
Abstract
The dendrite structure and hardness of 4Cr5MoSiV1 ingot at different homogenisation processes were studied in order to identify the most efficient and cost-effective heat treatment for this steel. The microsegregation and microhardness were analysed after different soak-times at 800 or 1200°C for single-stage treatments, and for two-stage treatments of different soaking times at both these temperatures. At the single-stage homogenisation treatment, it would be expected that with the increasing of soaking times, the homogenisation effect becoming better, and the higher temperature soak especially so. However, the two-stage homogenisation treatments could be more effective than single-stage treatment at the higher temperature. The two-stage treatments 800°C/3 h + 1200°C/1 h have better homogenisation effect than 1200°C/4 h.
Introduction
4Cr5MoSiV1 steel is widely applied as the casting die and extrusion die for its high strength, excellent red hardness and high resistance to thermal fatigue [1,2]. Generally, the dendrite segregation existed extensively in as-cast 4Cr5MoSiV1 steel. Dendrite segregation will be compressed to form banded segregation in the subsequent forging process, which will seriously affect the mechanical properties of 4Cr5MoSiV1 steel [3,4]. Therefore, it is necessary to eliminate dendrite segregation.
The high-temperature homogenisation treatment is commonly used for 4Cr5MoSiV1 ingot to eliminate dendrite segregation [5]. In recent years, some scholars have done many homogenisation trials to eliminate the dendrite segregation. In the previous study [6], it was reported that the grain size became larger with the increase of homogenisation time, and the grain size was 240 µm at 1200°C for 20 h. Lu et al. [7] showed that the banded segregation of H13 steel was obviously reduced greatly at 1250°C for 4 h, and the grain size was 355 µm at this time. Torkar et al. [8] pointed that the dendritic microstructure disappeared at 1300°C when the soaking time was shorter than 4 h, and soaking time between 4 and 8 h was necessary when the homogenisation temperature was 1250°C. The grain size was 376 µm at 1250°C for 8 h. Luo et al. [9] indicated that there were no eutectic carbides and no obvious composition segregation in 4Cr5MoSiV1 steel after high-temperature homogenisation treatment. According to the homogenisation trials, it can be detected that the ingot was usually kept at high temperature (1200–1300°C) for a long time, leading to the serious grain coarsening. The coarse grain increases the risk of the material cracking during the subsequent forging. Out of cost savings, it is necessary to improve the homogenisation process. The multi-homogenisation treatment is mostly applied to nonferrous alloys and light metals [10-13]. The principle is to set different homogenisation temperatures to eliminate the second phase with different melting points. That is to say, the design of multi-homogenisation treatment shall be based on the microstructure characteristic.
According to the Fick's first diffusion law:  , the diffusion flux of chemical elements is mainly determined by the diffusion coefficient
, the diffusion flux of chemical elements is mainly determined by the diffusion coefficient  at a given concentration gradient
at a given concentration gradient  . Generally speaking, the factors that affect the diffusion coefficient include temperature, crystal structure and crystal defects [14,15]. The Arrhenius equation shows that the diffusion coefficient increases with increasing temperature. Different crystal structures have different diffusion coefficients and the diffusion coefficient varies obviously with the change of crystal structure. 4Cr5MoSiV1 steel will go through the transformation from α-Fe to γ-Fe crystal structures with increasing temperature. The atomic packing factor of α-Fe and γ-FCC are 0.68 and 0.74, respectively. The diffusion coefficients of atoms in α-Fe are higher than those in γ-Fe. In addition, the supersaturated martensite decomposes into plate ferrite and granular carbide after soaking in the α-Fe phase region, which greatly increases the crystal defect density, such as the grain boundary and phase boundary, encouraging the diffusion of alloying elements and the nuclei of austenite. In summary, it is theoretically feasible to reduce or eliminate dendrite segregation of 4Cr5MoSiV1 steel by soaking in the α-Fe phase region and the γ-Fe phase region, while its practical feasibility is still lack of detailed research.
. Generally speaking, the factors that affect the diffusion coefficient include temperature, crystal structure and crystal defects [14,15]. The Arrhenius equation shows that the diffusion coefficient increases with increasing temperature. Different crystal structures have different diffusion coefficients and the diffusion coefficient varies obviously with the change of crystal structure. 4Cr5MoSiV1 steel will go through the transformation from α-Fe to γ-Fe crystal structures with increasing temperature. The atomic packing factor of α-Fe and γ-FCC are 0.68 and 0.74, respectively. The diffusion coefficients of atoms in α-Fe are higher than those in γ-Fe. In addition, the supersaturated martensite decomposes into plate ferrite and granular carbide after soaking in the α-Fe phase region, which greatly increases the crystal defect density, such as the grain boundary and phase boundary, encouraging the diffusion of alloying elements and the nuclei of austenite. In summary, it is theoretically feasible to reduce or eliminate dendrite segregation of 4Cr5MoSiV1 steel by soaking in the α-Fe phase region and the γ-Fe phase region, while its practical feasibility is still lack of detailed research.
Microhardness is sensitive to the microstructure evolution. The change of microhardness can indicate the evolution of microstructure for specimens treated by different homogenisation processes. First, the standard deviation microhardness value of specimens can be used to show the microstructure uniformity and the homogenisation effect for different homogenisation processes. Second, the microhardness value can indirectly indicate the corresponding phase structure. Therefore, it is necessary to study the microhardness of samples treated by different homogenisation processes.
The dendrite structure and microhardness of 4Cr5MoSiV1 ingot at different homogenisation processes were studied in order to find the most efficient and cost-effective heat treatment for this steel. In this paper, a series of homogenisation processes for as-cast 4Cr5MoSiV1 steel were designed, including the α-Fe phase region single-homogenisation process, the γ-Fe phase region single-homogenisation process and the α-Fe phase region + γ-Fe phase region two-stage homogenisation process. By studying the changes of dendrite structure, such as carbide, grain size and elemental segregation ratio, the two-stage homogenisation process of the α-Fe phase region + γ-Fe phase region for 4Cr5MoSiV1 steel was proposed.
Experimental procedure
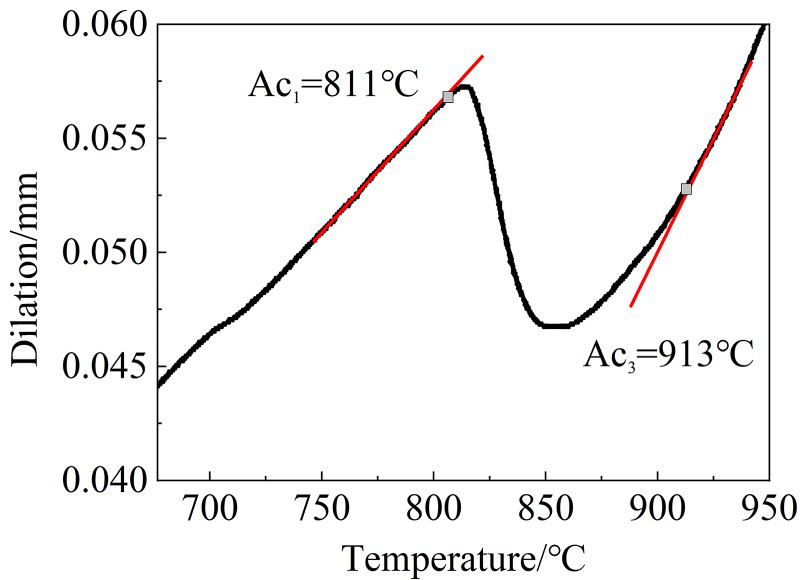
The chemical composition (mass fraction %) of as-cast 4Cr5MoSiV1 steel used in the experiment was as followed: 0.40C–0.89Si–0.42Mn–5.15Cr–1.74Mo–1.01V, the other elements P, S and N each had a concentration of less than 0.02, and balance Fe. The cubic specimens with the size of 10 mm × 10 mm × 12 mm were machined from the columnar crystal region, avoiding any apparent macrosegregation which would affect the specimen compositions. The phase transformation temperatures of Ac1 and Ac3 were measured by DIL 805A/D dilatometer. The specimen was heated to 500°C at the rate of 10°C/s and then heated to 1200°C at the rate of 0.05°C/s. Subsequently, the specimen was cooled down to room temperature at 60°C/s. Temperatures of Ac1 and Ac3 of experimental steel were obtained by analysing expansion curves. As shown in Figure 1, the Ac1 of experimental steel was 811°C and the Ac3 was 913°C. When the homogenisation temperature was lower than Ac1, the crystal structure of 4Cr5MoSiV1 steel was α-Fe. A temperature of 800°C was selected as the homogenisation temperature of the α-Fe phase region. When the homogenisation temperature was higher than Ac3, the crystal structure of experimental steel was γ-Fe. A temperature of 1200°C was selected as the homogenisation temperature of the γ-Fe phase region [16]. Homogenisation processes were carried out in a chamber electric furnace. In order to prevent the oxidation, pure argon was continuously charged into the furnace. The homogenisation processes were as follows:
The specimens were soaked at 800°C for 1, 2 and 4 h, respectively. The specimens were soaked at 1200°C for 1, 2 and 4 h, respectively. The specimens were homogenised under the two-stage homogenisation processes of 800°C/1 h + 1200°C/3 h, 800°C/2 h + 1200°C/2 h and 800°C/3 h + 1200°C/1 h, respectively. The Ac1 and Ac3 temperatures of 4Cr5MoSiV1 steel.
