
Abstract
Zirconia Toughened Alumina (ZTA) ceramic reinforced high chromium cast iron (HCCI) matrix composites were prepared by vacuum pressure-free infiltration, and the effects of active additive B4C (10%, 12%) on the interface binding ability and three-body wear behaviours was study systematically. Result showed the wettability between HCCI and ZTA could be improved after the addition of B4C, which could result in a metallurgical combination by forming a transition layer. When the content of B4C additive was 10%, the Brinell hardness (HB) of ZTA/HCCI composite materials reached 645 N/mm2 in the as-infiltration state, and the wear resistance was more than three times of HCCI. After heat treatment, the hardness and wear resistance increased significantly, which could reach 676.1 N/mm2 and more than five times of HCCI, respectively.
Introduction
Jaw crushers, impact crushers, and vertical mills were widely used in mining, metallurgy, cement, and other large industrial and mining enterprises. Plate hammer and liner plate were vulnerable to damage, and frequently replacement would cause the economic to loss. The wear resistance of the parts increased was an urgent problem to be solved in industrial production [1]. The wear resistance of the material mainly depended on the hardness of the material itself. The hardness of the traditional metal material HCCI was relatively low, which caused relatively large restrictions in practical applications. Although the ceramic material had high hardness, it severely restricted its application in actual production with low toughness and high brittleness [2,3]. K. Konopka et al. [4] made Al2O3 particles into a porous ceramic preform. Casting the molten metal into the porous ceramic preform to prepare Al2O3 reinforced iron-based composites. Du et al. [5] used hot pressing and sintering to prepare ZTA ceramics, the ceramic had good mechanical properties. The flexural strength and fracture toughness were much higher than pure Al2O3 ceramics. Yang et al. [6] reported that alloy steel and ceramic composite materials were used a pressure-free infiltration process, and added nickel to them in order to significantly improve the wettability between them. Zhou et al. [7] prepared a honeycomb structure ZTA preform reinforced HCCI composites by infiltration method, which can effectively improve its wear resistance. In this paper, HCCI matrix and ZTA ceramic particles were combined to prepare ZTA/HCCI composites with good plasticity and high hardness. Due to the poor wettability of ceramics and iron matrix, the addition of active additive B4C can effectively reduce the surface tension and surface energy, increase surface activity, which improved the wettability of iron and ceramic in this experiment.
Experimental materials and method
Raw materials
Commercially available HCCI and ZTA ceramic particles consisted of 75% Al2O3 and 25% ZrO2 with the diameter of about 1–2 mm (Saint-Gobain Abrasives Co., Ltd) were selected as the matrix and reinforcement respectively, and their mass ratio was set as 4:3. B4C ceramic particles with diameter of about 1µm was used as additive.
Ceramic preforms preparation
Using ZTA ceramic particles as raw materials, adding 10% or 12% of active additive powder and a certain amount of aluminium sol, mixing uniformly, and drying. Weighing the mixed ceramic particles, add the binder aluminium sol and the pore former polystyrene, mix them evenly, pour them into a steel mould and press them into a shape, and then place them in a drying oven. Drying to obtain ceramic prefabricated body. The ceramic preforms were sintered in a vacuum non-pressure sintering furnace at 700°C and maintained for 0.5 h, which made the ZTA body have a certain strength. ZTA ceramic body was shown in Figure 1(a). The X-ray diffraction pattern of the ZTA particles were illustrated in Figure 1(b).
(a) Ceramic body and (b) X-ray diffraction pattern of the ZTA particles.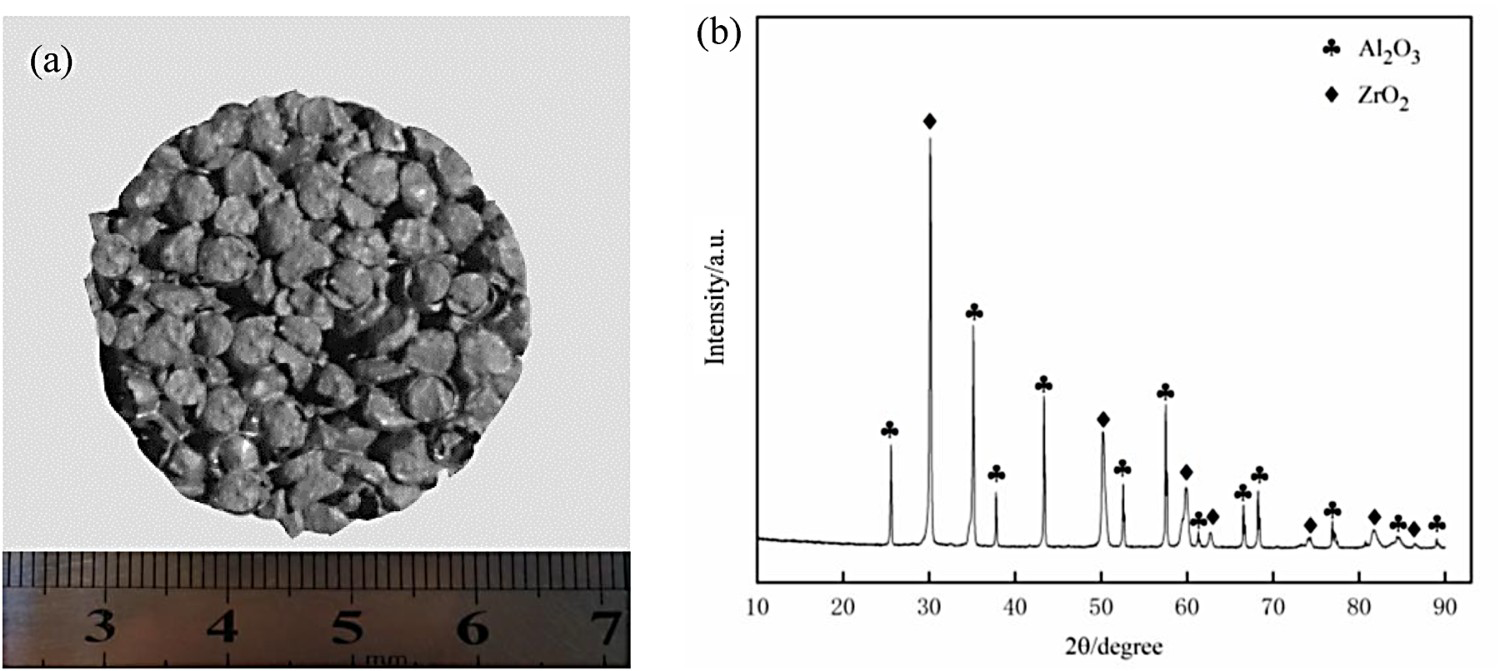
Preparation of ZTA/HCCI composite materials
The matrix was HCCI in composite, which chemical composition was given in Table 1. The prepared ceramic preform was putted into an alumina crucible and placed a surface pre-treatment HCCI on it. Liquid HCCI impregnated ceramic preform were heated to 1500°C and maintained for 1 h in a vacuum non-pressure sintering furnace. Figure 2 showed the appearance and cross-sectional morphologies of ZTA/HCCI composite. The experiment compared the performance difference between as-infiltration and heat-treated composite materials and observed which state of the composite material was suitable for practical applications. The heat treatment scheme is that the composite material was heated to 950°C and maintained for 2 h, then cooled in the air.
