
Abstract
In this study, the formation and characterisation of Aluminium (Al)-based composites by mechanical alloying and hot extrusion were investigated. Initially, the vanadium trialuminide (Al3V) particles with nanosized structure were successfully produced by mechanical alloying and heat treatment. Al3V–Al2O3 reinforcement was synthesised by mechanochemical reduction during milling of V2O5 and Al powder mixture. In order to produce composite powders, reinforcement powders were added to pure Al powders and milled for 5 h. The composite powders were consolidated in an extrusion process. The results showed that nanostructured Al-10 wt-% Al3V and Al-10 wt-% (Al3V–Al2O3) composites have tensile strengths of 209 and 226 MPa, respectively, at room temperature. In addition, mechanical properties did not drop drastically at temperatures of up to 300°C.
Introduction
Particulate-reinforced metal matrix composites (MMCs) can be engineered for enhanced specific stiffness, specific strength and creep resistance, as well as a wide array of other desirable material attributes [1,2]. Aluminium (Al)-based MMCs are attracting widespread attention not only in aerospace and automobile industries applications, but also in packaging and support structures for numerous electronic devices, because of their attractive properties, such as low density, high stiffness, low coefficient of thermal expansion (CTE), high thermal conductivity, high strength and wear resistance [3–7]. Fabrication techniques for Al matrix composites can be classified into three categories: (1) liquid phase processes (melt infiltration), (2) solid state processes (powder metallurgy) and (3) two phase (solid–liquid) processes (rheocasting) [8]. To improve the homogeneity of particle distribution, one can use either the mechanical-alloying (MA) technique or the ball-milling process [9,10]. This method results in a uniform distribution of the reinforcement particles without the segregation commonly found in cast composites [11–14]. MA has been successfully applied for the synthesis of nanocrystalline materials, such as intermetallics and composites [15–18]. MA is a promising technique to synthesise a variety of equilibrium and non-equilibrium alloy phases starting from blended elemental or pre-alloyed materials, including metals, ceramics, polymers and composites. MA is actually a high-energy ball-milling process for producing new nanostructured and metastable materials. In this process, mechanical energy, rather than thermal, chemical, electric or other common forms of energy, is used to create phase transformations and chemical reactions at very low temperatures [19].
Based on the work of Hall–Petch, the mechanical properties of metallic materials have been shown to correlate with the microstructural dimensions, most commonly with the average grain size [20]. In recent years, researchers working with MMCS have used nanostructured matrix (generally defined hereafter as having a nominal grain size smaller than 100 nm) to synthesise materials that are technologically and scientifically interesting [21]. In this regard, nanocrystalline materials, as advanced engineering materials, have received much attention, due to their improved physical and mechanical properties [20]. Recently, many nanocrystalline powders have been produced by high-energy ball milling [19,22–24].
Research shows aluminium composites reinforced with trialuminide particles, such as Al3Zr, Al3Ti and the like possess high specific strength, high specific modulus and excellent properties both at ambient and elevated temperatures [25]. Several studies have identified the A1/Al3X (X = transition metal elements) systems as having the highest potential for developing high-temperature Al composites because: (1) the Al and Al3X phases have a low lattice mismatch and (2) transition metals have a relatively low diffusivity and solubility in Al [26,27]. In the last few years, a number of works have been done on synthesis and mechanical properties of Al composites reinforced with Al3Ti [25,28–30], Al3Zr [27,30,31] and Al3(Zr–V) [32,33]. In comparison to most other Al-rich intermetallics, Al3V is very attractive because it has a high melting point (1360°C) and relatively low density (3.34–3.68 g cm−3) [34]. Furthermore, vanadium has low diffusivity and solubility in Al and hence vanadium trialuminide (Al3V) is expected to exhibit a low coarsening rate at elevated temperatures [35]. Therefore, the presence of Al3V phase is very effective in increasing the stiffness of Al alloys. However, the literature reviews shows that very limited work has been reported on synthesis and characterisation of Al–Al3V composites. Hence, in the present study, the following goals were intended: Evaluation of the possibility of synthesis nanostructure Al3V as is reinforced by mechanical alloying; Production of nanostructured Al-based composite by mechanical alloying and extrusion, and; Determination of how the reinforcement particles affect the microstructure and tensile properties of composite.