All the above specimens were immediately quenched to room temperature by water after homogenisation to preserve the high-temperature microstructures.
After homogenisation treatment, the specimens were grinded, polished and then etched with 4% nitric acid. Optical microscopy (OM), scanning electron microscopy (SEM) and electronic probe microanalyzer (EPMA) were used to observe the microstructure by different homogenisation processes. The specimen was etched by the etching solution (5 g FeCl3 + 100 ml HCl + 100 ml C2H5OH + 100 ml deionised water) to observe the grain boundaries. The microhardness values of specimens treated by different homogenisation processes were tested by microhardness tester. Twenty points of each specimen were measured. The mean value and standard deviation of microhardness value were calculated.
Experimental results
Microstructure of as-cast steel
Figure 2 shows the microstructure of 4Cr5MoSiV1 steel ingot. The matrix phase was martensite and the interdendritic segregation was serious, as indicated in Figure 2(a). The interdendritic regions were of substantially enriched alloy content. The morphology of eutectic carbide was shown in the high-magnification image at the upper right of Figure 2(a). Alloying elements were easy to combine with carbon to form eutectic carbides during solidification. Therefore, eutectic carbides were mostly distributed in the interdendritic region. Figure 2(b) shows the eutectic carbide morphology in the interdendritic region, which are long-rod shape and fishbone shape. The corresponding EDS spectra of different primary carbide morphologies in Figure 2(b) are plotted in Figure 2(c,d). In combination with previous results of authors [17], the V-rich long-rod shape carbide was eutectic carbide MC and the Mo-rich fishbone shape carbide was eutectic carbide M7C3. Especially, it can be seen that the eutectic carbide MC shows the dark grey colour and eutectic carbide M7C3 shows the light grey colour in Figure 2(b).
Microstructure of as-cast 4Cr5MoSiV1 steel: (a) segregation structure and (b) eutectic carbide. EDS spectra of carbides: (c) V-rich rod-like and (d) Mo-rich plate-like.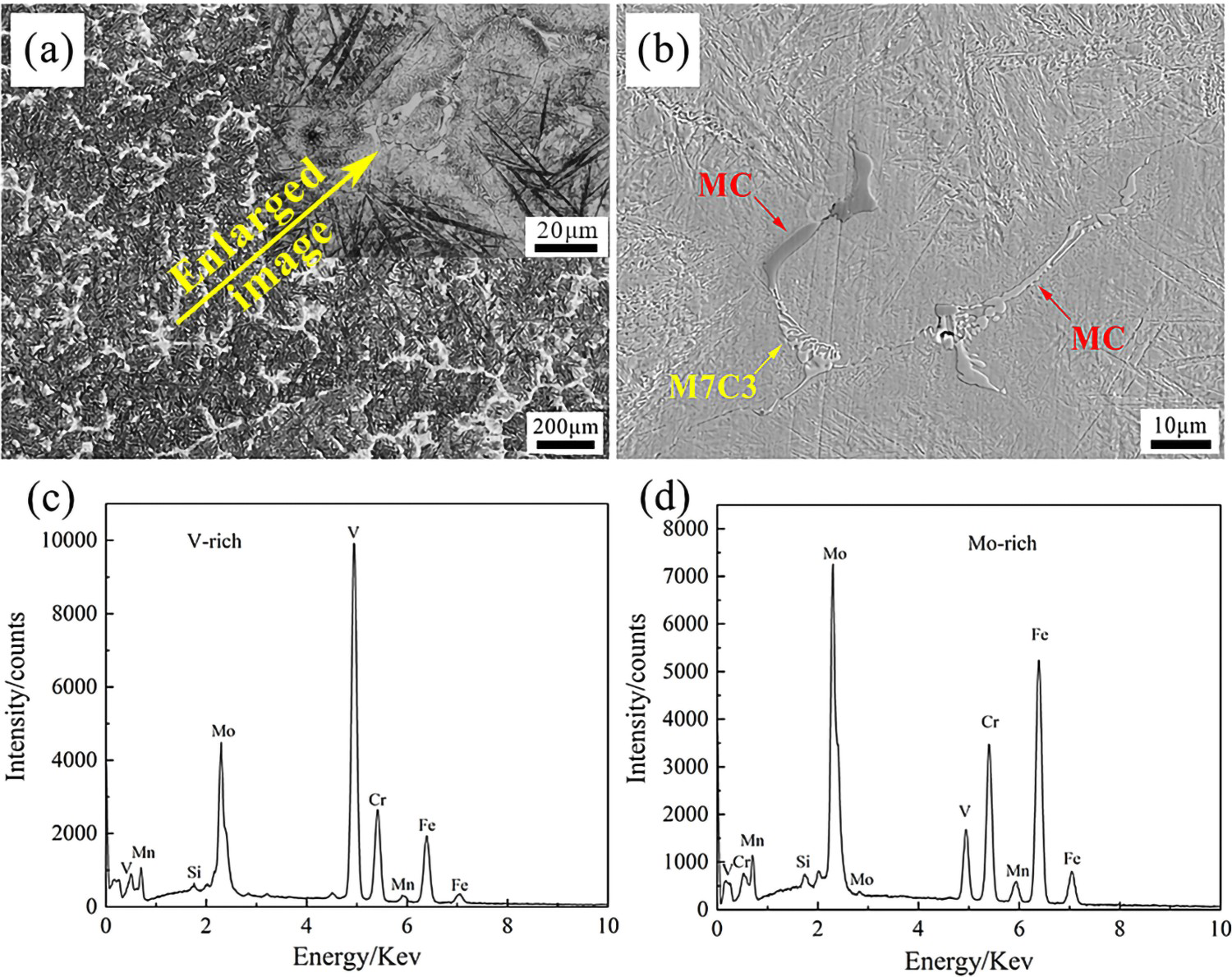
Microstructure of the steel during single-stage homogenisation
Single-stage homogenisation process for the α-Fe phase region
When the homogenisation temperature was 800°C, the microstructures of 4Cr5MoSiV1 steel at different soaking times are shown in Figure 3. With increasing soaking time, it can be seen that the primary dendrite branch gradually dissolved and the secondary dendrite branch density decreased slightly [18,19]. The morphology of eutectic carbide was shown in the high-magnification image at the upper right of Figure 3(c). When the soaking time was 4 h, the morphology of Mo-rich eutectic carbide M7C3 gradually changed from fishbone shape to discontinuous chained shape, as shown in the high-magnification image at the lower left of Figure 3(f). Due to the high thermal stability of V-rich eutectic carbides, the morphology of MC had little change. At this time, there was still obvious and serious interdendritic segregation on the matrix. The segregated alloying elements combined with carbon atoms to form granular carbides. The content of granular carbide increased with the increase of soaking time.