Appearance and cross-sectional morphologies of ZTA/HCCI composite. Contents of each element in HCCI (wt%).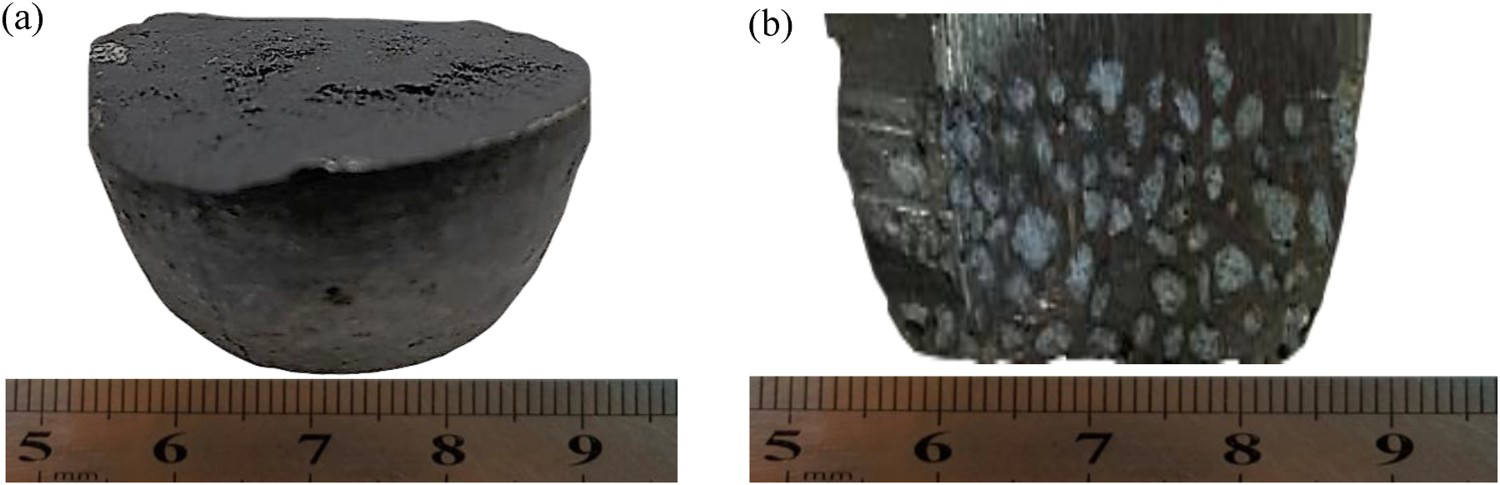

If the ceramic particles were not coated with B4C additives in advance, it is difficult for the reinforcement and the matrix to react under the poor wettability of the same experimental conditions. The cast iron liquid will pass through the pores of the ceramic body. The ceramic reinforcement is not completely wrapped, the failed composite material shown in Figure 3.
Appearance of matrix and reinforcement without wetting treatment.
Microstructure and mechanical properties characterisation
The metallographic samples were prepared according to the standard mechanical polishing techniques, followed by etching with 4% Nital solution. An optical microscopy (OM, Olympus, Japan) was used to observe the microstructure of the samples and the distribution of the ZTA particles inside the composites. The interfacial combination state and the component analysis were investigated using scanning electron microscopy (SEM, JSM-6700F, Japan Electronics Corporation) equipped with an energy dispersive spectrometer (EDS, JSM-6700F, Japan). In addition, the phases of the composite were analyzed using Xray diffraction (XRD, XRD-7000, Rigaku, Japan) with Cu Kα radiation in the 2θ range of 20°–90°.
Abrasion wear performance test
Three-body abrasive wear test was carried out on a self-made tester as presented in Figure 4(a and c), the specifications of the sample was shown in Figure 4(b). The normalised condition 45 steel materials were taken as the comparative materials, which stayed the same wear resistance test conditions as those of composites. The load weight is 300 g and the horizontal rotation speed of the tester is 50 r/min, the amount of quartz sand is 5Kg, and the particle size is 80–120 mesh.
