
Abstract
The effects of erbium on the microstructure of a semisolid A356 alloy for thixoforming were investigated. Semisolid A356 alloys were prepared using the serpentine channel technique. The results demonstrated that a semisolid A356 alloy could be successfully produced. The addition of erbium refined the size of primary α-Al globules; moreover, the eutectic silicon phase was modified. The thermal analysis results showed that the addition of erbium decreased the amount of nucleation sites for eutectic phases, leading to increased undercooling of the melts. Therefore, erbium delays the nucleation of eutectic phases, resulting in refinement of the eutectic silicon phases. Moreover, the addition of erbium increased the rheocast quality index value of the semisolid A356 alloy, which is beneficial for thixoforming.
Keywords
Introduction
Semisolid processing is an attractive method for obtaining globular microstructures, as it reduces the segregation and porosity problems of conventional casting [1]. Thixoforming is a type of semisolid processing that involves preparation of a feedstock material with a nondendritic microstructure as a starting material. The feedstock material is then heated to temperatures between the solidus and liquidus (mushy zone) to produce a semisolid structure that is subsequently used for component shaping.
Several techniques have been developed to produce nondendritic feedstocks for thixoforming, such as mechanical vibration [2], ultrasonic vibration [3,4], electromagnetic stirring [5], gas bubble purging [6], and cooling slope casting [7,8]. Recently, the preparation of feedstocks through a serpentine channel has been presented [9-11]. When an alloy melt flows through a serpentine channel, the flow direction of the alloy melt will change multiple times. Nucleation and mixing occur as the melt flows, thus producing a primary microstructure that comprises fine grains and is not very dendritic.
The two most widely implemented treatments in hypoeutectic Al–Si alloy casting are primary α-Al grain refinement and eutectic silicon modification. Many studies have explored the effect of grain refinement and modification on the microstructure of conventionally cast hypoeutectic Al–Si alloys [12,13]. However, for semisolid cast hypoeutectic Al–Si alloys, few studies have reported the incorporation of grain refinement and modification treatments with the preparation of semisolid metal slurries.
It has been established that the addition of rare earth elements in hypoeutectic Al–Si alloys can refine α-Al dendrite [14-16] and/or modify eutectic silicon structures [17-21]. Recently, there has been interest in studying the effect of rare earth erbium on aluminium casting alloys [15,22-27]. Hu et al. [24] reported that erbium could refine α-Al and modify eutectic silicon in a die cast ADC12 aluminium alloy. Moreover, in previous research, we found that erbium was an effective alloying element in a hypoeutectic Al–Si alloy [26]. The addition of erbium to a hypoeutectic Al–Si alloy can achieve both α-Al grain refinement and eutectic silicon modification [15,24,26,28]. The mechanisms of grain refinement and eutectic silicon modification with erbium addition in conventional casting have been elucidated [15,28]. The addition of erbium causes A13Er to form in the melt and act as heterogeneous nuclei for α-Al grains, which leads to grain refinement. For the eutectic silicon modification, it has been proposed that the AlP particles act as nucleation sites for the eutectic silicon phases. The addition of erbium causes ErP to form instead of AlP nuclei in the melt and reduces the number density of eutectic silicon nucleation events, resulting in modification of the eutectic silicon.
However, relatively few studies have explored the effect of erbium on the refinement of α-Al and modification of eutectic silicon in semisolid Al–Si alloys. Therefore, it would be noteworthy to investigate the effects of erbium addition on the rheocast quality index (RQI) of semisolid hypoeutectic Al–Si alloys produced using the serpentine channel technique.
In this study, the microstructure features of semisolid hypoeutectic Al–Si alloys with different erbium contents produced using a serpentine channel process are evaluated. This study aims to investigate the role of erbium in the grain refinement and eutectic silicon modification of hypoeutectic Al–Si alloys for both conventional and semisolid casting routes.
Materials and methods
A commercial hypoeutectic Al–Si alloy (A356) was used in this study; its actual composition was 6.746 wt-% Si, 0.313 wt-% Mg, 0.115 wt-% Fe, 0.008 wt-% Ti, 0.0003 wt-% B, 0.0001 wt-% Sr, and Al comprising the balance. The phosphorus content of the alloy was analysed using optical emission spectroscopy. However, the phosphorus content was below the detection limit of this method (<10 ppm). For each batch of experiments, approximately 2000 g of A356 alloy was heated to a temperature of 750 ± 5 °C in a silicon carbide crucible in an induction furnace. A nominal amount (0, 0.1, 0.3, and 0.5 wt-%) of erbium was added in the form of a master alloy (Al-10 wt-% Er), which was preheated to 200 °C prior to addition to the melt at 750 ± 5 °C. The alloy melt was degassed through purging with argon gas and the dross was skimmed.
For conventional casting, the alloy melt at 720 °C was poured into stainless steel cups with an inner diameter of 31 mm, height of 40 mm, and uniform wall thickness of 1 mm. Thermal analysis was performed for each alloy composition to investigate the solidification temperatures. A K-type thermocouple was placed in the centre of the poured samples with the tip 20 mm from the bottom of the cup and connected to a data acquisition system to monitor the temperature during the thermal analysis experiments. The cooling rate during solidification of the liquid at 620 °C, which is just prior to the nucleation of the primary α-Al phase, was ∼1 °C s−1. Each experiment was repeated three times. Analysis of the cooling curves was performed according to the procedure for determining the solidification temperatures of Al–Si alloys [29], i.e. the nucleation temperature (TN), minimum temperature prior to recalescence (TMin), and growth temperature (TG) were determined.
For semisolid casting, the alloy melt at 660 °C was poured through a serpentine channel into a stainless steel mould with an inner diameter of 70 mm, height of 120 mm, and uniform wall thickness of 1 mm. The inner diameter of the serpentine channel was 25 mm. After pouring, the stainless steel mould containing the slurry was rapidly quenched with water (25 °C). A schematic of the slurry preparation process is illustrated in Figure 1.
Schematic of the preparation of the semisolid A356 alloy slurry with serpentine channel: (1) smelting crucible, (2) pouring cup, (3) serpentine channel, (4) serpentine bend, (5) cooling water, (6) water inlet, (7) slurry, (8) stainless steel mould, (9) cold water, (10) type-K thermocouple, and (11) water outlet diversion pipe.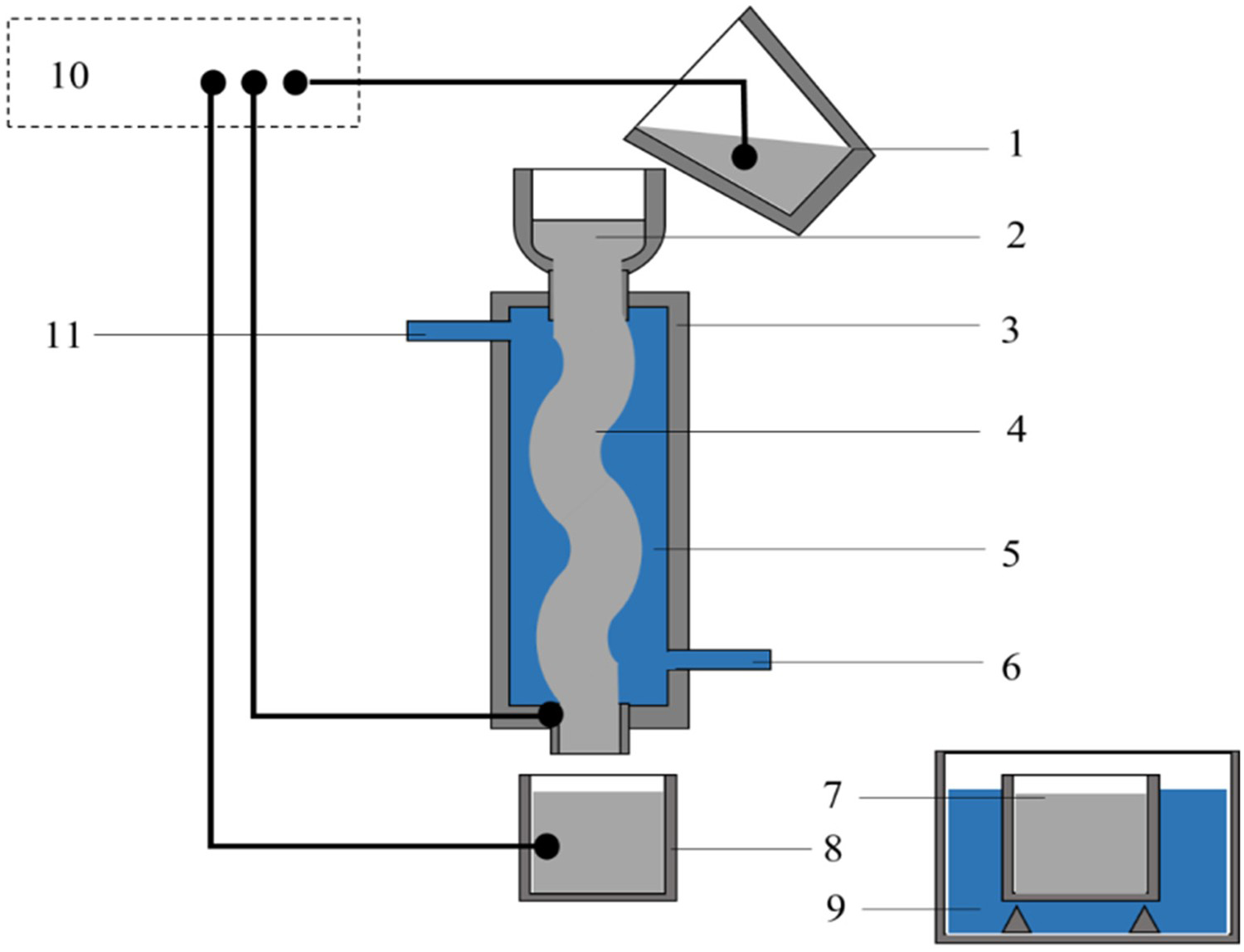
Metallographic examination was performed at the centre of the cylindrical samples (20 mm from the bottom of the conventional samples and 60 mm from the bottom of the quenched slurry samples). Standard grinding and polishing processes were conducted, and the samples were etched using a modified Poultan's reagent for the macrostructure studies or a 0.5% HF solution for the microstructure studies. The microstructures were analysed using optical microscopy and scanning electron microscopy (SEM) on a JEOL JSM-78000F instrument equipped with energy-dispersive X-ray (EDX) spectroscopy and electron backscatter diffraction (EBSD) capabilities.
