
Abstract
In this paper, the effect of two-stage homogenisation treatment on the evolution of the second phase was investigated. The microstructure of the extruded 7055 aluminium alloy was composed of α(Al) matrix and other second phases, including MgZn2, Al2CuMg, and Al7Cu2Fe phases. The segregation of second phase was serious and the content was 27.9%. During the 460°C × 24 h homogenisation, MgZn2 phases dissolved quickly, but there was still a significant amount of Al2CuMg phases present. After two-stage homogenisation (460°C × 24 h + 480°C × 10 h), the content of Al2CuMg phase decreased from 15% to 3% and the degree of segregation was reduced. In addition, the mechanical properties of the extruded 7055 alloy were effectively improved.
Introduction
7055 aluminium alloy has been extensively used in aerospace, spacecraft, and ground transportation vehicles due to its excellent combination of properties, including high specific strength, superior thermal workability, and excellent welding performance [1-4]. However, due to the complex composition of 7055 aluminium alloy and the rapid cooling of the alloy during the solidification process, the diffusion process of elements cannot be fully carried out. The resulting as-cast 7055 aluminium alloy has severe segregation and contains large and irregular second phases. These 7055 aluminium alloys with coarse grains and defects, because of their poor mechanical and other properties, cannot meet commercial applications.
Over the past few decades, as-cast 7055 alloy has been grain refined through large plastic deformation (SPD) process for better mechanical properties [5-8]. However, many studies have shown that Al-Zn-Mg-Cu alloys have complex phases in their as-cast or extruded microstructure, including η (MgZn2), T (Al2Mg3Zn3), S (Al2CuMg), and iron-rich phases [9-11]. These second phases, with large size and irregular shape, are usually unevenly distributed and even have a serious aggregation phenomenon. SPD can eliminate the coarse phase but not decrease segregation. Thus, as an important treatment method, the homogenisation treatment is effectively carried out to eliminate segregation and reduce the coarse size of the second phase [12,13]. The distribution and shape of these phases after homogenisation treatment will positively affect the thermal deformation ability and mechanical properties of the alloy.
At present, homogenisation heat treatment is considered a common approach to alleviate or eliminate element macro-segregation and tailor second-phase characteristics of Al-Zn-Mg-Cu series alloys [14-17]. Shi et al. [18] found serious segregation in cast 7085 alloys, and numerous eutectic phases could dissolve into the matrix after the homogenisation process at 470°C for 24 h. Wen et al. [19] investigated the proper homogenisation process of 440°C/12 h + 468°C/24 h, which is conducive to the dissolution of the MgZn2 phase, and the results were consistent with the homogenisation kinetic analysis. Moreover, Jia et al. [20] and Li et al. [21] used a two-stage homogenisation treatment to produce excellent Al-Zn-Mg-Cu-Zr aluminium alloy materials. The reason for the performance improvement is that promoting the precipitation of Al3Zr dispersoids in the first stage (350°C/5 h) can improve the recrystallisation resistance of the alloy and promote the subsequent precipitation of η′ phase, while the second stage (470°C/5 h) is conducive to the dissolution of the segregated MgZn2 phase. Shan et al. [10] developed a multi-stage homogenisation treatment for 7020 aluminium that is conducive to the formation of a large number of fine dispersions (Al3Zr dispersoids) to improve resistance to fatigue crack propagation. Accordingly, many homogenisation studies on 7055 alloy concentrate on the precipitation of Al3Zr and the dissolution of MgZn2. This is because these two types have a significant effect on the mechanical properties. However, the effect of the Al2CuMg phase on the Al–Zn–Mg–(Cu) alloy also cannot be ignored. The fracture resistance of Al–Zn–Mg–(Cu) alloy is sensitive to the existence of any remaining coarse constituent particles. Because of the coarse size of the Al2CuMg phase, it may act as void or crack initiation sites or provide preferential crack propagation paths, greatly reducing crack resistance [22]. Furthermore, because these coarse particles consume a lot of solute, their dissolution should be able to release enough solute to form more strengthening precipitates during the aging process. Due to the fact that the Al2CuMg phase had a higher melting point (about 475°C) compared with other soluble particles, in order to avoid overburning, most of the conventional single-stage homogenisation temperatures focus on the dissolution of the MgZn2 phase (about 450°C) [23]. These homogenisation temperatures are generally low, so the conventional single-stage process has little effect on the dissolution of the Al2CuMg phase. While the multi-stage homogenisation is beneficial to the dissolution of a part of the Al2CuMg phase, the research on the morphology and distribution of the Al2CuMg phase in each stage has not been the focus of attention. This makes the effect of the homogenisation process on the evolution of the Al2CuMg phase and the mechanical properties not entirely clear.
In this paper, the purpose of the present study was to perform a series of multi-stage homogenisation schemes for the extruded 7055 alloy and to eliminate the large soluble non-equilibrium intermetallic phases. Moreover, this study investigated the effect of the homogenisation process, especially the evolution of the distribution and morphology of the Al2CuMg phase and the effect of microstructural characteristics on the variation of mechanical properties.
Experimental details
Specimen fabrication and heat treatment methods
The extruded 7055 aluminium alloy with an extrusion ratio of 2.25:1 was used in this study as raw material. Some specimens were cut after extrusion as shown in Figure 1(a). The chemical composition of this alloy was Al–8.81Zn–2.23Mg–2.43Cu–0.09Fe (wt.%). Specimens with dimensions of 10 mm × 10 mm × 7 mm were cut from the centre of extruded ingots and used for homogenisation treatments.