Evolution of dendrite segregation and eutectic carbides at 800°C for different soaking times: (a,d) 1 h; (b,e) 2 h and (c,f) 4 h.
Single-stage homogenisation process for the γ-Fe phase region
After that the ingot specimens were soaked at 1200°C for 1, 2 and 4 h, the corresponding microstructures are shown in Figure 4. With the increase of soaking time, the contrast difference between the dendrite region and the interdendritic region decreased gradually. The density of dendrite segregation decreased obviously. The long-rod shape V-rich eutectic carbide MC gradually dissolved and finally transformed into a spherical shape, as shown in Figure 4(d–f). In addition, with the increase of soaking time, the matrix structure around the eutectic carbide became clearer, which proved that the segregated elements diffuse into the adjacent matrix structure [6,20]. Table 1 shows the alloying elements diffusion constant D0 and diffusion activation energy Q in γ-Fe matrix and α-Fe matrix [21]. In addition, the diffusion coefficient D at different temperatures for alloying elements can be calculated by means of Arrhenius Equation, Evolution of dendrite segregation and eutectic carbides at 1200°C for different soaking times: (a,d) 1 h; (b,e) 2 h and (c,f) 4 h. Values of the diffusion calculation. . According to the calculation results in Table 1, the diffusion coefficient of C and Cr is obviously higher in austenite at 1200°C than ferrite at 800°C. The diffusion coefficient of Cr is obviously lower than carbon in austenite at 1200°C and ferrite at 800°C. In order to estimate reasonably the diffusion distance of elements in any homogenisation processes, it introduced the new concept of diffusion distance (d), which was defined as
. According to the calculation results in Table 1, the diffusion coefficient of C and Cr is obviously higher in austenite at 1200°C than ferrite at 800°C. The diffusion coefficient of Cr is obviously lower than carbon in austenite at 1200°C and ferrite at 800°C. In order to estimate reasonably the diffusion distance of elements in any homogenisation processes, it introduced the new concept of diffusion distance (d), which was defined as  , where D represents the diffusion coefficient of element in the segregation region and t represents the diffusion time. According to the diffusion distance equation, carbon could move about 1.5 and 1.8 mm after 4 h at 800 and 1200°C, respectively. It is a considerable distance with respect to the grain size and dendrite arm spacing. This shows that the above homogenisation process can achieve better homogenisation effect. At the same time, the diffusion of carbon at 1200°C is not very much faster than at 800°C. The carbon diffuses very much faster in ferrite than it does in austenite at the same temperature, so it is necessary to choose a significantly higher temperature in austenite. In summary, the effect of single-stage homogenisation processes in the γ-Fe phase region was better than that in the α-Fe phase region.
, where D represents the diffusion coefficient of element in the segregation region and t represents the diffusion time. According to the diffusion distance equation, carbon could move about 1.5 and 1.8 mm after 4 h at 800 and 1200°C, respectively. It is a considerable distance with respect to the grain size and dendrite arm spacing. This shows that the above homogenisation process can achieve better homogenisation effect. At the same time, the diffusion of carbon at 1200°C is not very much faster than at 800°C. The carbon diffuses very much faster in ferrite than it does in austenite at the same temperature, so it is necessary to choose a significantly higher temperature in austenite. In summary, the effect of single-stage homogenisation processes in the γ-Fe phase region was better than that in the α-Fe phase region.

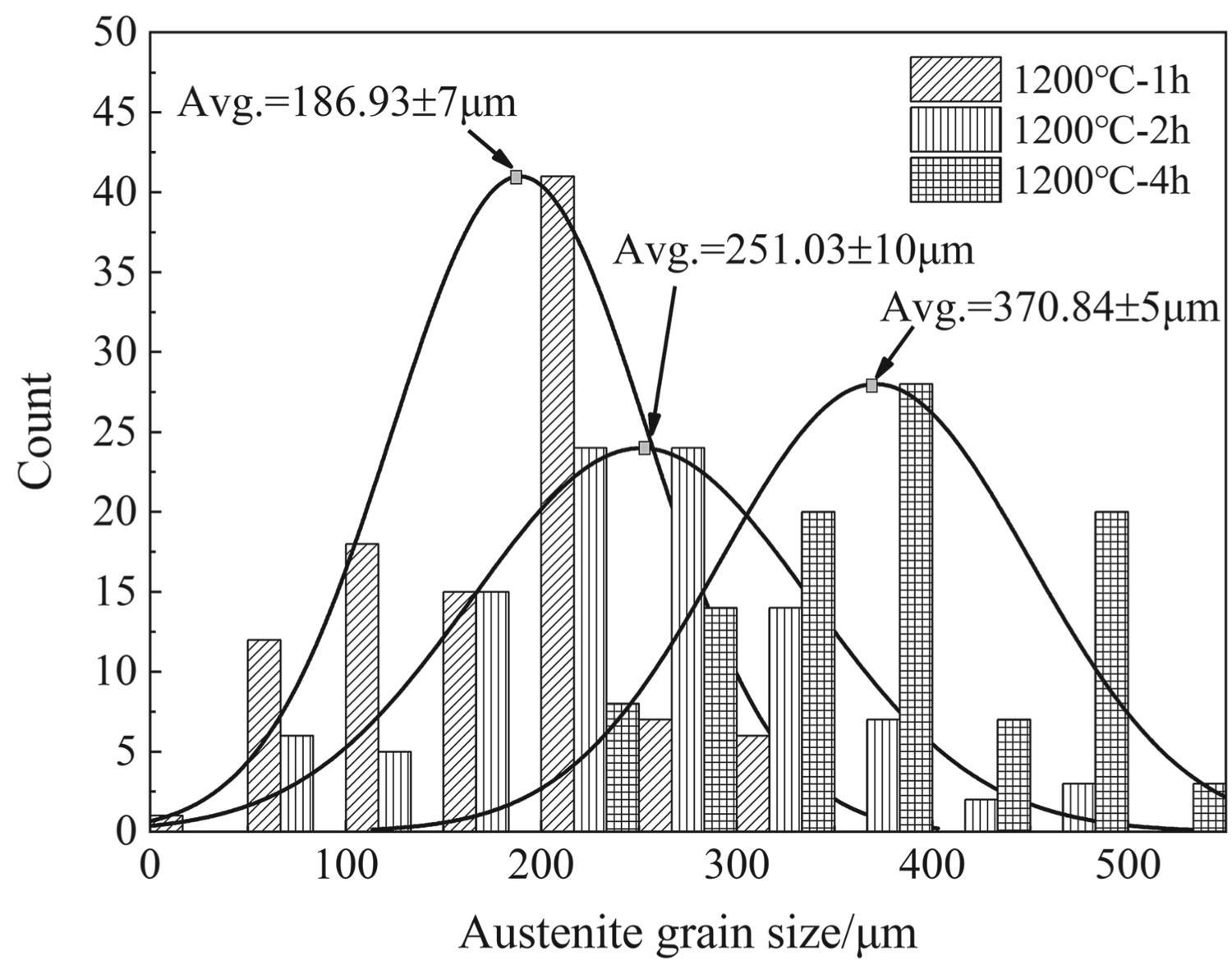
The grain boundary migration rate was accelerated and austenite grains grew gradually during high temperature [22,23]. The coarse austenite grain usually has a great effect on the target microstructure after transformation on cooling and finished properties of 4Cr5MoSiV1 steel [24,25]. Therefore, it is very important to control the grain size after the homogenisation process. Figure 5 shows the austenite grain morphology of specimens soaked in 1200°C for 1, 2 and 4 h. The red lines represent austenite grain boundaries. The austenite grain distribution of 1200°C is shown in Figure 6. By metallographic statistics and analysing the austenite grain distribution, the average austenite grain sizes were 186.93 ± 7 µm, 251.03 ± 10 µm and 370.84 ± 5 µm, respectively. The grain size increased gradually.