Quantitative image analysis was then performed to obtain the RQI, as in previous studies [2,30-32]. The RQI indicates how similar the grain size and globule size of semisolid feedstocks are. Thus, a high RQI value suggests a good thixoformability.
The RQI can be calculated as follows:

Results
Thermal analysis
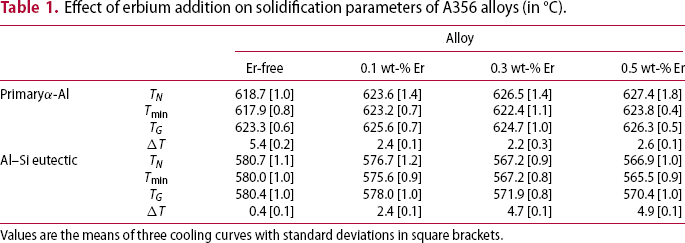
Figure 2 shows typical cooling curves for the A356 alloys without and with the addition of erbium. The main solidification parameters are shown in Figure 2(b). The solidification temperatures for the formation of the primary α-Al and Al–Si eutectic were calculated from the cooling curves (Figure 2) and are summarised in Table 1. The nucleation and growth temperatures of the primary α-Al formation increased slightly with the addition of erbium to the A356 alloy. The addition of erbium also significantly altered the recalescence (TG–TMin) of the primary α-Al solidification. The recalescence values of the primary α-Al solidification decreased from 5.4 °C in the Er-free A356 alloy to 2.4 °C in the alloy with 0.1 wt-% Er.
(a) Effect of erbium addition on the cooling curves for conventionally cast A356 alloys; (b) correlation between derivative curves in the Al–Si arrest regions showing points of interest. Effect of erbium addition on solidification parameters of A356 alloys (in °C). Values are the means of three cooling curves with standard deviations in square brackets.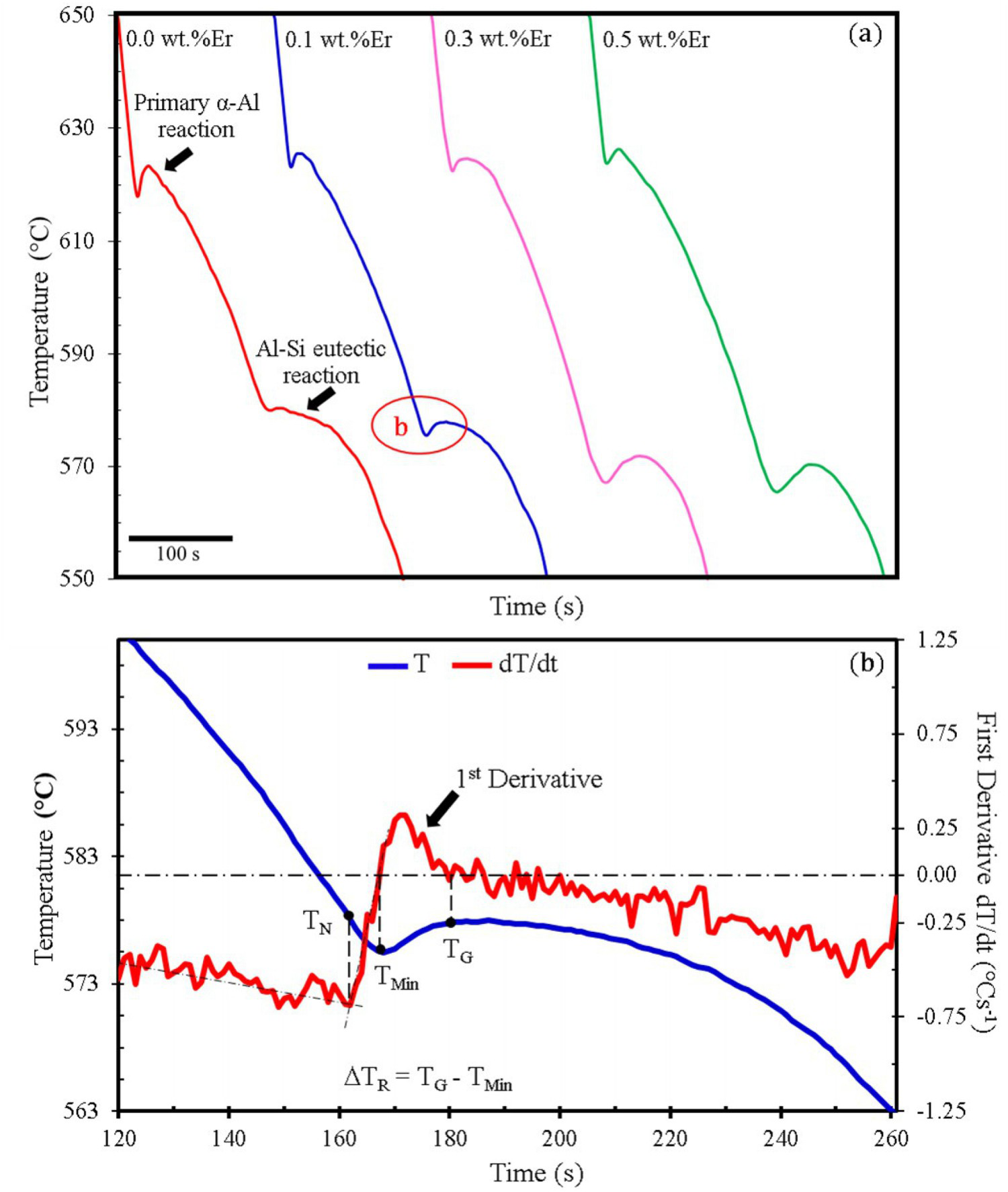
During the Al–Si eutectic formation, the nucleation and growth temperatures of the A356 alloy decreased with the addition of erbium. The nucleation and growth temperatures were minimal with the addition of 0.5 wt-% Er. Moreover, the recalescence of the eutectic solidification significantly increased from 0.4 °C to 4.9 °C when 0.5 wt-% Er was added.