The macrograph of extruded 7055 aluminium alloy (a) and schematic diagram of the tensile specimens (b).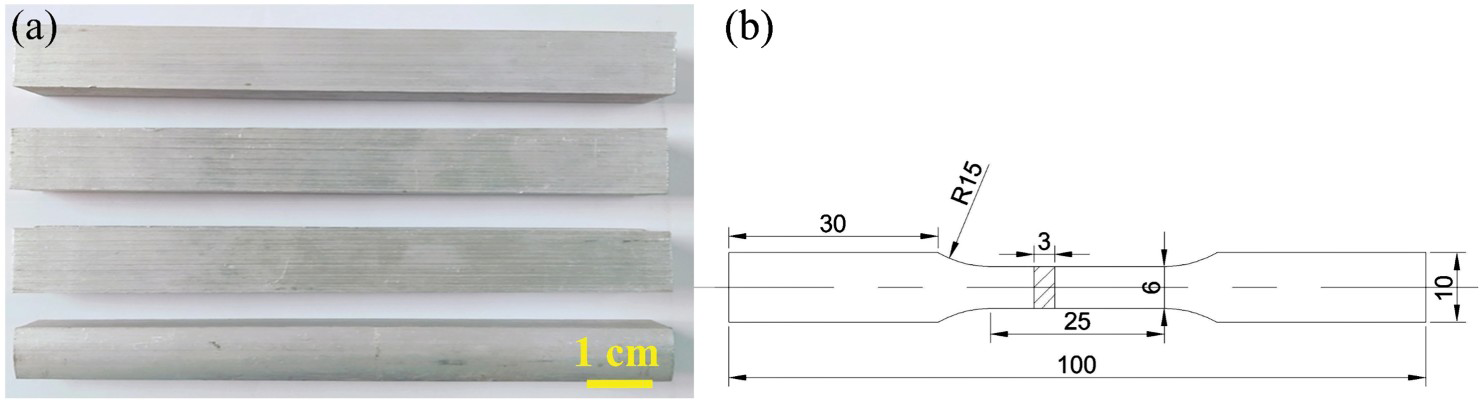
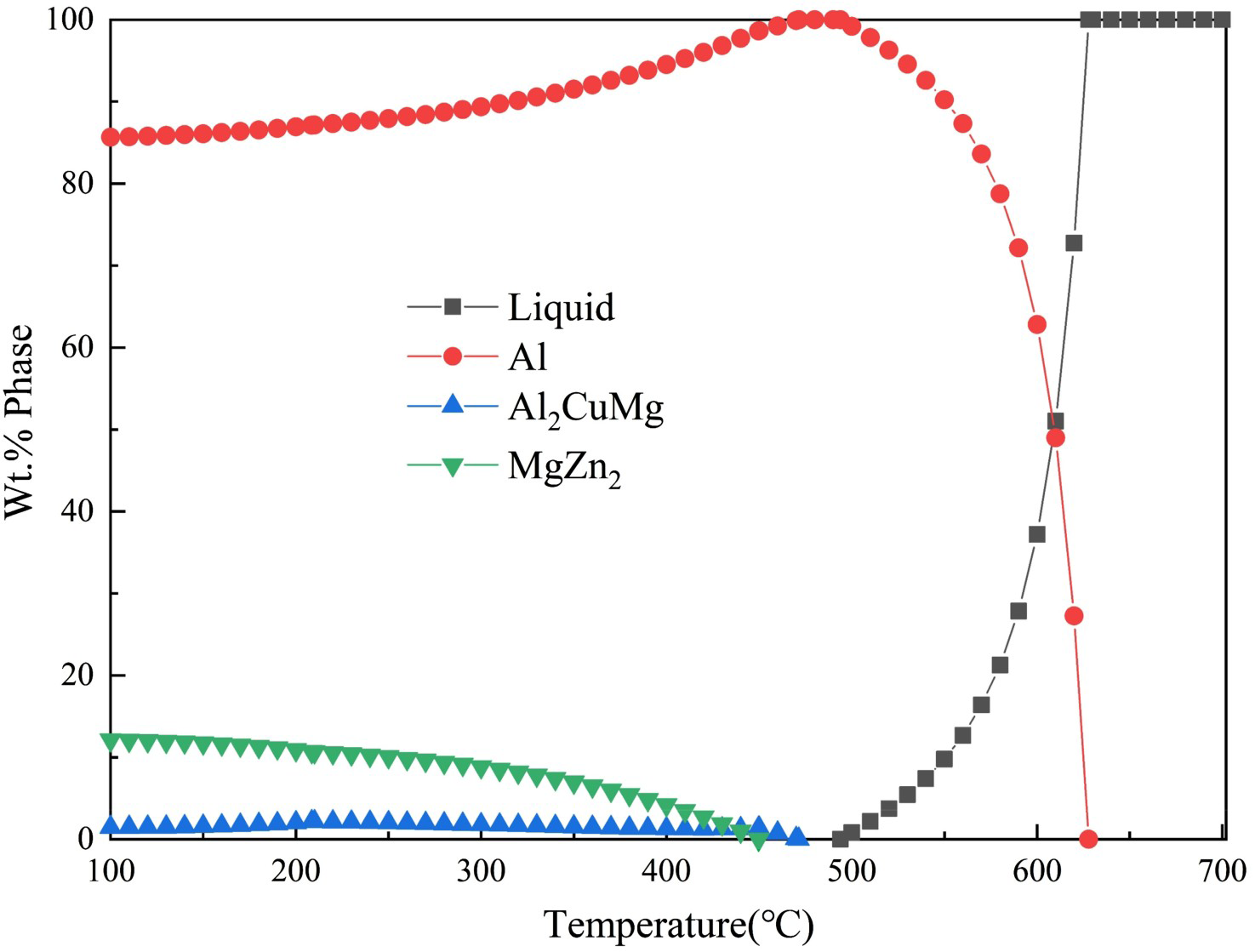
In order to determine the homogenisation temperature, Figure 2 presents the equilibrium phase diagram of 7055 aluminium alloy, which was calculated by using the thermodynamic software JMatPro. As the temperature increases, the MgZn2 and Al2CuMg phases dissolve into the α(Al) matrix at 449.8 and 471.4°C, respectively. Moreover, according to the theory of Shewman et al. [24], the homogenisation kinetic equation is mathematically expressed as follows:
The phase diagram of 7055 alloy was calculated by using the thermodynamic software JMatPro.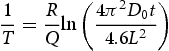
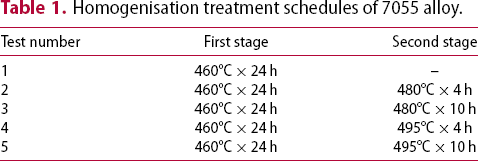
Homogenisation treatment schedules of 7055 alloy.
Microstructural characterisation
The homogenised specimens were observed and analysed using Olympus GX71 optical microscope (OM), FEI Quanta 400 scanning electron microscope (SEM), and INCA-type energy dispersive X-ray spectroscopy (EDS) after etching by Keller's reagent solution. X-ray diffraction (XRD) studies were undertaken on an XRD-700 PC diffractometer with Cu Kα1 radiation and scanning range from 20° to 85°. The precipitates were characterised using transmission electron microscopy (TEM, JEM-3010). In order to characterise the size and shape change of the Al2CuMg phase during the homogenisation process, the maximum (Length) and minimum (Width) for each particle size of 7055 aluminium alloy were measured and used ((Length + Width)/2) and radius ratio (Length/Width) to analyse the evolution of the Al2CuMg phase. Micro-hardness tests were conducted on the sample surface with an HV-120 Vickers Hardness (HV) tester using a loading force of 5 N and a dwelling time of 20 s. Each hardness value of the samples presented here was the average value of five measurements. For the room temperature tensile tests, ASTM tensile specimens were machined out from the middle region of the extruded sample at equal distances from the centre, and schematic diagram of the tensile specimens was shown in Figure 1(b). The corresponding fracture morphologies of tensile specimens were examined by SEM.
Results and discussion
Second-phase characterisation of extruded 7055 aluminium alloy
The OM and SEM images of the as-cast and extruded 7055 aluminium alloy are shown in Figure 3. There was obvious segregation of the second phase in the as-cast specimens, as shown in Figure 3(a). After the extrusion process, it can be observed that there were still various second phases in the microstructure of the extruded 7055 alloy (Figure 3(c)). Figure 3(d) shows a higher magnification image of mainly three different types of second phases, which are shown by arrows A, B, and C. Table 2 lists the EDS results of the intermetallic phases in the extruded alloy. EDS results revealed that a large number of evenly distributed and finely sized secondary phases (A point in Figure 3(d)) were MgZn2 phases. The bulky and irregular white particle (B point in Figure 3(d)) contained elements Mg, Cu, and Al, and the composition was close to the Al2CuMg phase. The element Fe was detected by EDS (C point in Figure 3(d)), this second phase with typical needle-like appearance and could be determined as the Al7Cu2Fe phase [28,29]. The Al7Cu2Fe phase is brittle and prone to forming holes and other defects in the microstructure, seriously affecting the mechanical properties and corrosion resistance of the alloy material [30].
