
Abstract
CrMnFeCoNi coating was produced on the X65 steel substrate by the arc cladding method. The microstructure and chemical composition of the coating were explored. The results reveal that the CrMnFeCoNi coating exhibited a single-phase structure. The corrosion behaviour of the coating was investigated by the electrochemical test in NaCl solution (3.5 wt-%). The results show that the CrMnFeCoNi coating possessed lower corrosion current density and higher charge transfer resistance than the X65 steel. The superior corrosion resistance of the CrMnFeCoNi coating compared to the X65 steel substrate was due to the formation of the protective passive film. The coating effectively improved the corrosion resistance of the X65 steel substrate.
Introduction
As global industrialisation and urbanisation accelerate, the demand for energy is rapidly growing. This results in an increase in oil and gas exploration. Pipelines are generally considered as an effective means of transporting crude oil and natural gas to various regions through long distances due to their large transmission capacity and low cost [1]. However, they could suffer from a corrosive medium attack, such as chloride ions, which would deteriorate the mechanical properties and lead to failure. Therefore, there is a pressing need to develop means of enhancing the corrosion resistance of pipelines. The use of protective coatings has been proposed as one of the most efficient methods for inhibiting the corrosion of pipelines [2].
High-entropy alloys (HEAs), as a novel alloy type, have attracted considerable attention. They consist of five or more principal alloying elements in the equimolar or near-equimolar ratio [3,4]. A single-solid solution structure is formed easily in HEAs due to the high-entropy effects [5,6]. Owing to their unique structure and high amount of anti-corrosion alloying elements, HEAs possess superior corrosion resistance compared to conventional alloys. A previous study compared the corrosion features of HEAs and conventional alloys [7]. The results indicate that HEAs are promising corrosion-resistant alloys in diverse aqueous environments [7]. Therefore, much attention has been focused on the corrosion characteristics of HEAs. Nevertheless, the application of bulk HEAs is limited due to cost consideration. A balance can be achieved between the cost and properties when HEAs are used as surface coatings. The HEA surface coatings would provide corrosion protection to the substrate by suppressing the corrosion reactions under the coating.
Recently, HEA coatings have been successfully produced using various methods, such as spraying [8], magnetron sputtering [9], electro-sparking deposition [10], laser cladding [11] and arc cladding [12]. Among these methods, arc cladding technology is considered as a promising method due to its high manufacturing efficiency, compact coatings structure and flexibility in controlling the coating thickness. Our previous study has indicated that CrMnFeCoNi coating produced by the argon arc cladding method could effectively protect the substrate in acid solution [12]. Thus, in this study, the arc cladding method was chosen to obtain the HEA coatings. CrMnFeCoNi HEA possesses the single-phase structure, which could effectively inhibit galvanic corrosion. Galvanic corrosion causes severe localised corrosion, resulting in poor corrosion resistance. It has been reported that CrMnFeCoNi possesses excellent comprehensive properties, such as excellent mechanical properties and strong resistance to hydrogen embrittlement [13,14]. Therefore, it is expected that CrMnFeCoNi coating would effectively protect the substrate from corrosion attack.
In this study, the X65 steel, which is widely applied in the transportation of oil and gas [15], was used as the substrate. The arc cladding method was used to fabricate CrMnFeCoNi coating with a compact structure on the X65 steel. The microstructure, phase evolution and chemical composition of the CrMnFeCoNi coating were investigated. The effect of the CrMnFeCoNi coating on the corrosion property of the X65 steel was also investigated.
Materials and methods
Chemical composition of X65 steel substrate.

The microstructure of the CrMnFeCoNi coatings was observed by an Olympus GX51 metallographic microscope. Before the microstructure observation, the coating samples were ground, polished and etched by the electrochemical method in a 10 wt-% oxalic acid solution with a voltage of 6 V for 15 s. The chemical composition of the CrMnFeCoNi coatings was determined with a scanning electron microscope (SEM; SU1510) equipped with energy dispersive spectroscope (EDS). The microstructure of the CrMnFeCoNi powder was characterised by SEM. The phase composition of the CrMnFeCoNi coatings was analysed by transmission electron microscope (TEM; JEM-2100). Electrochemical tests were conducted via an electrochemical workstation in a traditional three-electrode system comprising a platinum counter electrode, a saturated calomel reference electrode and a working electrode. Before the tests, the specimens were cut into 2 mm × 2 mm blocks, and the faces of the blocks were covered with epoxy resin, except for an area of 0.04 mm2. The open circuit potential (OCP) was recorded for 48 h in order to observe the passive behaviour. Potentiodynamic polarisation curves were measured in NaCl solution (3.5 wt-%). The electrochemical impedance spectroscopy (EIS) measurement was conducted after the samples were immersed at different times. The EIS data were recorded through the application of a 10 mV amplitude signal in a range of frequencies from 100 kHz to 10 mHz.
