
Abstract
In this work, spark-plasma-sintered Ti-20.3Al-24.7Nb (at.-%) compact was pack rolled in different phase fields to fabricate Ti2AlNb sheets with high strength and ductility without post-heat treatment. The nano O phases in the B2 matrix contributed to the high tensile strength and ductility in a single B2 phase field. In the O + B2 phase field, the O phases remarkably increased in size and resulted in high tensile strength of 1407.1 MPa. Maintaining the O phases to nano sizes and cooperation with micro-sized α2 phases resulted in extremely high elongation of 13.91% in the α2+O + B2 phase field. The  ,
,  ,
,  , and
, and  strengthening effects of the α2 and O phases under different conditions were analysed in detail.
strengthening effects of the α2 and O phases under different conditions were analysed in detail.
Spark-plasma-sintered pre-alloyed powders are used as the raw compact before hot pack rolled Ti2AlNb sheet. Ti2AlNb sheets with good mechanical properties are obtained without any post-heat treatment. This ‘SPS pre-alloyed powder + hot pack rolling’ method has great potential in breaking the limit in sheet properties. The strengthening effects of different factors are analysed.
Introduction
Ti2AlNb alloys have attracted much attention due to their high tensile and creep strengths and excellent oxidation resistance for aircraft engine application and the aviation industry [1]. Usually, Ti2AlNb alloys contain three phases, namely, O, B2, and α2. The close-packed hexagonal structure α2 phase is composed of Ti3Al. It has a few movable slip systems and is thus a brittle phase. The body-centered-cubic structure B2 phase is always the matrix of Ti2AlNb alloys. It has multiple slip systems and good ductility. The orthorhombic-structure O phase (Ti2AlNb) exerts a better strengthening effect than the α2 phase at elevated temperatures. For Ti-22Al-25Nb (at.-%), the B2 phase region locates at temperatures above approximately 1060°C, the α2+B2 phase region locates at approximately 1000°C–1060°C, the α2+B2+O phase region locates at approximately 930°C–1000°C, and the B2+O phase region locates at approximately 630°C–930°C. Ti2AlNb alloys are used as rolled sheets for specific applications [2,3]. However, Ti2AlNb sheets have not been fully commercialised because they are difficult to manufacture [4]. Various methods have been applied to fabricate Ti2AlNb sheets [5], aiming to obtain sheets with good mechanical properties. Post-heat treatment is always necessary to improve the mechanical properties of the obtained sheets [6-8]. Zhou et al. [6] hot rolled a forged TiAlNb compact and found that sheet tensile properties increase when the total rolling reduction increased. They reported that the hot pack rolling process and heat treatment (annealing at 900°C for 6 h and furnace-cooled to room temperature) result in a 44% increase in tensile strength. However, a low elongation of 0.94% is obtained under such a condition. Boehlert et al. [7] reported that hot forging and pack rolling can break large prior BCC grains and that the Ti-12Al-38Nb alloy contains a fully β microstructure, is easy to deform and has excellent ductility. Shao et al. [8] hot isostatic pressed a Ti-22Al-24Nb-0.5Mo (at.-%) compact then ring rolled the compact and heat-treated the alloys under different conditions. They found that the elongation of the sheet that was heat-treated at 960°C for 2 h then aged at 800°C for 24 h increased by two times.
Powder metallurgy has been used to prepare Ti2AlNb compacts recently because it can fabricate materials with a uniform microstructure. Spark plasma sintering (SPS) has a high heating rate, short sintering time, high sintered density, and limited grain growth; hence, it is widely used. However, thus far, only a few studies have attempted to fabricate Ti2AlNb sheets by hot rolling a compact fabricated via SPS of pre-alloyed powders [9]. One of our studies early this year [9] used SPS to fabricate a Ti2AlNb compact and hot pack rolled such a compact in the single B2 phase region. High tensile strength and good ductility were obtained, thereby proving the potential of using SPS in preparing raw compacts. Also, it is known from the references [6,8] that few of the references have achieved excellent mechanical properties without heat treatment. In this work, a Ti2AlNb compact was prepared via SPS of pre-alloyed powders then hot pack rolled to fabricate Ti2AlNb sheets. Ti2AlNb sheets with excellent comprehensive properties were successfully obtained without any post-treatment.
