
Abstract
Incorporation of Bi into Sn-0.7Cu-0.08S lead-free solder alloy was applied to investigate its advantages on the melting temperature, wettability, microstructure, mechanical properties and corrosion behaviour. The results indicate that the addition of Bi lowers the melting temperature of the Sn-0.7Cu-0.08S, but enlarges its pasty range. The wettability of Sn-0.7Cu-0.08S on Cu substrate is considerably enhanced with the increase of Bi, as well as the ultimate tensile strength and vickers hardness. The improvement of the mechanical properties can be attributed to the refined microstructure by Bi addition. The corrosion resistance of Sn-0.7Cu-0.08S is obviously increased with the increase of Bi content. Analyses by SEM and XRD indicate that the corrosion product on the solder alloy surface is SnO2.
Introduction
Eutectic Sn-Cu solder alloy has been recognised as one of the most promising candidates to replace the traditional Sn-Pb solders for its low cost, abundant raw material and good ductility. However, Sn-Cu solder alloy has been reported to exhibit somewhat unsatisfactory properties to meet with the rigid requirements in high humidity, corrosive media and heavy load surroundings [1,2]. Its higher melting point, the poor wettability and corrosion resistance, especially inferior mechanical property are imperative to be further improved when it is applied into the harsh environments.
A viable solution to enhance the performance of a solder is microalloying. Some elements have been chosen to improve the properties of Sn-Cu alloy. Addition of Ni can result in an improvement in wetting and solder joint reliability [3]. Currently, Sn-0.7Cu-0.05Ni has been commercialised by Nihon Superior Co Ltd. with a good compromise between cost and quality [1]. In can not only reduce the melting temperature of the Sn-Cu-Ni, but also further improve its wettability and corrosion resistance [4]. Similar advantageous effect has been reported on the addition of rare earth (RE), Al and Bi into Sn-Cu binary system [5-8]. The microstructure of Sn-Cu is refined by Ni and Zn additions [9]. P is also found to be useful to suppress the oxidation and enhance the corrosion resistance of Sn-0.7Cu solder alloy [10,11].
In our previous study, it is revealed that S addition into Sn-0.7Cu can improve the wettability on Cu, oxidation and corrosion resistance, especially when the sulphur content is 0.08 wt-% [12]. However, it is believed that the mechanical property is not good enough to sustain higher load for Sn-0.7Cu-S solder alloy. On the other hand, a lot of work has been reported that Bi is effective to improve the strength of the Sn-based lead-free solder alloys, as well as wettability [7,8,13]. Therefore, Bi is selected to be added into the Sn-0.7Cu-S solder alloy to increase its strength in this paper. Additionally, numerous studies have focused on the corrosion behaviours of Sn-Cu solder alloy in the 3.5 wt-% NaCl solution [12,14-16], investigations in the acidic solution have seldom been reported.
More and more electronic devices are exposed to the acidic or Cl--containing environments due to the usage of flux. It is essential to carry out the investigation on the corrosion behaviour of Sn-0.7Cu-0.08S-xBi solder alloy in hydrochloric acid solution. Besides, the wettability to Cu substrate, thermal behaviour, microstructure and mechanical properties of Sn-0.7Cu-0.08S-xBi solder alloy were also characterised.
Experimental
A series of alloys were prepared from Sn, Cu, Bi and sulphur powder with a purity 99.9 wt-%. Sn-S master alloy was prepared according to the procedures as shown in our previous work [12]. Sn-0.7Cu-0.08S-xBi (x = 0, 1, 2, 3, 4) solder alloys were prepared as follows. Cu was added to molten Sn at 500°C. After Cu was completely dissolved, Bi was added at 300°C, followed by Sn-S master alloy. The melt was covered with KCl-LiCl melting salt during the whole process to minimise its oxidation. After being thoroughly stirred to ensure homogenisation, the melt was cast into rods with moulds. The melting behaviours of Sn-0.7Cu-0.08S-xBi solder alloys were determined by differential scanning calorimetry (DSC, DSC 214 polyma, Netzsch). The scanning temperature range was from 25 to 320°C at a heating rate of 5°C min−1 under nitrogen atmosphere on about 10 mg samples.
The microstructure of Sn-0.7Cu-0.08S-xBi lead-free solders was observed using an optical microscopy (Keyence, VHX-100). The etching solution consisted of 96 vol.-% ethanol and 4 vol.-% nitric acid.
The tensile tests were performed on the specimens with a gauge diameter of 5 mm and a gauge length of 25 mm at room temperature of 296 K at a constant strain rate of 10−3 S−1. Three specimens for each solder were tested. Vickers hardness was measured on the samples with a polished surface under a load of 9.8 × 10−2 N for 15 s.
Wettability of the alloys was characterised in terms of their spread areas on copper substrate. The Cu sheets of 40 mm × 40 mm × 0.1 mm were treated in a 10 vol.-% water solution of hydrochloric acid, then degreased in a 1 vol.-% water solution of NaOH, followed by cleaning ultrasonically in ethanol and drying in air. A solder disc with a diameter of 8 mm and a weight of 0.3 g was placed on a Cu sheet, then covered with an RMA (rosin mildly activated) flux. The set-up was then put into a reflow oven and heated. The soldering temperature profile is the same as given in literature [17]. The spreading area of the solder alloy on Cu was measured by means of image analysis. For one solder alloy, the average spreading area of five tests was used to evaluate its wettability on Cu.
Potentiodynamic polarisation and electrochemical impedance spectroscopy (EIS) were carried out to evaluate the corrosion behaviour of Sn-0.7Cu-0.08S-xBi solder alloys in the hydrochloric acid solution of pH 3 at 22°C. Each solder alloy with the size of 10 mm × 10 mm × 10 mm was attached to a copper (Cu) wire to provide electrical connections. Then, the samples were cold mounted with epoxy resin. Electrochemical measurements were carried out in a cell using a standard three-electrode configuration: saturated calomel electrode (SCE) as a reference with a platinum electrode as counter and a sample as the working electrode. The surface area exposed to the test solution was 1 cm2. The specimens were given a metallographic polishing before each experiment, followed by washing with distilled water and ethanol. Open circuit potential was monitored for 1 h before the test. Potentiodynamic polarisation curves were recorded in the potential range −1000 to +2000 mV (vs. SCE) of the open circuit potential at a scanning rate of 0.5 mV s−1.
EIS is a method to measure the impedance of electrode system with the sinusoidal frequency by applying a small amplitude sinusoidal potential signal at a certain frequency on the basis of open circuit potential. The radius of capacitive arc in impedance spectrum can reflect the corrosion resistance of solder [18,19]. In this work, EIS analysis was performed with Gamry Reference 3000 potentiostat. The potential amplitude was set to 10 mV RMS (root mean square). The frequency range was set as 100 mHz–100 kHz.
To measure the corrosion rate of Sn-0.7Cu-0.08S-xBi solder alloys, the alloy plates with φ20 × 3 mm in size were immersed in the hydrochloric acid solution of pH 3. After a certain period, the samples were taken out of the solution and cleaned ultrasonically with ethanol for 15 min. Corrosion rate of solders R (μg (h·cm2)−1), was calculated based on the following equation:
The morphology observations of the corroded solder alloys were carried out by scanning electron microscope (SEM, S-N3000, HITACHI) and the corrosion products were analyzed and identified by X-ray diffraction (XRD, Empyean, PANalytical).