Experimental procedure
In this study, aluminium powders, vanadium powders and vanadium oxide (V2O5) powders with the purity of more than 99.7, 99.99 and 99.99% and particle size of less than 100, 100 and 5 μm were used, respectively. The milling was carried out in a high-energy ball mill with a ball-to- powder weight ratio of 10:1, a rotational speed of 500 rev min−1 and 1.0 wt-% stearic acid. The high chromium–carbon hardened steel vial was filled with high-purity argon. The volume of vial was 150 cm3.The milling medium was 20 mm diameter chrome steel balls. In the first step, milling of aluminium and vanadium powder mixture for the synthesis of Al3V intermetallic compound was considered. In the second step, Al3V–Al2O3 reinforcement was produced through a mechanochemical reaction of Al and V2O5. In order to produce composite powders, Al3V and Al3V–Al2O3 reinforcement powders were added to the pure Al powders and milled for 5 h. The mixed powders were uni-axially cold compacted under 175 MPa pressure. To complete the consolidation process, the green compacts were subjected to a forward extrusion process with the extrusion ratio of 20.25 at 550°C. The forward extrusion process was performed at a ram speed of 0.2 mms−1. The length of the billet in each case and the diameter were about 30 and 8 mm, respectively. Samples of pressed and extruded composites are shown in Figure 1. Structural changes of the samples during mechanical alloying were studied using a Philips X'Pert diffractometer with Cu–Kα (λ = 0.15405 nm) radiation. The XRD patterns were recorded in the 2θ range of 30–100°C. Crystallite size and lattice strain were also calculated using the Williamson–Hall method [36]. This relationship is expressed as follows:
Samples of pressed and extruded composites (scale indicated by the ruler in the image).

where β is the full width at half maximum intensity of a diffraction peak, θ is the Bragg diffraction angle, λ is the wavelength, and D and ε are the average crystallite size and lattice strain, respectively. The β Cosθ parameters were calculated for several peaks and the best fit line drawn versus 2sinθ. Morphology and microstructure of powder particles were characterised by scanning electron microscopy (SEM, Philips XL30), transmission electron microscopy (TEM, Jeol-JEM-3010) and a selected area diffraction pattern (SADP) analysis. The mean for powder particle size was estimated which was derived from SEM images of powder particles by image tool software. A differential thermal analysis was also conducted to study the thermal stability of the produced amorphous compound using a Reometric STA 1500 differential thermal analysers. Annealing of the MA samples was performed in a tube furnace. Tensile tests of consolidated composites were performed on a SANTAM-STM-150 tensile test machine which were performed according to the ASTM-E8M-00b standard.
Results and discussion
Powder characteristics
Synthesis of Al3V intermetallic
XRD patterns of Al75V25 powder mixture after different milling times are shown in Figure 2. After 1 h of milling, XRD patterns of powder showed diffraction peaks of the pure crystalline Al and V. Increasing the milling time to 10 h caused no structural changes in the powder mixture. Only the intensity of peaks decreased and their width increased as a result of refinement of crystallite size and enhancement of lattice strain. Increasing milling time to 40 h led to the appearance of a diffuse scattering of amorphous structure