(a) OM and (b) SEM images of the as-cast 7055 aluminium alloy; (c) OM and (d)SEM images of the extruded 7055 aluminium alloy. EDS results of intermetallic phases in extruded 7055 aluminium alloy shown in Figure 3(d).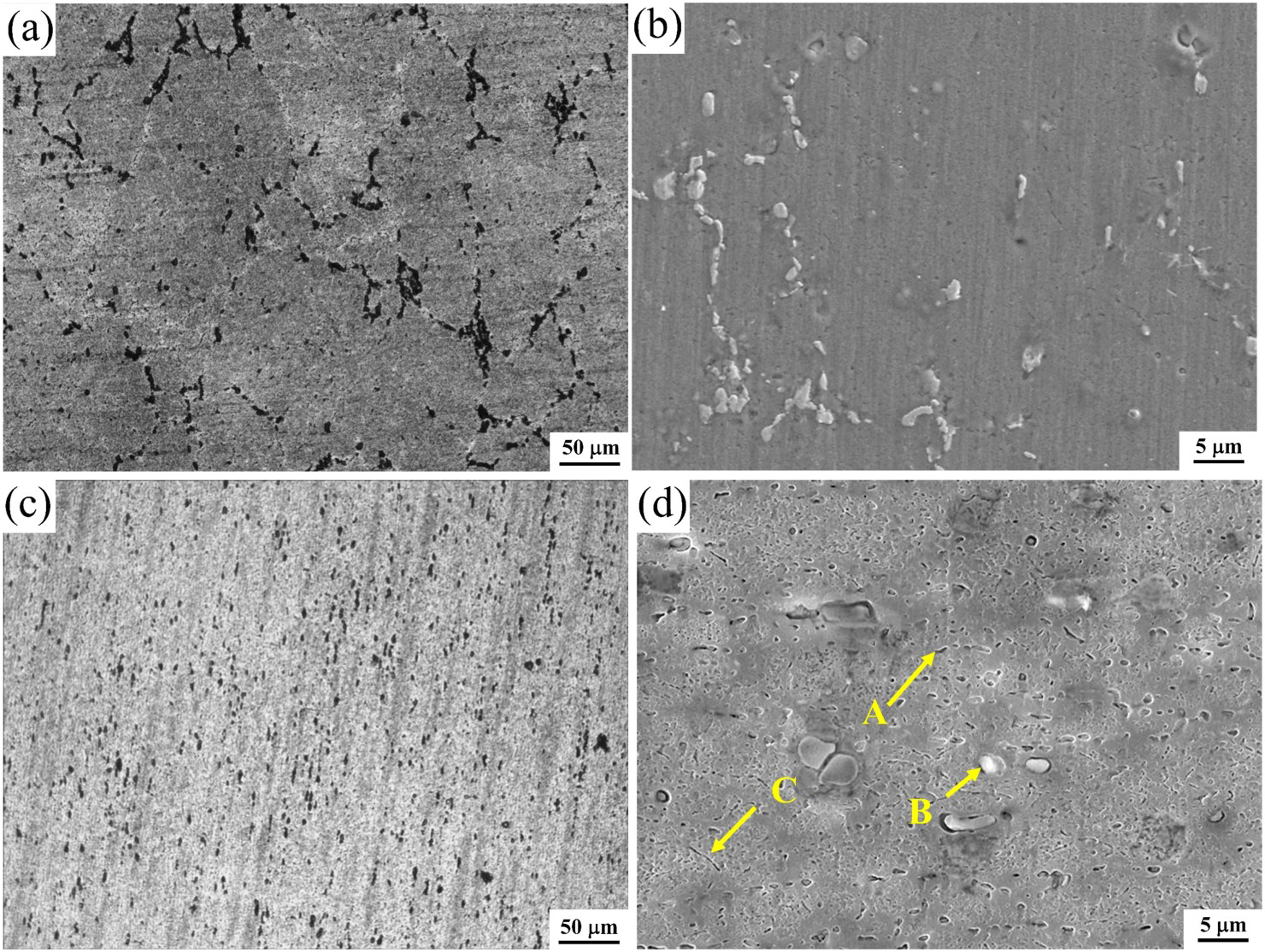
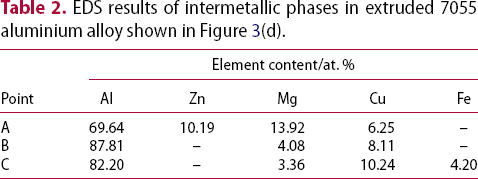
To further determine the type of the second phase, the XRD pattern of the extruded 7055 alloy is shown in Figure 4. It can be seen that the MgZn2 phases (JCPDS = 34-0457) and Al2CuMg phases (JCPDS = 65-2504) existed in the XRD results, which was consistent with the EDS results. There was no diffraction peak of the Al7Cu2Fe phase in Figure 4, which may be explained by their relatively low content that can't be reflected in the XRD measurements. Combined with the very small distribution of the Al7Cu2Fe phase in Figure 3(d), it can be considered that the content of the Al7Cu2Fe phase was very small in the 7055 alloy.
XRD patterns of 7055 aluminium alloy, (a) extruded, (b) (460°C × 24 h) + (480°C × 10 h).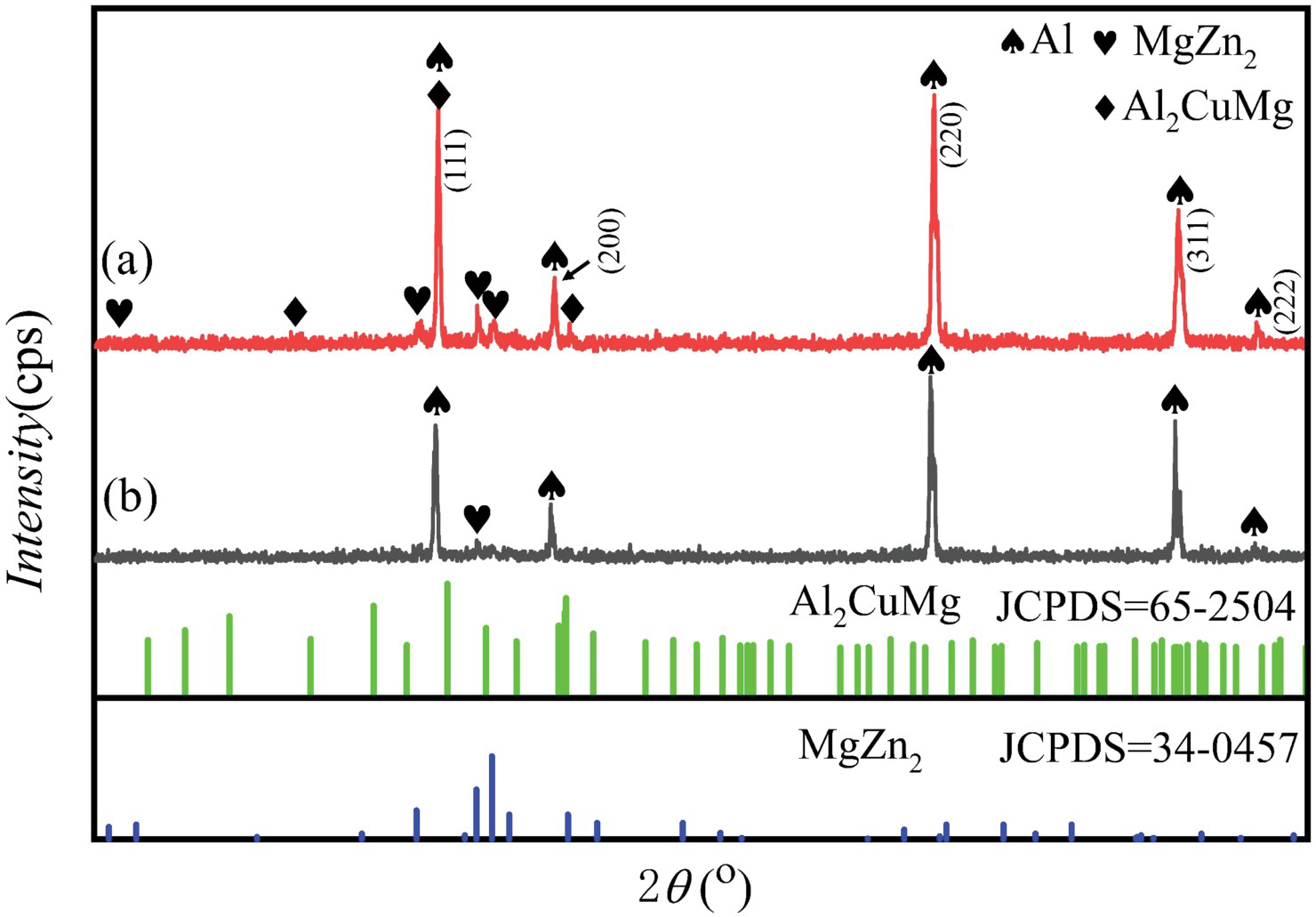
The main elements Al, Cu, Zn, Mg, Fe, and Si in the extruded microstructure were scanned, and the results are shown in Figure 5. It can be observed that the distribution of various elements in the microstructure was very uneven and there were various degrees of micro-segregation of the elements Cu, Mg, and Zn. Among them, the enrichment degree of the Cu element was the most obvious, which was due to the high content of Cu in Al2CuMg phases. In addition, Al2CuMg phases had a high melting point that appears firstly and grows up during the solidification process [14]. Thus, the number of Al2CuMg phases in the 7055 aluminium alloy was the largest and had the greatest impact. The subsequent focus will be on the evolution process of the Al2CuMg phase caused by homogenisation. Moreover, the content of Fe and Si elements was very small, which had little effect on the microstructure and mechanical properties of the 7055 aluminium alloy.