Results and discussions
Melting behaviour
Figure 1 shows the DSC curves of Sn-0.7Cu-0.08S-xBi solder alloys and the results are summarised in Table 1. The eutectic temperature of Sn-0.7Cu alloy is 227°C, as shown in Sn-Cu binary diagram [20]. Addition of Bi of up to 4 wt-% indicates a decrease in the solidus temperature (Tonset) of up to 10°C, since it drops gradually from 226.4°C to 216.6°C. The melting temperature (Tm) and the liquidus temperature (Toffset) of the solder alloys show the similar trend as that of the solidus temperature. Similar results, demonstrating the effect of Bi addition on the thermal properties of Sn-Zn and Sn-Ag-Cu solder alloys, have been reported [13,21,22]. This is attributed to the presence of Bi which has a low melting point and will not form compound with other elements in the matrix. Lower melting temperature is helpful to reduce the alloy surface tension and allows lower operating temperatures. However, the pasty range (i.e. melting range), which is the difference between the liquidus (Toffset) and solidus (Tonset) temperature, is widened with the increase of Bi content, as indicated in Table 1, which is detrimental to control the solidification process and decrease the possibility of the lift-off phenomena [13].
DSC curves of Sn-0.7Cu-0.08S-xBi solder alloys. Thermal analysis of Sn-0.7Cu-0.08S-xBi solder alloys.
Tonset – the solidus temperature, Tm – the melting temperature, Toffset – the liquidus temperature.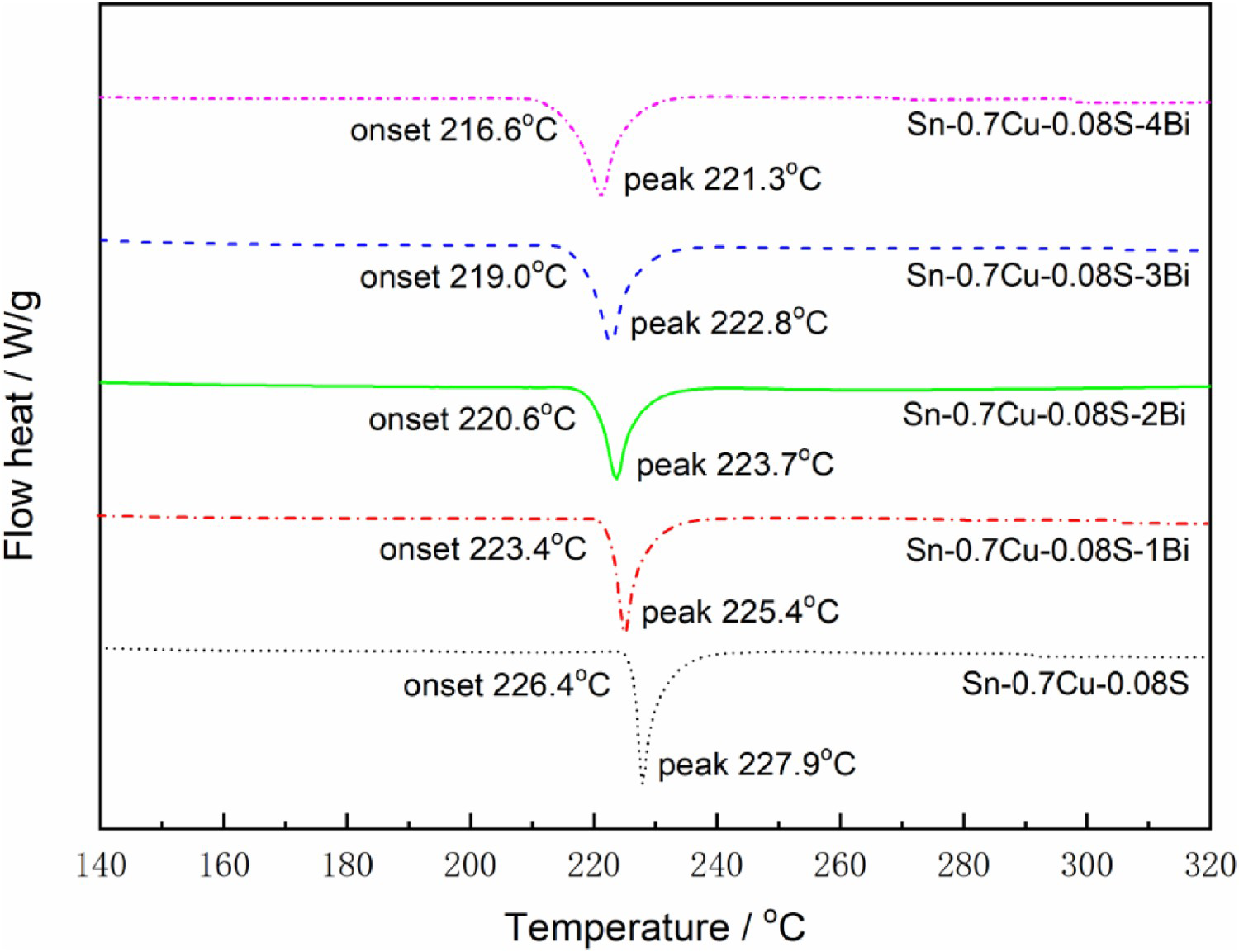
Wettability
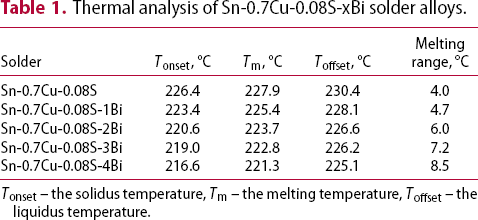
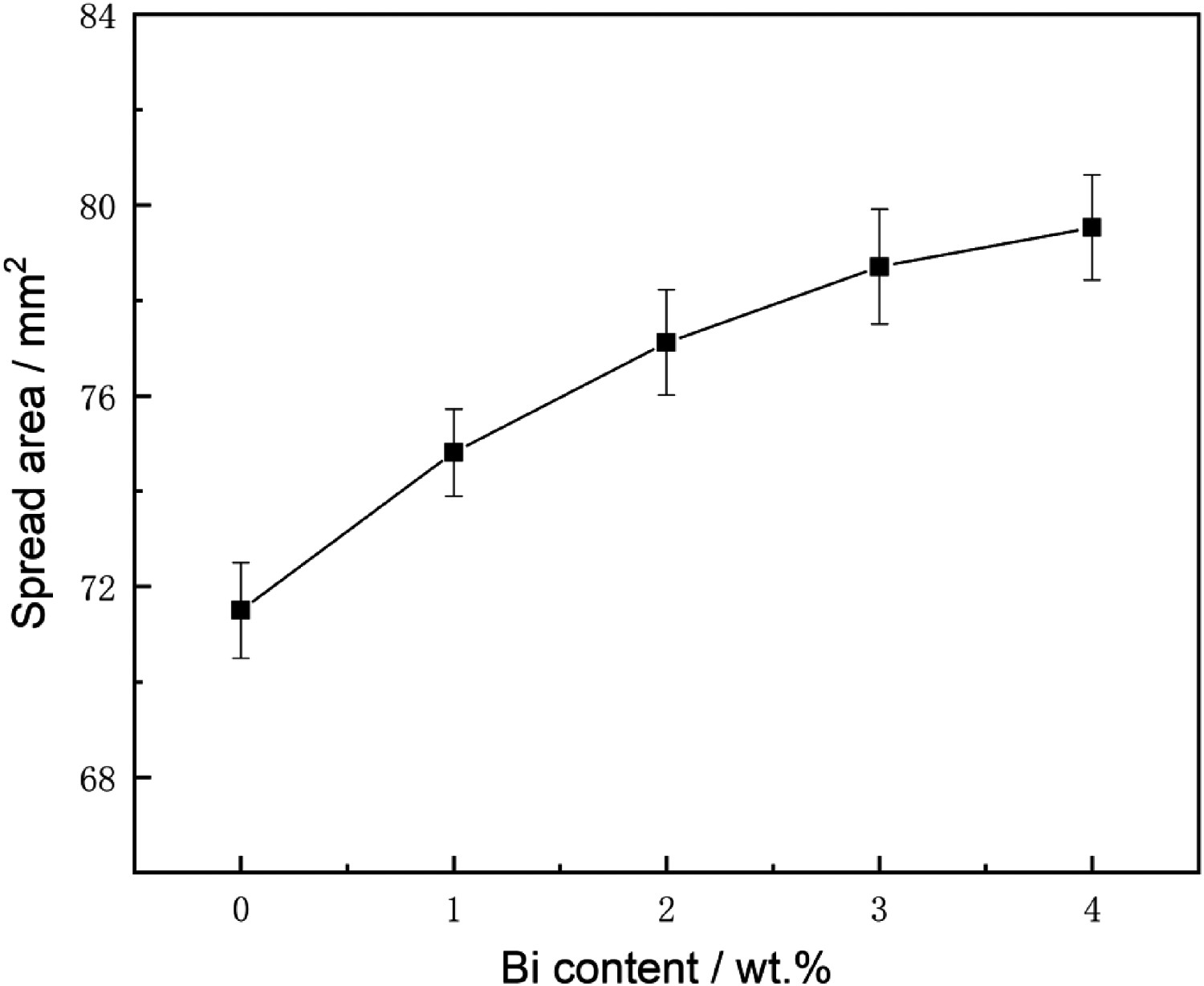
Figure 2 shows the photographs of the wettability of Sn-0.7Cu-0.08-xBi on Cu. The spread area curves of the Sn-0.7Cu-0.08S-xBi solder alloys as the function of the Bi content are illustrated in Figure 3. It can be seen that the spread area of Sn-0.7Cu-0.08S-xBi solder alloys increases significantly with increasing Bi content. When the Bi content reaches to 4 wt-%, the spread area is about 11.2% higher than that of the Sn-0.7Cu-0.08S solder