Results and discussion
Microstructure and phase composition
Figure 1 shows the morphology of the CrMnFeCoNi powder. It can be found that the CrMnFeCoNi powder exhibits a spherical shape. Detailed morphology of the CrMnFeCoNi powder (Figure 1(b)) shows that the CrMnFeCoNi particle is composed of plentiful fine particles. Figure 2(a) exhibits the surface microstructures of the CrMnFeCoNi coating. It was found that the coating was dense and has a homogeneous structure. No crack and void could be found. Figure 2(b) exhibits the high magnification microstructure of the CrMnFeCoNi coating. A large number of fine grains with dimension of 5–10 μm were observed. The similar microstructure was also observed in other HEAs coatings [16]. The result of the EDS analysis of the CrMnFeCoNi coating is shown in Table 2. The CrMnFeCoNi coating exhibited higher Fe content than the original alloy powder due to the dilution effect of the substrate. Figure 2(c) shows the cross-sectional microstructure of the CrMnFeCoNi coating. The coating thickness was about 850 μm. High magnification microstructure (Figure 2(d)) indicates that the coating was composed of fine equiaxed grains.
SEM micrograph of the CrMnFeCoNi powder. Optical microstructures of CrMnFeCoNi coating surface (a, b) and cross-section (c, d) of CrMnFeCoNi coating. Chemical composition of CrMnFeCoNi coating.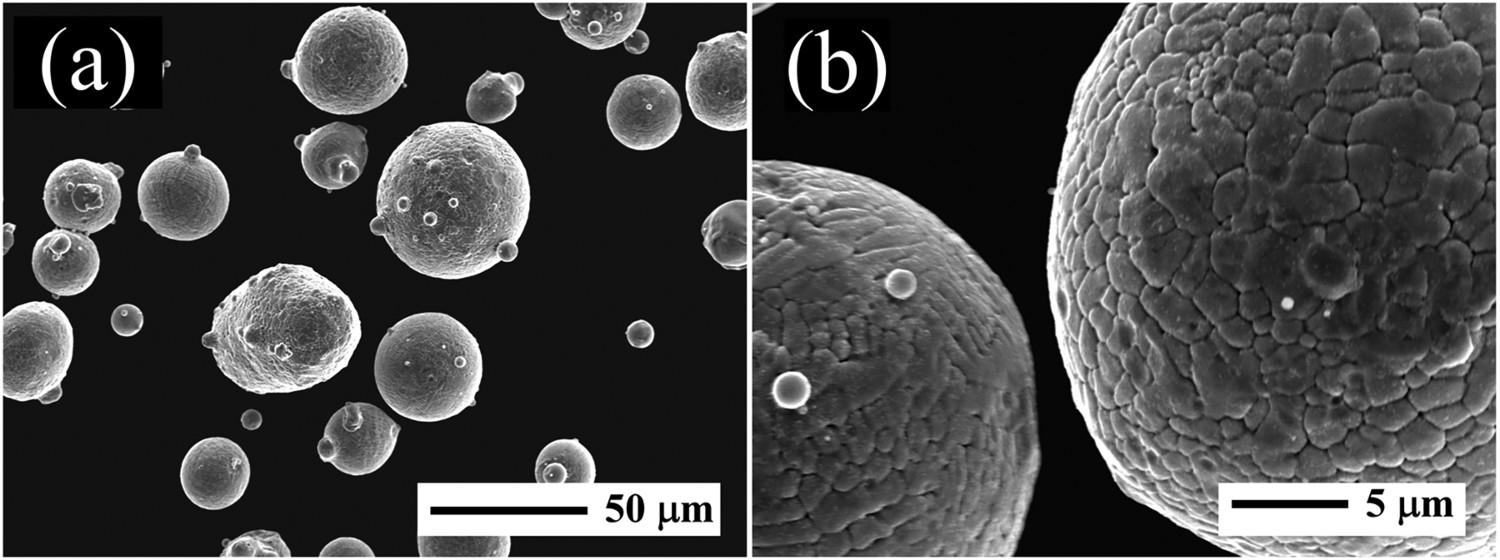
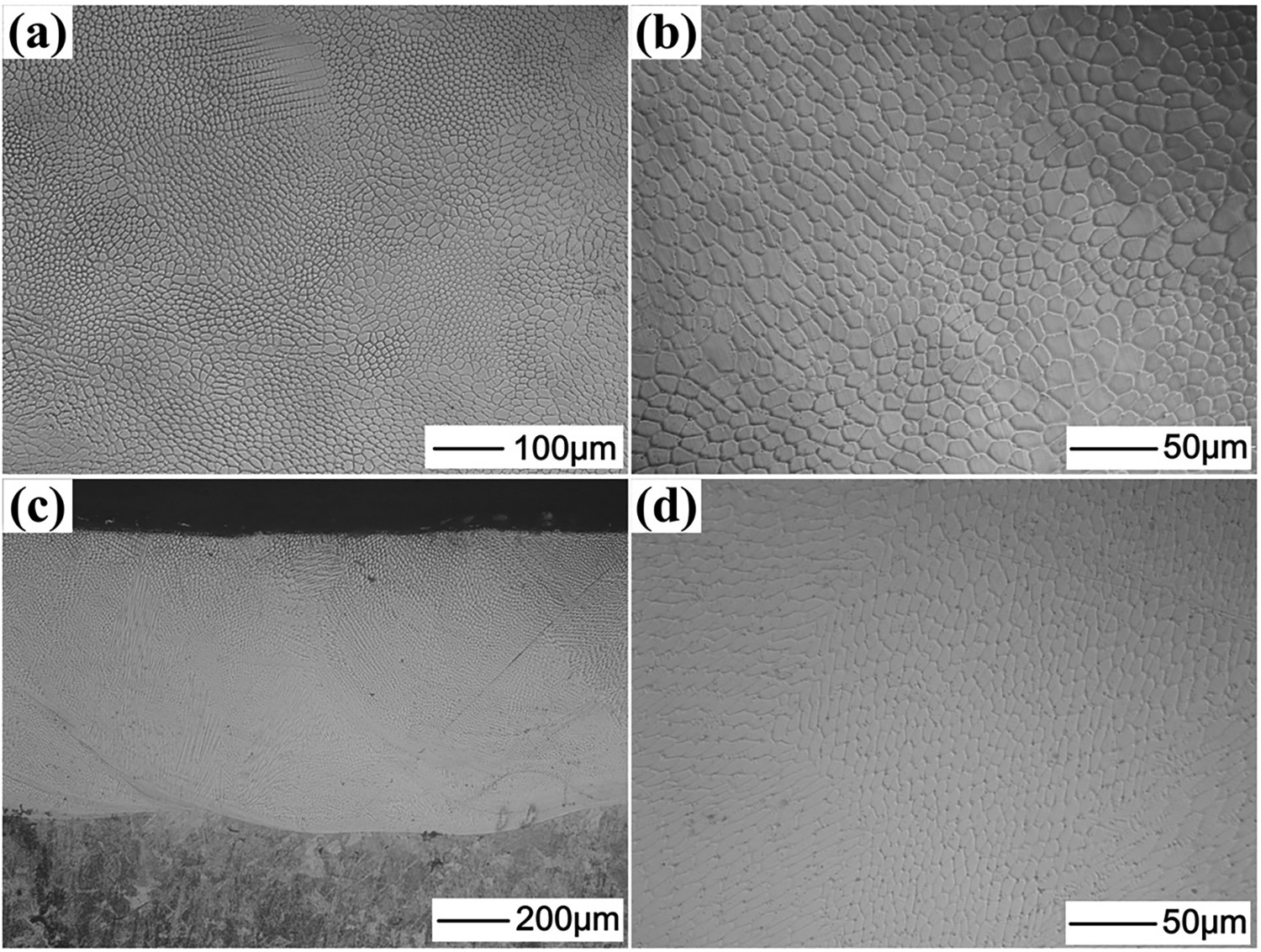