Experimental
Figure 1 shows a schematic of the experimental process used in this work. Pre-alloyed powders with a composition of Ti-20.3Al-24.7Nb (at.-%) prepared through gas atomisation were used as the starting materials. The powders were sintered in a ZLY-60 SPS furnace manufactured by Jinzhou Hangxing Group CO., LTD. During sintering, the powders were assembled in a quartz glass tube then placed in a graphite sintering mould. The quartz glass tube could prevent the current from flowing through the mould, thus ensuring high energy efficiency during heating. Sintering was realised in a vacuum condition (≤ −10−3Pa). The powders were heated to 700°C within 4.5 min and to 1060°C at a rate of 60 °C/min. Sintering was maintained at 1060°C for 10 min at a uniaxial pressure of 50 MPa. A compact with a diameter of 40 mm and height of 15 mm was obtained after cooling to room temperature. Quadrate blocks were cut from the centre of the compact and coated with the parting agent of ZrO2 powders. Afterward, the blocks were sealed inside packs made of stainless steel. A two-high asymmetric hot rolling mill machine was used to roll the packs. Four rolling passes with thickness reductions of 30% + 21% + 21% + 21% (strain of 0.34 s−1 + 0.28 s−1 + 0.28 s−1 + 0.28 s−1) were applied. The packs were preheated at different phase fields, held for 15 min before rolling, and reheated for 5 min before the next rolling pass. The phases of the sheets were analysed via scanning electron microscopy (SEM; ZEISS microscope), X-ray diffraction (XRD; D8A25 using Cu Kα radiation with 40 kV tube voltage and 40 mA current), and transmission electron microscopy (TEM; Tolas F200X). Room-temperature tensile strengths were tested using an Instron-5569 testing machine at 0.36 mm/min.
Schematic of the experimental process: (a) pre-alloyed powders, (b) SPS, and (c) hot pack rolling.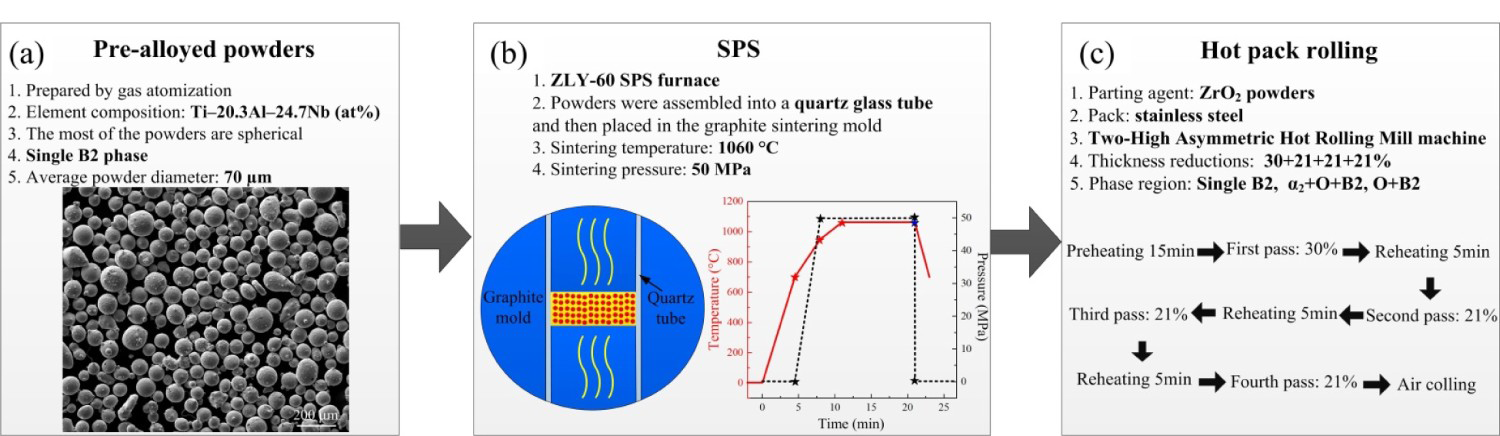
Results
Microstructure and XRD patterns
Figure 2(a) shows the microstructure of the sheet rolled in the single B2 phase region. The grains were large and had uneven sizes. No other phase could be observed on the sheet aside from the B2 phase matrix. Figure 2(b) shows the microstructure of the sheet rolled in the α2+O + B2 phase field. The grains were smaller than those in Figure 2(a) due to the lower rolling temperature. The grain boundary (GB) was characterised by relatively large α2 phases, and many tiny α2 phases could be observed inside the grains (Figure 2(d)). Much smaller grains were observed on the sheet rolled in the O + B2 phase field, and GB was characterised by the O phase. Figure 2(f) presents a magnified view of the O phases, and most of them were spherical. Figure 2(d) shows the XRD patterns of the rolled sheets. Only B2 peaks were detected on the sheet rolled in the single B2 phase field, which corresponds well with Figure 2(a). Aside from the B2 peaks, other small peaks showing α2 and O phases were detected on the sheet rolled in the α2+O + B2 phase field. The small heights of the α2 and O peaks may be due to the low contents. Similarly, the B2 phase had the highest peaks on the sheet rolled in the O + B2 phase field, and several peaks showing O phases were observed.