Macrostructure and microstructure observations
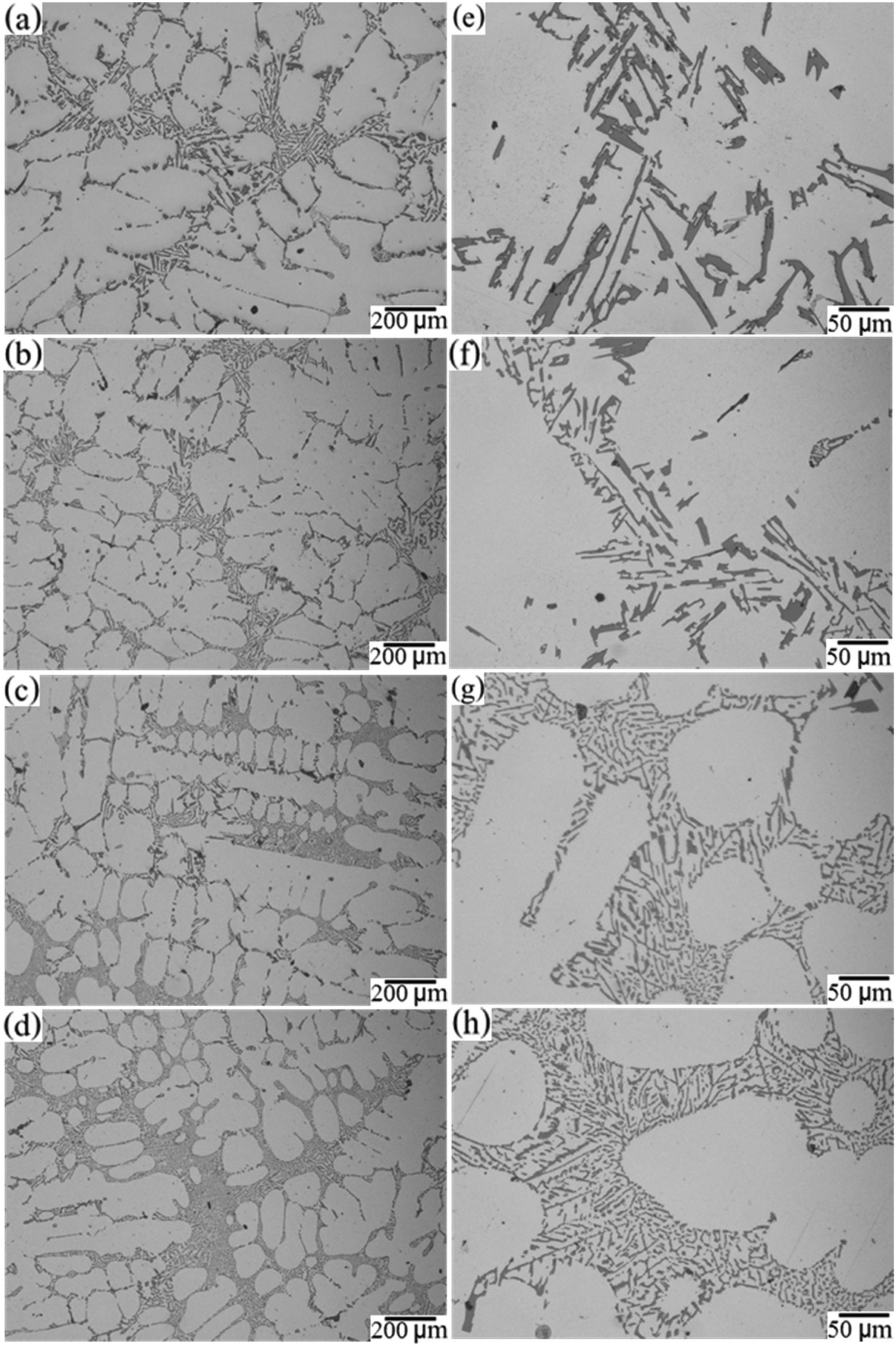
The macrostructure and microstructure of the as-cast A356 alloy without and with the addition of erbium prepared by conventional solidification are shown in Figures 3 and 4, respectively. The macrostructure (Figure 3(a)) and microstructure (Figure 4(a)) of the as-cast A356 alloy exhibited typical primary α-Al dendritic structures with an average grain size of 4750 μm (Table 2) as well as traditional coarse platelike eutectic silicon, as shown in Figure 4(e). The erbium refined the grain size of the conventionally cast A356 alloy (Figure 3(b)–(d)) to 811 μm when 0.5 wt-% Er was added and transformed the eutectic silicon to a lamellar structure with a short length (Figure 4(f)–(h)).
Macrographs of conventionally cast alloys: (a) A356, (b) A356 + 0.1%Er, (c) A356 + 0.3%Er, and (d) A356 + 0.5%Er. Micrographs of conventionally cast alloys at low magnification: (a) A356, (b) A356 + 0.1%Er, (c) A356 + 0.3%Er, and (d) A356 + 0.5%Er. Micrographs at high magnification: (e) A356, (f) A356 + 0.1%Er, (g) A356 + 0.3%Er, and (h) A356 + 0.5%Er. Macrostructural and microstructural characterisation for all samples. Mean values are shown with standard deviations in square brackets.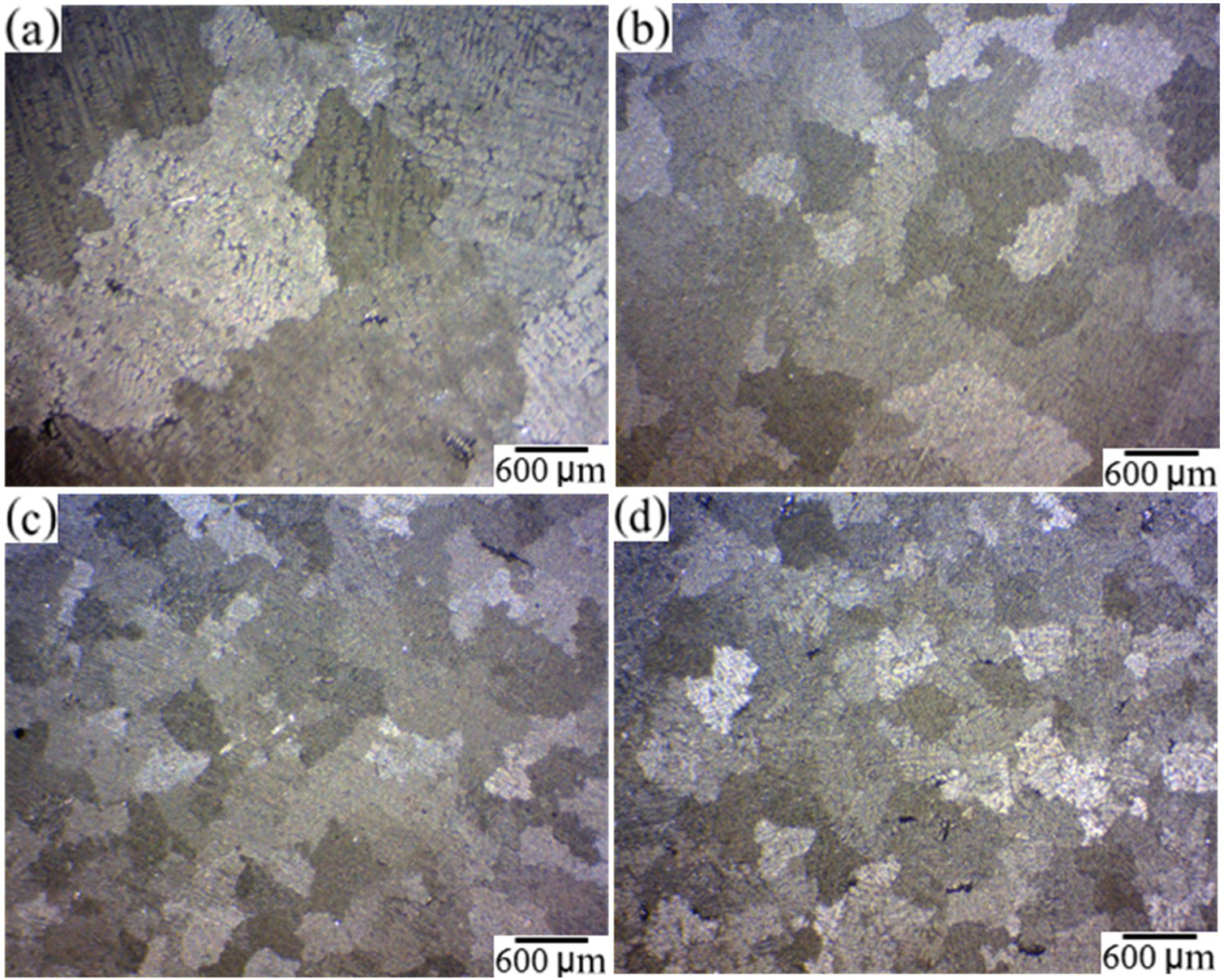
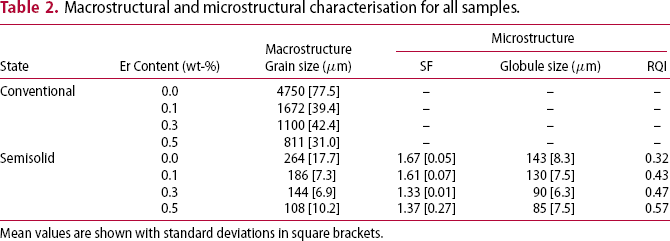
The macrostructure and microstructure of the semisolid A356 alloy without and with the addition of erbium are shown in Figures 5 and 6, respectively. The primary α-Al phase of the semisolid A356 alloy sample exhibited a nondendritic structure (Figure 6(a)). The grain sizes, globule sizes, and SFs of these alloys are listed in Table 2. The serpentine channel process produced a semisolid A356 alloy and altered the macrostructure and microstructure of the alloy. The grain size, globule size, and SF of the primary α-Al in the semisolid A356 alloy were 264 µm, 143 µm, and 1.67, respectively. The results indicate that a semisolid A356 casting with satisfactory quality could be produced by a serpentine channel process.