Figure 3(a) exhibits the TEM micrograph of the CrMnFeCoNi coating. The grain boundary could be seen clearly, but other phase structures could not be observed. To confirm the phase structure of the CrMnFeCoNi coating, a selected area electron diffraction (SAED) analysis was conducted. The result, shown in Figure 3(b), indicates that the CrMnFeCoNi coating exhibited a face centred cubic (FCC) structure, which is consistent with the findings in the previous reports [12,16]. Additionally, the lattice parameters of CrMnFeCoNi powder and CrMnFeCoNi coating are calculated as 0.3637 and 0.3563 nm, respectively.
TEM micrograph of CrMnFeCoNi coating (a) and the corresponding SAED (b).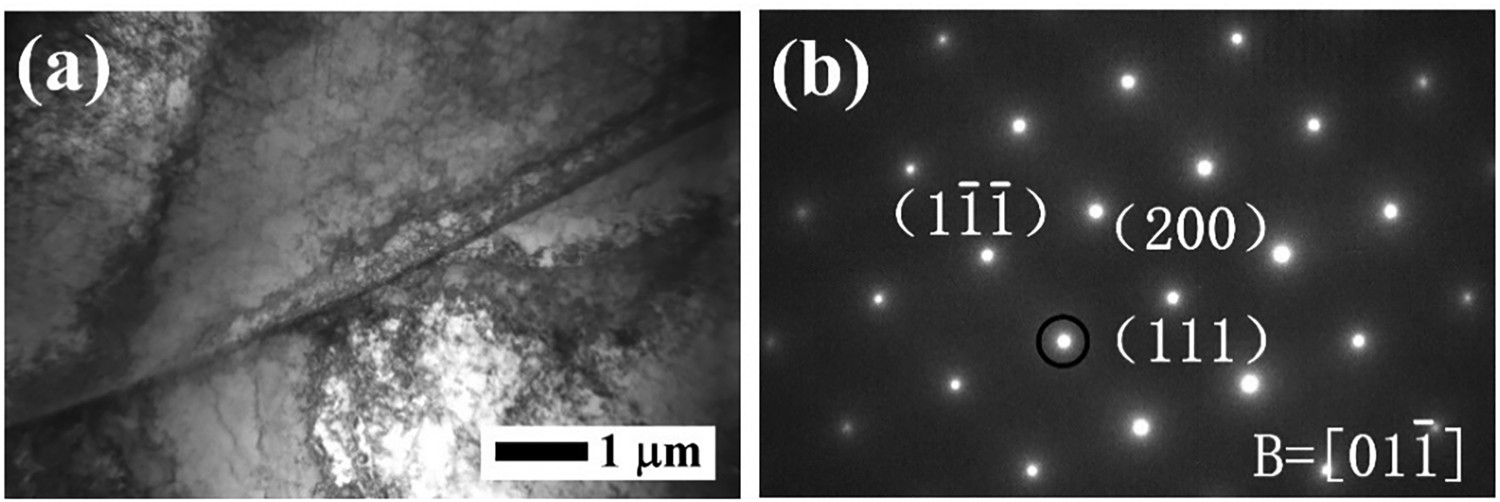
OCP and Potentiodynamic analysis
Figure 4 illustrates the OCP of the CrMnFeCoNi coating in NaCl solution (3.5 wt-%). In the primary stage, the OCP exhibited apparent oscillation with relatively high frequency. Some irregular spikes towards the negative direction were found. All the potential spikes presented a sharp drop, and a subsequent somewhat slower exponential rise. These phenomena could be attributed to the initiation, growth and repassivation processes of metastable pits [17]. After this stage, the values of the OCP gradually shifted to the positive direction and then showed little spikes towards the negative direction, indicating the generation of the protective passivation film.