(a) Self-made three-body abrasive wear experimental equipment; (b) Wear sample specification (unit: mm); and (c) abrasive wear test diagram.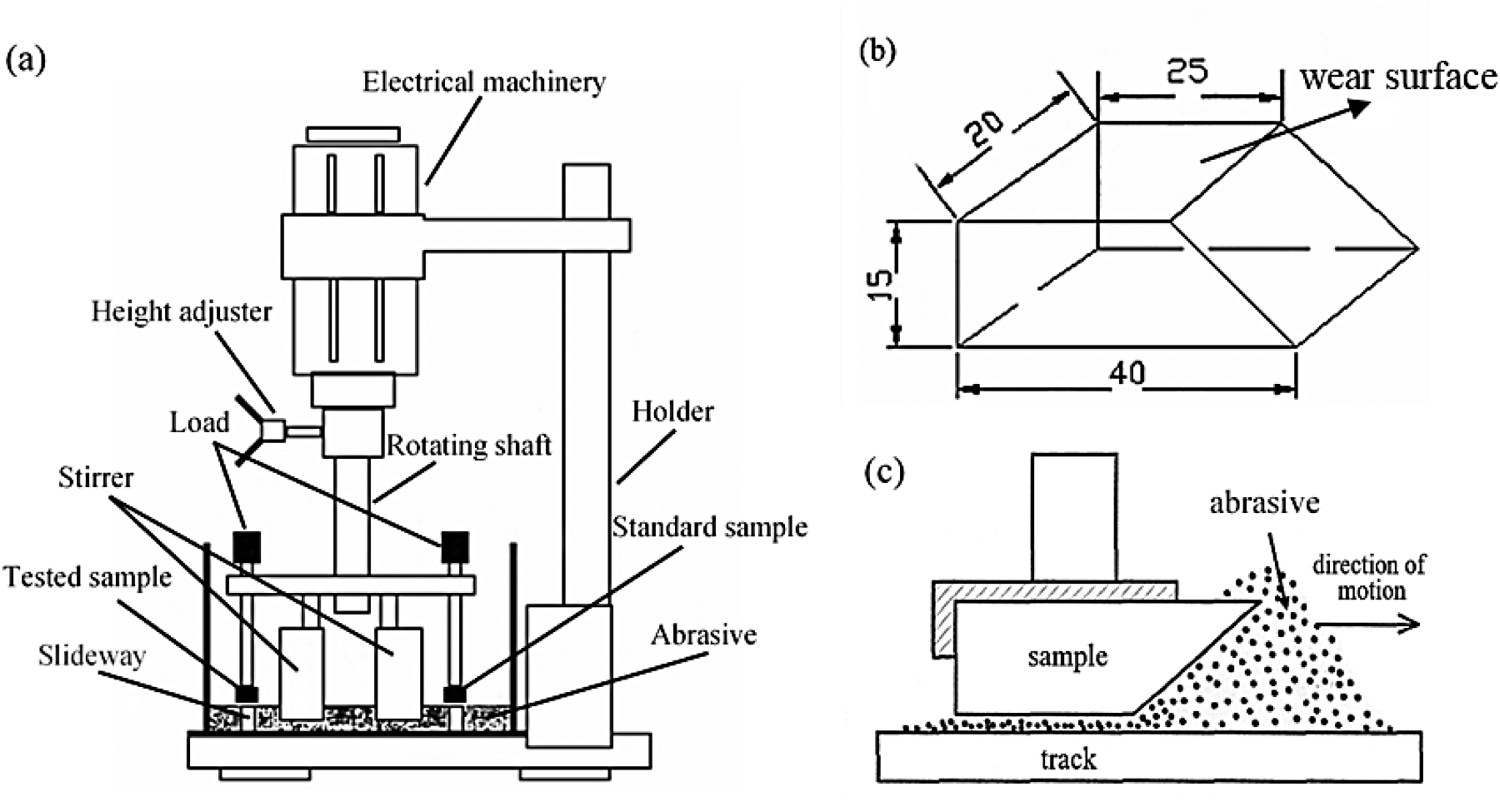
The three-body abrasive wear test process is as followed: the tested samples and the 45 steel were fixed on the testing machine, respectively, then loaded with quartz sand abrasives for a 10-minute pre-running-in. After the pre-running-in, the quartz sands were replaced for a formal test. Weighing the specimen every 30 minutes, and the total testing time is 2 h. The mass loss of ZTA/HCCI composites was an important parameter to evaluate the material wear resistance. After each wear test, the wear sample was cleaned ultrasonically and measured on an electronic balance with an accuracy of 0.0001 mg. The mass loss of each sample was the average of three test values. The worn surface structure was observed simultaneously via scanning electron microscopy. The three-body wear performance of ZTA/HCCI composites was expressed by relative wear resistance β, which can standard the sample mass loss. The ratio of standard sample mass to sample mass loss is named relative wear resistance.
The computational formula of β:

Experimental results and discussion
Phase analysis of ZTA/HCCI matrix composites
The X-ray diffraction pattern of the composites were illustrated in Figure 5. It can be observed that the metallic matrix comprised (Fe, Cr)7C3 carbides, Fe, and the ZTA consisted of Al2O3 and ZrO2 phases. The existence of carbides reduced mobility of the grain boundary and strengthens HCCI matrix. Because of the presence of Cr element and the formation of carbides in matrix, the content of solid solution carbon and chromium in austenite were reduced, which resulted in poor carbon and chromium in the austenite region. An increasing in the starting temperature of martensite transformation and part of austenite transformed into martensite.