Austenite grains at 1200°C: (a) 1 h; (b) 2 h and (c) 4 h. The austenite grain distribution of 1200°C.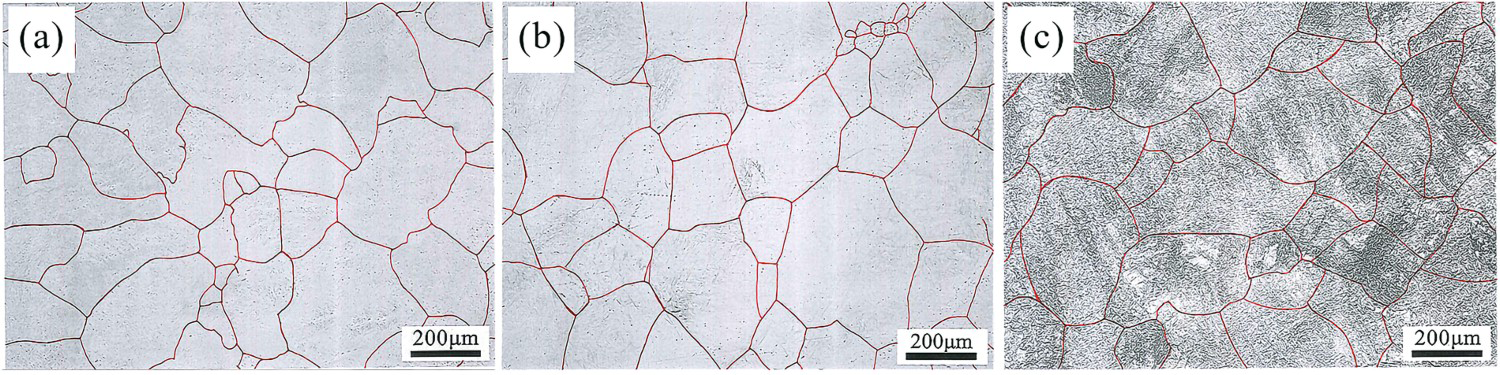
Microstructure of the steel during two-stage homogenisation
According to the above results, there was still obvious and serious dendrite segregation in the microstructure after being treated by the single-stage homogenisation process of 800°C/4 h. Mo-rich eutectic carbide M7C3 decomposed and V-rich eutectic carbide MC had little change. After being treated by the single-stage homogenisation process of 1200°C/4 h, the dendrite segregation was much reduced as apparent from the etching response. Some of the V-rich eutectic carbide MC remained. Grain coarsening was serious with a grain size of 370.84 ± 5 µm. It can be seen that the homogenisation effect was not better when as-cast 4Cr5MoSiV1 steel species were separately soaked in the α-Fe phase region or the γ-Fe phase region.
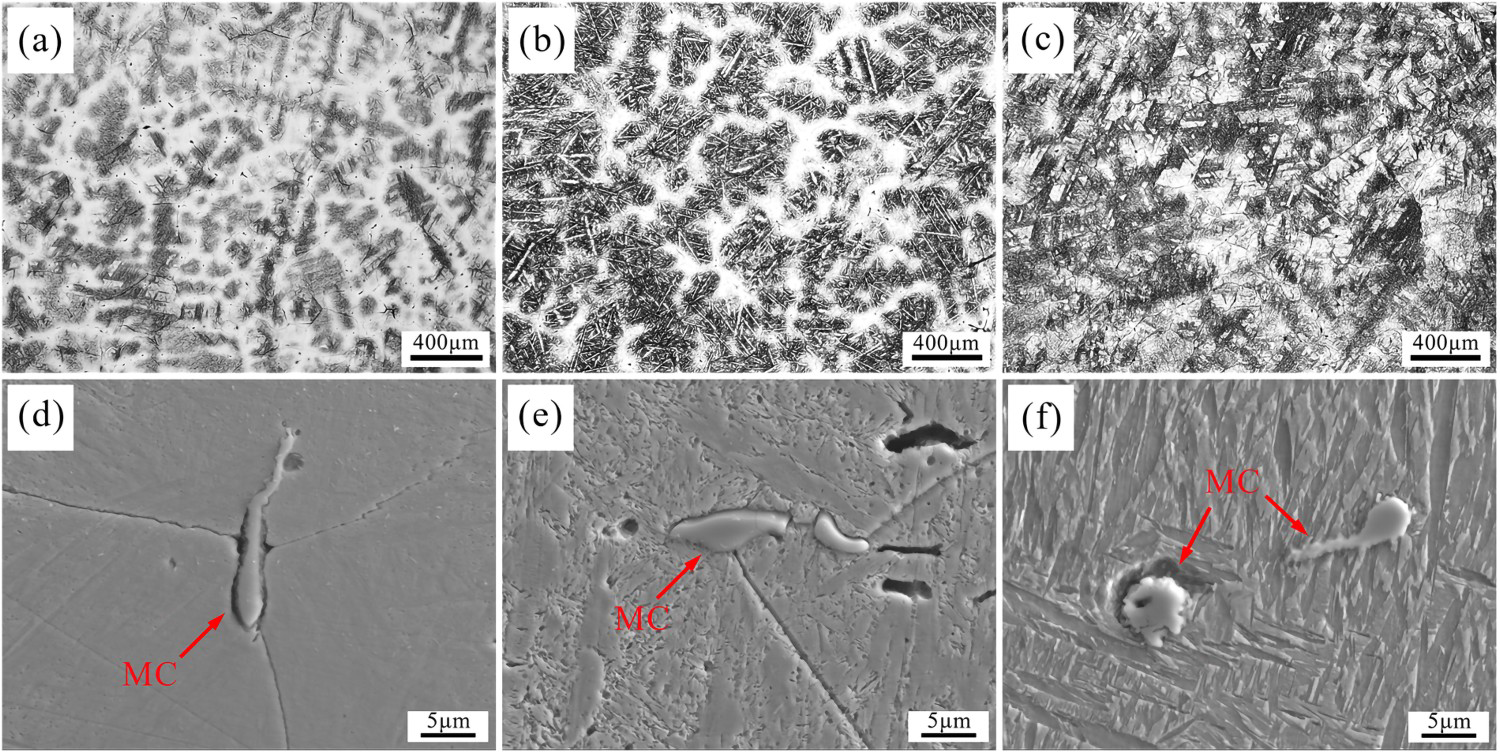
The specimens were treated by a two-stage homogenisation process. That is, the specimens were successively treated at homogenisation temperature of 800 and 1200°C. At the same time, in order to contrast with the above single-stage homogenisation process, the total soaking time of the two-stage homogenisation process was set as 4 h. The microstructures of the specimens treated by the two-stage homogenisation process are shown in Figure 7. When the two-stage homogenisation process was 800°C/1 h + 1200°C/3 h, the density of dendrite segregation decreased greatly and the morphology of dendrite cannot be clearly identified, as shown in Figure 7(a). When the two-stage homogenisation process was 800°C/2 h + 1200°C/2 h, the obvious primary dendrite morphology can still be observed. The increase of dendrite segregation area indicated that the segregation elements gradually diffused to the surrounding matrix, as shown in Figure 7(b). When the two-stage homogenisation process was 800°C/3 h + 1200°C/1 h, the homogenisation effect was improved obviously, where the dendrite segregation was basically eliminated. The morphologies of eutectic carbide MC all presented spherical under the three kinds of two-stage homogenisation processes. The sizes of eutectic carbides were 4.87 µm (Figure 7(d)), 5.26 µm (Figure 7(e)) and 5.08 µm (Figure 7(f)), respectively.
Evolution of dendrite segregation and eutectic carbides at 800 + 1200°C for different soaking times: (a,d) 800°C/1 h + 1200°C/3 h; (b,e) 800°C/2 h + 1200°C/2 h and (c,f) 800°C/3 h + 1200°C/1 h.