OCP of CrMnFeCoNi coated in NaCl solution (3.5 wt-%).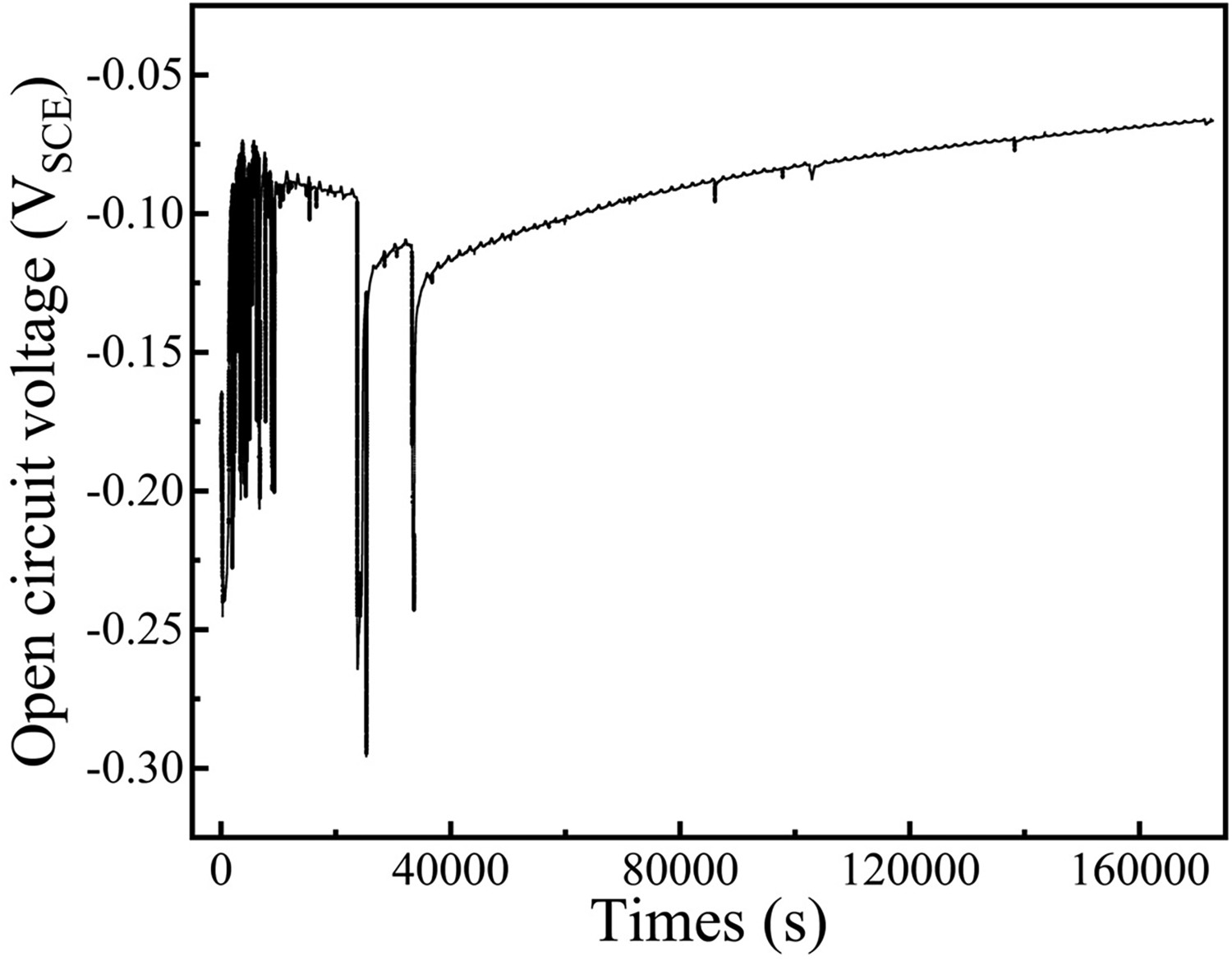
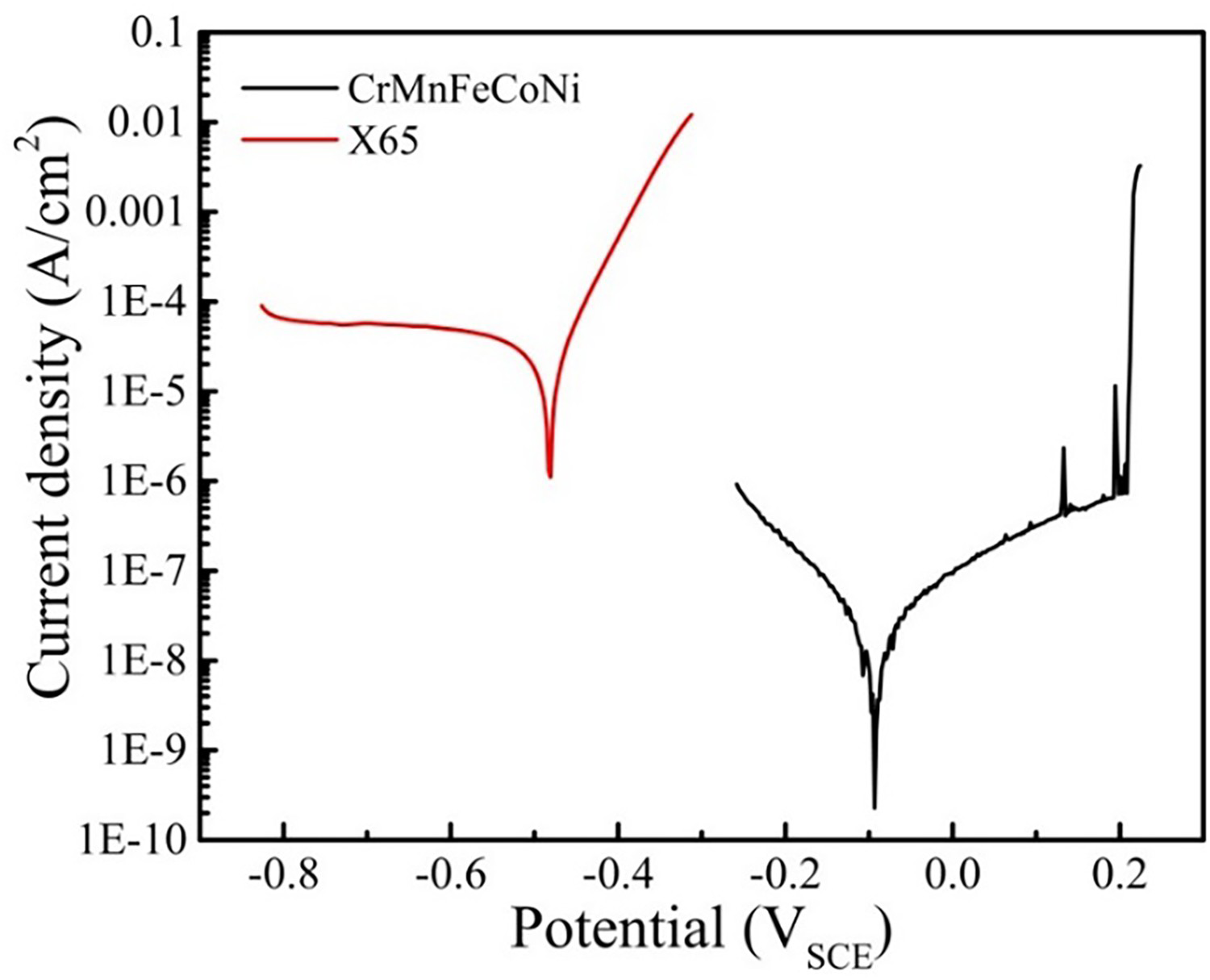
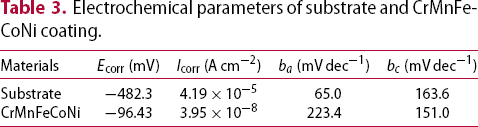
Figure 5 exhibits the potentiodynamic polarisation curves of the substrate and CrMnFeCoNi coating in NaCl solution (3.5 wt-%). The two curves exhibit typical Tafel regions at the cathodic sides. At the anode region, the substrate showed activation dissolution, while the CrMnFeCoNi coating showed immediate passivation. In the passivation region, some peak currents were found, which were related to metastable pits. Electrochemical parameters of the substrate and CrMnFeCoNi coating are summarised in Table 3. The CrMnFeCoNi coating had higher corrosion potential ( Curves illustrating potentiodynamic polarisation of substrate and CrMnFeCoNi coating in NaCl solution (3.5 wt-%). Electrochemical parameters of substrate and CrMnFeCoNi coating. ) and lower corrosion current density (
) and lower corrosion current density ( ) than the substrate. Moreover, the
) than the substrate. Moreover, the  value of the CrMnFeCoNi coating decreased by three orders of magnitude in contrast with that of the substrate, indicating that the corrosion resistance of the substrate was evidently improved by depositing the CrMnFeCoNi coating.
value of the CrMnFeCoNi coating decreased by three orders of magnitude in contrast with that of the substrate, indicating that the corrosion resistance of the substrate was evidently improved by depositing the CrMnFeCoNi coating.