alloy. The obvious improvement happens when Bi content is less than 3 wt-%, but the upward trend becomes more gentle when Bi content exceeds 3 wt-%. Bi is known as an active element with low surface tension. It cannot react with other elements in the solder matrix. Therefore, Bi addition would reduce the surface tension of the liquid solder and promote the liquid spreading [23]. In addition, the melting temperature can be decreased by the addition of Bi (as shown in Figure 1), which means that the solders with a lower melting temperature could experience a higher superheating, resulting in the enhancement of the fluidity of the molten solder alloy. For these important reasons adding Bi can accelerate the spreading of the Sn-0.7Cu-0.08S solder alloy on Cu and improve the wettability.
Photographs of the wettability of Sn-0.7Cu-0.08S-xBi on Cu, the circle in the figure is a reference circle with a radius of 1cm (a) Sn-0.7Cu-0.08S, (b) Sn-0.7Cu-0.08S-1Bi, (c) Sn-0.7Cu-0.08S-2Bi, (d) Sn-0.7Cu-0.08S-3Bi, (e) Sn-0.7Cu-0.08S-4Bi. Variation of spread area of the Sn-0.7Cu-0.08S-xBi solder alloys with the content of Bi.
Microstructures
The optical microstructures of the Sn-0.7Cu-0.08S-xBi solder alloys are represented in Figure 4. The microstructure of Sn-0.7Cu-0.08S alloy consists of white coarse dendritic β-Sn and a grey network of eutectic area where Cu6Sn5 particles are dispersed in the β-Sn matrix. It presents the similar microstructure as Sn-0.7Cu eutectic alloy as reported in References [8,9]. The average size of the β-Sn dendrites are seen to be decreased when 1 wt-% Bi is added. This becomes more obvious as the amount of Bi increased to 2–4 wt-%, as shown in Figure 4. Meanwhile, most of the IMC Cu6Sn5 phase is in an average smaller size, the agglomeration of IMC Cu6Sn5 phase is also suppressed to some extent. It can be said that Bi addition obviously suppressed the growth of the IMC Cu6Sn5 phase and refine the β-Sn dendrites. Similar role of Bi in Sn-Ag-Cu-based solder system has been also observed in Reference [13,22].