SEM image and corresponding elements distribution maps of extruded 7055 aluminium alloy.
Analysis of the evolution of the Al2CuMg phase during the homogenisation treatments
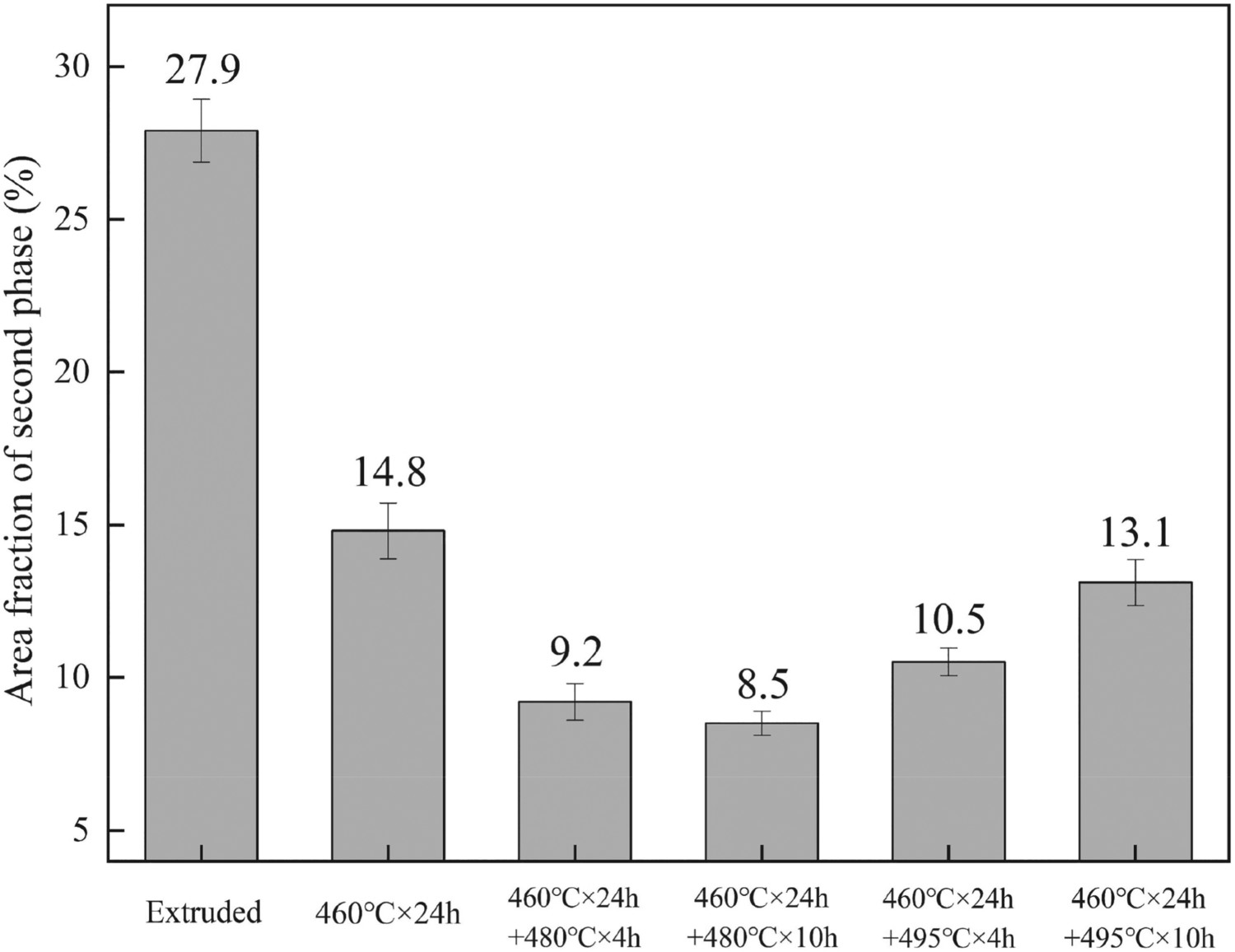
Figure 6 represents the OM microstructures of the 7055 alloy after homogenisation. Figure 7 shows the area fraction of the second phase after homogenisation. The statistics of every condition were analysed using Image-Pro Plus software. For the homogenisation at 460°C for 24 h, the second phases began to dissolve and some of the irregular coarse Al2CuMg phases like rod-shaped, blocky, and so on, were transformed into small particles or gradually spheroidised and the grain boundaries could be clearly observed (Figure 6(a)). The area fraction of the second phase was decreased to 14.8%. Some coarse Al2CuMg phases were still distributed in the microstructures after single-stage homogenisation, which failed to achieve the anticipated results. When the second-stage thermal temperature was raised to 480°C, the quantity of residual coarse Al2CuMg phases decreased significantly and the size of undissolved particles was only from 1 µm to 4 µm. The homogenisation effect was the best of the (460°C × 24 h) + (480°C × 10 h) scheme, and the content of the second phase was the lowest, which decreased to 8.5%. Additionally, the XRD pattern of the homogenised specimen is shown in Figure 4. The diffraction peaks of the MgZn2 phase and Al2CuMg phase that previously existed in the extruded 7055 aluminium alloy disappeared after homogenisation treatment with (460°C × 24 h) and (480°C × 10 h). However, the overburning occurred when the temperature rose to 495°C. As can be seen from Figure 6(e), after homogenisation treatment at 495°C for 10 h, some triangle-like remelting content could be seen in the microstructure. The area fraction of the second phase in the microstructure rose again and grain boundaries could not be observed.