X-ray diffraction pattern of ZTA/HCCI composite.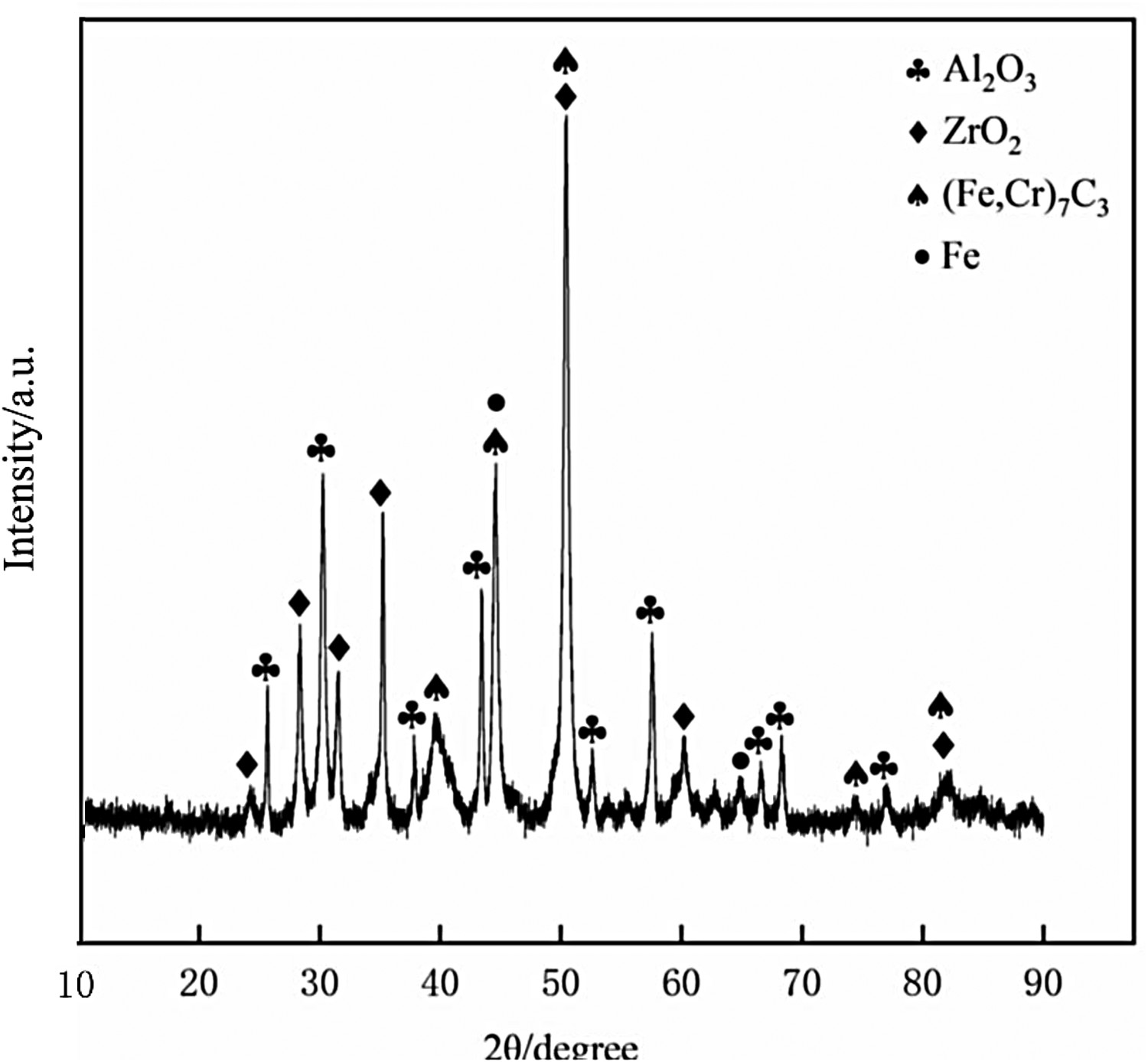
Structure of the composites
The ZTA/HCCI composites micro morphology for B4C mass fractions of 10% and 12% were shown in Figure 6(a and b), respectively. The ZTA and the HCCI had better bonding, which had no phenomena such as interface peeling, delamination, pores, etc. The microstructure of HCCI presented a darker-coloured austenite dendritic structure and light-coloured eutectic carbides distributed in strips [8,9].
Micro morphology of (a) 10% B4C, (b)12%B4C composites.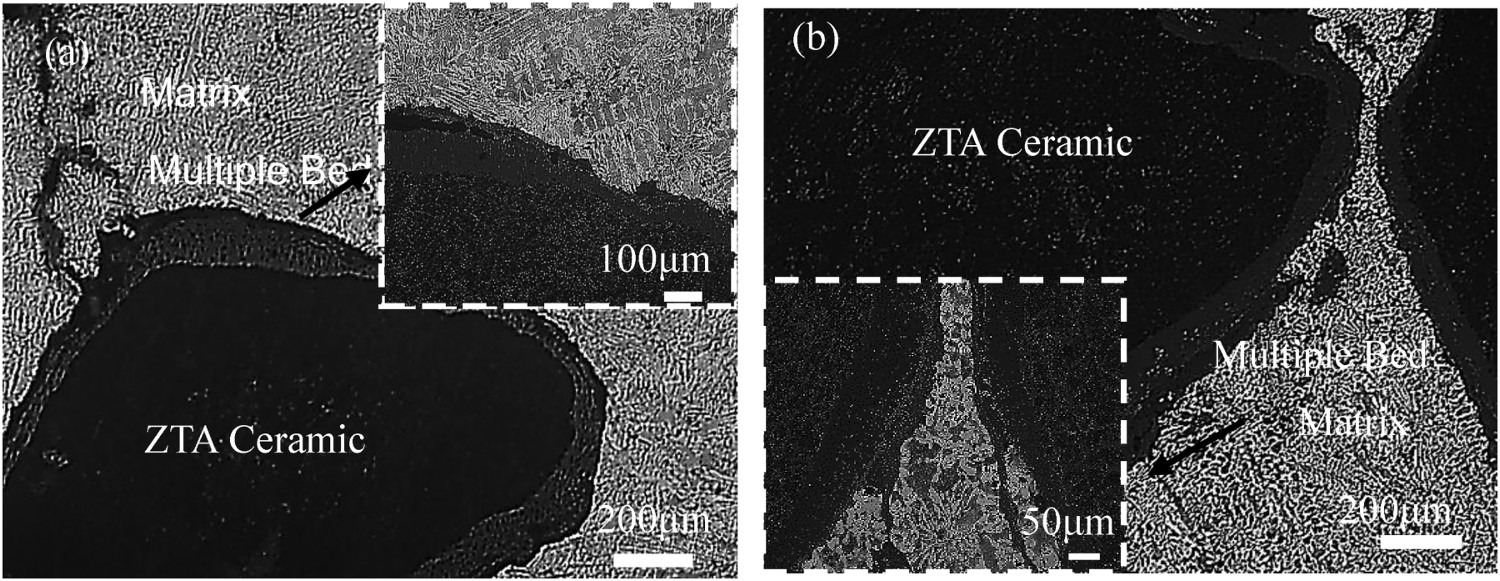
Figure 7 showed the interface morphology and line scan energy spectrum of the B4C-added composite. It can be intuitively observed that the layer thickness was uniform in the interface of ZTA/HCCI composite. At the same time, the element distribution of Fe and Cr were relatively less in the composite layer, and the B element was more uniform, which meant that B4C can be reacted or decomposed under the action of molten iron. B4C reacted with elements of groups 4, 5 and 6 in the periodic table and formed the of metal borides at 1000°C to 1100°C, the metal elements in HCCI were mainly distributed in these groups, some chemical reactions changed the distribution of elements in the ceramic [10-12]. During the infiltration process, B4C would react as follows [13]:
(a) Pattern and (b) results of line scanning across composite interface.