which is a typical feature in the amorphous phase. It is known that lattice defects brought about during mechanical alloying and it can destabilise the crystalline structure and results in an amorphous phase. Similar results were reported by Chang et al. [37]. In their research, an amorphous phase was produced after 6 h and the amorphous phase was mechanically crystallised after 20 h. Amorphisation by mechanical alloying of elemental powders occurs by an inter-diffusion reaction at relatively low temperatures along constituent interfaces. Schwarz and Johnson [22] identified two rules for the formation of amorphous alloy by MA in the binary system: (1) a large negative heat of mixing, between the elemental constituents and (2) a large asymmetry in the diffusion coefficients of the constituents. An amorphous phase is kinetically obtained only if the amorphisation reaction is much faster than that of the crystalline phases. In the present study, the amorphous phase remained, despite continued mechanical alloying up to 120 h. The mechanism of amorphous phase production by MA is different from the one associated to liquid-quenching techniques. The solid solution and the strain energy increase linearly with the solute content. If the lattice strain reaches a critical value, the formation of an amorphous phase becomes more favourable than the formation of a crystalline phase. During MA, the powder suffers by severe plastic deformation which produces high crystalline defect density and increases grain boundary area, promoting a faster diffusion process [38] due from the smaller atomic volume ratio, which leads to the amorphous phase formation [39,40]. XRD patterns of the Al75V25 powder mixtures milled for different time periods.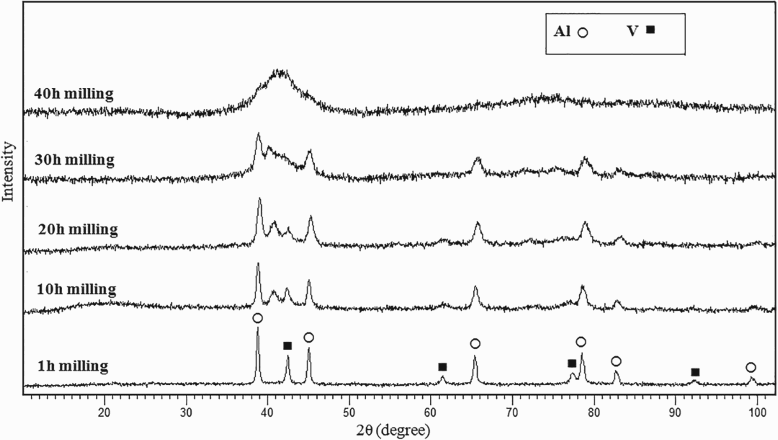
The TEM image of the Al75V25 powder mixture after 40 h of mechanical alloying is shown in Figure 3. In this figure, the results of EDX analysis as well as the electron diffraction pattern of a selected area are included. The images confirmed the presence of an amorphous phase, which is in agreement with XRD results shown in Figure 2. It is clear that the final milling product is in the amorphous phase. Intermetallic compounds typically have complex structures. Therefore, the formation of these compounds needs both types of atoms movement, while nucleation of amorphous phase just needs diffusion of one of the atoms. Since the intermetallic compounds have lower energy level compared to the amorphous phases, it is expected for the amorphous structures to be unstable. For this reason, a thermal analysis of Al75V25 powder mixture after 40 h of milling was carried out. TEM image of the milled Al75V25 powder mixture after 40 h of MA, and corresponding SADP.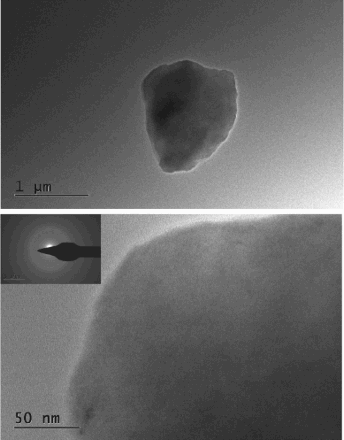
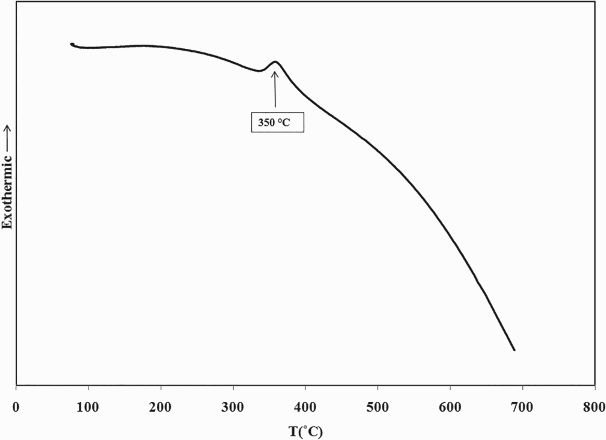
Figure 4 contains DTA trace of the Al75V25 powder mixture after 40 h. As it can be seen, there is an exothermic peak at 350°C. In order to determine the phenomena responsible for exothermic peak observed in DTA trace of Al75V25 powder, the powder mixture was heated up to 600°C for 1 h. The Al3V peaks were also present in the XRD pattern of the powder mixture after annealing (Figure 5). So, this peak is attributed to the formation of Al3V intermetallic compound according to the following reaction:
DTA trace of the Al75V25 powder mixture after 40 h. The XRD patterns of Al75V25 powder mixture after 30 and 40 h milling and heat treating at 600°C for 1 h.