Macrographs of semisolid cast alloys: (a) A356, (b) A356 + 0.1%Er, (c) A356 + 0.3%Er, and (d) A356 + 0.5%Er. Micrographs of semisolid cast alloys at low magnification: (a) A356, (b) A356 + 0.1%Er, (c) A356 + 0.3%Er, and (d) A356 + 0.5%Er. Micrographs at high magnification: (e) A356, (f) A356 + 0.1%Er, (g) A356 + 0.3%Er, and (h) A356 + 0.5%Er.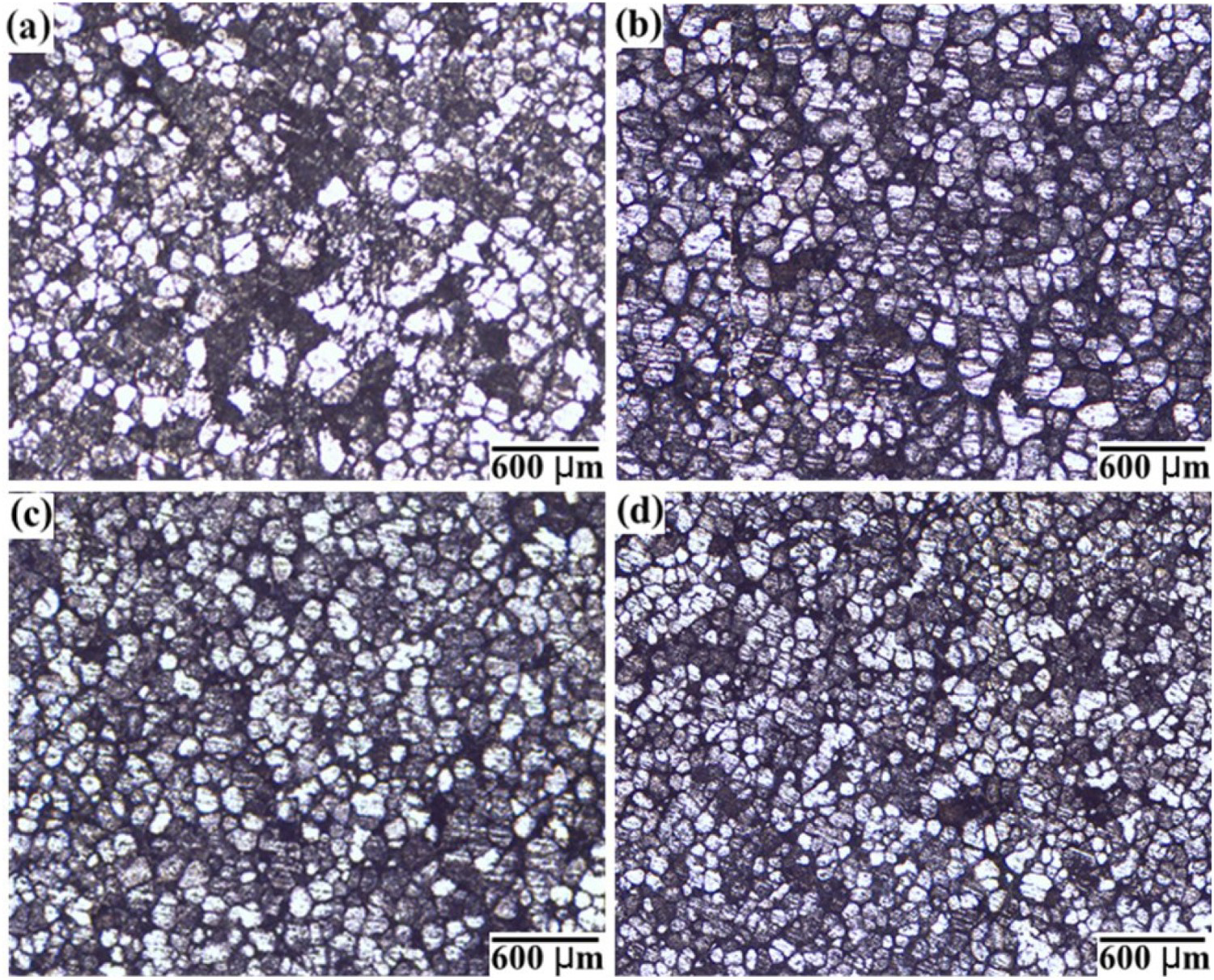
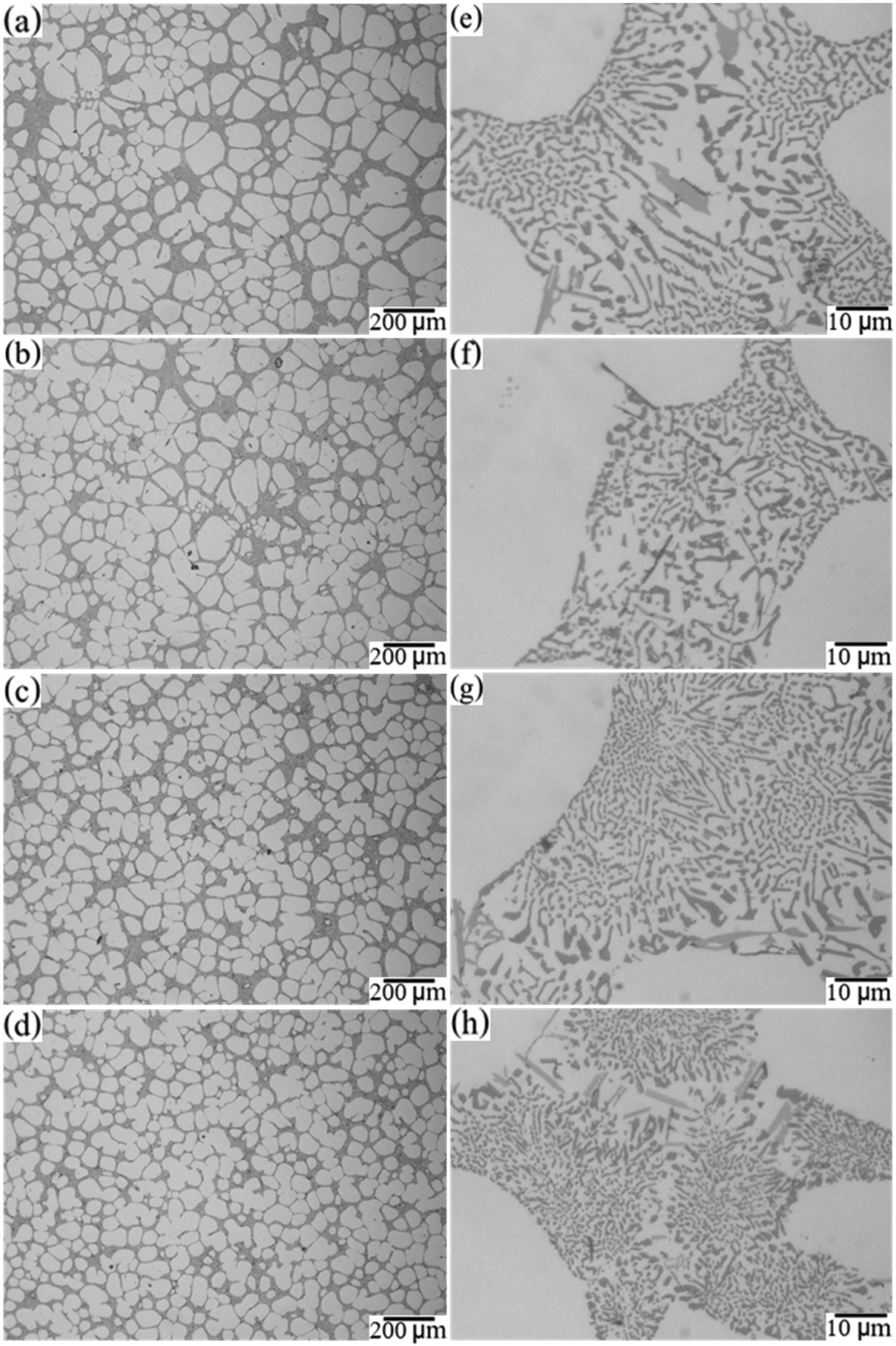
The morphology of the primary α-Al phase in the semisolid A356 alloy did not differ substantially with the addition of erbium. However, the grain size of the semisolid A356 alloy decreased slightly with addition of 0.1 wt-% Er, as shown in Figures 5(b) and 6(b) for the macrostructure and microstructure, respectively. With the increased addition of erbium (0.3 and 0.5 wt-%), the grain refinement was obvious. The grain size, globule size, and SF decreased significantly with the greater amount of erbium (Table 2) to 108 µm, 85 µm, and 1.37, respectively, for the primary α-Al in the semisolid A356 alloy with 0.5 wt-% Er.
Figure 6(e)–(h) shows the eutectic silicon morphologies in the semisolid A356 alloys with different erbium contents. The addition of 0.1 wt-% Er resulted in eutectic silicon refinement (Figure 6(f)). Increased addition of erbium produced a fine eutectic silicon (Figure 6(g,h)).