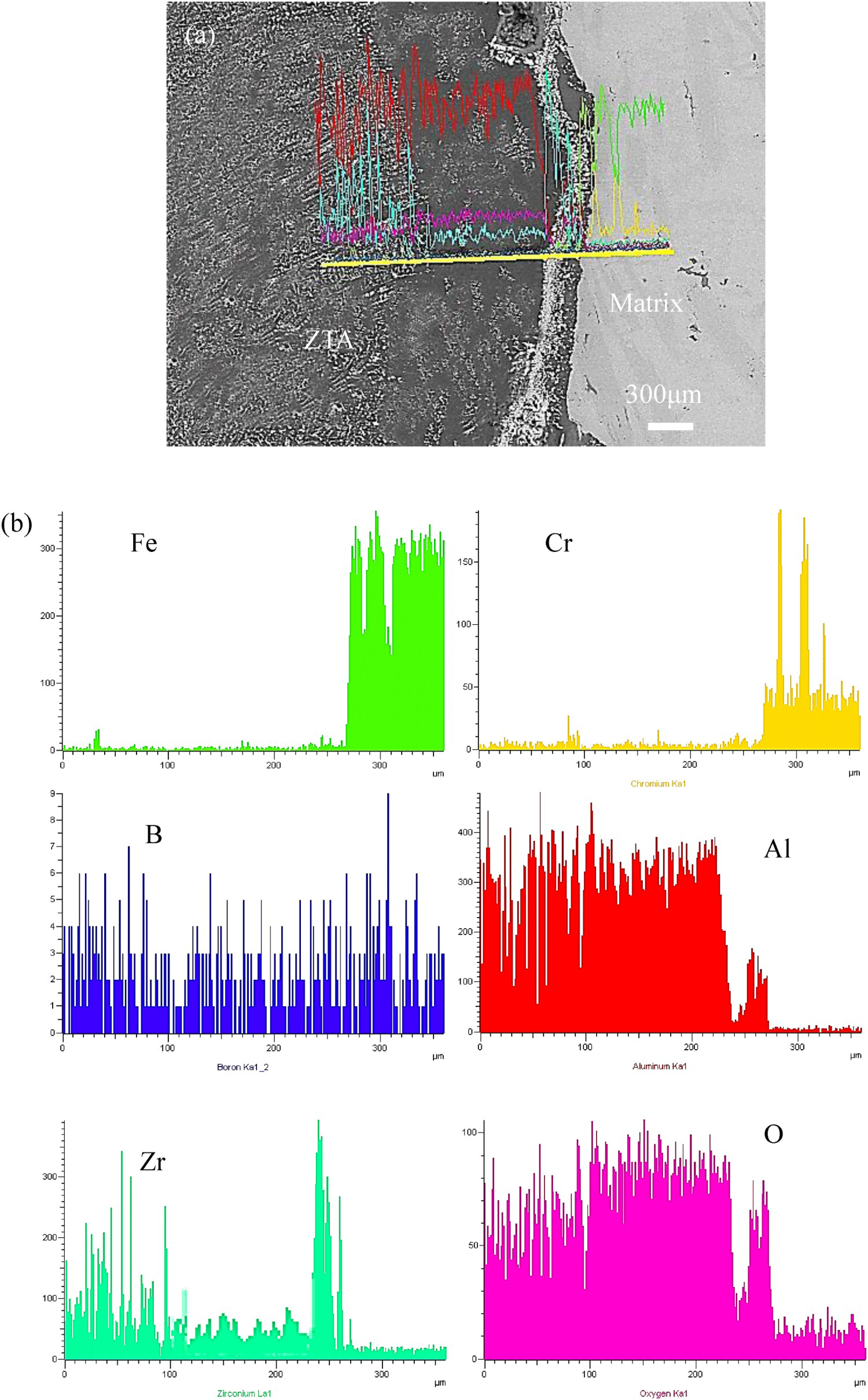
The reaction temperature was 1200°C in formula (2), new substances such as Fe2B and B2O3 can be got, the reaction started to proceed when the temperature rose to 1490℃. The product in formula (3) reacted with ZrO2 again to produce ZrB2 and CO. These resulting compounds acted as transition substances and improve the wettability of ceramic cast iron at high temperatures. At the same time, the element B had a small atomic radius and dissolved in the ceramic particles and iron matrix. The elements penetrated each other in the matrix and the reinforcement, which further promoted the metallurgical bonding between the two [12,13].