Optical microstructures of Sn-0.7Cu-0.08S-xBi solder alloys (a) Sn-0.7Cu-0.08S, (b) Sn-0.7Cu-0.08S-1Bi, (c) Sn-0.7Cu-0.08S-2Bi, (d) Sn-0.7Cu-0.08S-3Bi, (e) Sn-0.7Cu-0.08S-4Bi.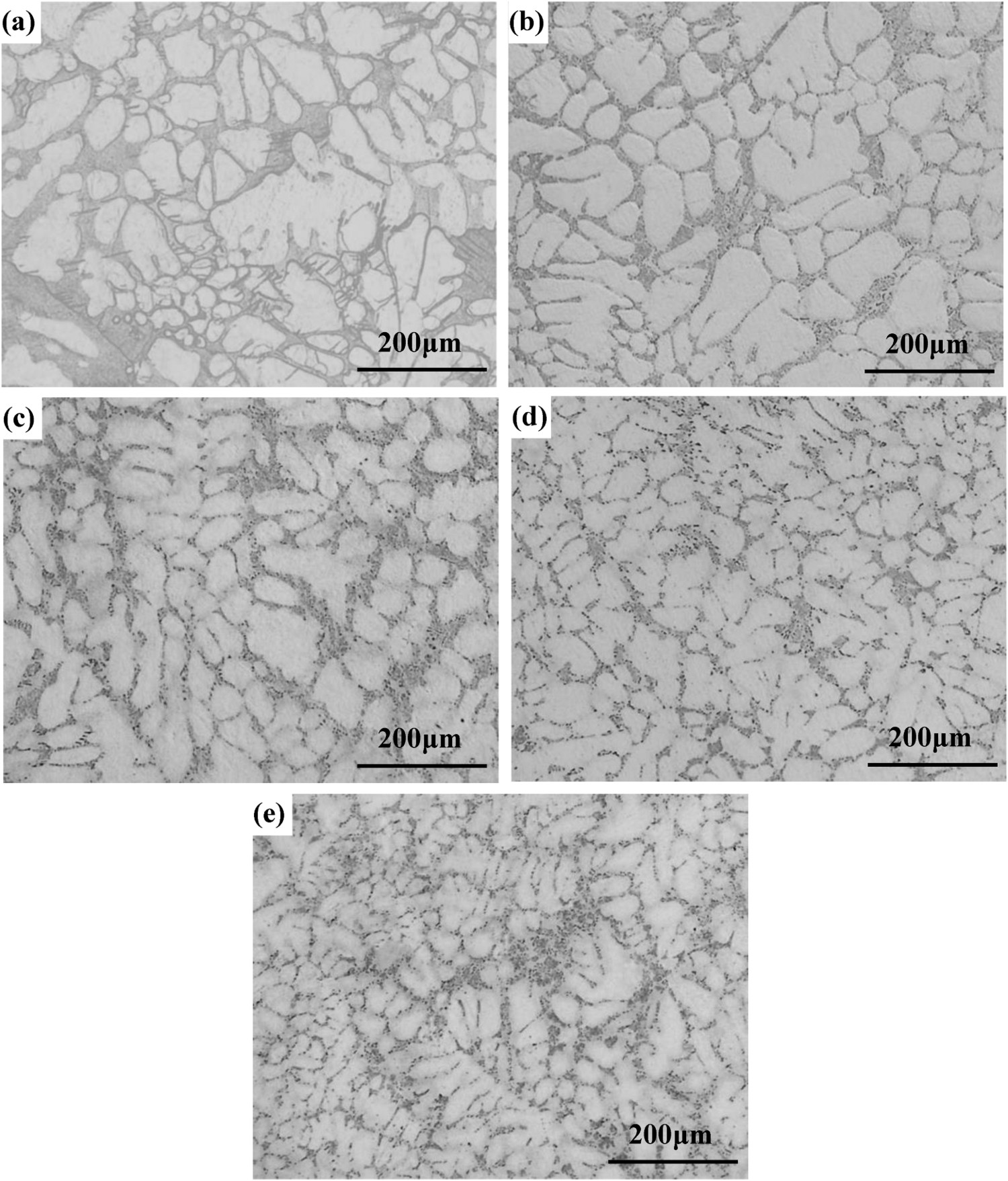
Mechanical properties
Figure 5 depicts the comparative tensile stress–strain curves for Sn-0.7Cu-0.08S-xBi solder alloys at a constant strain rate of 10−3 S−1 at 296 K. The corresponding average values of tensile strength and elongation of these solder alloys are shown in Figure 6. To fully evaluate the effect of Bi addition on the mechanical properties of Sn-0.7Cu-0.08S, the vickers hardness of the solder alloys is also given in Figure 6. It is shown that Bi addition has a great effect on its mechanical properties. Both of the ultimate tensile strength (UTS) and the vickers hardness increase greatly with Bi content, but the elongation of the sample decreases with an increasing amount of Bi. Sn-0.7Cu-0.08S solder alloy has UTS of 24.5 MPa and elongation of 18%. 2 wt-% Bi increase the UTS of the solder to 48.82 MPa, which is about 2 times higher than that of Sn-0.7Cu-0.08S solder. The elongation of the solder reduces to 4.1%. When the content of Bi is 4 wt-%, the UTS of the solder is enhanced to 60.7 MPa, but the elongation drops drastically to 1.8%, which is only one tenth of that of Sn-0.7Cu-0.08S solder. High amount of Bi is beneficial to improve the wettability and UTS, but is unfavourable to the plasticity of the solder. The optimum Bi content is below 2 wt-% to obtain high UTS and appropriate elongation for Sn-0.7Cu-0.08S solder.