SEM microstructure of the sheet rolled in: (a) single B2 phase region, (b) α2+O + B2 phase field, (c) O + B2 phase field, (d) XRD patterns of the rolled sheets, (e and f) Magnified view of regions e and f.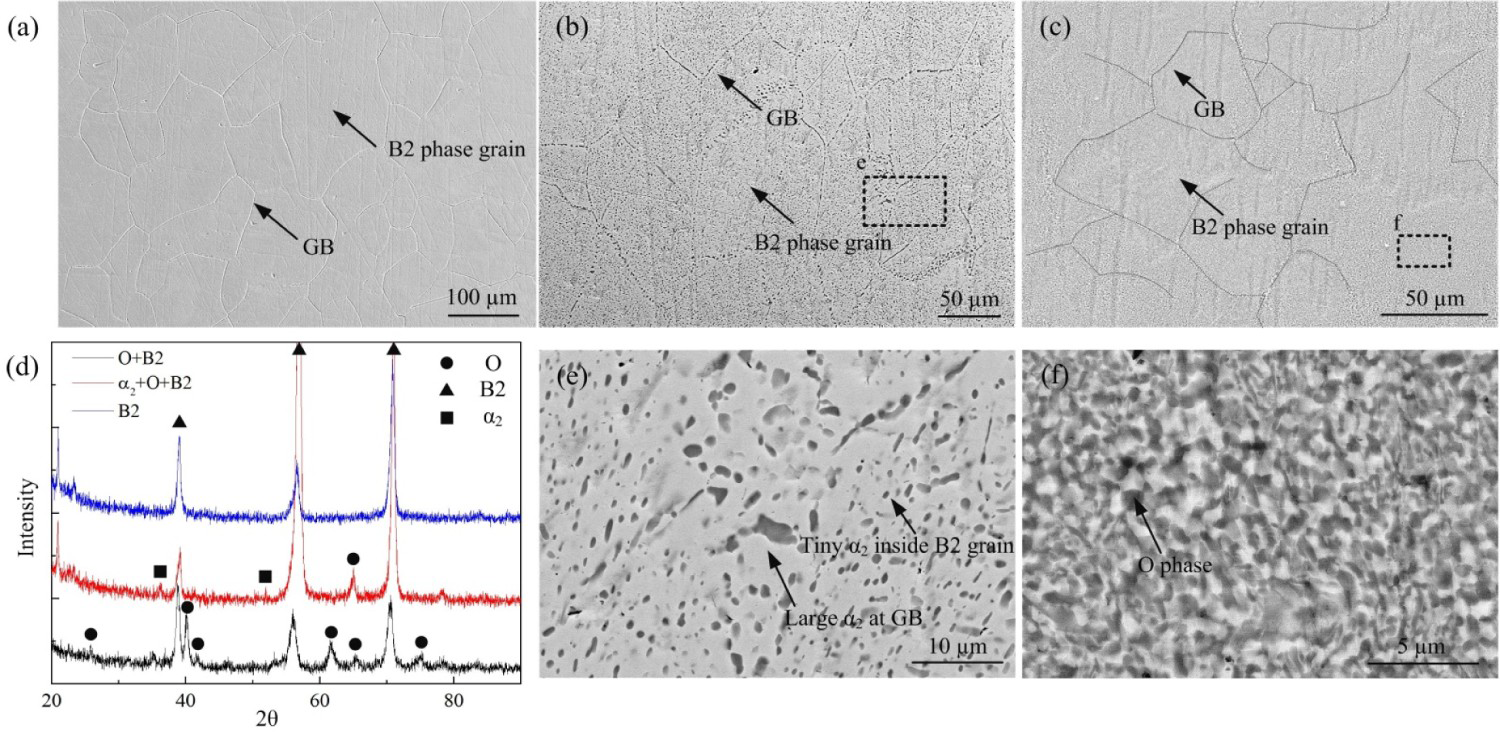
Phase compositions
Figure 3(a) shows the TEM bright-field image of the sheet rolled in the O + B2 phase field. Numerous spherical O phases with sizes of several hundreds of nanometres were observed. The diffraction spots confirmed the B2 and O phases in Figure 3(a). Figure 3(a) indicates that the volume fraction of the O phase was high in the sheet rolled in the O + B2 phase field. This O phase definitely affected the mechanical properties of the sheet, which will be discussed in the following section. Figure 3(b) shows a magnified view of the O phase. This large O phase had a size of approximately 500 nm. Its inverse Fourier filter transform (IFFT) image shows regularly distributed atoms inside the O phase. Figure 3(c) presents a magnified view of the B2 matrix. Several nano O phases were found in the high-resolution TEM (HRTEM) image (Figure 3(c)). Its selected area electron diffraction (SAED) pattern shows that this nano O phase had a zone axis of [01 (a) TEM image, (b) large O phase, and (c) HRTEM image of the B2 matrix of the sheet rolled in the O + B2 phase field. ] and could significantly strengthen the sheet, which will be discussed in the following section.
] and could significantly strengthen the sheet, which will be discussed in the following section.