The microstructure of 7055 aluminium alloy after homogenised. (a) 460°C × 24 h; (b) (460°C × 24 h) + (480°C × 4 h); (c) (460°C × 24 h) + (480°C × 10 h); (d) (460°C × 24 h) + (495°C × 4 h); (e) (460°C × 24 h) + (495°C × 10 h). The area fraction of second phase of extruded and homogenised 7055 alloy.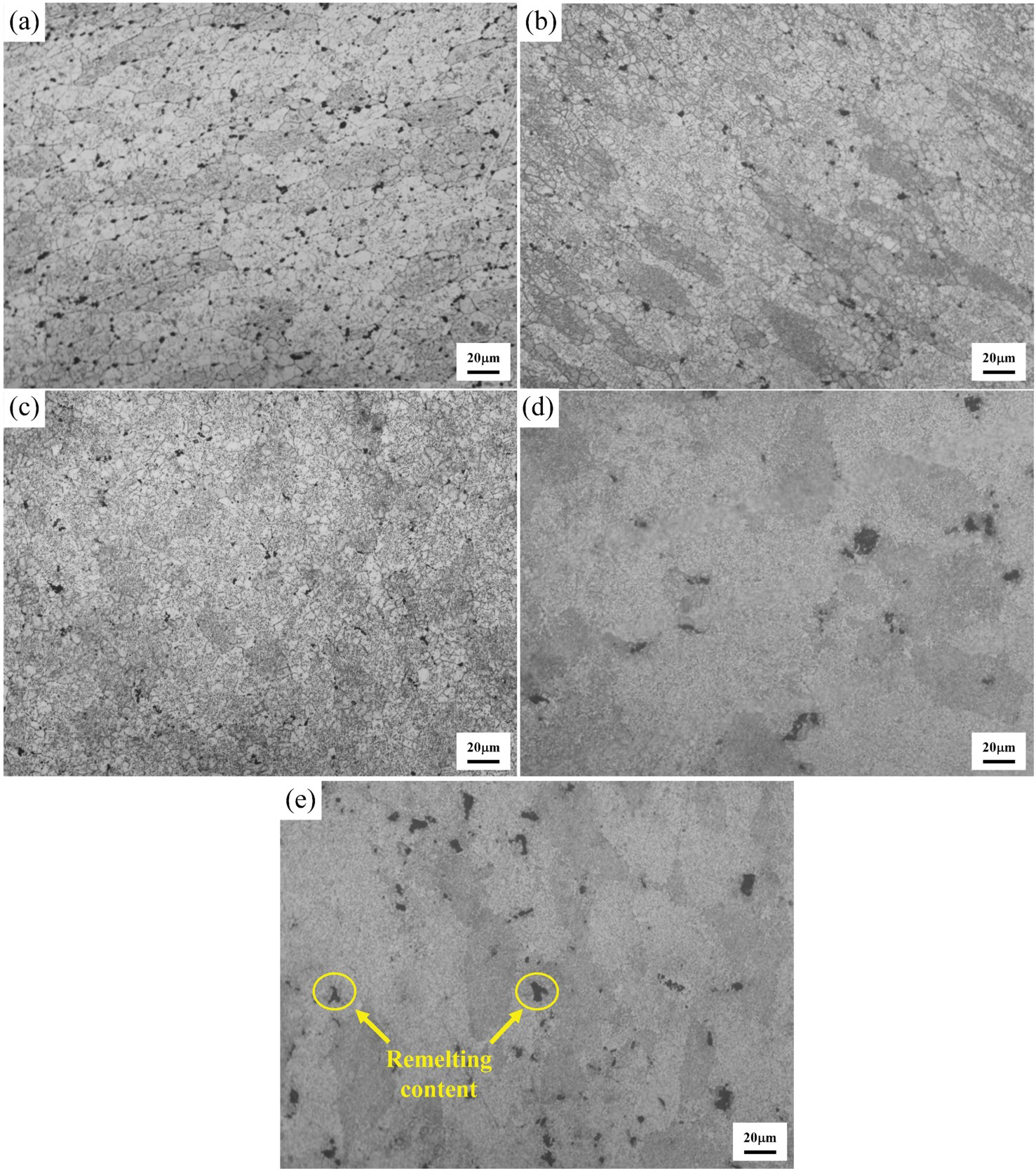
It can be seen from Figure 5 that the segregation of Al, Cu, Mg, and Zn elements in the microstructure after extrusion was high, resulting in a large amount of second-phase segregation in the microstructure. During single-stage homogenisation, the alloying elements in eutectic structures gradually diffused into the α(Al) matrix and alleviated the degree of segregation. Therefore, the content of the second phase in the microstructure also gradually decreased, especially the MgZn2 phase, which obviously dissolved [31]. After most of the MgZn2 phase melted into the α(Al) matrix, the temperature of the second-stage homogenisation treatment was increased. This is conducive to the dissolution of the Al2CuMg phase, so that the content of the second phase continues to decrease. The content of the second phase reached the lowest value after the (460°C × 24 h) + (480°C × 10 h) scheme. However, the too-high temperature caused the 7055 alloy to overburn when the temperature of the second-stage homogenisation treatment rose to 495°C. This resulted in the appearance of some black remelts in the microstructure, which increased the secondary phase content in the alloy.
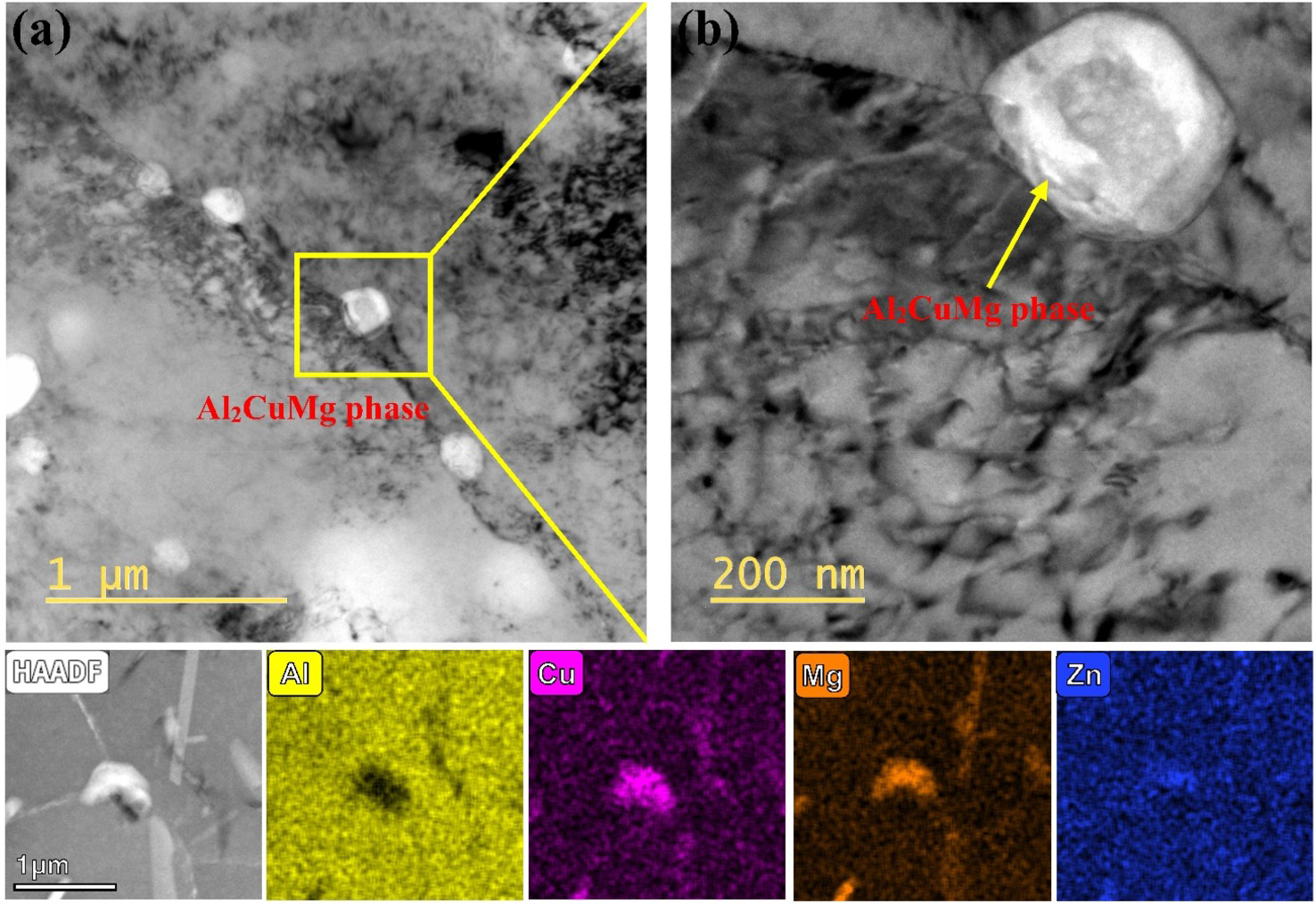
In order to study the evolution of the Al2CuMg phase during homogenisation, SEM images were conducted on 7055 aluminium alloy in the extruded state (460°C × 24 h) and (460°C × 24 h) + (480°C × 10 h) specimens, respectively, and the results are shown in Figure 8. It was observed that there was a large amount of Al2CuMg phases which ranged in size from 1 to 11 µm in the extruded microstructure. The extruded specimen had an aggregation phenomenon among phases and the area fraction of the Al2CuMg phases was 15%. Their shapes were irregular, lumpy, and rod-shaped, and distributed along the extrusion streamline with a radius ratio of 2.11. After single-stage homogenisation (460°C × 24 h), the number of Al2CuMg phases decreased and the shape and size became more uniform and spherical. After the two-stage homogenisation treatment of (460°C × 24 h) + (480°C × 10 h), the Al2CuMg phase was mainly dissolved in the α(Al) matrix, and the radius ratio decreased to 1.59. In addition, Figure 9 shows the TEM images with corresponding TEM-EDS maps at (460°C × 24 h) + (480°C × 10 h) treatment. The Al2CuMg phases undissolved in the α(Al) matrix were evenly distributed in the grain and grain boundary in the submicron range and were equiaxed spherical without agglomeration.