Comparative tensile stress–strain curves for Sn-0.7Cu-0.08S-xBi solder alloys. Comparative ultimate tensile strength, elongation and vickers hardness for Sn-0.7Cu-0.08S-xBi solder alloys.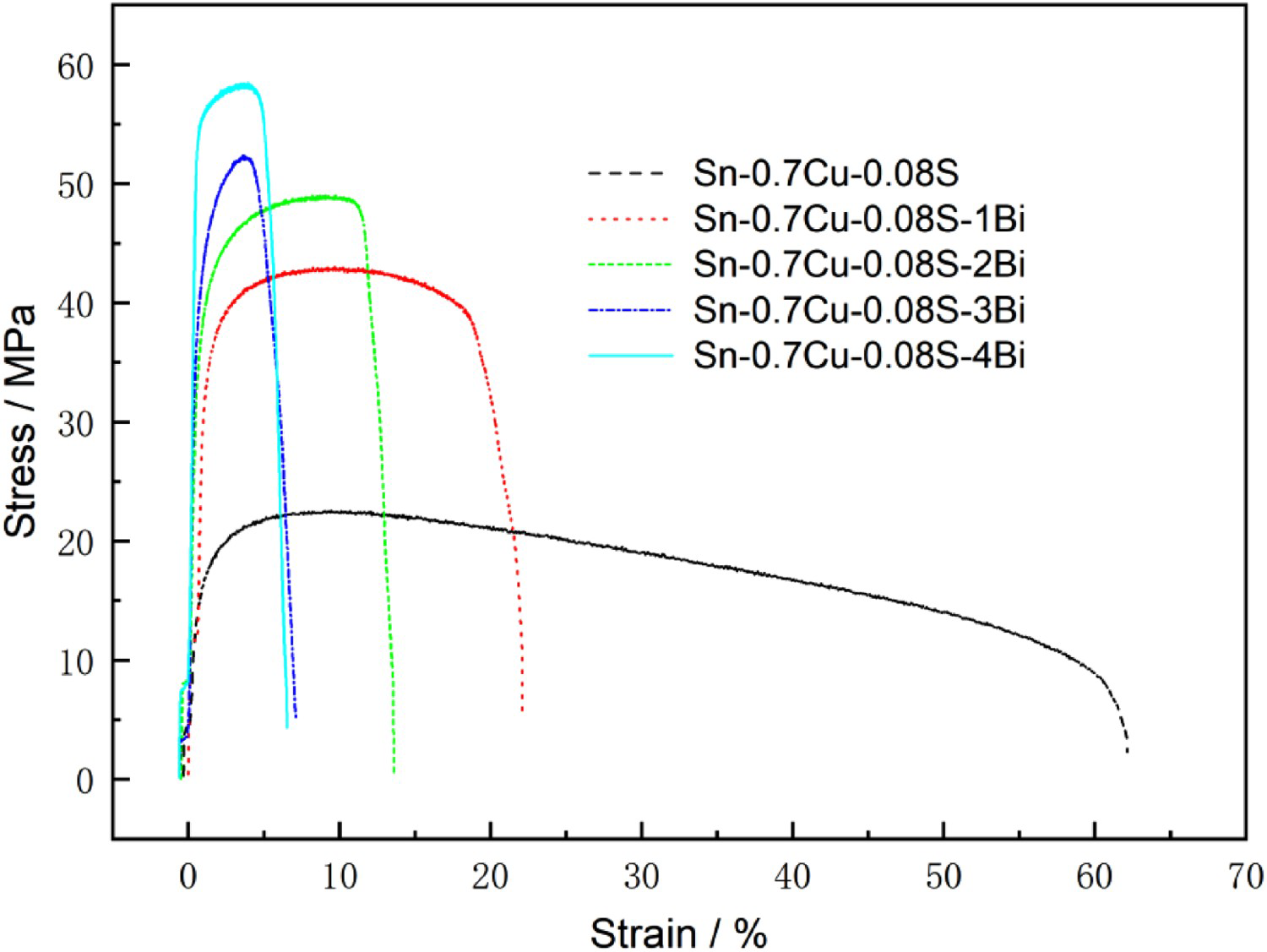
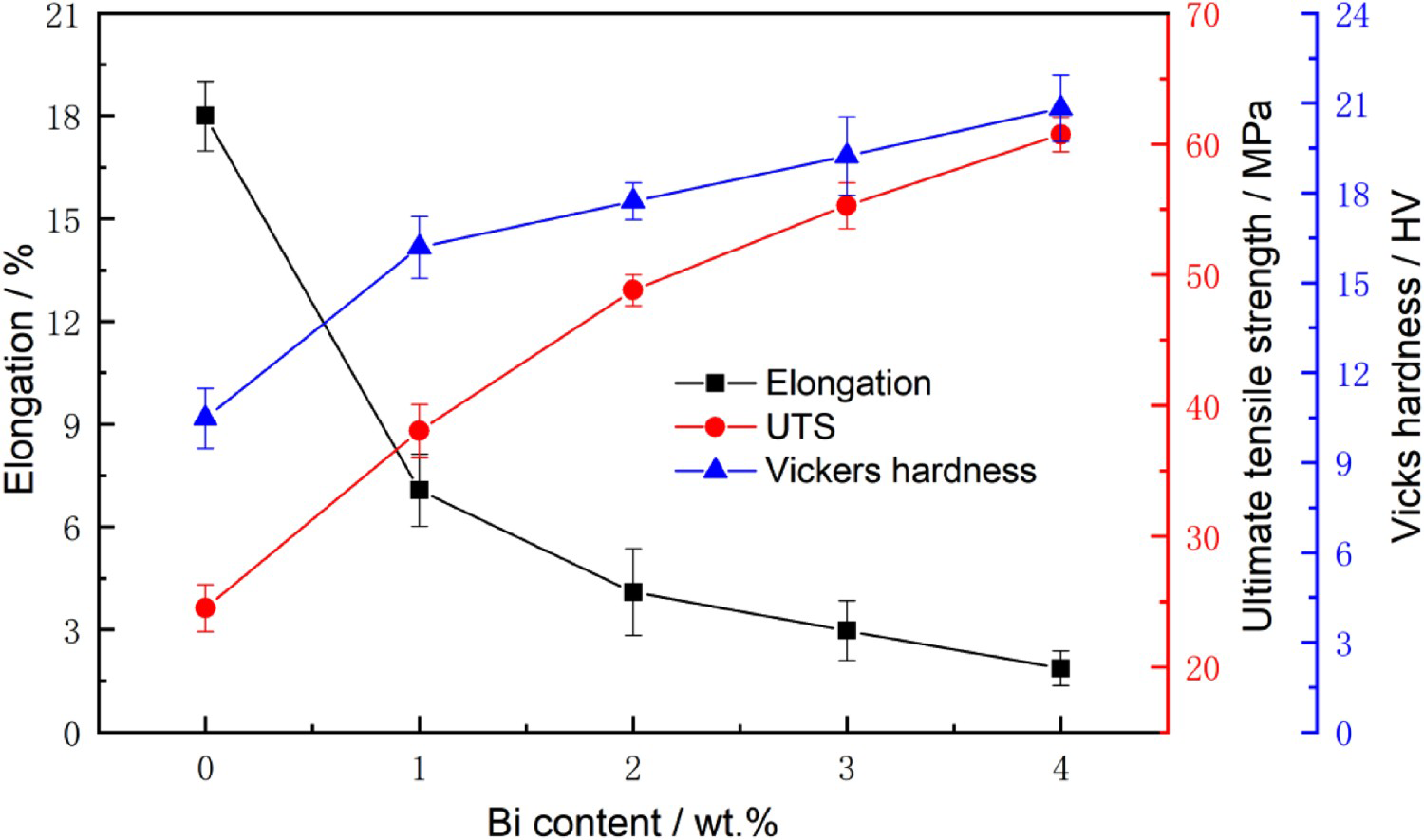
The improvement in both UTS and the vickers hardness of Sn-0.7Cu-0.08S-xBi solder alloys is mainly attributed to the solid solution strengthening caused by the solid solution of Bi in the Sn matrix. In addition, Bi addition can refine the microstructure of Sn-0.7Cu-0.08S, which is beneficial to improve its strength. On the other hand, high Bi amount is disadvantageous to the ductility of the solder alloys due to the brittleness of Bi.
Corrosion behaviour in the hydrochloric solution of pH 3
The potentiodynamic polarisation curves of Sn-0.7Cu-0.08S-xBi (x = 0, 1, 2, 3) solder alloys in hydrochloric acid solution of pH 3 are illustrated in Figure 7. The corresponding polarisation parameters obtained from the polarisation curves are listed in Table 2. It can be seen that Bi containing Sn-0.7Cu-0.08S solder alloys exhibit similar cathodic and anodic behaviour as that of Sn-0.7Cu-0.08S. The cathodic branch polarisation (Region AB) may be ascribed to the dissolved oxygen reduction reaction in the aerated hydrochloric acid electrolyte [24,25]:
Potentiodynamic polarisation curves of Sn-0.7Cu-0.08S-xBi solder alloys in a hydrochloric acid solution of pH 3. Experimental data of the testing solders under polarisation in a hydrochloric acid solution of pH 3.
Ecorr – Corrosion potential, Icorr – Corrosion current density, Ep – Passivation potential, Icc – Critical current density, Ip – Passivation current density, R – Corrosion rate.