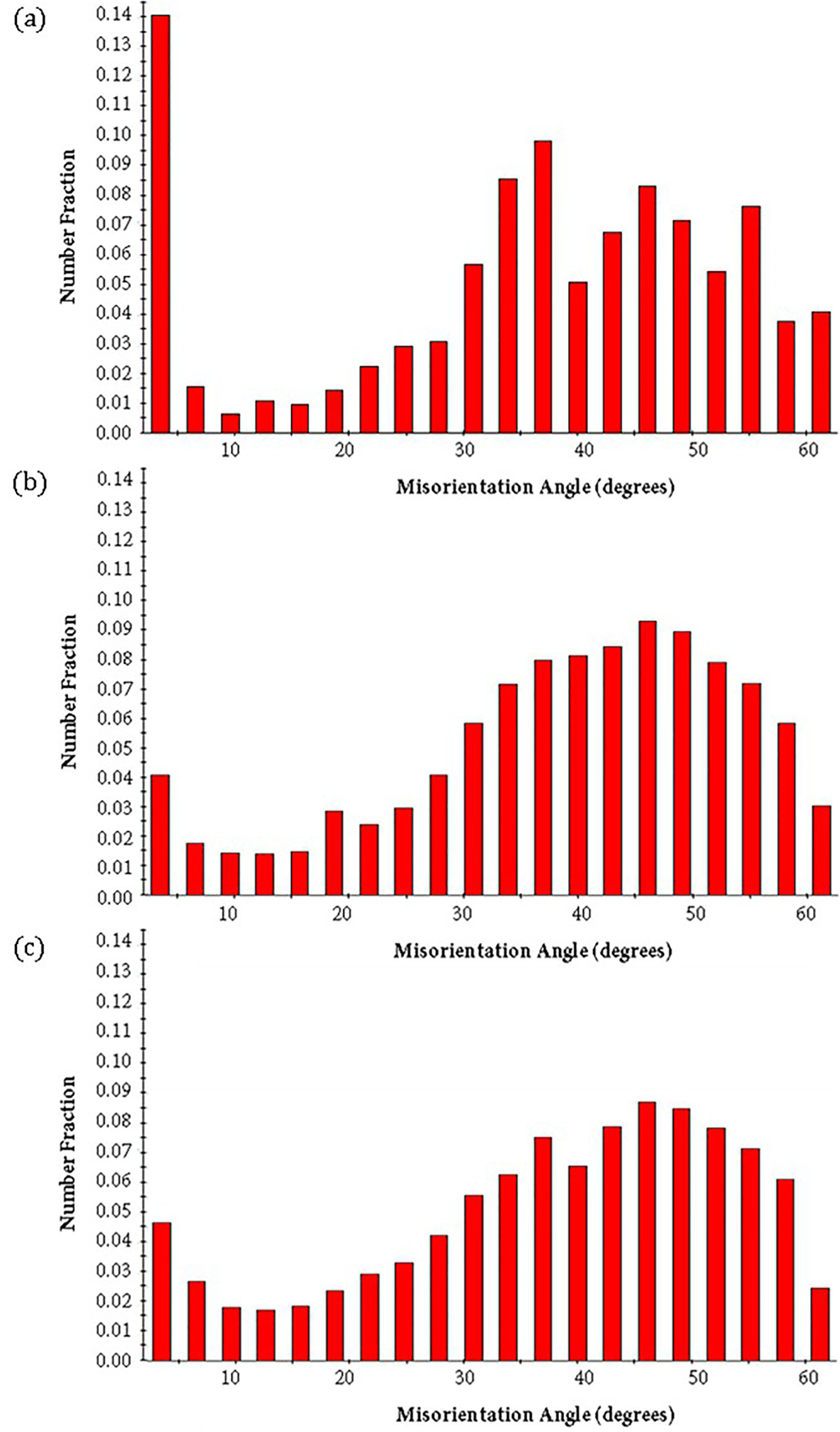
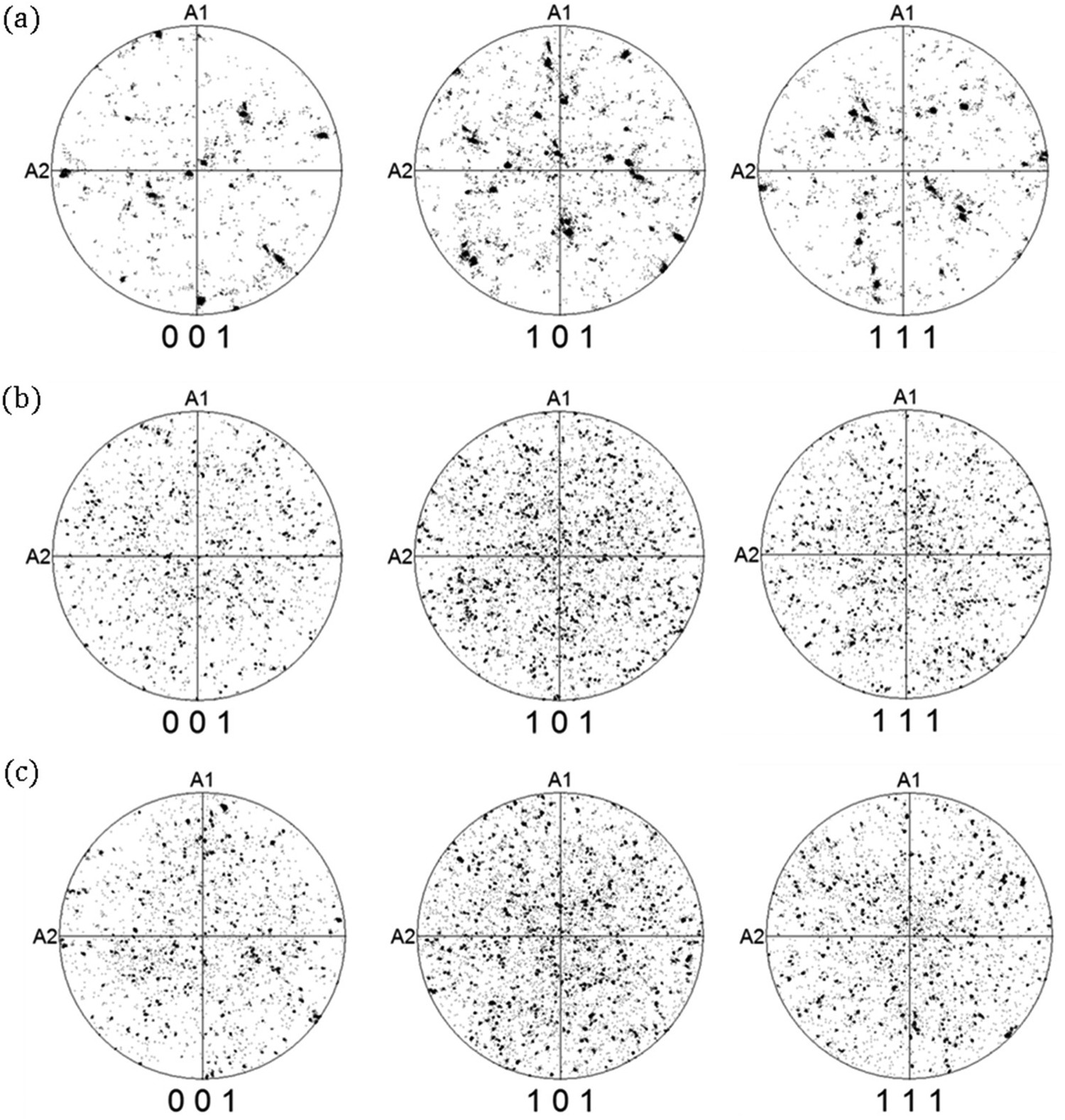
To further elucidate the refinement process, a comparison of the EBSD mapping was performed for the conventional cast A356 alloy, semisolid cast A356 alloy, and semisolid cast A356 alloy with 0.5 wt-% Er. The secondary electron images corresponding to the EBSD maps of the alloys are shown in Figure 7. The colours used in the EBSD maps indicate different crystal orientations. For the EBSD maps presented in this study, we defined the boundaries with misorientation angles of less than 15° as low-angle grain boundaries (LABs) and those with misorientations of greater than 15° as high-angle grain boundaries (HABs). Large primary α-Al grains were present in the conventionally cast A356 alloy sample (Figure 7(a,b)). Figure 8(a) illustrates the LABs of the primary α-Al grains in the conventionally cast A356 alloy. In contrast, the crystal misorientation and distribution of the primary α-Al grains in the semisolid A356 alloys with and without erbium exhibited a decreased number of LABs, as shown in Figure 8(b,c), respectively. The pole figures shown in Figure 9 represent the orientation distributions of the primary α-Al grains in the conventionally cast A356 alloy, semisolid A356 alloy, and semisolid A356 alloy with 0.5 wt-% Er for the [001], [101], and [111] crystallographic lattice planes. The crystal orientation of the primary α-Al grains in the conventionally cast A356 alloy was relatively concentrated (Figure 9(a)), while that in the semisolid A356 alloy tended to be scattered (Figure 9(b)) and the scattering increased in the semisolid A356 alloy with the addition of erbium (Figure 9(c)).