SEM images with EDS maps and Al2CuMg phase grain size distribution of 7055 aluminium alloy: (a) Extruded; (b) (460°C × 24 h); (c) (460°C × 24 h) + (480°C × 10 h) and the radius ratio of Al2CuMg phase(d). (a) and (b) TEM microstructure after (460°C × 24 h) + (480°C × 10 h) treatment and corresponding TEM-EDS maps.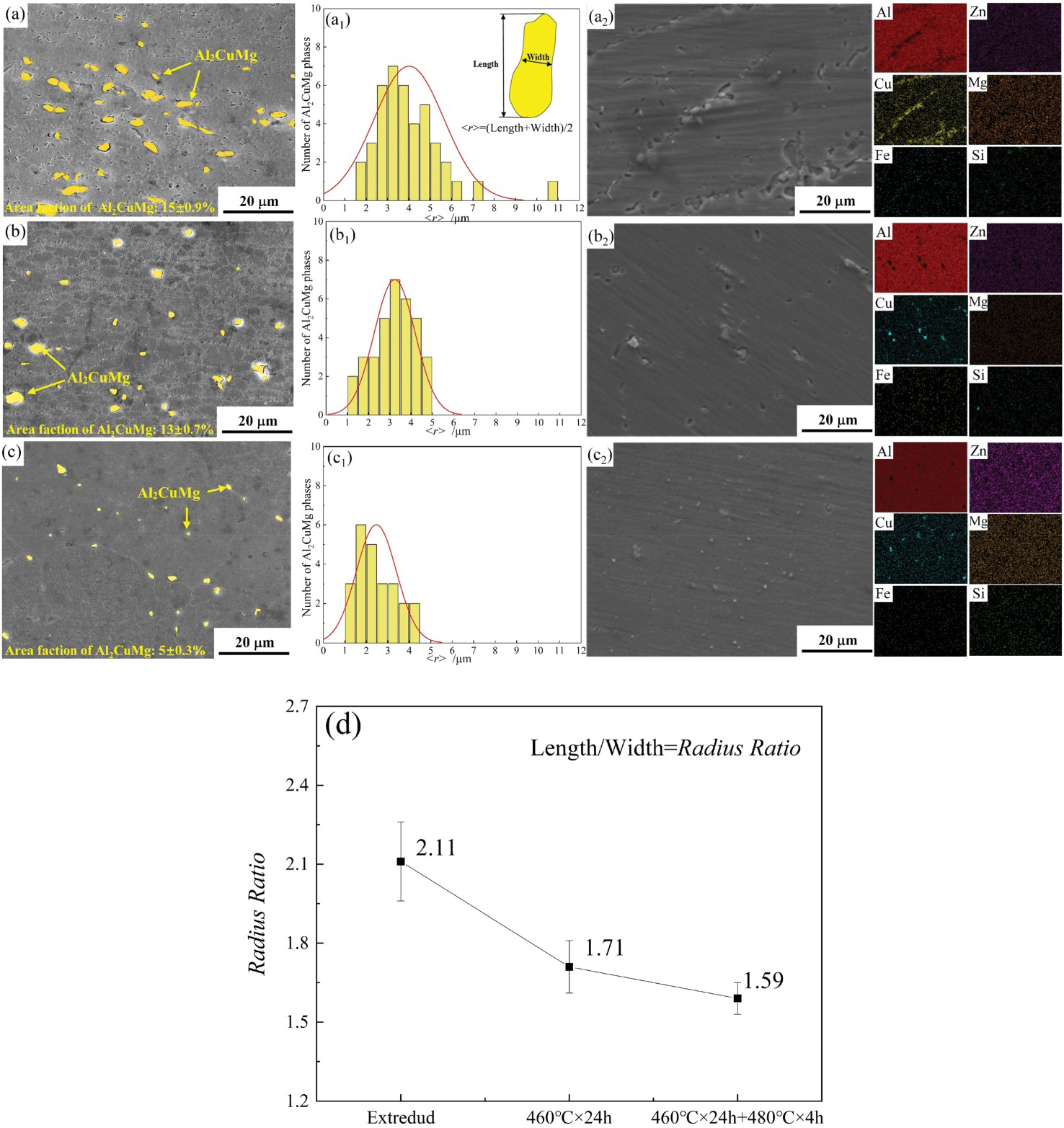
The micro-hardness test results of the extruded and homogenised specimens are shown in Figure 10. The results showed that the hardness of the (460°C × 24 h) + (480°C × 10 h) homogenisation scheme was the highest, reaching 153.3HV5. When the second-stage homogenisation temperature was at 495°C, the hardness decreased sharply. The longer the holding time, the lower the hardness. Because of the homogenisation process, more and more of the second phases gradually dissolve into the α(Al) matrix, causing the hardness to change. As the solute concentration, solid solution strengthening occurred to increase the hardness [27]. While the holding temperature was at 495°C and the microstructure was overburned, resulting in hardness decreased.