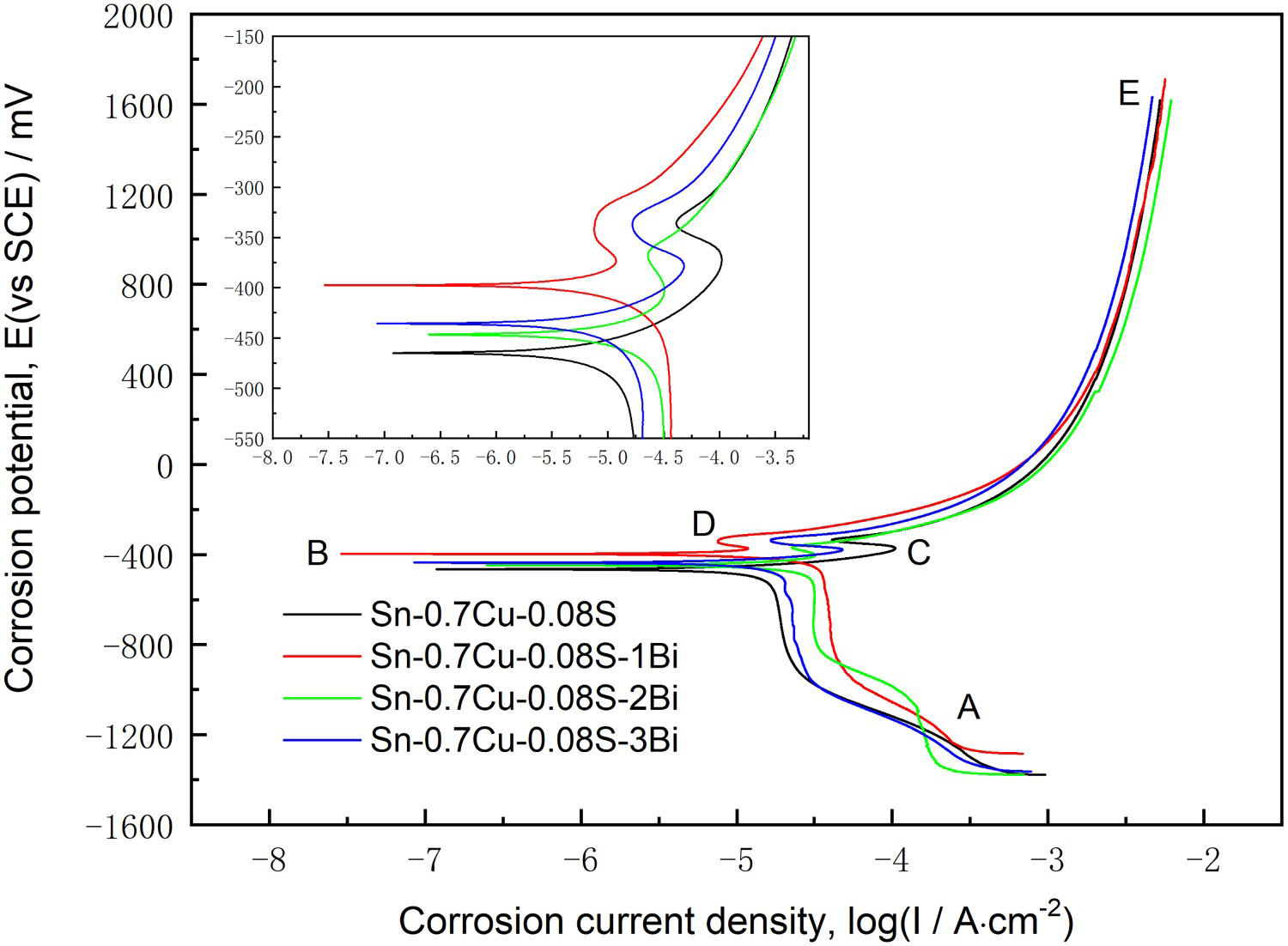

The current density rapidly increases due to the dissolution of Sn. As the electrode potential of Cu and Bi are higher than that of Sn, Sn acts as an anode and is preferentially dissolved in hydrochloric acid solution [14]. The anodic dissolution of Sn is given as follows [24,26]:

It is noteworthy that the presence of Cu6Sn5 and SnS phases in the solders being nobler than Sn accelerates the dissolution of Sn due to galvanic corrosion. The potential at point B is denoted to as the corrosion potential (Ecorr). The value of corrosion current density (Icorr) is determined by extrapolating cathodic and anodic Tafel slope intersect [14,27]. As shown in Table 2, the corrosion potential of Sn-0.7Cu-0.08S solder alloy is −465 mV and the value increases when Bi is added into the alloy, especially the Ecorr of Sn-0.7Cu-0.08S-1Bi is raised to −397.5 mV. Moreover, the values of Icorr for Sn-0.7Cu-0.08S-xBi solder alloys varied significantly with different Bi content. For Sn-0.7Cu-0.08S, the highest Icorr (6.3 µA cm−2) is obtained. The Icorr drops sharply to 3.3 µA cm−2 when 1 wt-% Bi is added. It continues to decrease with further increase in the content of Bi. This indicates that Bi addition into Sn-0.7Cu-0.08S solder alloy lowers obviously its corrosion rate in the hydrochloric acid solution of pH 3 on the one hand and reduces the corrosion tendency of the alloy.
The dissolution of Sn continues with an increase to a maximum current density up to point C. The corresponding potential and current density at point C are defined as primary passive potential (Ep) and critical current density (Icc) [14,27]. Ep for Sn-0.7Cu-0.08S is −374.2 mV. With the addition of 1 wt-% Bi, the value of Ep increases to −373.1 mV. When more Bi is added, the Ep values decrease slightly, as shown in Table 2. It is also seen that the Icc values of Sn-0.7Cu-0.08S with Bi are distinctly lower than that of Sn-0.7Cu-0.08S without Bi. Consequently, the addition of Bi can improve the passivation characteristics of Sn-0.7Cu-0.08S.
The current density decreases gradually from point C to D which may be attributed to the formation of the passive layer. At point D, the current density is referred to as the passivation current density Ip [14,27]. Lower Ip indicates a more stable and protective passive film on the surface. Taking the Ip values shown in Table 2 into account, it is clear that Bi addition can remarkably reduce the Ip of the Sn-0.7Cu-0.08S, which means that the Bi containing Sn-0.7Cu-0.08S solder alloys can produce a more effective passivation film on the surface. Beyond point D, a sharp increase in current density is observed normally due to the breakdown of the passive oxide film, polarising up to point E.
In addition, the corrosion rates of Sn-0.7Cu-0.08S-xBi solder alloys are listed in Table 2. It is obvious that the addition of Bi into Sn-0.7Cu-0.08S solder alloy can greatly decrease its corrosion rate.
Figure 8 shows the SEM morphologies of the corroded solder samples corrosion products formed on the surface of the studied solder alloys after immersion in hydrochloric acid solution of pH 3 for 323 h. The corroded Sn-0.7Cu-0.08S solder alloy in Figure 8(a) presents the particle-like corrosion products layers with many pits and cracks, which implies the corrosion products cannot effectively hinder the penetration of corrosion electrolyte and protect the underlying solder alloy. When 2 wt-% Bi is added into Sn-0.7Cu-0.08S, the formed corrosion products look denser than those of Sn-0.7Cu-0.08S. Sn-0.7Cu-0.08S-3Bi solder alloy shows a more adherent and compact corrosion product layer with particle-like shape, as shown in Figure 8(c). It is no doubt that this type of morphology represents better protection and corrosion resistance. The XRD patterns for the Sn-0.7Cu-0.08S-xBi solder alloys reveal that SnO2 is the only corrosion product formed on the surface, as represented in Figure 9.
