterability by a large driving force for sintering of nano-sized particles and accelerated mass transport at the agglomerate boundaries. In addition, the agglomerates themselves are left almost ungrown because the agglomerate boundaries can become an obstacle to grain growth. Considering the densification behaviour of powder agglomerates, it suggests that fabrication of fully densified W with the required microstructure is possible by optimising the agglomerate size under USP conditions and controlling the applied pressure during sintering.
This study demonstrated the effect of powder morphology and size on the sintering behaviour of pure W. Powders were prepared by the USP method and consolidated by pressure sintering using SPS and post-HIP process. The W powder synthesised by the USP and hydrogen reduction process existed as spherical agglomerates with an average size of 1.86 μm, and nano-sized particles of 310 nm were present within the agglomerates. Compared to the specimens consolidated with SPS using commercial W powder with an average size of 1.2 μm, the sintered W using USPed powder had a lower relative density and larger grain size. In addition, W sintered using USPed powder can be characterised as a microstructure in which large pores exist at grain boundaries. The presence of large pores is explained because the inter-agglomerate pores of the USPed powder were not eliminated during sintering and the agglomerate boundaries were maintained without migration. The HIPed specimens after SPS exhibited a significant reduction in porosity and an increase in grain size. This study suggests that powder morphology and size must be optimised for fabrication of fully densified W with the required microstructure.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).