The micro-hardness of extruded and homogenised 7055 alloy.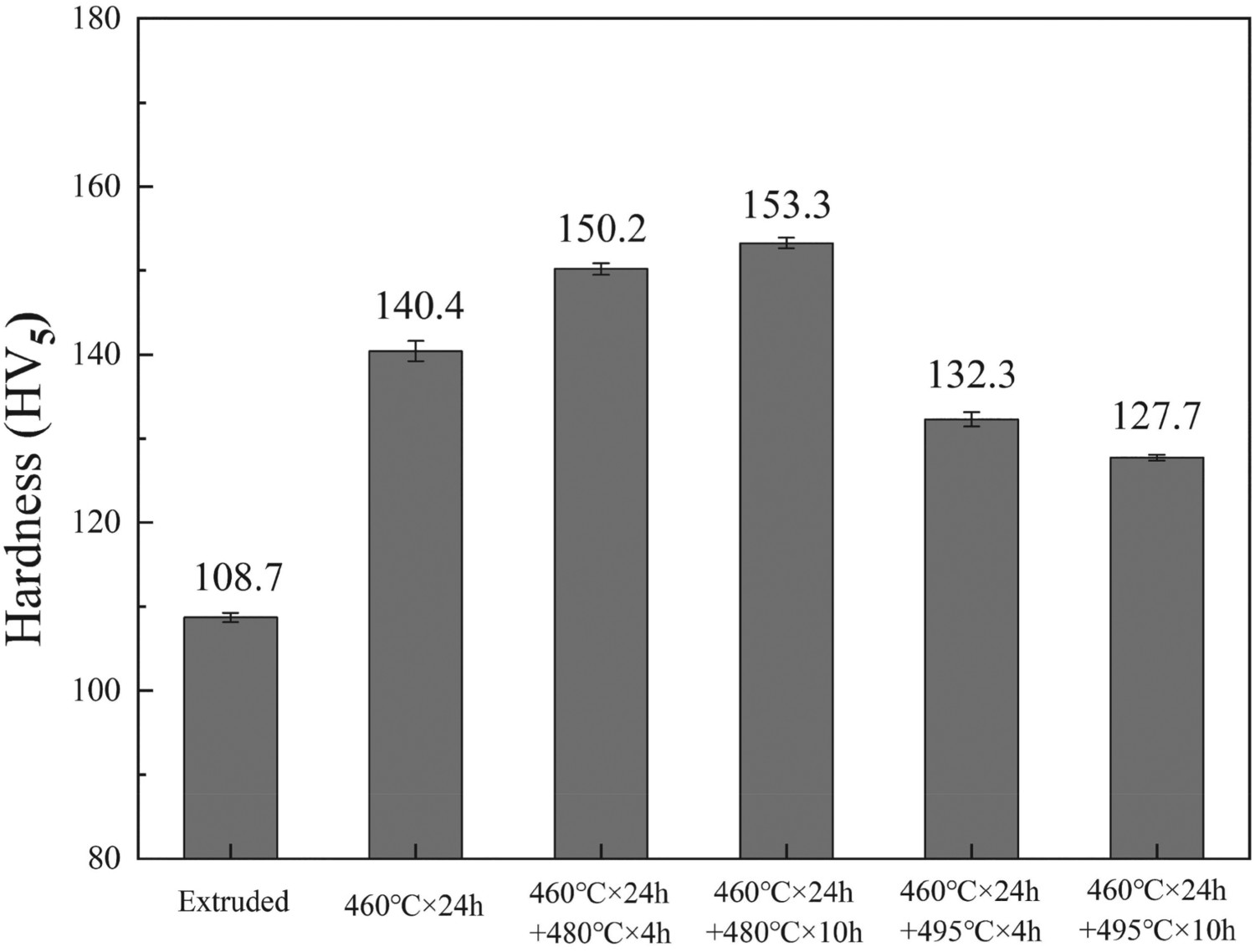
The stress–strain curves and the tensile properties of the extruded and homogenised 7055 alloy are shown in Figure 11. Compared with the extruded specimen (UTS: 243 MPa, YS: 147 MPa, EL: 4.9%), the mechanical properties of the specimens had been improved to varying degrees after the homogenisation treatment. The (460°C × 24 h) + (480°C × 10 h) treatment had the best mechanical properties, which were UTS, YS, and EL of 338, 202 MPa, 8.3%, respectively. However, overburning reduced elongation significantly in specimens with a second-stage homogenisation temperature of 495°C.
The stress–strain curves (a) and the tensile properties (b) of the extruded and homogenised 7055 alloy.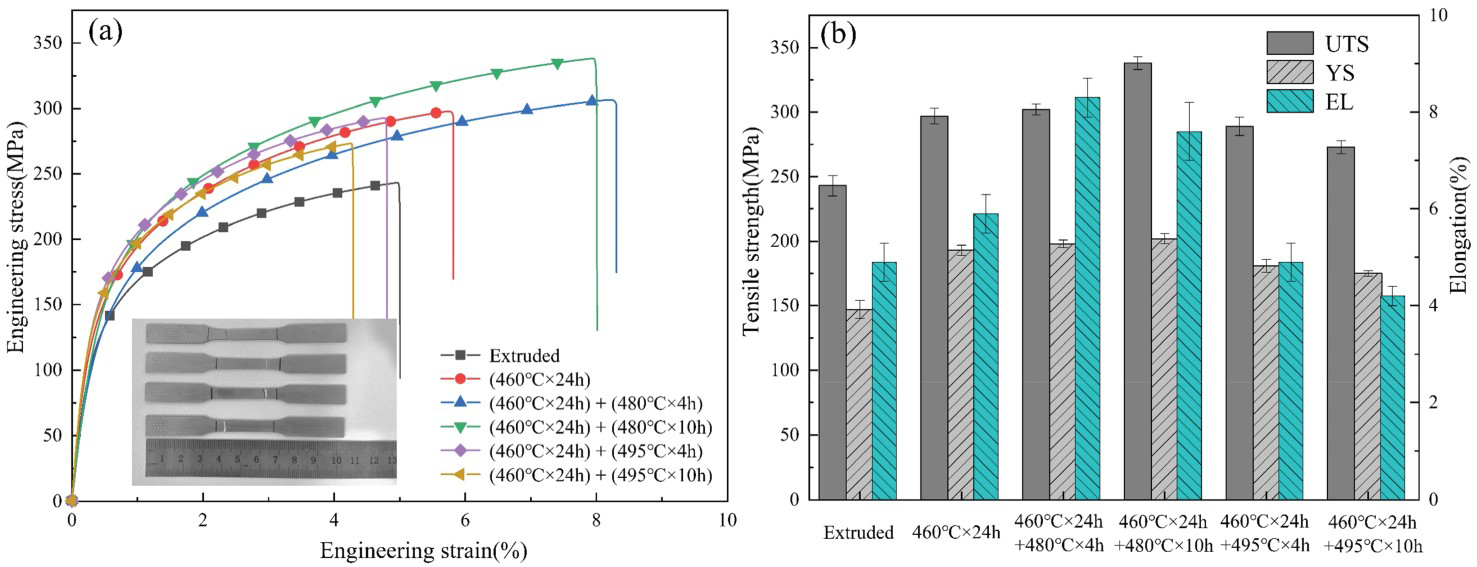
Generally, there were a number of coarse particles (Al2CuMg phases) that were sites of stress concentration or crack initiation, and had negative effects on the mechanical properties of aluminium alloy [32]. In this study, during the single-stage homogenisation of 460°C × 24 h, a large amount of MgZn2 and a small part of Al2CuMg phases dissolved. The reduction of the non-equilibrium phase leads to the increase of solid solution atoms, so the solid solution strengthening effect is enhanced. The overall strength and hardness have been increasing. While the ductility of the 7055 alloy did not change significantly. After that, the second-stage homogenisation temperature was increased to 480°C, which promoted the dissolution of most of the Al2CuMg phases. Since the negative impact of Al2CuMg phases relative to crack growth on the alloy strength at this time is less than that of non-equilibrium solidification (promoting solute increase) on the alloy strength, the ductility of the material is also improved [33], the results were the same as Khan et al. [8]. Consequently, the Al2CuMg phase initially existing in the alloy was gradually melted into the matrix by homogenisation, which made the microstructure uniform and eliminated segregation. Thus, the mechanical properties of 7055 alloy after homogenisation treatment were improved. When the homogenisation temperature reached 495°C, the strength and plasticity decreased, because the material had been overburned.
Figure 12 shows the tensile fracture surfaces of 7055 alloy specimens. The microscopic fracture features of the tensile specimens were dominated by ductile fracture modes due to lots of dimples. Before the homogenisation treatment, the dimples at the extruded fracture were less and shallower. The number of fracture dimples on the specimens increased after homogenisation, and the dimples were deeper, which was consistent with homogenised samples having higher mechanical properties. However, after homogenisation at the second-stage temperature of 495°C, the dimples at the fracture of the alloy began to become coarse and flat, indicating that the elongation of the specimen began to decline.