SEM micrographs of the corrosion product of Sn-0.7Cu-0.08S-xBi solder alloys after exposure 323 hours in a hydrochloric acid solution of pH 3 (a) Sn-0.7Cu-0.08S, (b) Sn-0.7Cu-0.08S-2Bi, (c) Sn-0.7Cu-0.08S-3Bi. XRD profiles after the polarization test for Sn-0.7Cu-0.08S-xBi (a) Sn-0.7Cu-0.08S, (b) Sn-0.7Cu-0.08S-2Bi, (c) Sn-0.7Cu-0.08S-3Bi.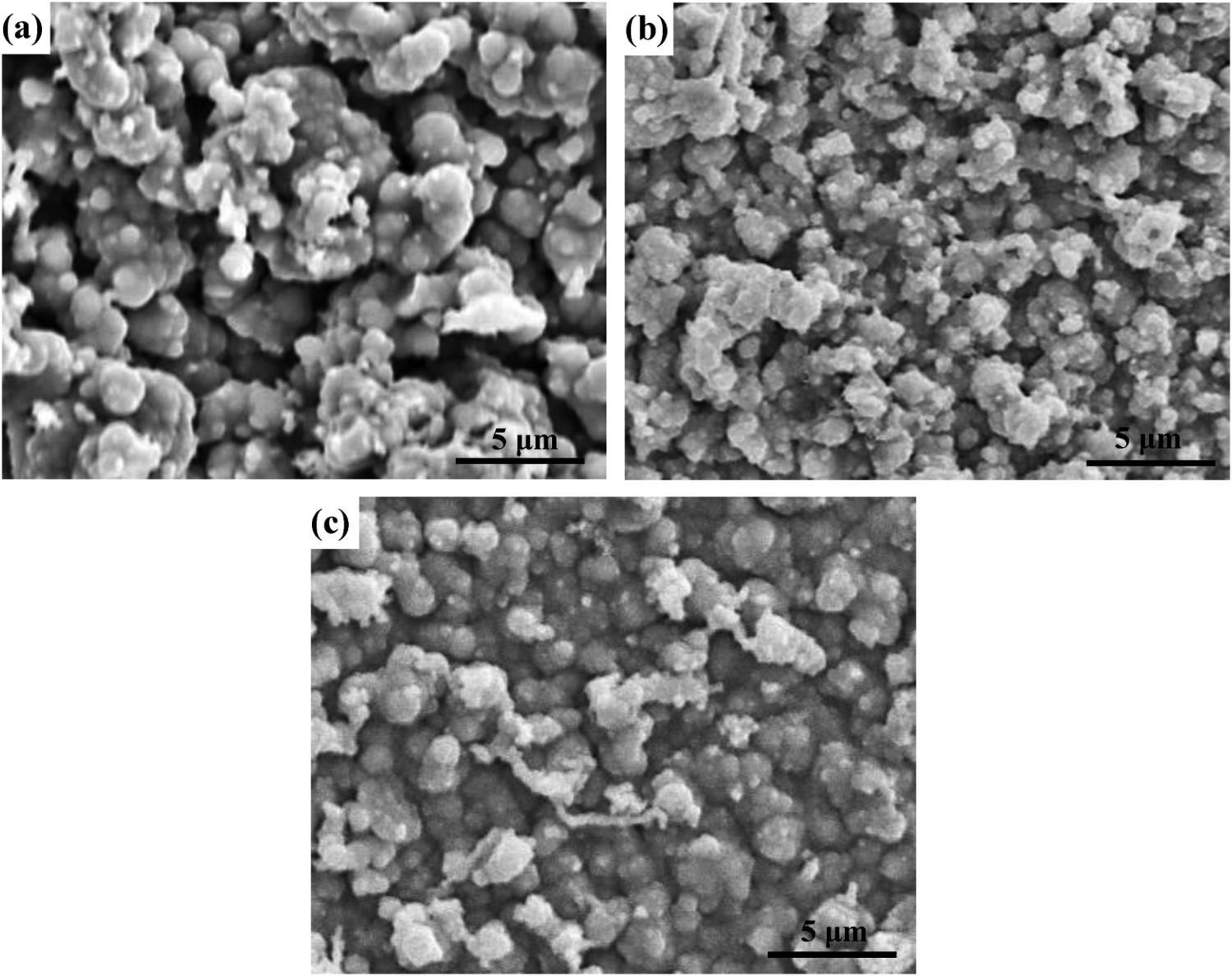
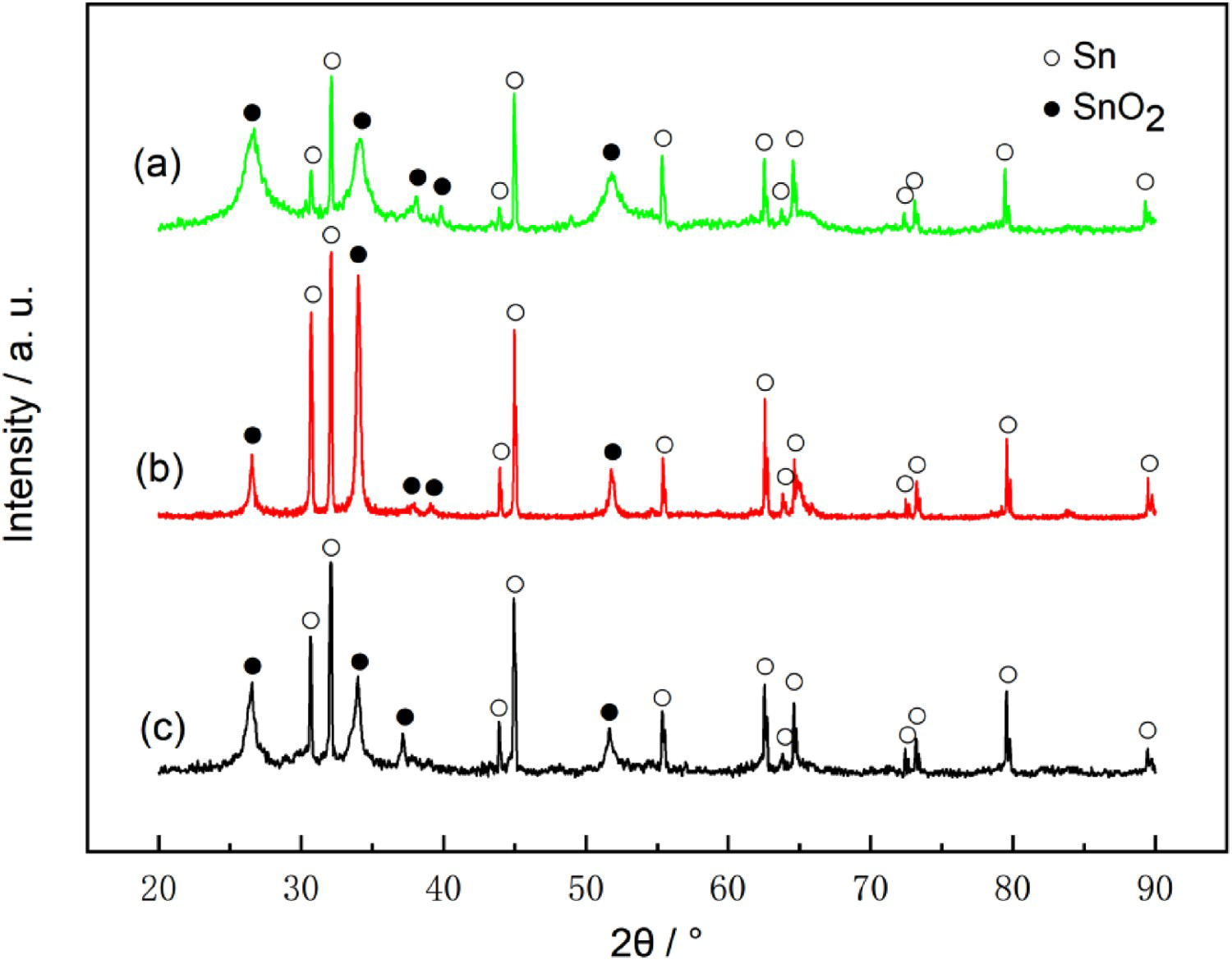
The formation of SnO2 may take place through the following reactions [11,28]:



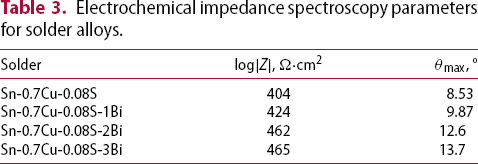
The EIS spectrum of Sn-0.7Cu-0.08S-xBi solder alloys is given in Figure 10. The Nyquist plots of the solder exhibit a similar shape, consisting of a capacitive semicircle. The diameter of the semicircle corresponds to the polarisation resistance and it increases as the corrosion resistance increases [29,30]. As can be seen from Figure 10(a), the corrosion resistance of the solder alloy increases with the increase of Bi content and the semicircle diameter of Sn-0.7Cu-0.08S-3Bi has the largest value, which means it exhibits the best corrosion resistance.