SEM images and EBSD orientation maps of samples: (a) SEM image and (b) EBSD orientation map of the conventionally cast A356 alloy, (c) SEM image and (d) EBSD orientation map of the semisolid cast A356 alloy, and (e) SEM image and (f) EBSD orientation map of the semisolid cast A356 alloy with 0.5% Er. Boundary misorientation distributions for the aluminium grains: (a) conventionally cast A356 alloy, (b) semisolid cast A356 alloy, and (c) semisolid cast A356 alloy with 0.5% Er. Pole figures of aluminium grains: (a) conventionally cast A356 alloy, (b) semisolid cast A356 alloy, and (c) semisolid cast A356 alloy with 0.5% Er.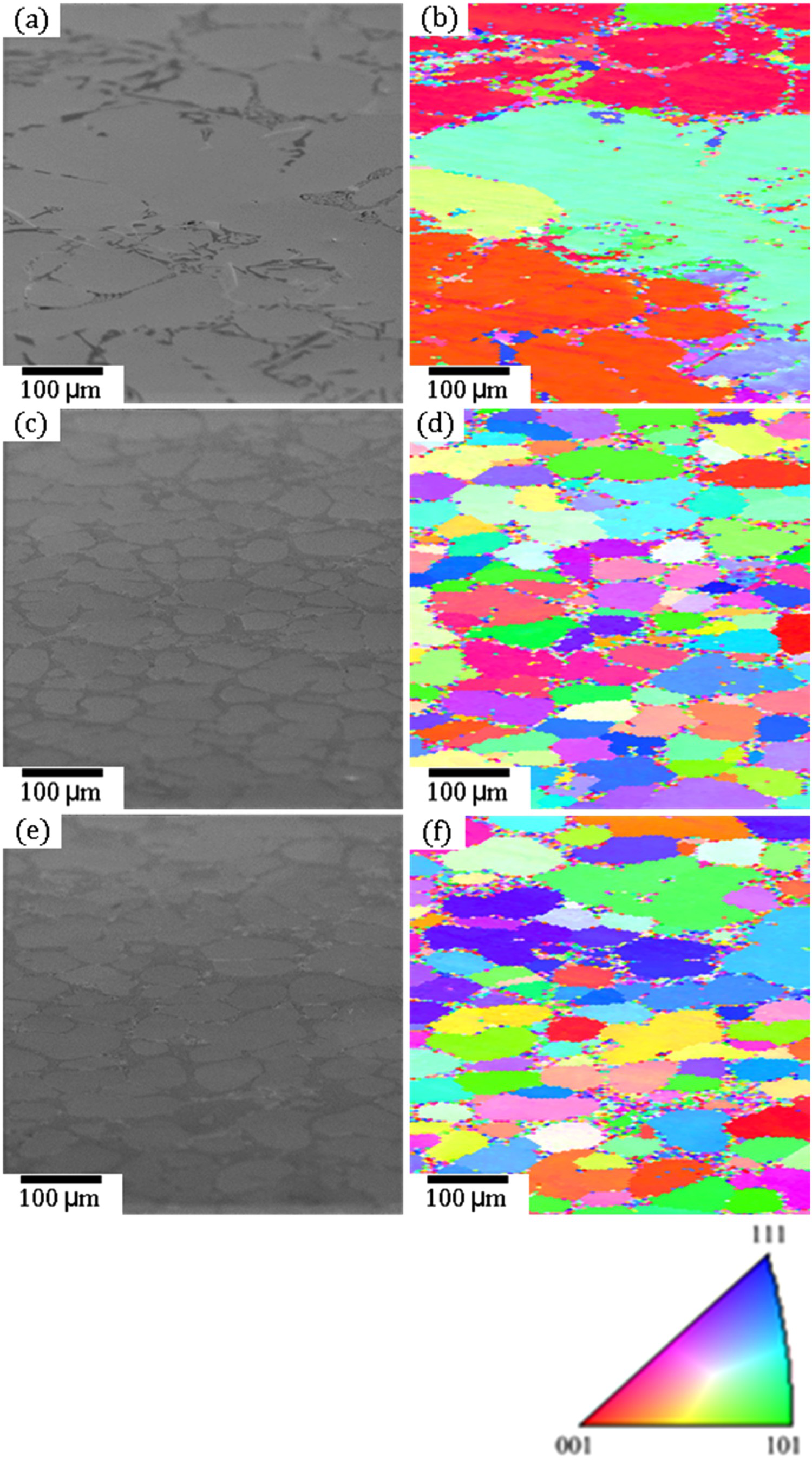
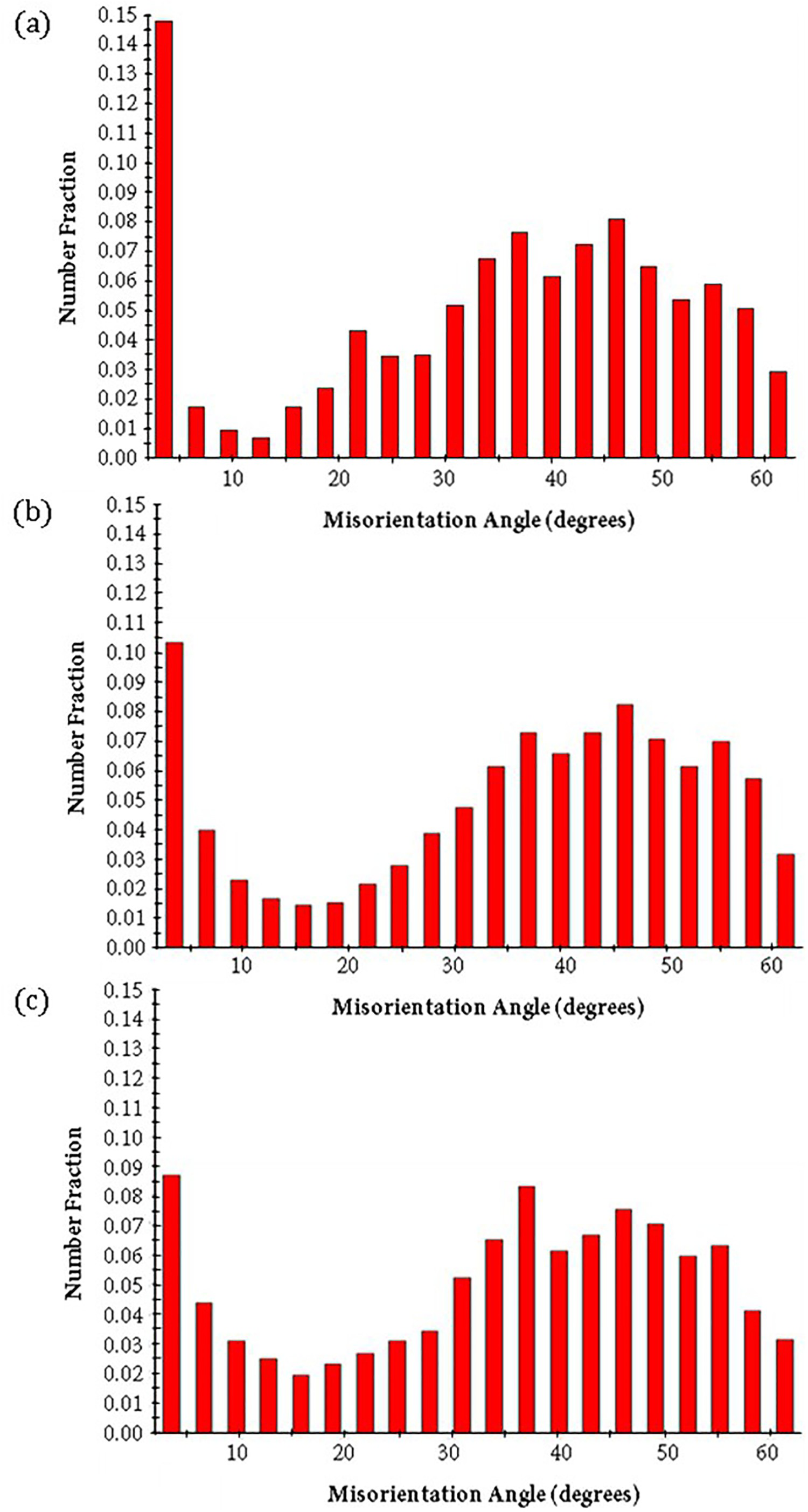
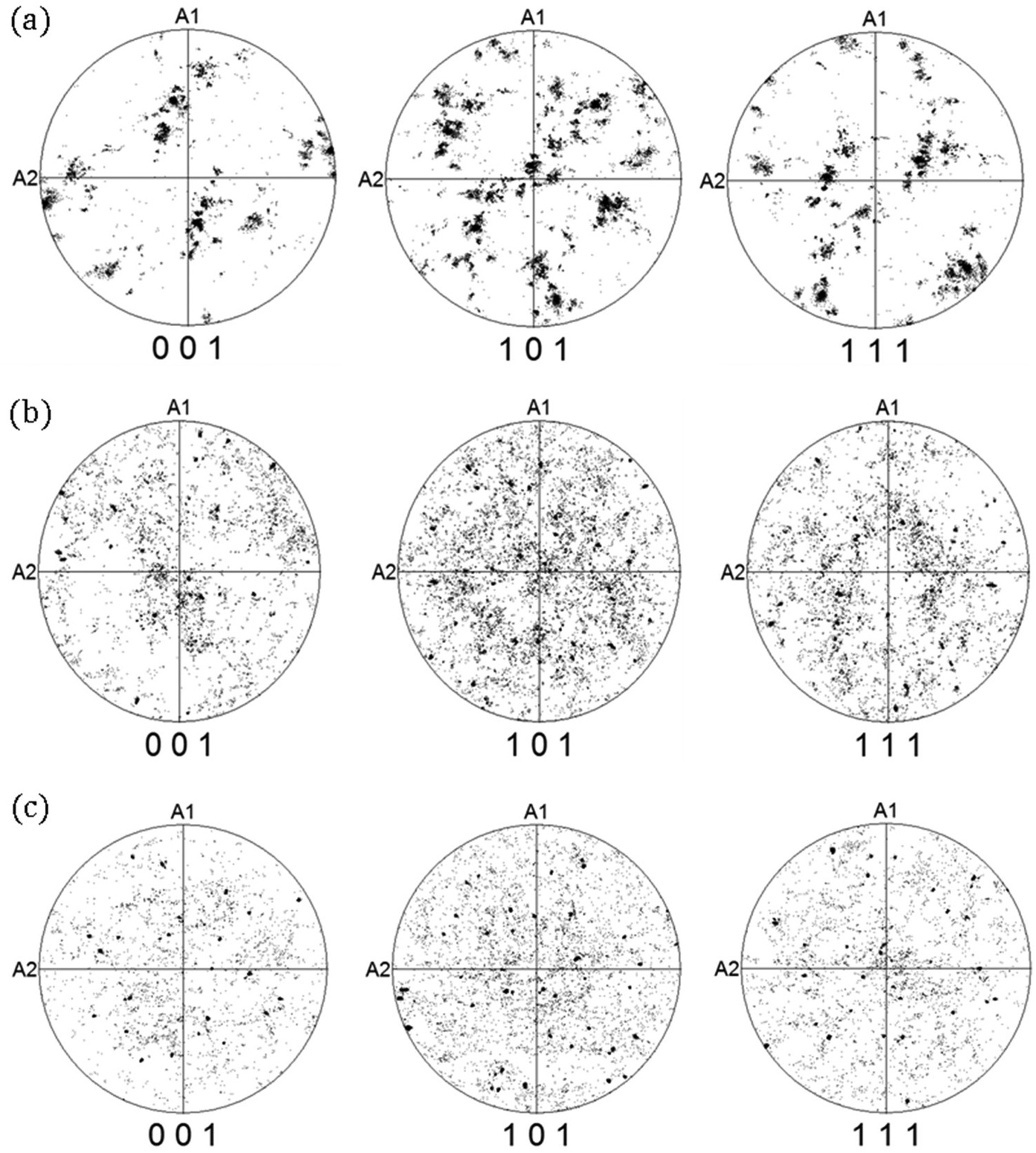
The secondary electron images corresponding to the EBSD maps of the alloys in the eutectic area are shown in Figure 10. In the conventionally cast A356 alloy (Figure 10(a,b)), eutectic aluminium with the same orientation as in the neighbouring dendrites was found. Figure 10(c)–(f) shows the SEM images and EBSD maps of a eutectic region in the semisolid A356 alloy (Figure 10(c,d)) and semisolid A356 alloy containing 0.5 wt-% Er (Figure 10(e,f)). The EBSD maps of the eutectic regions in both alloys show large colour variations, and the colours are different than those in the maps for the primary α-Al phase. The crystal misorientations and distributions of the eutectic aluminium phase and the primary α-Al phase in the A356 alloy are shown in Figure 11, which illustrates the LABs in the semisolid A356 alloy. Upon the addition of erbium, the proportion of LABs seemed to decrease. The pole figures shown in Figure 12 represent the orientation distributions of the aluminium and silicon eutectic phases in the conventionally cast A356 alloy, semisolid A356 alloy, and semisolid A356 alloy with 0.5 wt-% Er for the [001], [101], and [111] crystallographic lattice planes. The crystal orientation of the Al–Si eutectic phase in the conventionally cast A356 alloy was relatively concentrated (Figure 12(a)), while that in the semisolid A356 alloy tended to be scattered (Figure 12(b)), and the scattering increased with the addition of erbium (Figure 12(c)). These results indicate that the growth of the eutectic aluminium and eutectic silicon crystals in the modified alloys was isotropic and covered a large number of directions.