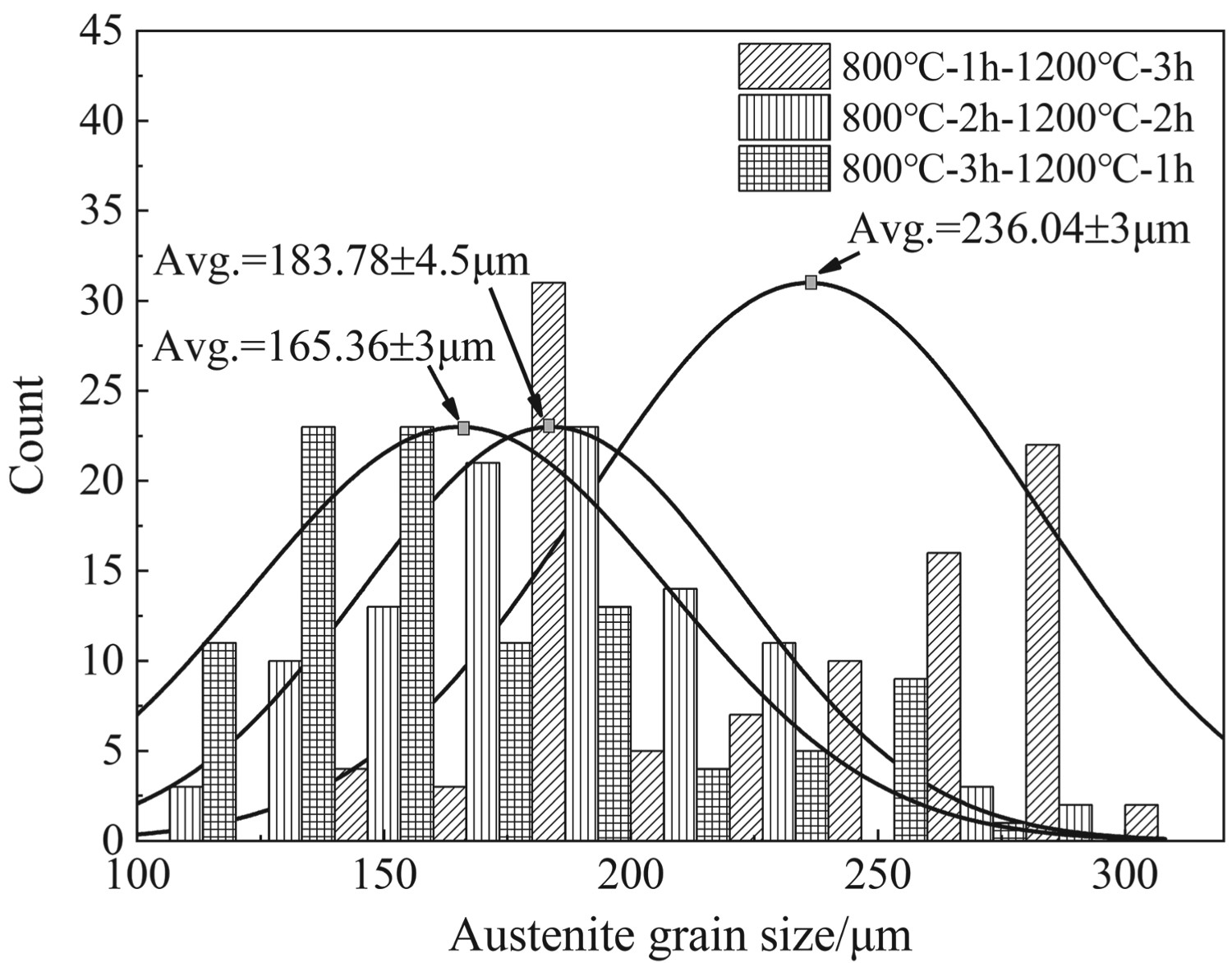
The austenite grain morphologies of specimens treated by different two-stage homogenisation processes are shown in Figure 8. The red lines represent austenite grain boundaries. The austenite grain distribution of 800 + 1200°C is shown in Figure 9. By metallographic statistics and analysing the grain distribution, the average austenite grain sizes were 236.04 ± 3 µm, 183.78 ± 4.5 µm and 165.36 ± 3 µm, respectively. The grain size decreased gradually. In addition, compared with the single-stage homogenisation process of the γ-Fe phase region with the same soaking time, the grain size decreased significantly by the two-stage homogenisation process because of the shortening of high-temperature soaking time. Due to the pinning effect of fine-dispersed carbides, the austenite grain size decreases with increasing soaking time in the α-Fe phase region.
Austenite grains at 800 + 1200°C: (a) 800°C/1 h + 1200°C/3 h; (b) 800°C/2 h + 1200°C/2 h and (c) 800°C/3 h + 1200°C/1 h. The austenite grain distribution of 800 + 1200°C.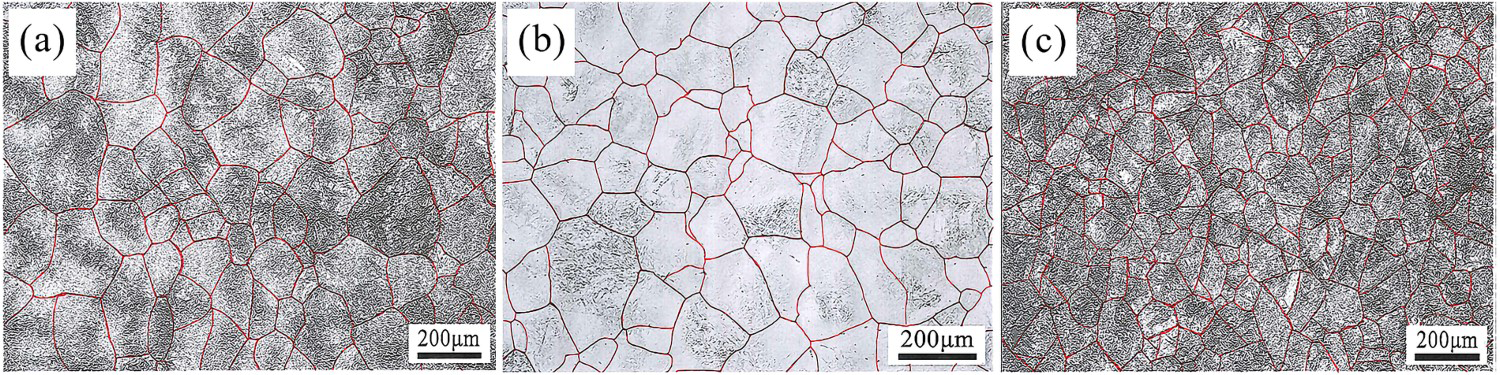
Segregation ratio of Cr, Mo and V in the steel
In order to describe accurately the elimination of dendrite segregation, it introduced the concept of segregation ratio (SR), which was defined as Cmax/Cmin, where Cmax represents the maximum concentration of alloying element in the segregation region and Cmin represents the minimum concentration in the dendrite region. In addition, taking the average SR value of three-line scanning results for the final SR value of each homogenisation process. The segregation ratios of Cr, Mo and V under different homogenisation processes were measured by a line scanning technique. The result of line scanning for different homogenisation processes is shown in Figure 10. The scanning line crossed two adjacent dendrite arms or grain boundaries and the eutectic carbides were avoided. The degree of microsegregation was decreased and the matrix structure became clearer with the increase of soaking time in Figure 10, which proved that the elements diffuse into the adjacent matrix structure. The microstructure uniformity of the specimen will be affected by the long-scale diffusion of carbon. According to the previous experimental results and the calculation results in Table 1, carbon and alloy elements diffuse for different distances under different matrixes and soaking temperatures. With the increase of soaking temperature and time, the atomisation distance increases and the homogenisation effect improves obviously. As shown in Table 2, by the single-stage homogenisation process in the α-Fe phase region, the SR of alloy elements did not change significantly due to the low temperature at this time. When the single-stage homogenisation process was 800°C/4 h, the average segregation ratios of Cr, Mo and V were 2.05, 4.06 and 4.32, respectively. The SR of alloy elements decreased gradually with the increase of soaking time by the single-stage homogenisation process in the γ-Fe phase region. When the single-stage homogenisation process was 1200°C/4 h, the average segregation ratios of Cr, Mo and V were 1.78, 2.64 and 2.58, respectively.