The grain size of the Al3V intermetallic was about 30 nm, as determined by the Williamson–Hall method [36].
The evolution of morphology and changes in the powder particle size with milling time have been followed by SEM observations. Figure 6 shows the morphology of powders after 40 h of milling, after heat treatment at 600°C for 1 h and after milling again for 2 h. It is found that a nearly uniform distribution of spherical powders with a particle size of 10 μm is obtained after 40 h of milling. The as-annealed powder particles agglomerate, leading to the distributed size over a much wider range. The average size of powder particle after heat treating is 15 μm (Figure 6(b)). In order to minimise the size of powder particles after heat treatment, as-annealed powder was ground, so the final product after 1 h of ball milling had an average size of 1 μm (Figure 6(c)). The morphology of powder particles after (a) 40 h milling, (b) annealing at 600 °C for 1 h and (c) 2 h milling.
Synthesis of Al3V–Al2O3 reinforcement
In order to produce Al3V–Al2O3 reinforcement, the powder mixture containing 3.9 g Al and 7.6 g V2O5 based on the reaction stoichiometry (3) was subjected to MA.

XRD patterns of Al and V2O5 powder mixture after different milling times are shown in Figure 7. After 10 h milling, XRD patterns of powder showed diffraction peaks of the crystalline Al and V2O5. After 60 h of milling, the peaks of the reaction products including Al2O3, and Al3V addition to Al peaks in X-ray diffraction pattern appear. After 100 h of milling, all the peaks of Al disappear and the formation of intermediate compounds Al3V is complete. The reaction between Al and V2O5 is indicative of the occurrence. XRD patterns of Al and V2O5 powder mixture after different milling times.
SEM micrograph of Al3V–Al2O3 powder mixtures after 100 h of mechanical alloying is shown in Figure 8. The average particle size of 5 µm was measured using an image analysis software. Also, nanoparticles along with a larger scale of the Al3V–Al2O3 powder mixtures can be observed in the picture. The Al3V–Al2O3 particles produced by MA are much smaller compared to Al3V particles (Figure 6). SEM micrograph of Al3V–Al2O3 powder mixtures after 100 h MA, (a) low magnification and (b) high magnification.
To ensure the complete reaction between Al and V2O5 according to reaction (3), and to distinguish the thermal stability of this nanocrystalline compound, a thermal analysis was performed on Al3V–Al2O3 compound. The curve in Figure 9 shows the thermal analysis of the mixture of Al and V2O5 after 100 h of milling. As it can be seen, no peak in the thermal analysis curve is observed. This indicates that the reaction between Al and V2O5 is completed and no other event has been occurred. Thermal analysis curve of Al and V2O5 oxide after 100 h of milling.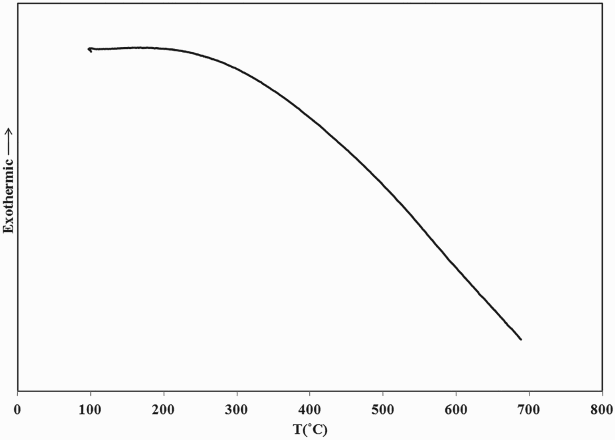
In the view of thermodynamic, since Al has a higher oxygen affinity than V, the reaction between Al and V2O5 leads to the production of Al2O3 and V in accordance with reaction (3). However, as the formation of Al3V compound instead of Al was considered in this study, the effect of additional Al which forms intermetallic compound should be considered in the thermodynamic calculations. Reaction (3) can be considered as the sum of reactions (4) and (5).