Hardness of the composite
The abrasive wear resistance of the composites was closely related with the hardness. Figure 8 showed the HB hardness of samples used in the test. The hardness of Quartz sand abrasives was higher than the HCCI and lower than ZTA/HCCI composites under the as-infiltration state and after heat treatment. Quartz sand abrasives can be regarded as ‘hard abrasives’ compared to HCCI, but ‘soft abrasives’ compared to ZTA/HCCI composites. No matter under the environment, the hardness of the 10%B4C- ZTA/HCCI composite was higher than the composite with 12% B4C content. In the ZTA/HCCI composite, the ZTA particles and the (Fe, Cr)7C3 carbides were reinforced phase, which can resist the wear of quartz sand abrasives and increased the abrasive wear resistance of the composite.
Brinell hardness of samples.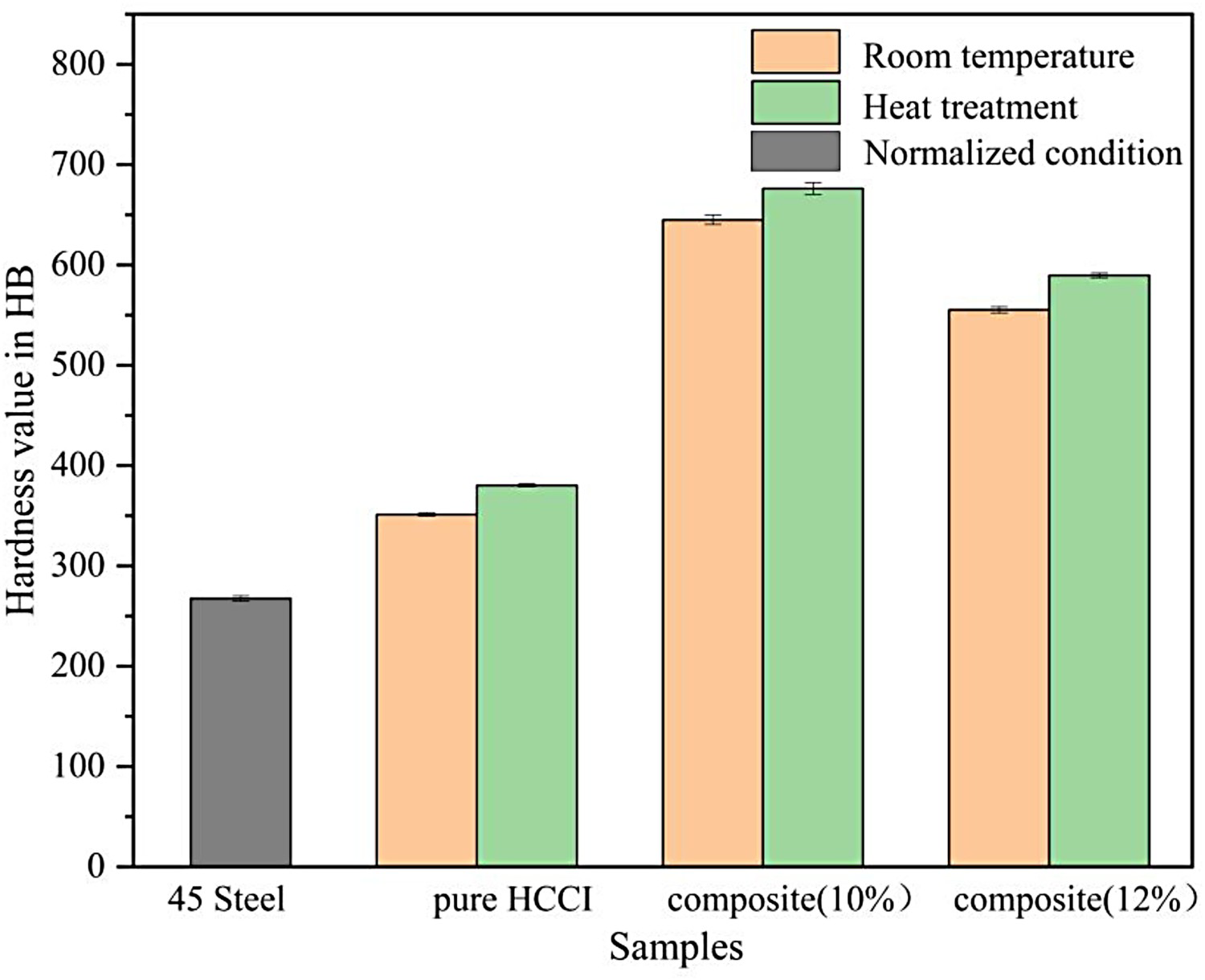
Abrasive wear properties of composite materials
During the three-body abrasive wear, two main forces causeed the wear of the composite material: one was the loads acting on the composites, and the other was the lateral friction force of the quartz sand abrasive on the composites. In the early stage of abrasion, the HCCI matrix firstly volume loss due to its low hardness. The ZTA particles would protruded which can protected the HCCI matrix. At the same time, the matrix also supported the ZTA particles to prevent the particles from breaking and peeling, which weakened the wear effect of abrasives and enhanced the wear resistance on composites. Therefore, we know that ZTA particles played an important role in impact abrasive wear. The structure of normalised condition 45 steel was composed of ferrite and pearlite, with uniform structure and stable performance. It can eliminated the influence of sample structure and ensured the accuracy of test data.
Relative wear resistance of materials
Figure 9 showed the wear mass loss and relative wear resistance of the samples in the three-body abrasive wear test under the as-infiltration and heat-treated conditions. The higher relative wear resistance of the composites means less mass loss during wear testing, and thus indicates the composites have better wear resistance. It can be seen that the relative wear resistance of composites was significantly higher than pure HCCI materials at normal temperature, which exhibited more than three times than HCCI. After heat treatment, the relative wear resistance of the composites was more than five times higher than pure HCCI. It showed that after heat treatment, the wear resistance of HCCI composites had been improved to varying degrees.