EIS analysis
Figure 6 illustrates the Nyquist and Bode plots of the substrate after immersion for 3 h in NaCl solution (3.5 wt-%). The Nyquist plot of the substrate exhibited a semi-circle. The Bode plot of substrate showed only one peak. Figure 7 exhibits the Nyquist and the Bode plots of the CrMnFeCoNi coating after immersion in NaCl solution (3.5 wt-%) for different times. The CrMnFeCoNi coating has a larger capacitive loop than the substrate, indicating a better corrosion resistance. Compared with substrate, for 3 h immersion, the impedance modulus and the maximum phase angle of the coating obviously increased, indicating a higher corrosion resistance.
Nyquist along with the Bode plots of the substrate. (a) Nyquist plot and (b) Bode plot for CrMnFeCoNi coating immersed in NaCl solution (3.5 wt-%) for diverse times.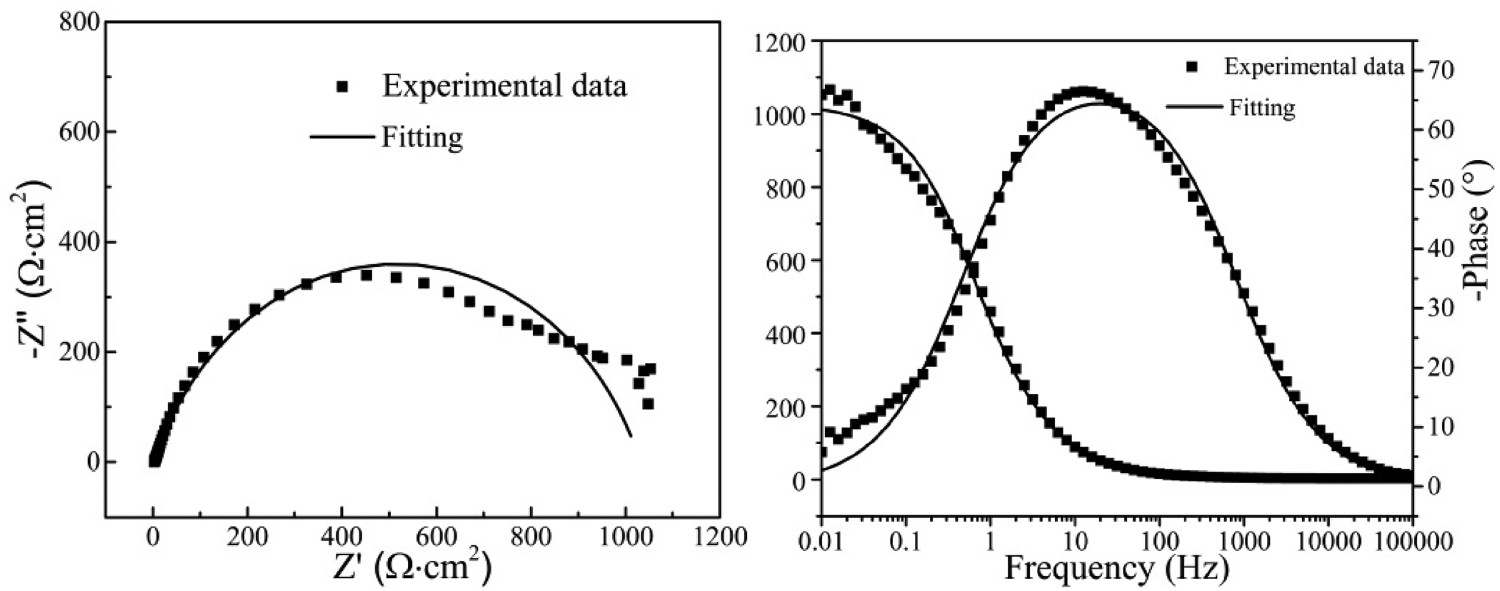
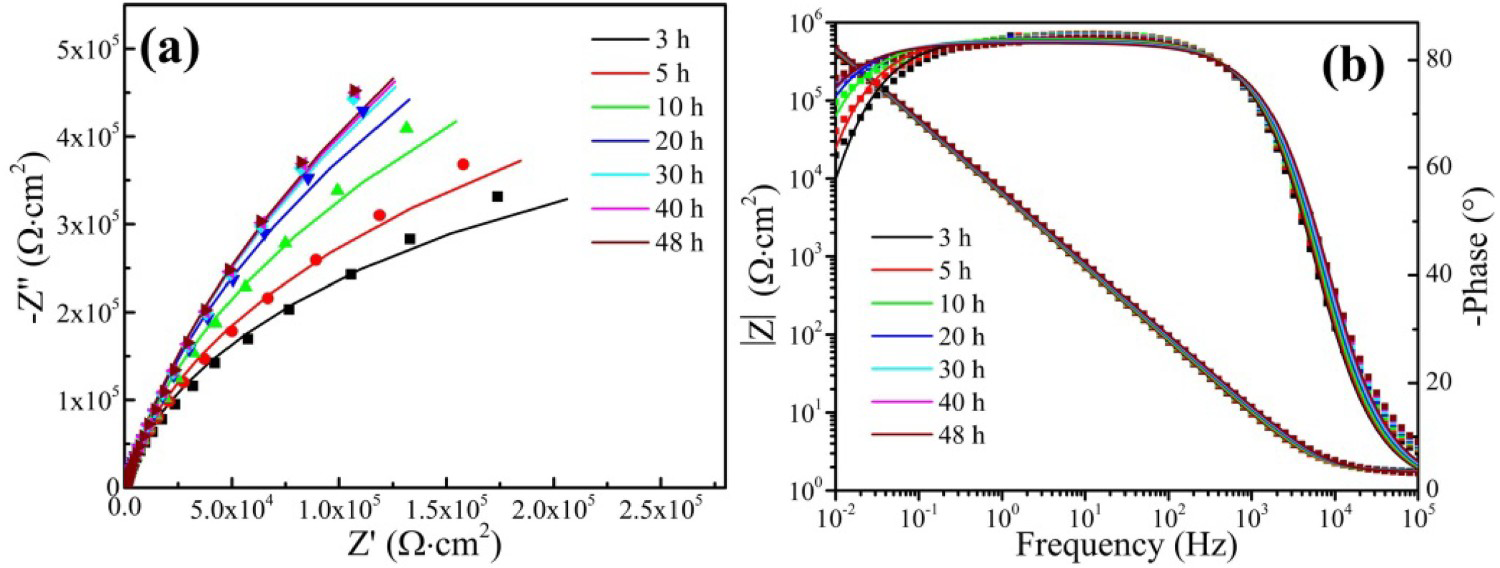
Figure 7(a) exhibits the Nyquist diagrams for the CrMnFeCoNi coating immersed in NaCl solution (3.5 wt-%) for different periods. All the plots exhibited an unfinished semi-circle. The diameters of the semicircles were evidently larger than that of the substrate, indicating that the CrMnFeCoNi coating has higher corrosion resistance. By increasing the immersion time from 3 h to 48 h, the diameter of the semicircles increased