Results of EDS line scanning for different homogenisation processes: (a–c) 800°C/4 h; (d–f) 1200°C/4 h and (g–i) 800°C/3 h + 1200°C/1 h. Values of average SRs from three scanlines for different homogenisation processes.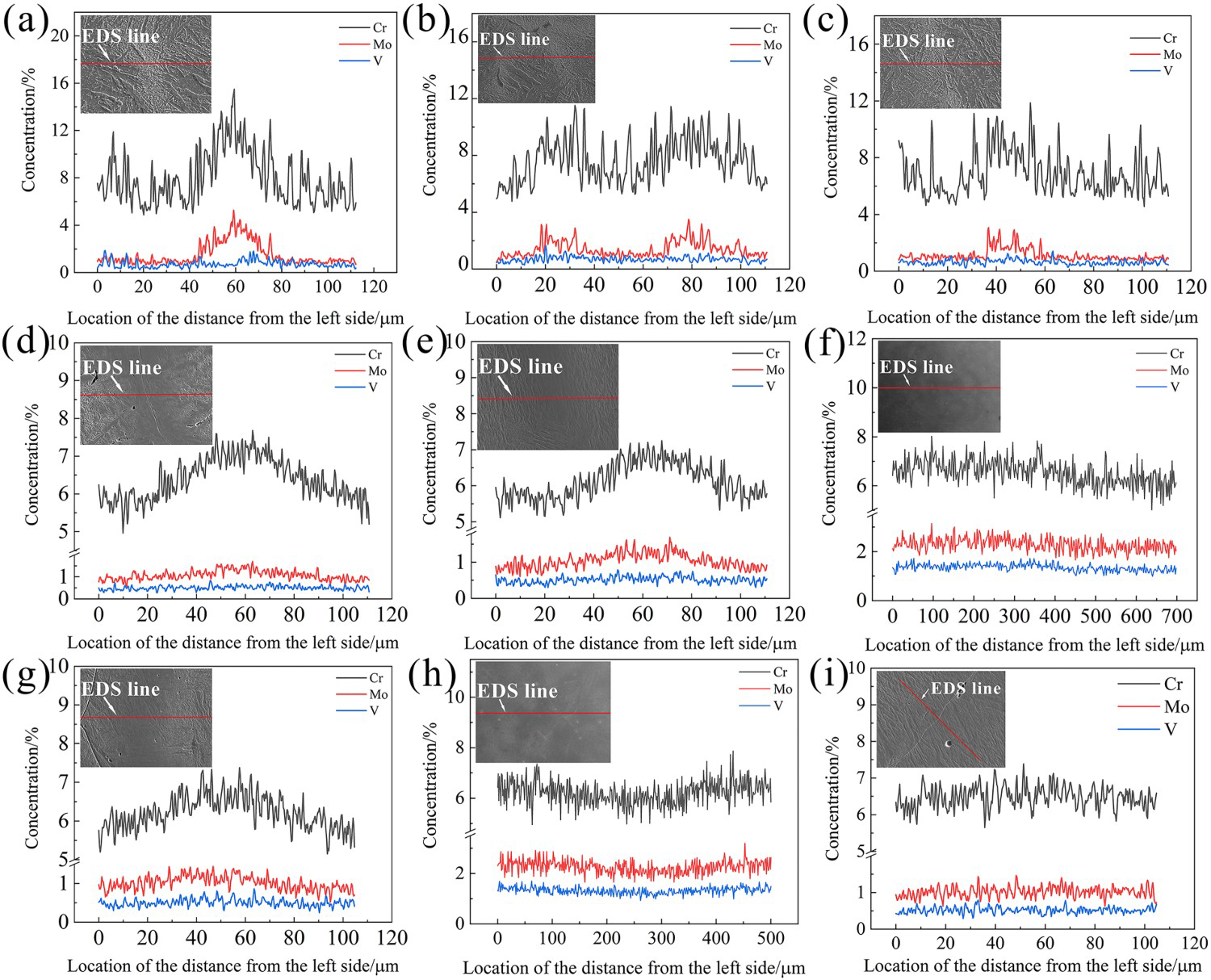
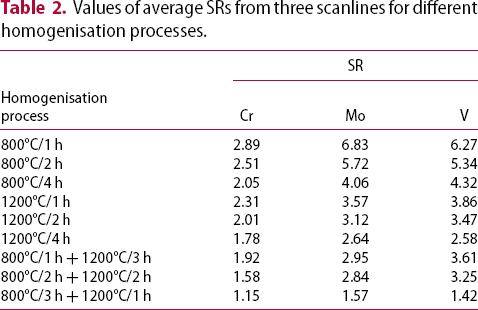
At the same total soaking time of 4 h, the SR of alloy elements decreased with the increase of the soaking time in the α-Fe phase region by the two-stage homogenisation process. When the homogenisation process was 800°C/3 h + 1200°C/1 h, the average segregation ratios of Cr, Mo and V were the smallest with the value of 1.15, 1.57 and 1.42, respectively. At this time, alloying elements in microstructure were distributed uniformly, as revealed in Figure 10(i). In the previous study [6], the high-temperature homogenisation process can be terminated as long as the SR ≤ 1.20 for Cr of any size 4Cr5MoSiV1 ingots was met. Therefore, a better homogenisation degree can be achieved by the two-stage homogenisation process of 800°C/3 h + 1200°C/1 h.
Microhardness of the steel
Due to the solid solution strengthening mechanism [26], the microhardness of specimens treated by different homogenisation processes was different. The microhardness of specimens is sensitive to the microstructure evolution. The change of microhardness can indicate the evolution of microstructure for specimens treated by different homogenisation processes. Figure 11 shows the microhardness values of specimens treated by different homogenisation processes. The error bar in the figure represented the standard deviation microhardness value, whose value determined the hardness distribution. On the one hand, the change of standard deviation microhardness value can indicate the microstructure uniformity and dendrite change of the sample; on the other hand, the microhardness value can indirectly indicate the corresponding phase structure. By single-stage homogenisation in 800°C, the microhardness value decreased sharply. With increasing soaking time, the microhardness value decreased from 272HV to 242.8HV. The standard deviation microhardness value decreased from 70.36HV to 40.87HV, indicating that the component distribution became more and more uniform.