(a) Wear mass loss and (b) relative wear resistance of samples.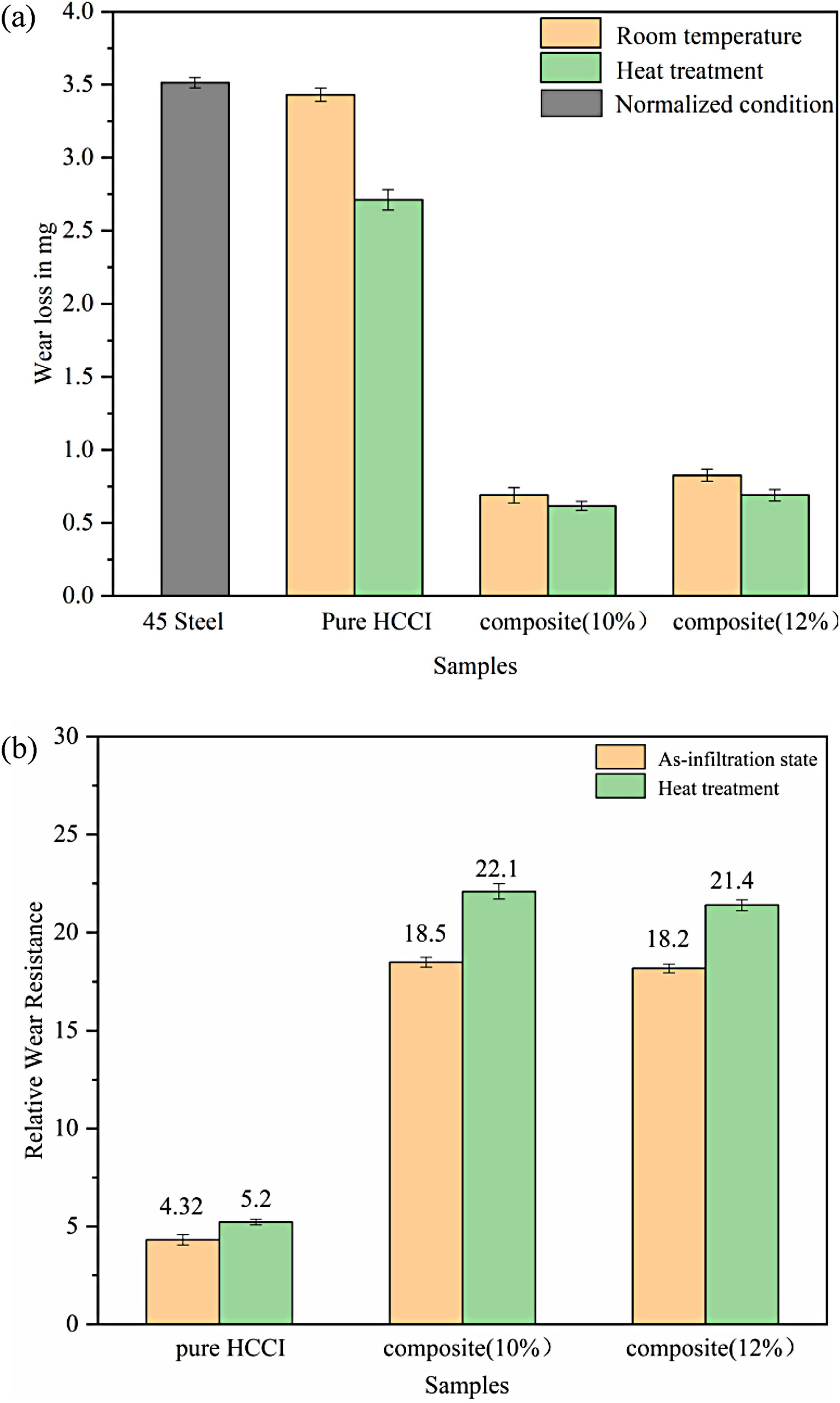
Morphology of three-body abrasive wear
The wear resistance of particle-reinforced composites was mainly determined by the reinforcement particles and the internal organisation of the matrix. In the three-body abrasive wear test, the composites always bore the load and the action of abrasives, which produced a cutting, grooving, and spalling phenomenon on the surface of the composites. The behaviour of composite materials failure had two ways: one is the sharp corners of the abrasive produced grooves which repeatedly scratched the metal surface, this wear method is micro-cutting [14]. The other was the composite happened deformation and resulted in fatigue under external load. After being damaged, the reinforcement particles and carbides in the matrix were spalling off. In the three-body abrasive wear process, ceramic particles as the main wear-resistant phase to withstand the main wear, which reduced the volume loss of the matrix material. At the same time, the matrix also played a fixing and supporting role in the ceramic particles. Both of them improved the wear resistance of composite [15,16].
Since the wear morphology of the composite material with 10% and 12% additive content was a similarity, so selected wear morphologies of 10%-B4C composite for observation. Figure 10(a and b) showed the wear surface morphology of ZTA/HCCI composite three-body abrasive wear in the as-infiltration state. It can be seen that the wear mode of the composite were mainly long-range micro-cutting and plastic deformation grooves. The content of as-infiltration HCCI was mainly austenite, which hardness was relatively lower than quartz sand abrasives. The quartz sand particles had sliding and rolling effects on the surface of the HCCI, which resulted in obvious cutting and honeycomb grooves. The main reasons for the failure of composite parts were the mutual promotion of wear under loading and cutting wear caused by abrasive particles. The hardness of the ZTA particles was higher than abrasive, the cutting and grooves were interrupted when encountering ceramic particles, quartz sand can only produce slightly scratches on the ceramic surface. Under the strengthening effect of ZTA particles, the abrasive wear resistance of ZTA/HCCI composites was significantly improved. As the wear time increases, the supporting of the matrix to the reinforcing particles weakened, cracks occurred at the composite interface. The ceramic particles would be broken due to lateral friction and continuous impact of abrasives. This is also the reason why metal wear-resistant parts are frequently replaced in actual working conditions [1].