monotonously, indicating an increasing corrosion resistance. The increase in diameter gradually diminished, indicating that a more stable passive film was formed. Figure 7(b) exhibits the Bode plots for the CrMnFeCoNi coating under different immersion times. The value of the impedance modulus represents solution resistance at high frequency, whereas at the low frequency, it corresponds to polarisation resistance [14]. The impedance modulus values of the CrMnFeCoNi coating at low frequency increased with an increase in immersion time from 3 to 48 h, which indicates that the stability of the passive film increased.
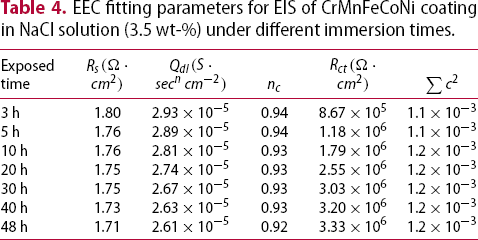
Figure 8 presents the electrical equivalent circuits (EEC) model for fitting the EIS of the CrMnFeCoNi coating in NaCl solution (3.5 wt-%). Rs signifies solution resistance, the paralleled Rct and Qdl elements designate charge transfer resistance and electric double-layer capacitance, respectively [14]. The fitting data are shown in Table 4. The solution resistance was small under different immersion times. With increasing immersion time, the value of Rct increased from 8.67×105 Ω·cm2 to 3.33×106 Ω·cm2, which shows that the corrosion resistance of the passive film was enhanced with increasing immersion time. Inversely, the value of Qdl tended to decrease with increasing immersion time.