Microhardness distribution curve of the specimens after homogenisation: (a) α-Fe phase region and γ-Fe phase region single-stage homogenisation processes; (b) two-stage homogenisation processes.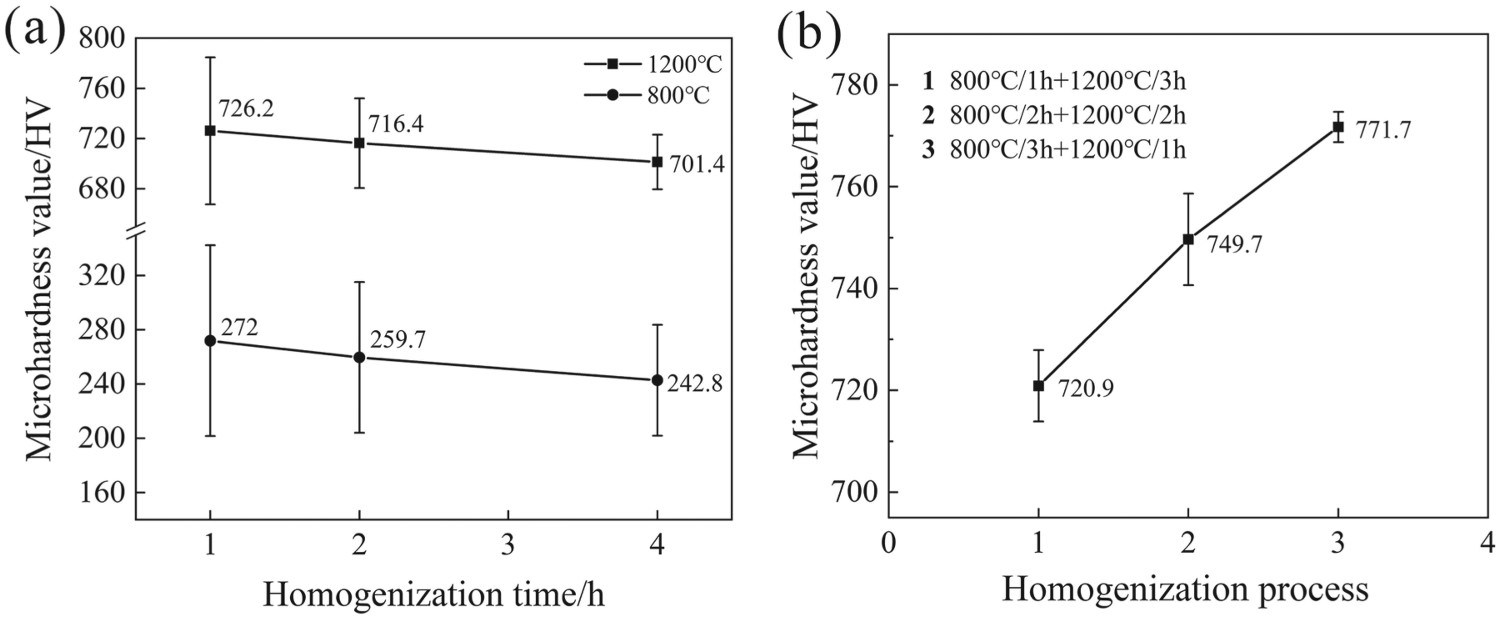
By single-stage homogenisation of 1200°C, the microhardness value decreased from 726.2HV to 701.4HV and the standard deviation microhardness value decreased from 58.49HV to 21.76HV with increasing soaking time. At the initial stage of homogenisation process, the reduction of dislocations and residual stress in as-cast microstructure was the main reason for the decrease of microhardness value [27,28]. With increasing soaking time, the grain coarsened obviously and the microhardness value decreased further [29]. By two-stage homogenisation of 800 and 1200°C, the microhardness value increased from 720.9HV to 771.7HV with increasing soaking time in 800°C. When the homogenisation process was 800°C/3 h + 1200°C/1 h, the standard deviation microhardness value reached the minimum 18.45HV and thus the microhardness uniformity was the best.
Discussion
Referring to the experimental results and element diffusivity table, it is expected that the homogenisation effect becoming better by single-stage homogenisation treatment with the increasing of soaking times, and the higher temperature soaking especially so. According to the above experimental results, it can conclude that the dendrite segregation was basically eliminated and the grain size was 165.36 ± 3 µm by the two-stage homogenisation process of 800°C/3 h + 1200°C/1 h. Obviously, it only involves a minor reduction in the diffusion of carbon compared to 1200°C/4 h according to the previous calculations and Table 1. At the same time, the effect of homogenisation improved greatly with increasing soaking time in the α-Fe phase region.
As shown in Figure 11(a), the microhardness of specimens after homogenisation treatment at 800°C decreased largely comparing with microhardness of specimens treated at 1200°C. The magnitude of microhardness was around 255HV by homogenisation treatment for 800°C, which indicated the matrix phase was ferrite by the single-stage homogenisation process in the α-Fe phase region [30]. However, the magnitude of microhardness was around 726HV by homogenisation treatment for 1200°C, which indicates the matrix structure was significantly different from the specimen treated at 800°C. At the same time, the microhardness of 4Cr5MoSiV1 steel decreased gradually with increasing soaking time at 800°C. Figure 12 shows the IPF and GNP maps of 4Cr5MoSiV1 steel after treated at 800°C for different soaking times. The ferrite morphology was plate-like and its width decreased with the increase of soaking time. Considering the presence of granular carbides in Figure 3(d–f), it can be concluded that the supersaturated martensite in as-cast state gradually decomposed into plate ferrite and granular carbides at 800°C. With the increase of soaking time, the volume fraction of decomposed martensite increased and the size of plate ferrite decreased gradually, which directly increased the phase interface area and grain boundary area. The increase of phase interface area and grain boundary area would be certainly helpful to the nuclei of austenite and the diffusion of alloying elements. The dislocation density is affected by soaking processes and the defects of phase interface [31,32]. The dislocation density firstly decreases and then increases with the increase of soaking time, as shown in Figure 12(d–f). At the initial stage of soaking, the increasing rate of phase interface is greater than the decrease rate of dislocation, so the dislocation density increases. With the increase of soaking time, the reduction rate of dislocation density increases, which leading to the decreasing of dislocation density.
IPF and GNP maps of specimens at 800°C for different soaking times: (a,d) 1 h; (b,e) 2 h and (c,f) 4 h.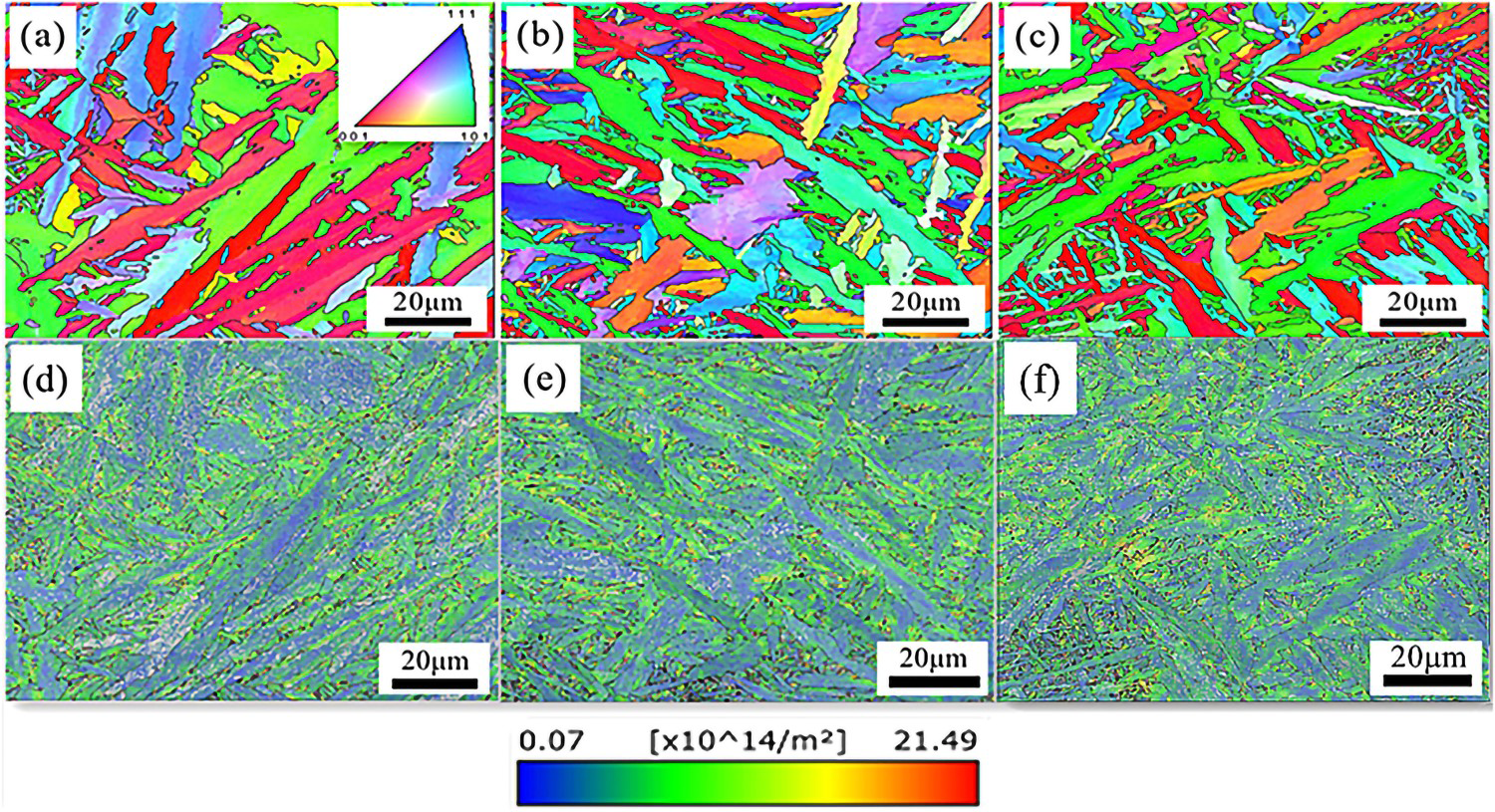