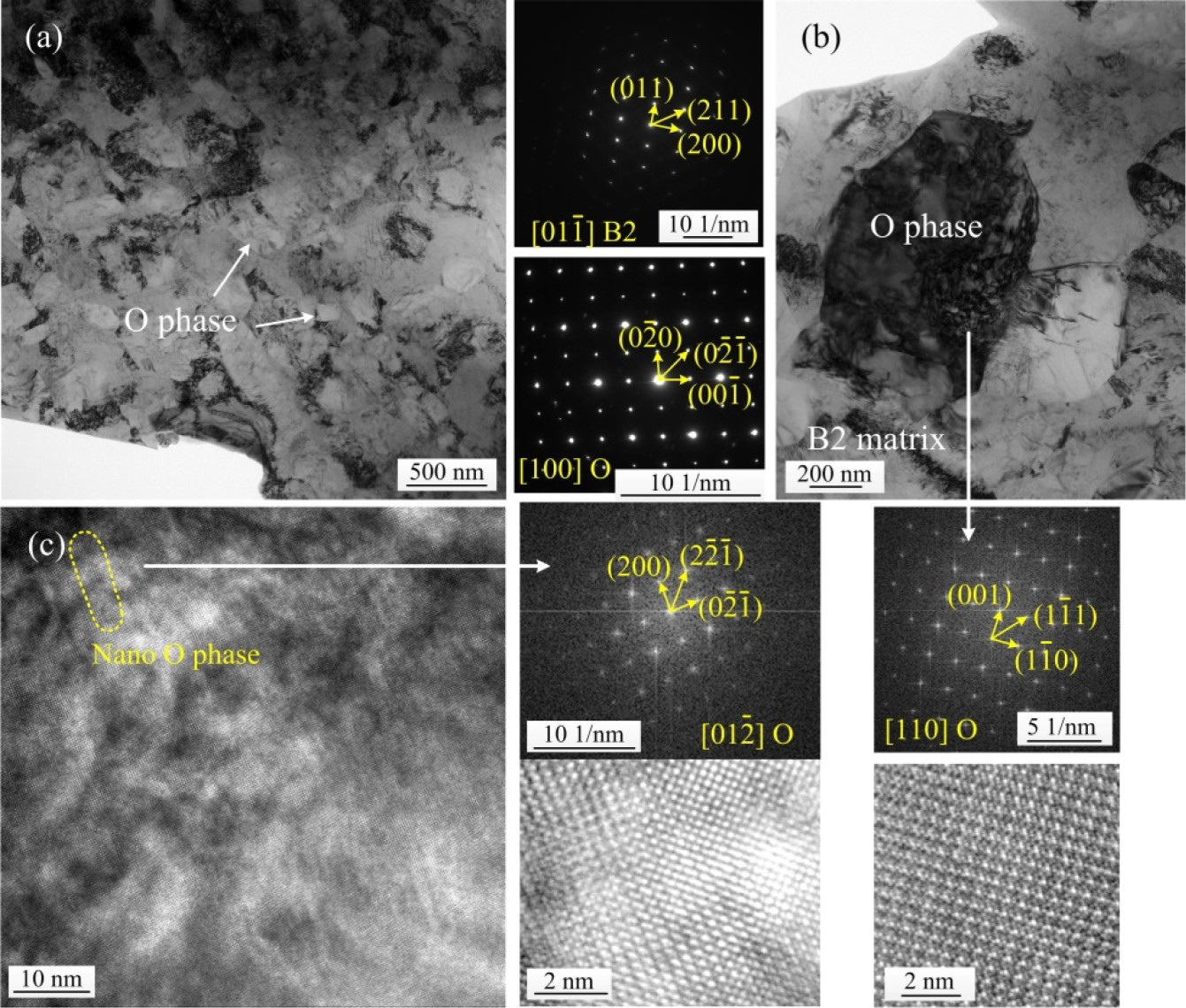
Figure 4(a) shows the TEM image of the sheet rolled in the α2+O + B2 phase field. Several micro-size α2 phases were observed inside the B2 matrix. The diffraction spots confirmed the B2 and α2 phases. Figure 4(b) shows a magnified view of the B2 matrix. Similar to the sheet rolled in the O + B2 phase field (Figure 3), many nano O phases were observed inside the B2 matrix, as shown in Figure 4(b). The nano O phase with a zone axis of [1 (a) TEM image, (b) the nano-sized O phase, and (c) HRTEM image of the B2 matrix of the sheet rolled in the α2+O + B2 phase field. 0] could be recognised from the SAED pattern taken from the HRTEM image in Figure 4(c). Similarly, these nano O phases could significantly strengthen the sheet.
0] could be recognised from the SAED pattern taken from the HRTEM image in Figure 4(c). Similarly, these nano O phases could significantly strengthen the sheet.