It is believed that a high heat formation serves as the driving force of the exothermic reaction with high rate during the milling process. Research has shown that the adiabatic temperature (Tad), which is the maximum temperature achieved under adiabatic conditions as a consequence of the evolution of heat from the reaction, should be above 1800K in thermally ignited systems [41]. Thus, the value of Tad can be used as a rough guide to predict the reaction rate during the milling process. According to the thermodynamic calculation, the value of Tad of reaction (3) is about 3468(K) [11], therefore, it is expected that the formation of Al2O3 occurs with a high rate during ball milling from Al and V2O5 powders. Although Al and V2O5 with stoichiometric composition, according to reaction (4), react during MA in highly exothermic, dilution of reactants increases the ignition temperature and therefore the reaction mode is changed to gradual. In the present work, due to the dilution of the Al phase, the value of Tad of reaction and the reaction velocity can be remarkably reduced. But contrary to expectations, reaction (2) incrementally over time approximately 100 h of milling is done. However, after definite activation time as milling reduces the particle size; creation of large numbers of defects is possible and it involves high density of dislocations and grain boundaries, and thoroughly mixes the components leading to change the rate controlling step from long range solid state diffusion in comparatively crystalline material to diffusion across the reaction interface [42]. Dilution effects of reactants in reducing the combustion temperature have also been reported by other researchers [18,43].
In order to produce Al-10wt-% (Al3V–Al2O3) composite powders, Al3V–Al2O3 powders were added to the pure Al powders, and the powder mixture were milled for 5 h to achieve the steady-state condition. The XRD patterns of the powder mixture after mechanical mixing showed diffraction peaks of the Al and Al3V. The grain size of the Al in the composite powder was about 40 nm, as it was determined by the Williamson–Hall method [36].
Properties of the extruded composite
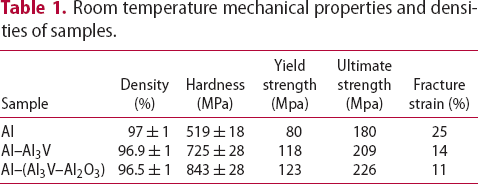
To evaluate the mechanical properties of samples, the composite powders obtained after MA were hot extruded. The hardness and density value of samples are given in Table 1. The results show that the relative density of samples produced by the extrusion process is appropriate. Also, the presence of Al3V–Al2O3 had a greater effect on increasing hardness. The XRD patterns of the extruded samples are shown in Figure 10. Calculations showed that the grain size of the Al phase in all samples before and after the hot extrusion remained almost unchanged (40–50 nm). In accordance with the results of XRD patterns, during the hot extrusion process, no new phase has been produced. The X-ray diffraction patterns of the extruded Al, Al–Al3V and Al–(Al3V–Al2O3) composites. Room temperature mechanical properties and densities of samples.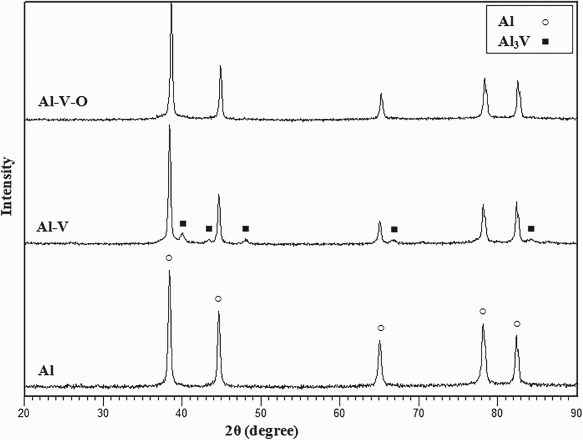