In order to clearly explain the mechanism of the two-stage homogenisation process, the schematic diagram of microstructure changes during the homogenisation process was designed. Figure 13 shows the schematic diagram of microstructure changes during the two-stage homogenisation process. As shown in Figure 13(a), the matrix phase in solidification structure of 4Cr5MoSiV1 steel was supersaturated martensite. The coarse eutectic carbides with long-rod shape and fine secondary carbides were distributed at the boundary of martensite. The supersaturated martensite was in the state of thermodynamic instability. When the homogenisation temperature was below Ac1, the martensite began to decompose at 800°C. As a result, the supersaturated martensite transformed into low-carbon plate α-Fe phase and dispersed fine carbides, as shown in Figure 13(b). In addition, the coarse eutectic carbides got dissolution and spheroidisation because of the surface tension effect and the interfacial energy. With the increase of soaking time, the content of carbon in martensite decreased and there was sufficient time for carbon atoms to proceed long-range diffusion, forming secondary carbides by combining with alloying element atoms. Therefore, the longer the soaking time in the α-Fe phase region, the higher the content of secondary carbide and the better its dispersity. During the subsequent soaking in the γ-Fe region, all the low-carbon α-Fe phase transformed into austenite and the dispersed fine carbides dissolved. The formation of austenite included nucleation, growth, dissolution of carbides and homogenisation of chemical components, which all depended on the movement of the phase interface. That is, the nucleation and growth of austenite phase mainly depend on the long-distance diffusion of atoms. Studies [33,34] have shown that the fine austenitised grain was helpful to obtain an even component distribution. That the small size ferrite and carbide meant there were more phase interface for the nuclei of austenite. Consequently, the rate of austenite transformation increased and the formed austenite size was small, as shown in Figure 13(c). Both phase interface and grain boundary were fast channels for element diffusion. During austenitising and the heat preservation after austenitising, a large proportion of phase interface and grain boundary can promote the rapid diffusion of elements. Therefore, the longer the soaking time in the α-Fe phase region, the larger proportion of phase interface and the better homogenisation effect. In addition, the secondary granular carbides located at grain boundaries will inhibit grain boundary migration, thus hindering the growth of austenite grains, as shown in Figure 13(d). In summary, the two-stage homogenisation processes are beneficial to improve the microstructure homogenisation and reduce the grain size of 4Cr5MoSiV1 steel.
Schematic diagram of the two-stage homogenisation process.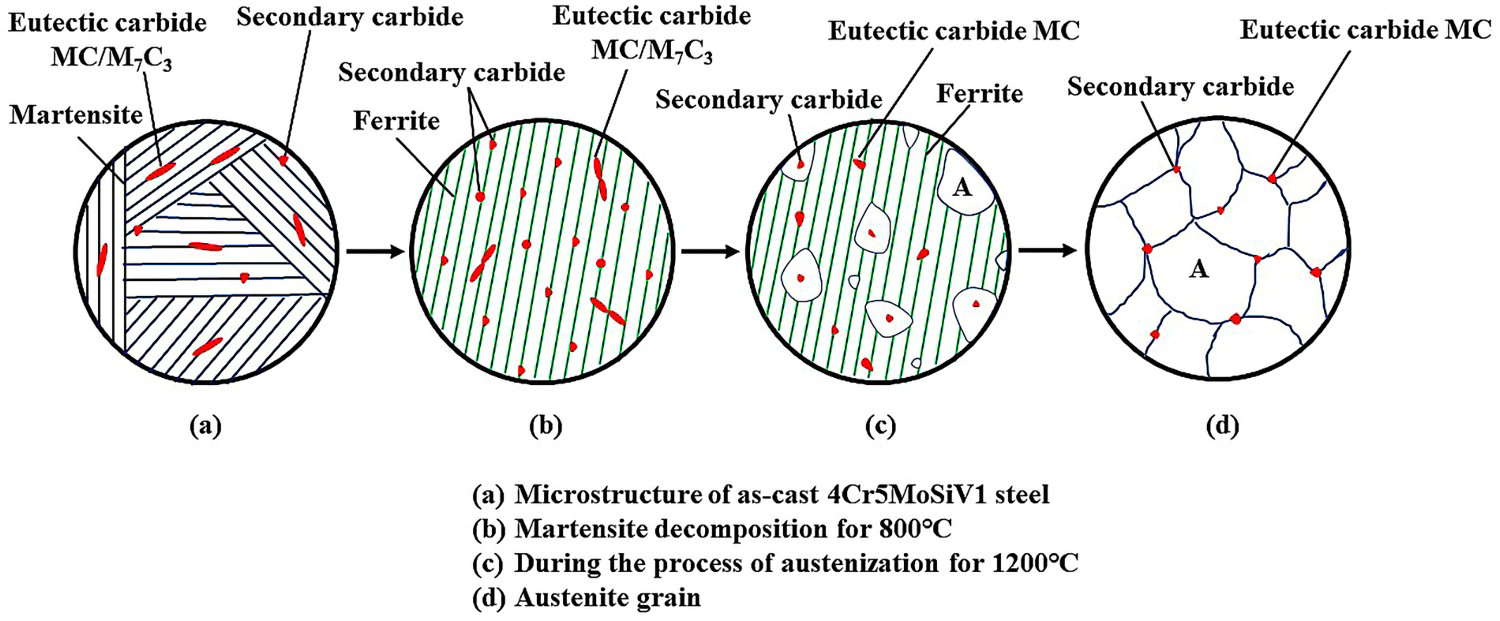
Conclusion
In this study, the change of dendrite structure and microhardness of as-cast 4Cr5MoSiV1 steel during different homogenisation processes was investigated. The results showed that:
By a single-stage homogenisation process in the α-Fe phase region, there was still obvious dendrite segregation in the microstructure. The matrix phases were mainly plate ferrite and granular carbide. The Mo-rich eutectic carbide M7C3 decomposed. By a single-stage homogenisation process in the γ-Fe phase region, the dendrite segregation was much reduced as the soaking time increased to 4 h. The Mo-rich eutectic carbide M7C3 was basically dissolved and some of V-rich eutectic carbide MC remained. Grain coarsening was serious and the grain size was up to 370.84 ± 5 µm. At the same soaking time of 4 h, compared with the single-stage homogenisation process, the homogenisation effect by the two-stage homogenisation process was improved significantly and the grain size decreased. By a two-stage homogenisation process of 800°C/3 h + 1200°C/1 h, the dendrite segregation was basically eliminated. The Mo-rich eutectic carbide M7C3 was basically dissolved and the remained V-rich eutectic carbide MC was spheroidised. The grain size was 165.36 ± 3 µm at this time. The segregation ratios of Cr, Mo and V were 1.15, 1.57 and 1.42, respectively. With increasing soaking time, the microhardness value decreased from 272HV to 242.8HV and the standard deviation microhardness value decreased from 70.36HV to 40.87HV by the single-stage homogenisation process in the α-Fe phase region; the microhardness value decreased from 726.2HV to 701.4HV and the standard deviation microhardness value decreased from 58.49HV to 21.76HV by the single-stage homogenisation process in the γ-Fe phase region. At a total soaking time of 4 h, the microhardness value increased with increasing soaking time in the α-Fe phase region by the two-stage homogenisation process. By a two-stage homogenisation process for 800°C/3 h + 1200°C/1 h, the microhardness was 771.7HV and hardness standard deviation was 18.45HV.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).