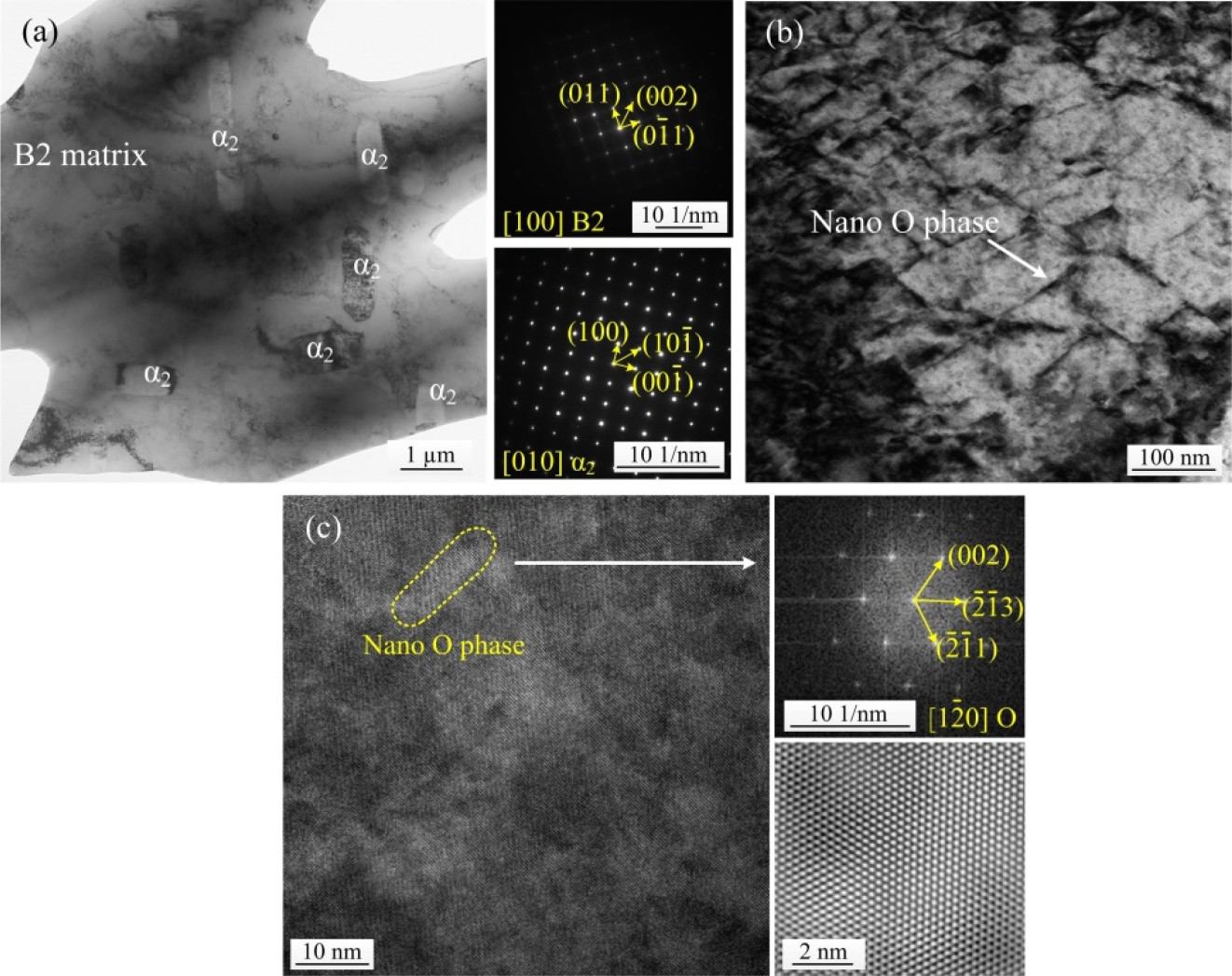
Figure 5(a) presents the TEM image of the sheet rolled in the single B2 phase field. Many nano O phases were also observed in the B2 matrix. Figure 5(b) shows the HRTEM image of the O phase. The SAED pattern confirmed the existence of the O phase. The IFFT image indicates that the atoms of the O phase were different from those of the B2 phase. Figures 3–5 show that some nano O phases were observed inside the B2 matrix of the sheets rolled using different schemes. These O phases may have been formed during the fast-cooling stage after the last rolling pass. Such a transformation from B2→O is highly complex and still lacks a widely accepted theory. Here, we believe that B2 underwent a B2→B19→O transformation, which was discussed in detail in Ref. [10].