The structure of composites was further examined by TEM observations. Figure 11 shows a TEM image of extruded composites. In this figure, the results of the electron diffraction pattern of a selected area in the Al matrix are included. In SADP, multiple rings and lack of preferred orientation of the pattern shows the nanostructure of synthesised powder. It appears that the grain size of extruded composite is in the nanometre range. This result agrees well with the size measurements from XRD patterns of extruded sample. The average grain size of the aluminium phase of Al–(Al3V–Al2O3) sample obtained from TEM image is 62 nm. The TEM images of Al–Al3V and Al–(Al3V–Al2O3) composites.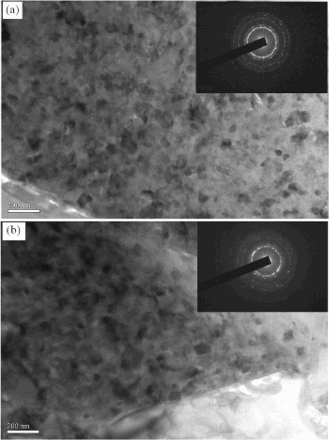
In order to compare the mechanical properties of pure nanocrystalline Al, Al–Al3V and Al–(Al3V–Al2O3) composite by performing a tensile test on extruded samples were studied. The tensile stress–strain curves for the all samples are shown in Figure 12. Tensile test results of the all samples are given in Table 1. As it can be seen, pure nanocrystalline Al has the ultimate strength of 180 MPa at room temperature compared with the strength of pure Al produced by powder metallurgy and hot press (90 MPa) [44] is obtained a much higher strength. In comparison with nanocrystalline Al, the ultimate strength of composites sample increased about 17 and 25%, for Al–Al3V and Al–(Al3V–Al2O3) composites, respectively. Adding reinforcement particles improves the strength mainly by the load transfer from the matrix to the reinforcement due to the differences in the elastic constants [45]. In general, factors increasing the strength of Al composites and alloys can be classified into four groups: (1) Hall–Petch strengthening due to grain boundaries, (2) Orowan hardening caused by hard particles, (3) solid solution hardening resulting from the presence of solute atoms in Al lattice and (4) precipitation hardening due to coherent or semi-coherent precipitates [17]. In the case of this study, the two first mechanisms can be cited as strength mechanisms. The Hall–Petch contribution to strength can be written as follows:
The tensile stress–strain curves for samples.
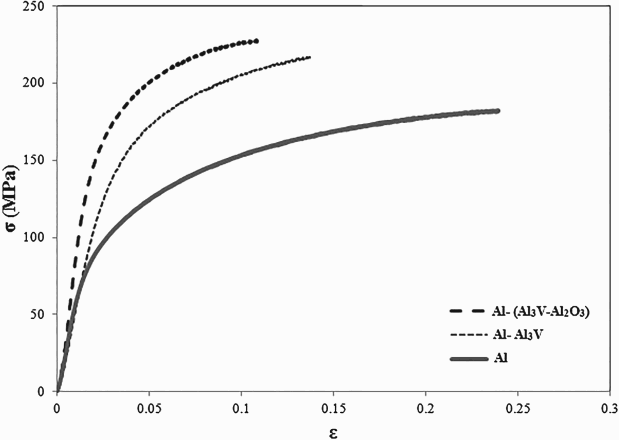
where k is the Hall–Petch coefficient and d is the grain size. The k value for samples generated in this study is not clear. However, it has been reported in Tang et al. [44] that the H–P coefficients for similar Al–TMs alloys range from 150 to 170 MPaµm1/2. Using the average grain size of 50 nm, it is expected that the strength of this mechanism is of the order of 1000 MPa. Since this amount is much higher than the strength obtained in this study, we can conclude that the real Hall–Petch coefficient due to the influence of composition and production process is very low. Orowan mechanism may be due to Al3V and Al3V–Al2O3 particles that are finely dispersed in the Al. It can be seen from Table 1 that the yield and ultimate strength of Al-(Al3V–Al2O3) are greater than that of Al–Al3V. This could be due to the presence of finer particles in the composite Al–(Al3V–Al2O3). Due to the fact that the volume fraction of reinforcement in both composite samples is almost equal about 7%, by reducing the particle size in a given volume fraction, the distance between the particles is reduced and therefore the composite strength increases. Actually, second-phase particles contribute to strengthening when the particles are much finer than the grain size and distributed both within grains and at grain boundaries [46].