Fracture surface images of 7055 alloy. (a) Extruded; (b) (460°C × 24 h); (c) (460°C × 24 h) + (480°C × 4 h); (d) (460°C × 24 h) + (480°C × 10 h); (e) (460°C × 24 h) + (495°C × 4 h); (f) (460°C × 24 h) + (495°C × 10 h).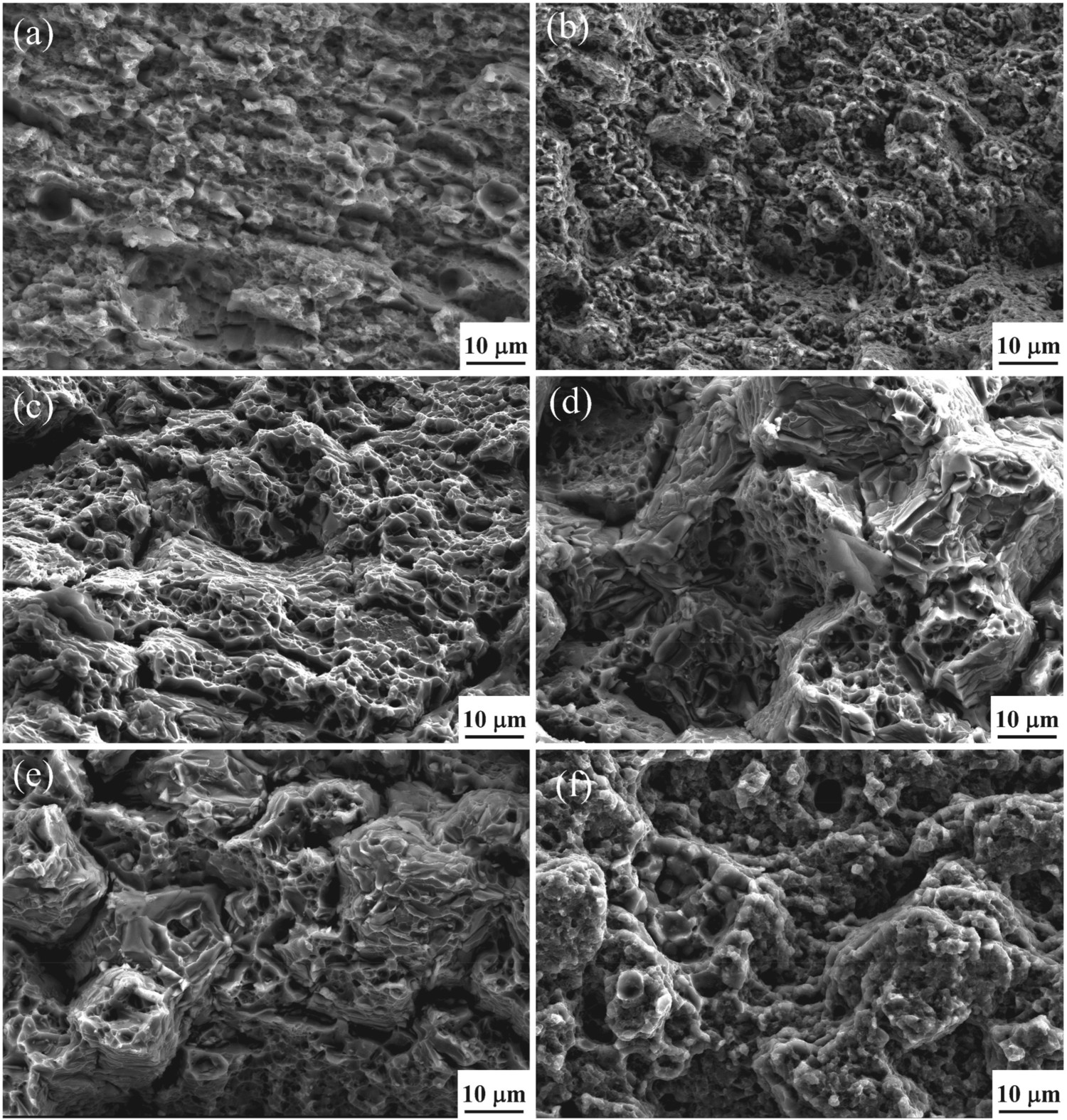
In general, even if the average composition of alloy is below the maximum solid solubility, coarse particles appear in the regions of the material that were the last to solidify (e.g. grain boundaries) [34]. In principle, the soluble constituents can dissolve into the matrix by suitable homogenisation treatment [35]. Due to the uneven composition of the alloy, a large amount of Al2CuMg phases was distributed at grain boundaries and inside grains prior to homogenisation treatment. In addition, the size of the Al2CuMg phases was coarse and irregular, and some Al2CuMg phases had agglomeration, which seriously affected the mechanical properties of the materials. During the homogenisation process of these experiments, the Al2CuMg phases began to dissolve. The agglomerated or large Al2CuMg phases decompose into smaller ones, and the smaller Al2CuMg phases dissolve directly into the matrix. Furthermore, the initial irregular Al2CuMg phases gradually spheroidised. Finally, the number and volume of the Al2CuMg phases were greatly reduced, and the residual Al2CuMg phases were also spherically distributed at the grain boundaries and within the grain more uniformly.
Accordingly, the reduction in the number and size of Al2CuMg phases and the evolution of the degree of spheroidisation can be explained as follows. On the one hand, the melting point of the Al2CuMg phases is about 470°C during the homogenisation process, as shown in Figure 2. Therefore, some small-sized Al2CuMg phases could be dissolved in the α(Al) matrix after the homogenisation process. While some of the larger sizes of Al2CuMg phases were too large to dissolve completely, the size of the phases had also been greatly reduced after the homogenisation treatment. On the other hand, Al2CuMg phases are always distributed at the grain boundaries and within the grains. Due to a large number of defects at the grain boundaries, more Al2CuMg phases aggregated at the grain boundaries, and they were larger and even agglomerated, which was consistent with the observations of Xu et al. [36]. However, it is worth noting that during the homogenisation process, the lattice distortion at the grain boundary was larger and the atoms were easy to diffuse and the Al2CuMg phases at the grain boundaries dissolved faster than the intragranular ones [37]. After the two-stage homogenisation treatment, most of the Al2CuMg phases were dissolved, while the previously larger Al2CuMg phases at the remaining grain boundaries were transformed into smaller Al2CuMg phases, which were distributed in the grain boundaries and grains, as shown in Figure 8. In addition, in order to reduce the total interfacial energy of the material and achieve a more stable thermodynamic state, the undissolved rod-shaped, flake-like, and other irregular Al2CuMg phases were gradually transformed into equiaxed particles, forming approximately spherical particles [38,39].
Conclusions
In this study, the effect of the homogenisation process on the microstructure of 7055 aluminium alloy was studied. Moreover, the evolution process of the Al2CuMg phase was revealed. The conclusion is as follows:
The microstructure of extruded 7055 aluminium alloy was mainly composed of α-Al matrix and other secondary phases. The phases mainly included the MgZn2 phase, Al2CuMg phase, and a small amount of acicular Al7Cu2Fe phase. The content of the Al7Cu2Fe phase was very small, which did not affect the properties of 7055 aluminium alloy. In addition, the distribution of Cu, Mg, and Zn in the alloy was uneven, and there were many coarse Al2CuMg phases gathered in the microstructure. The optimum process of homogenisation was (460°C × 24 h) + (480°C × 10 h). Through this process, the MgZn2 phase and Al2CuMg phases dissolved quickly and the volume fraction of the second phase was reduced to the lowest 8.5%. Furthermore, the small-sized Al2CuMg phases completely dissolved into the aluminium matrix and the coarse Al2CuMg phases gradually spheroidised after homogenisation and improved mechanical properties. In addition, overburning occurred when the temperature rose to 495°C.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).