(a) TEM image and (b) HRTEM image of the B2 matrix of the sheet rolled in the single B2 phase field.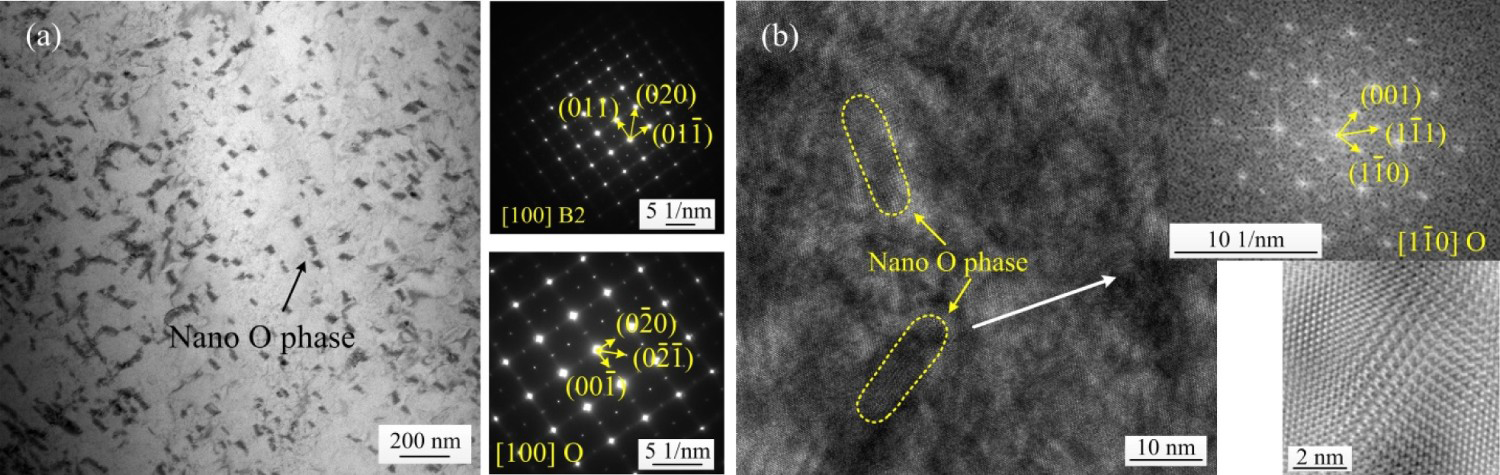
Mechanical properties
Figure 6 presents the room-temperature tensile properties of the sheets. The sheets exhibited different mechanical properties when rolled in the different phase fields. The sheet rolled in the O + B2 phase field had an extremely high tensile strength of 1407.1 MPa with an elongation of 2.63%. The sheet rolled in the O + B2+α2 phase field had an extremely high elongation of 13.91% but a low tensile strength of 1063.27 MPa. The sheet rolled in the single B2 phase region had a high tensile strength of 1122.08 MPa and high elongation of 9.49%.
Mechanical properties of the sheets: (a) tensile strength, (b) strain–stress curves, and (c) summary of the result of this work and other references.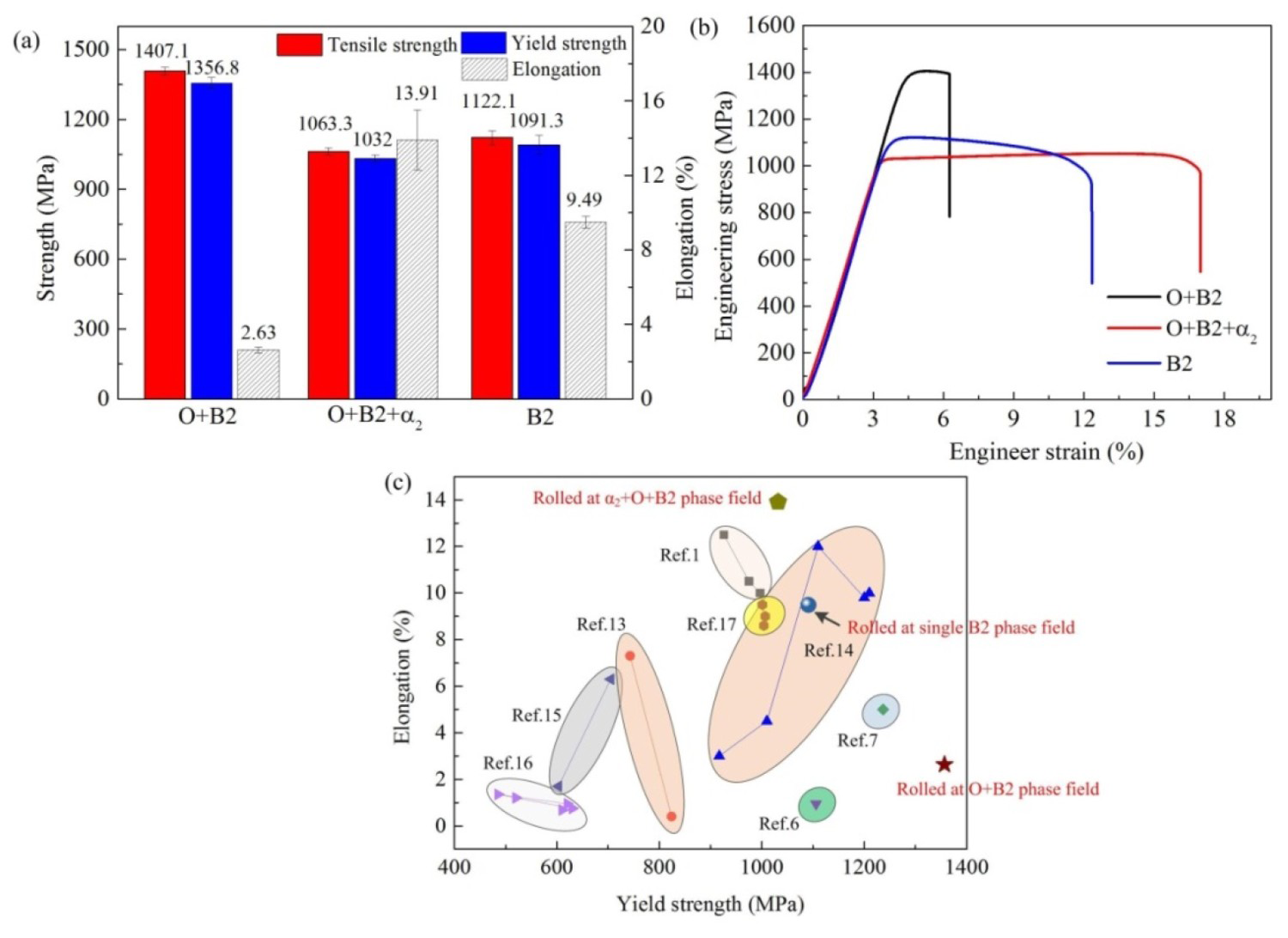
Figure 6(c) provides a summary of the mechanical properties of the Ti2AlNb sheets fabricated in other studies and in this work [1,6,7,11-15]. This work provides a wide range of choices with the expected mechanical properties of the sheet could be selected by rolling them in different phase fields. The novel ‘SPS followed by hot pack rolling’ method in this work can be used to fabricate Ti2AlNb sheets with high tensile strength and elongation. In addition, excellent mechanical properties of the Ti2AlNb sheets fabricated in this work were obtained without any post-treatment, further revealing the potential of this method.