Electrical equivalent circuit for fitting the EIS of CrMnFeCoNi coating in NaCl solution (3.5 wt-%) under different immersion times. EEC fitting parameters for EIS of CrMnFeCoNi coating in NaCl solution (3.5 wt-%) under different immersion times.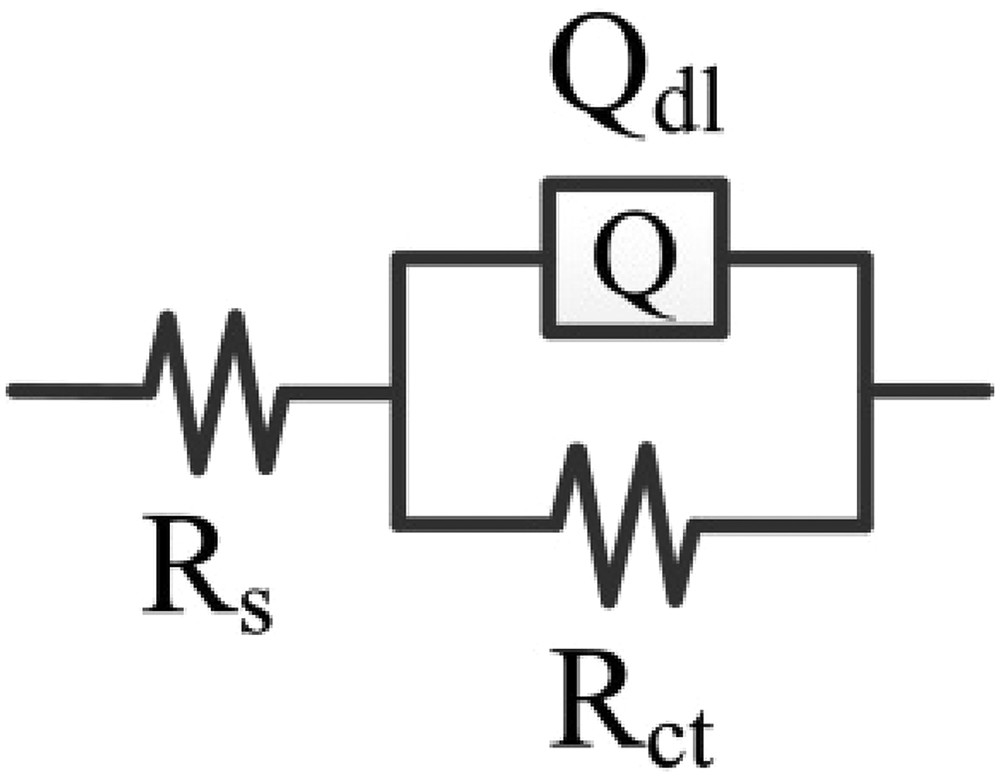





Estimation of passive film thickness


Passive film thickness calculated by different methods.
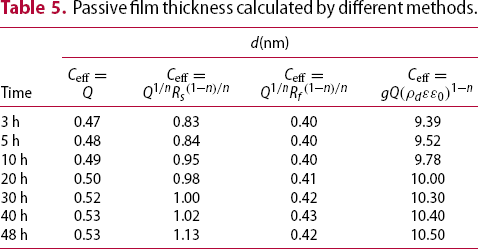
 (nm)
(nm)



Therefore, it can be concluded that the CrMnFeCoNi coating could effectively protect the substrate from corrosion attack. The excellent corrosion resistance could be attributed to three factors. First, the CrMnFeCoNi coating exhibited dense microstructure as shown in Figure 2, which would improve the corrosion resistance. Similar results were found in previous reports [11,24]. Cui et al. [11] reported that cracks formed in laser cladded FeCoNiCrMo HEA coating decreased the corrosion resistance of coating. Sun et al. [24] also indicated that pre-existing pores and cracks could induce passivation failure. Second, the CrMnFeCoNi coating was composed of fine grains with dimension of 5–10 μm. Fine grains have been found to enhance the corrosion resistance of materials [25]. Xu et al. [6] pointed out that selective laser melted CoCrFeMnNi HEA with fine grains (7.5 μm) exhibited better corrosion resistance than as-cast HEA with coarse grains (90.3 μm). Liu et al. [26] also indicated that grain refinement could significantly enhance the corrosion resistance. Lastly, the corrosion resistance of the CrMnFeCoNi coating is related to the formation of the protective passive film. It has been reported that the content of Cr2O3 in the passive film plays an important role in the corrosion resistance of HEAs [12]. Luo et al. [14] pointed out that the corrosion resistance of equiatomic CoCrFeMnNi HEA was lower than that of 304L stainless steel. This phenomenon was related to the low content of Cr2O3 (about 6%) in the passive film, which could be attributed to the lack of selective dissolution of Mn, Co, Ni and Fe during the surface passivation process. Wu et al. [27] reported that non-equiatomic Fe40Ni20Co20Cr20 HEA exhibited significantly higher corrosion resistance than equiatomic FeMnNiCoCr HEA and 316L stainless steel. This could be due to the higher cation fraction of Cr and Cr2O3 content in the passive film of the Fe40Ni20Co20Cr20 HEA than in the 316L stainless steel. Our previous study also indicated that non-equiatomic CrMnFeCoNi coating exhibited good corrosion resistance due to high content of Cr2O3 (16.6%) in the passive film [12]. This was associated with the selective dissolution of Fe and its oxides. Thus, in this study, it was expected that the non-equiatomic CrMnFeCoNi coating with high Fe content would undergo selective dissolution, resulting in the formation of the protective passive film.
Conclusion
In this study, the microstructure and corrosion behaviour of CrMnFeCoNi HEA coating produced by the arc cladding method were investigated. The main conclusions are as follows:
The CrMnFeCoNi coating was composed of fine grains and exhibited a single FCC phase structure. Electrochemical test results show that the CrMnFeCoNi coating has lower corrosion current density and higher charge transfer resistance than the substrate in NaCl solution (3.5 wt-%), indicating that the CrMnFeCoNi significantly improved the corrosion resistance of the substrate. The good corrosion resistance of the CrMnFeCoNi coating could be attributed to its dense structure, fine grains and protective passive film.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).