SEM images and EBSD orientation maps of samples: (a) SEM image and (b) EBSD orientation map of the conventionally cast A356 alloy, (c) SEM image and (d) EBSD orientation map of the semisolid cast A356 alloy, and (e) SEM image and (f) EBSD orientation map of the semisolid cast A356 alloy with 0.5% Er. Boundary misorientation distributions for the eutectic area: (a) conventionally cast A356 alloy, (b) semisolid cast A356 alloy, and (c) semisolid cast A356 alloy with 0.5% Er. Pole figures of aluminium grains: (a) conventionally cast A356 alloy, (b) semisolid cast A356 alloy, and (c) semisolid cast A356 alloy with 0.5% Er.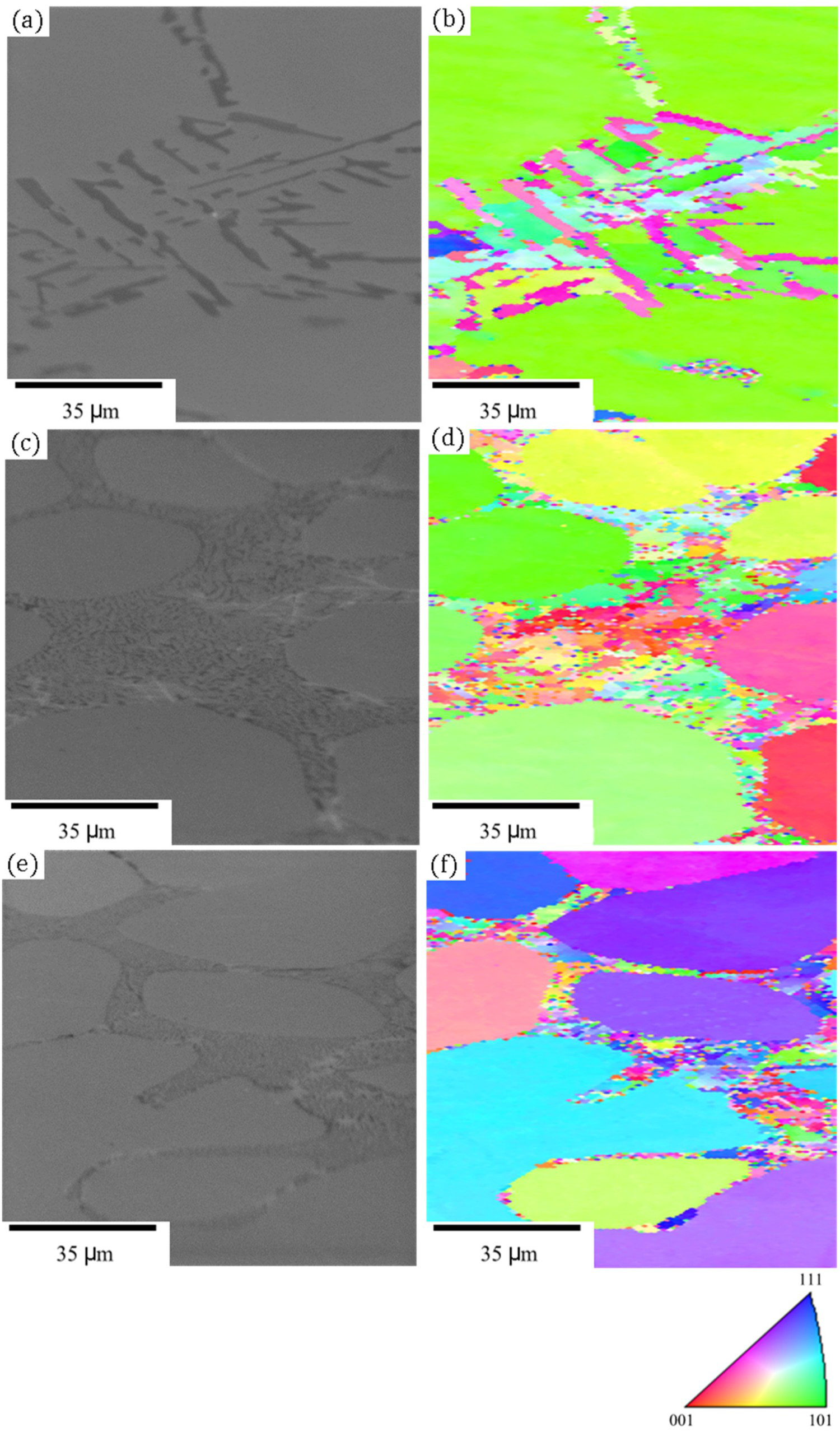
P-containing particles were found in the samples with added erbium. The SEM images in Figure 13(a,b) shows a cubic particle in the 0.5 wt-% Er sample. The EDX point analysis in Figure 13(c) indicates that the particle contained erbium and phosphorus (and a negligible amount of aluminium). Generally, it is difficult to obtain the relative concentrations of elements with EDX. Correction accounts for the atomic number effect (Z), absorption effect (A), and fluorescence excitation effect (F) may be needed, especially when no standard is available. The automatic ZAF correction may be applied as successfully implemented [34].