Figure 13 presents the fracture surface produced after tensile test of Al–(Al3V–Al2O3) and Al–Al3V composites. It can be seen that dimple-like features were predominately present in both composites, indicating high plastic deformation. The SEM image of the fractured surface of Al composites shows that, the fracture is bimodal in nature. It can be seen that ductile failure occurs in the matrix, whereas brittle failure is predominant in regions where reinforcement particles were present. A large number of dimples were seen in the both composites. Fractography of tensile tested of Al–Al3V and Al–(Al3V–Al2O3) composites samples.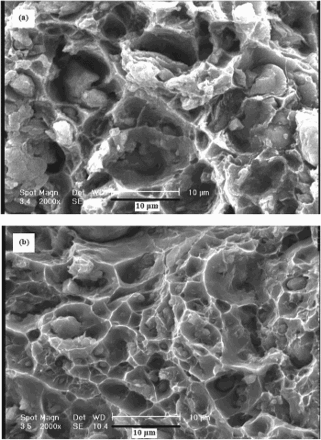
Results of the hardness tests are given in Table 1. The hardness values of pure Al increased with the addition of reinforcement particles. The presence of reinforcement increases the hardness value since they are inherently harder than the matrix [47]. The increase in hardness (Table 1) of the Al matrix with the addition of the reinforcements can be attributed primarily to the: (a) presence of harder powder reinforcement in the matrix and (b) higher constraint to the localised matrix deformation due to the presence of harder phases [48].
Figure 14 shows the effect of temperature on the tensile strength in samples. Tensile strength of composites did not decrease drastically up to 300°C. Above 300°C, the alloy strength monotonically drops down. Apparently, plastic relaxation mechanisms become increasingly dominant above 300°C. Al3V and Al3V–Al2O3 particles in Al ductile matrix may create significant stress concentration sites which affect load transferring through matrix during the tensile test. Temperature effects on exhibited UTS of Al and Al–Al3V and Al–(Al3V–Al2O3) composites samples.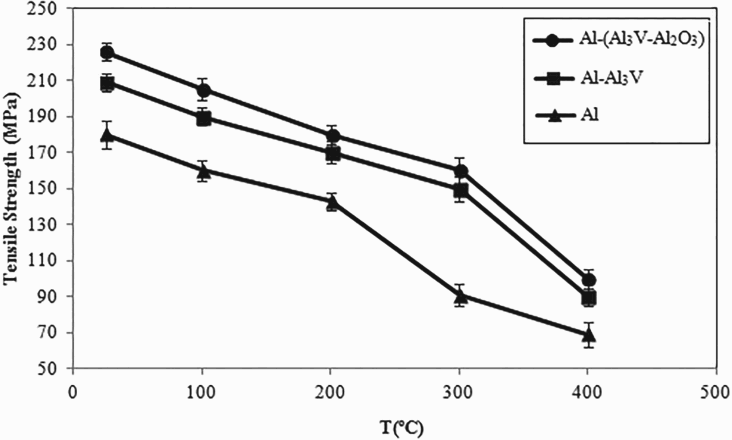
The strengthening mechanisms in the case of MMCs containing hard particles are usually divided into two categories: (1) strengthening due to the effective load transfer between the matrix and the reinforcement and (2) strengthening due to the formation of internal thermal stress resulted from different CTE values between the matrix and the reinforcement particles [48]. The difference between the CTE values of reinforcement (Al3V and Al2O3) and matrix generates geometrically necessary dislocations and thermally induced residual stresses. The thermal stresses at the interface of the particles and matrix make the plastic deformation more difficult, and thus enhance the level of hardness and flow stress.
Conclusions
Al3V intermetallic compound with nanosized structure was successfully produced by mechanical alloying and subsequent heat treatment. Based upon the XRD analysis, it was found that, the amorphous structure was formed after milling of initial elemental powder, and Al3V phase could be obtained with subsequent annealing process. So, the formation mechanism of Al3V intermetallic is diffusion solution and gradual. Al3V–Al2O3 reinforcement has been synthesised by mechanochemical reduction during milling of V2O5 and Al powder mixture. Bulk nanostructured Al-10 wt-% Al3V and Al-10 wt-% (Al3V–Al2O3) composites with a relative density of 97% formed using the process of pressing and hot extrusion. The dimple formations observed in the fractured surfaces of Al–Al2O3 composites under tension shows the ductile fracture nature of matrix even in the presence of reinforcement. By incorporation of Al3V and Al3V–Al2O3 particle to the Al matrix, composites showed an increase of 17 and 25% in tensile strength, respectively, at room and higher temperature, in comparison to the nanostructured Al. Al3V and Al3V–Al2O3 particles play a critical role in the mechanical properties of the Al composites through the Orowan strengthening and Hall–Petch strengthening.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.