Discussions
Phase composition exerts a considerable effect on the mechanical properties of Ti2AlNb sheets. The B2 phase has multiple slip systems and thus possesses good ductility. However, defects easily appear at the grain boundary of B2 grains, resulting in poor ductility of a single B2 sheet [16]. In this work, some nano-sized O phases precipitated from the B2 matrix when the sheet was rolled in the single B2 phase field. Excellent sheet ductility was obtained under such a condition. Thus, it is believed that these nano-sized O phases contributed to the good ductility of the sheet. Figure 3 shows that the sheet rolled in the O + B2 phase field also consisted of O + B2 phases, but low ductility was obtained. The decrease in ductility was in fact caused by the large size and volume of O the phases. As reported in Ref. [17], the O phase suffers from poor ductility ( = 1% stain to failure) and low fracture toughness despite of <a > and < c + a > slip systems. Thus, low ductility was obtained in the O + B2 phase field. However, the large O phases significantly strengthened the sheet, resulting in tensile strength higher than 1400 MPa. Similarly, many nano-sized O phases existed in the sheet rolled in the α2+O + B2 phase field; thus, the sheet had excellent ductility under such a condition. Moreover, Figure 4 shows that some micro-sized α2 phases existed in the B2 matrix, which could exert a particle strengthening effect on the sheet. Thus, the sheet had excellent strength and ductility.
As introduced above, the high strength and ductility of the sheet can be attributed to the strengthening effects of α2 and O phases. Their strengthening effects can be explained by the following factors [18,19]: (1) the load-bearing effects of the α2/O phases ( ); (2) the geometrical dislocations to accommodate mismatches in the coefficients of thermal expansion (CTEs) between the B2 phase matrix and α2/O phases (
); (2) the geometrical dislocations to accommodate mismatches in the coefficients of thermal expansion (CTEs) between the B2 phase matrix and α2/O phases ( ); (3) Orowan strengthening effect (
); (3) Orowan strengthening effect ( ); and (4) Hall–Petch effect due to grain refinement (
); and (4) Hall–Petch effect due to grain refinement ( ). The total strengthening effect can be expressed as follows:
). The total strengthening effect can be expressed as follows:

 ,
, ,
,  , and
, and  can be expressed as Equations (2–5) respectively [20-23]:
can be expressed as Equations (2–5) respectively [20-23]:


Equations (1)–(5) were used here based on the following assumptions. (1) The sheet's yield strength is improved by the existence of α2 and O phases. (2) The α2, O, and B2 phases have different CTEs. (3) The existence of α2 and O phases exerts a good grain boundary pinning effect.  is the volume fraction of α2/O phases.
is the volume fraction of α2/O phases. is the yield strength of the B2 phase matrix, which is 1000 MPa.
is the yield strength of the B2 phase matrix, which is 1000 MPa.  is the average diameter of α2/O phases, and
is the average diameter of α2/O phases, and is the shear modulus of the B2 phase matrix, which is 50 GPa. b is the Burgers vector of the B2 phase matrix, which is [111] [24].
is the shear modulus of the B2 phase matrix, which is 50 GPa. b is the Burgers vector of the B2 phase matrix, which is [111] [24]. is the difference in CTE between the B2 phase matrix and α2/O phases, and
is the difference in CTE between the B2 phase matrix and α2/O phases, and  is the difference between the processing and test temperatures, which is 923 K.
is the difference between the processing and test temperatures, which is 923 K. (assumed to be 1.25 [21]) and
(assumed to be 1.25 [21]) and  denotes constants,
denotes constants,  is the grain size of the B2 phase. The respective CTEs of α2, O, and B2 phases are assumed to be 8.4 × 10−6/K, 8.22 × 10−6/K, and 8.3 × 10−6/K, respectively.
is the grain size of the B2 phase. The respective CTEs of α2, O, and B2 phases are assumed to be 8.4 × 10−6/K, 8.22 × 10−6/K, and 8.3 × 10−6/K, respectively.