(a), (b) SEM images and (c) EDX analysis of the intermetallic phase of Er-containing samples.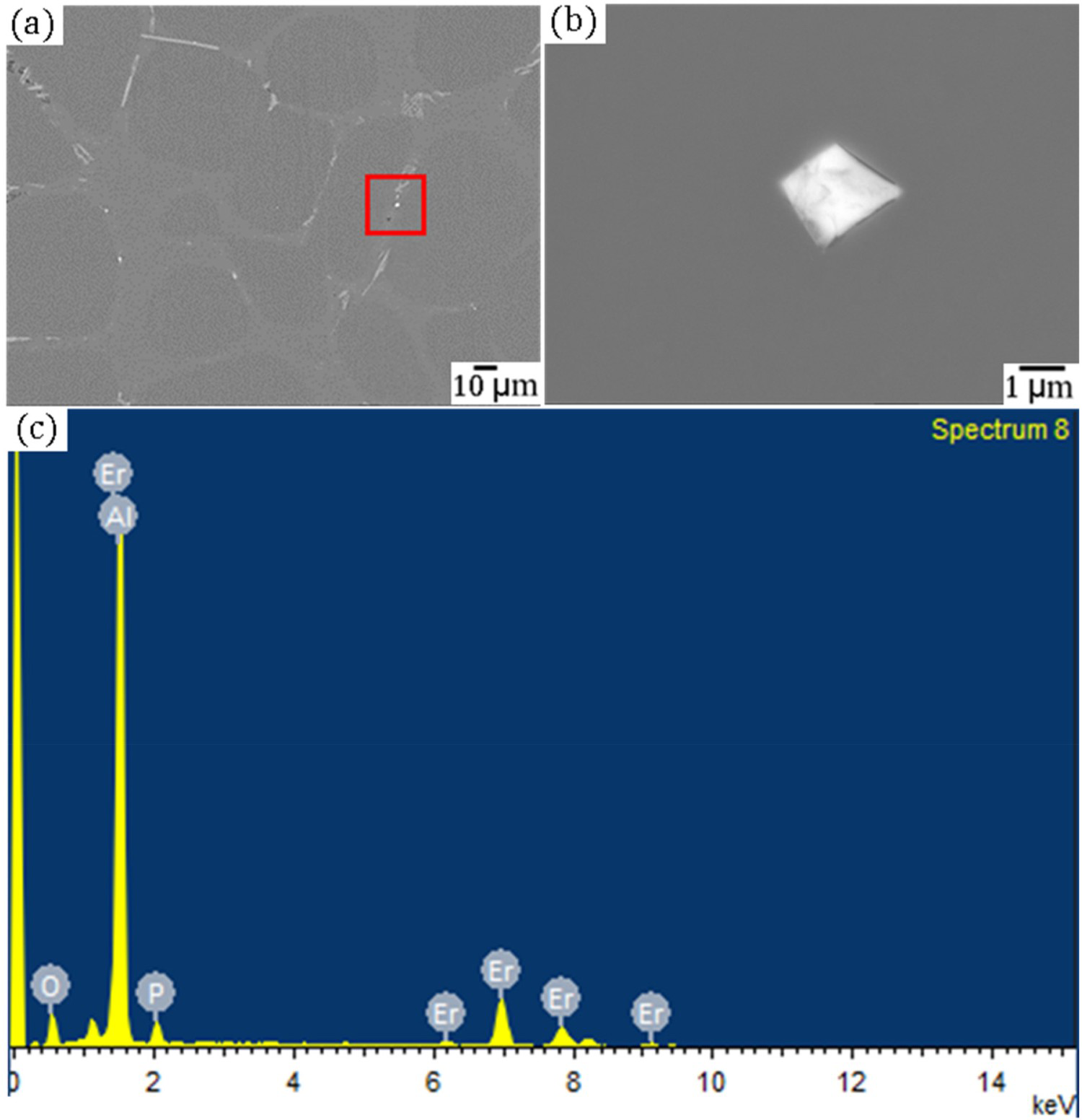
Discussion
The crystal separation theory has been proposed to explain the mechanism of semisolid globule formation. The nucleation and growth start on the cold mould wall, and detachment of the weak dendrite arms due to fluid motion is responsible for the globule primary particle formation [35]. When the A356 alloy melt contacts the cold wall of the serpentine channel, the temperature of the A356 alloy melt rapidly drops. The melt becomes a supercooled alloy due to cooling from the cold serpentine channel wall, which reduces the critical energy of nucleation. Consequently, a large number of primary α-Al nuclei are generated.
Grain refinement mechanisms are generally elucidated by the presence of heterogeneous nucleation and growth restrictions. Pandee et al. [15] reported that erbium addition to a hypoeutectic Al–Si alloy improved the α-Al grain refinement. They proposed that the heterogeneous nuclei for the α-Al grain nucleation originated from the pre-existing Al3Er particles in the melts. Al3Er and α-Al have the same crystal structure (FCC), and the lattice parameter of Al3Er is very close to that of α-Al. Therefore, Al3Er can act as effective heterogeneous nucleation sites for α-Al grains [28]. The formation energy of Al3Er shows thermodynamic stability [36,37], which suggests a formation ability of the Al3Er phase. Moreover, the existence of Al3Er particles in as-cast alloys with low erbium contents has been reported [38].
In this study, the addition of erbium reduced the grain size, globule size, and SF of primary α-Al in the conventionally cast A356 alloy. However, no Al3Er particles were observed in the microstructures. Further work is therefore required to verify the identity of the active nucleant introduced by erbium addition to A356 alloys. Another possible mechanism for grain refinement by the addition of erbium has also been reported. The Er-rich phase formed on the solid/liquid interface inhibits the growth of primary α-Al grains [39]. Grain refinement is related to a change in the solidification parameters. When greater numbers of heterogeneous nucleates are present in the melt, the barrier for nucleation is reduced, and primary α-Al grain nucleation requires a smaller driving force. Therefore, the undercooling temperature decreases, indicating that the casting has a fine grain structure [40]. The results of this study (Figure 2 and Table 1) show that the addition of erbium reduced the undercooling of the primary α-Al phase, thereby refining the primary α-Al grains.
The addition of erbium to A356 alloy appears to have an effect on the nucleation of eutectic silicon. The eutectic nucleation temperature has a direct effect on the number of potential nuclei found in the melt. The barriers for nucleation decrease as the nucleation temperature increases, and thus a greater number of isolated eutectic Si particles may form; this is the case for the flake-like morphology. Many studies have reported that eutectic Si nucleates from AlP particles in commercial-purity aluminium foundry alloys due to P impurities [17,41]. AlP is an excellent lattice match to Si: the lattice parameter differs by only 0.2%, and the zincblende structure of AlP is closely related to the diamond cubic structure of Si. AlP particles can form even with extremely low P contents [42]. In conventionally cast A356 alloys, the recalescence undercooling (TG–TMin) for the nucleation temperature and growth temperature of the eutectic arrest is only approximately 0.4 °C (Table 1). However, owing to the presence of numerous sufficiently large AlP particles with sizes of a few mm, a high undercooling is not necessary for free growth [43]. It has been reported that phosphorus-rich particles act as nucleation sites for silicon even in alloys of 99.995% purity [44]. This is not in conflict with the detected phosphorus content being less than 10 ppm in this study.
Pandee et al. [15] confirmed the existence of ErP in hypoeutectic Al–Si by studying the solidification sequence of hypoeutectic Al–Si with erbium addition. The existence of ErP rather than AlP in Er-containing alloys is expected based on the thermodynamics of competing phosphide compounds; the formation energy for ErP is −1.75 eV/atom, whereas that of AlP is −0.75 eV/atom [36,37]. The thermodynamics thus strongly support that the ErP phase is more stable and will be preferentially formed. In the Er-free sample, the eutectic is located at or close to the tips of the primary aluminium dendrites throughout the cross-section. However, in the samples containing erbium, the eutectic grows from the mould walls toward the centre of the sample. The formation of ErP instead of AlP changes the eutectic growth. In the present study, the SEM results (Figure 13) clearly show that erbium may react with phosphorus impurities to form ErP. However, ErP is not a good nucleant for eutectic Si compared to AlP, as the lattice parameter of ErP is a = 5.60 Å and its crystal structure is a rocksalt structure [45], which is fundamentally different from the diamond cubic structures of Si. However, further study on the interaction between Er and P is needed.
Crosley and Mondolfo [46] reported that nucleation has a major effect on the modification. AlP can be the nucleation site for eutectic Si owing to the minimal lattice mismatch between AlP and Si [41]. Thus, the thermal analysis results showed that the addition of erbium resulted in an increase in the undercooling of the melts (Figure 2 and Table 1), suggesting a change in the number of nucleation sites for the eutectic phases. Therefore, erbium delays the nucleation of the eutectic phases, resulting in a refinement of the eutectic silicon phases.
The RQI is a powerful tool for quantitatively characterising the semisolid structure of feedstock materials for thixoforming because it addresses the complexity of the structure through the grain/globule ratio and SF of the primary phase. The highest possible RQI is essential to obtain a good thixoforming material. Values of RQI vary from 0 (for a fully dendritic morphology) to 1 (for a perfectly globular morphology), where a grain is a globule and there are no branches between two or more globules. The RQI values calculated in the present study are summarised in Table 2. The RQI value achieved with the serpentine channel process was approximately 0.32. It can be concluded that the serpentine channel technique can effectively produce a favourable morphology for semisolid casting. The addition of 0.1 wt-% erbium to the semisolid A356 alloy increased the RQI from 0.32 to 0.43, and the RQI increased with increasing erbium content. The highest RQI value obtained in this study was approximately 0.57 with the addition of 0.5 wt-% erbium. RQI values of 0.02–0.03 have been reported for conventionally cast A356 structures, whereas rheocast A356 structures prepared by 1200 W electromagnetic stirring have an RQI value of 0.32 [47]. The RQI value for Al–7Si–0.5Mg rheocast alloys is 0.35. Moreover, we previously reported that the best RQI value achieved by introducing a mechanical vibration process was approximately 0.28 [2].
Conclusions
The microstructure of semisolid A356 alloys with different erbium contents produced with the serpentine channel process was investigated. The key conclusions are as follows:
· The dendritic structure of the conventionally cast alloy changed to a nondendritic structure after casting with the serpentine channel process. · The addition of erbium to the semisolid A356 alloy refined the size of the primary α-Al globules and eutectic silicon. Moreover, semisolid properties were evaluated using the RQI, which was found to increase with increasing erbium content. · The addition of erbium resulted in an increase in the undercooling of the melts, suggesting a change in the number of nucleation sites for the eutectic phases. Therefore, erbium delays the nucleation of eutectic phases, resulting in a refinement of the eutectic silicon phases.
Footnotes
Acknowledgements
A scholarship for CP was provided by Rajamangala University of Technology Isan (Nakhonratchasima Campus). The authors thank Prof. David C. Dunand (Northwestern University) for useful discussions.
Disclosure statement
No potential conflict of interest was reported by the author(s).