EIS spectrum of Sn-0.7Cu-0.08S-xBi solder alloys (a) Nyquist plots, (b) Bode plots, (c) Phase angle bode plots.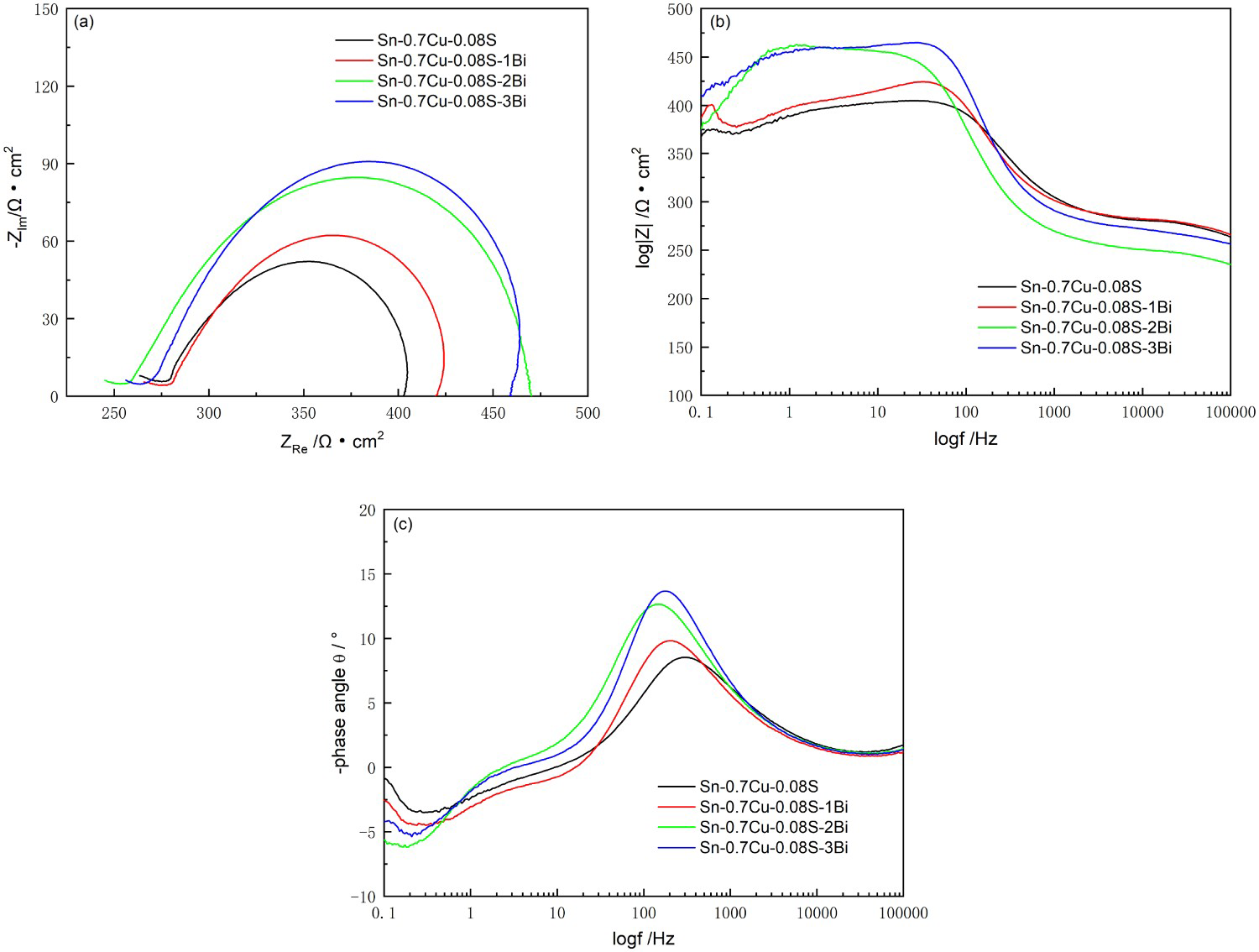
Electrochemical impedance spectroscopy parameters for solder alloys.
Conclusions
On basis of the present results, it is believed that appropriate Bi addition is beneficial to improve the performance of Sn-0.7Cu-0.08S lead-free solders, the optimum Bi content is less than 2 wt-%. The advantages are as follows.
The melting point of Sn-0.7Cu-0.08S solder alloy decreases with the increase of Bi, but the pasty range increases from 4.0 to 8.5°C. Adding Bi could accelerate the spreading of the Sn-0.7Cu-0.08S solder alloys on Cu and improve the wettability. The Bi containing Sn-0.7Cu-0.08S solder alloy exhibits finer microstructure within which is dispersed Cu6Sn5 in the dendritic β-Sn matrix. Bi is favourable to enhance the UTS and vickers hardness of the Sn-0.7Cu-0.08S solder alloy. However, high Bi is greatly detrimental to its ductility due to the brittleness of Bi. The optimum Bi content is below 2 wt-% to obtain high UTS and appropriate elongation for Sn-0.7Cu-0.08S solder alloy. Electrochemical experiments show that with the increase of Bi content, the corrosion current density (Icorr) value decreases, while the maximum modulus of impedance and maximum phase angle increase. It is also found that more Bi is favourable to the formation of a more compact and adherent SnO2 film on the solder surface. These results indicate that the addition of Bi is conducive to improve the corrosion resistance of the solder.
Footnotes
Acknowledgements
The work was supported by the National Natural Science Foundation of China under grant number 51702149.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Correction Statement
This article has been corrected with minor changes. These changes do not impact the academic content of the article.