For the sheet rolled in the single B2 phase field,  is the volume fraction of the O phase, which is 10%, and
is the volume fraction of the O phase, which is 10%, and  is the average diameter of the O phase, which is 40 nm. Thus, the
is the average diameter of the O phase, which is 40 nm. Thus, the  of nano-sized O phases is approximately 50 MPa,
of nano-sized O phases is approximately 50 MPa,  is 5094.9
is 5094.9 GPa, and
GPa, and  is 2.3 × 108 × [111] ×
is 2.3 × 108 × [111] ×  GPa/m. For the sheet rolled in the O + B2 phase field,
GPa/m. For the sheet rolled in the O + B2 phase field,  also represents the volume fraction of the O phase, which is 49%, and
also represents the volume fraction of the O phase, which is 49%, and  also represents the average diameter of the O phase, which is 0.62 µm. Thus, the
also represents the average diameter of the O phase, which is 0.62 µm. Thus, the  is approximately 245 MPa,
is approximately 245 MPa,  is 24,965.01
is 24,965.01 GPa, and
GPa, and  is 2.4 × 1010 × [111] ×
is 2.4 × 1010 × [111] ×  GPa/m. These results showed that the O phase rolled in the O + B2 phase field had much higher
GPa/m. These results showed that the O phase rolled in the O + B2 phase field had much higher  and
and  effects than the sheet rolled in the single B2 phase field due to its large volume fraction. For
effects than the sheet rolled in the single B2 phase field due to its large volume fraction. For  , smaller grains always result into a good strengthening effect. Figure 2 shows that the sheet rolled in the O + B2 phase had smaller B2 grains; thus, it is speculated that the
, smaller grains always result into a good strengthening effect. Figure 2 shows that the sheet rolled in the O + B2 phase had smaller B2 grains; thus, it is speculated that the  strengthening effect was greater.
strengthening effect was greater.
For the sheet rolled in the O + B2+α2 phase field, the  values for α2 and O phases were 11.5% and 3.2%, respectively. Thus, the
values for α2 and O phases were 11.5% and 3.2%, respectively. Thus, the  values of the α2 and O phases were 57.5 and 16.0 MPa, indicating that the α2 phase has better load-bearing strengthening effect than the nano-sized O phase. The
values of the α2 and O phases were 57.5 and 16.0 MPa, indicating that the α2 phase has better load-bearing strengthening effect than the nano-sized O phase. The  values of the α2 and O phases were 1 µm and 10 nm, respectively. The
values of the α2 and O phases were 1 µm and 10 nm, respectively. The  of the α2 phase was 1221.75
of the α2 phase was 1221.75 GPa, which increased to 18,228.55
GPa, which increased to 18,228.55 GPa for the nano-sized O phase. This result shows that the nano-sized O phases had a better
GPa for the nano-sized O phase. This result shows that the nano-sized O phases had a better  strengthening effect than the α2 phase due to its smaller size. The
strengthening effect than the α2 phase due to its smaller size. The  values for the α2 and O phases were 10.32 × 106 × [111] ×
values for the α2 and O phases were 10.32 × 106 × [111] ×  GPa/m and 4.33 × 109 × [111] ×
GPa/m and 4.33 × 109 × [111] ×  GPa/m, respectively. The O phase had a much pronounced
GPa/m, respectively. The O phase had a much pronounced  , similar to
, similar to  . The pinning effect of the α2 phase could effectively restrain the growth of the B2 grains [25,26]. Thus, we speculated that the α2 phase had greater
. The pinning effect of the α2 phase could effectively restrain the growth of the B2 grains [25,26]. Thus, we speculated that the α2 phase had greater  .
.
Conclusions
A Ti2AlNb compact was prepared by SPS of pre-alloyed powders then hot-packed to fabricate sheets. Ti2AlNb sheets with high tensile strength and elongation were obtained without any post-heat treatment. The TEM results revealed that numerous nano-sized O phases precipitated inside the B2 matrix upon cooling and they contributed to the high tensile strength and good ductility of the sheet rolled in the single B2 phase field. When the sheet was rolled in the O + B2 phase field, the large-sized O phases resulted in an extremely high tensile strength of 1407.1 MPa. Rolling in the α2+O + B2 phase field could maintain the nano-sized O phase and contributed to the extremely high elongation of 13.91%, with the synergistic effect of the micro-sized α2 phase. At last, (1) the load-bearing effects ( ), (2) geometrical dislocations to accommodate mismatches in CTE (
), (2) geometrical dislocations to accommodate mismatches in CTE ( ); (3) Orowan strengthening effect (
); (3) Orowan strengthening effect ( ), and (4) Hall–Petch effect due to the grain refinement (
), and (4) Hall–Petch effect due to the grain refinement ( ) strengthening effects of the α2 and O phases were discussed in detail. The presented method has great potential in breaking the limit in sheet properties, which is helpful for the engineering application of Ti2AlNb sheets.
) strengthening effects of the α2 and O phases were discussed in detail. The presented method has great potential in breaking the limit in sheet properties, which is helpful for the engineering application of Ti2AlNb sheets.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).