(a), (b) Wear surface morphology of as-infiltration composite; (c), (d) Wear surface morphology of composite material after heat treatment.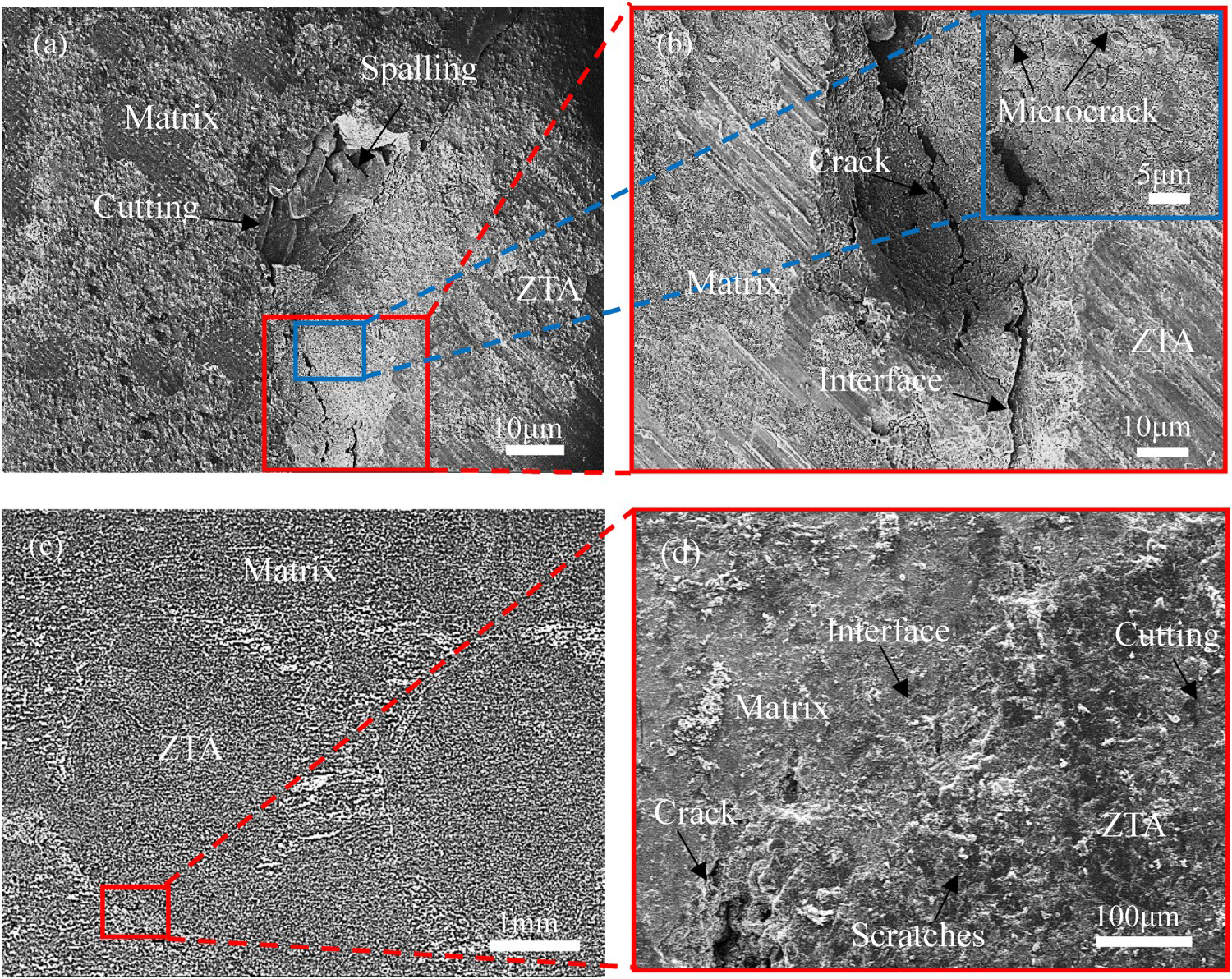
Figure 10(c and d) showed the wear surface morphology of ZTA/HCCI composite three-body abrasive wear in the heat treatment. After heat treatment, the HCCI was mainly composed of martensite and carbides [17], the hardness of the composite materials was increased. Because of the increasing hardness of HCCI, the cutting marks and groove marks of quartz sand were very shallow, which appeared short-range micro-cutting and grooves. Under the combined action of high-hardness HCCI and ZTA particles, composite materials strongly resisted the micro-cutting and plastic deformation of quartz sand, which improved the wear resistance of the ZTA/HCCI composites, up to five times than HCCI. ZTA/HCCI composites increased the hardness and reduced wear performance after heat treatment, which had always played a good supporting role for the ZTA particles. In the later stage of abrasion, the crushing and shedding of the ZTA particles had not been observed. The ZTA/HCCI composites exhibited the excellent resistance to abrasive wear.
Conclusions
The ZTA particles reinforced HCCI composite was made vacuum pressure-free infiltration technique. Based on the investigation of the microstructure, mechanical properties, and wear performance of the composite. The following conclusions were made:
The density of porous ZTA ceramic body is about 61%. The wettability between HCCI and ZTA were improved by additive B4C, which promoted the mutual diffusion and interfacial reaction between the two. The composites layer appeared to achieve metallurgical bonding. The hardness of the ZTA/HCCI composite was significantly higher than matrix. When the B4C content of composite material is 10%, the ceramic particles and the HCCI were tightly combined, and the hardness was higher. The wear resistance of ZTA/HCCI composite materials was greatly improved compared with pure cast iron matrix, which showed good resistance to quartz sand particles and track wear.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).