
Abstract
The role of tilt angle on strength and microstructural attributes of friction stir welded AZ91C Mg plates was investigated by employing three tilt angles. The presence of unique semicircular-shaped impressions on the surface of the joints attained at 1° tilt angle revealed the generation of ideal heat volume and transfer of plasticised metal towards the trailing end for attaining enhanced fusion. Zone of nugget of the joint obtained during 1° tilt angle, possessed smaller sized grain structures. The strength of joints escalated from 188 to 205 MPa (nearly 86% of the parent metal) when tilt angle was raised from 0° to 1°. But at 2° of tilt angle, strength reduced drastically, declaring the impact of tilt angle is a parabolic category of variation.
Introduction
Automotive and aerospace industries are undergoing an endless strive for fabricating airy, cost-efficient and fuel-adept components, without sacrificing reliability, efficiency and safety, especially during their real-time performance [1,2]. Such attempts have paved the path for momentous renovation in the design of structures, optimisation in material usage by reducing the part thickness and employment of materials with reduced density [3,4]. Comprehensive investigation with respect to the employment of materials with reduced thickness has exposed that, alloys of aluminium and steel can be replaced by the alloys of magnesium (Mg), in a wide variety of automotive and aerospace-based applications. This is because the density of the alloys of Mg is nearly two-third density of Al and one-third of steel and these Mg alloys possess comparatively larger strength to weight ratio, enhanced metallic behaviour, reasonable stiffness and desirable mechanical properties [5-8].
Amidst the several alloys of Mg, AZ91C alloy is one of the well-known cast alloys because of its higher strength, admirable resistance to corrosion and attractive cast-ability. At the same time, the welding of AZ series (including AZ91C) of Mg alloys by employing all types of conventional fusion welding methodologies has only resulted in the attainment of coarse and porous microstructures, large residual category stresses, severe deformities, etc., in the joints [9,10]. The major reason for these defective joints is that, during fusion welding, the enormous temperature of solidification causes the constituents of AZ91C alloy (Mg–Al–Zn) to react with Al, thereby generating eutectic with a lower melting point, leading to the escalation in the tendency towards cracking by heat [11,12].
At the same time, the completely eco-friendly, larger efficiency and superior quality welding process, namely friction stir welding (FSW) can eliminate the majority of the solidification issues (including coarsening of grains, loss of constituents, distortion of surfaces, etc.) arising during the employment of conventional fusion welding processes [13,14]. Moreover, FSW is regarded as a sustainable category of the solid state joining process and in recent years, this FSW has evolved into one of the most reliable and cost-effective process for joining vast categories of metal alloys. In addition to this, during the welding of metals using the technique of FSW, the metal does not get melted, as the joining of the metal occurs, even before the melting of that particular metal happens. Hence, FSW seems to be more capable and reliable to join alloys of Mg [15-17].
Available literature reveals that FSW has been successfully employed to join alloys of aluminium, copper, stainless steel, etc. [18-23]. For example, the changes in the strength and microstructure of the friction stir welded 6063-T4 Al alloy were recorded by Imam et al. [19]. It was observed that, in the fabricated joints, the strengthening of dislocations and boundaries of grains was the presiding mechanisms in the zone of nugget. It was also recorded that, as the morphologies of precipitates of the 6063-T4 Al joints were responsive to the temperatures of the joint zone, the size of the grains and their boundary-based disorientations were responsive to rates of strain and peak temperatures. Moreover, it was proved that the strength of these friction stir welded 6063-T4 Al joints was regulated by the size of the grains, density of dislocation.
Investigations on the flow of material constituents during the joining of sheets of copper by friction stir welding were made by Pashazadeh et al. [21]. Observations on the attained joint's microstructure showed that the movement (rotation & forward motion) of the employed tool with non-threaded pin has generated banded layers and lamellar structures. At the same time, the concentric pseudo-circles emerged on the transversal cross-section of the joint and these concentric pseudo-circles were termed onion rings. Hardness-related measurements revealed that the maximum value of hardness was exhibited by these onion-ring-shaped formations present around the region of joint and root of joint.
Despite the abundant investigations carried out with respect to FSW [24-27], most of the experiments have restricted themselves in investigating the impact of the parameters including speed of traverse, speed of rotation of the tool, force exerted axially, employed tool pin's geometry, etc., on the characterisation of attained joint's microstructures and their mechanical related properties only. Only limited researchers [28-32] have taken into account, the impact of the angle of tilt of the employed tool during the FSW process. For example, Kumar et al. [28], declared that, during FSW of dissimilar alloys of Al (namely 6082 and 5083 alloys), the angle of tilt of the employed tool has a notable impact on the mechanical properties of the welded joints. Likewise, it was reported by Seighalani et al. [30] that, during the joining of titanium plates by FSW, the angle of tilt of the employed tool played an inevitable in fabricating flaw-free titanium joints. In the majority of the FSW-related experimental works, the angle of tilt of the employed tool was either considered as a fixed parameter [31,32] or not even taken into consideration [18,20,33]. Hence, it can be understood that exhaustive investigations on the impact of the angle of tilt of the employed tool not only during the joining of Mg alloys, but during FSW of alloys of many metals including AL, Cu, steel, Ti, etc., are insufficient. So, in this research work, plates of AZ91C Mg alloy were friction stir welded to understand the role of angle of tilt of the employed tool and to ascertain the most ideal angle of tilt of tool for FSW of AZ91C Mg alloy by investigating the micro-structural attributes and strength of the joints.
Investigational setup
As-acquired 6 mm thick, 50 mm wide and 100 mm long AZ91C Mg alloy plate hot squeezed from base ingot with the titular chemical composition of 9.12 Al, 0.91 Zn, 0.32 Mn, 0.18 Si, 0.09 Cu, 0.01 Ni and balance being Mg (all in wt-%). The tensile strength of these AZ91C plates was 238 MPa, yield strength was 129 MPa and the percentage of elongation was 7.6%. AZ91C plates were welded together as butt-type joints, along the direction of extrusion, employing a partially automatic type FSW machine.
The tool employed in this FSW of AZ91C plates was fabricated out of high-speed steel material, namely M42 grade. The tool employed in this experiment consists of a 5.85-mm length cylindrically tapered pin with threads, along with a 50-mm-long outer shoulder (20 mm in diameter), followed by a 15-mm-long inner shoulder (15 mm in diameter). Graphical, realistic photographs of the employed tool and the photo of the tool employed during FSW of plates of AZ91C are illustrated in Figure 1.
Graphical and realistic photographs of the employed tool and the photo of the tool employed during friction stir welding (FSW) of plates of AZ91C.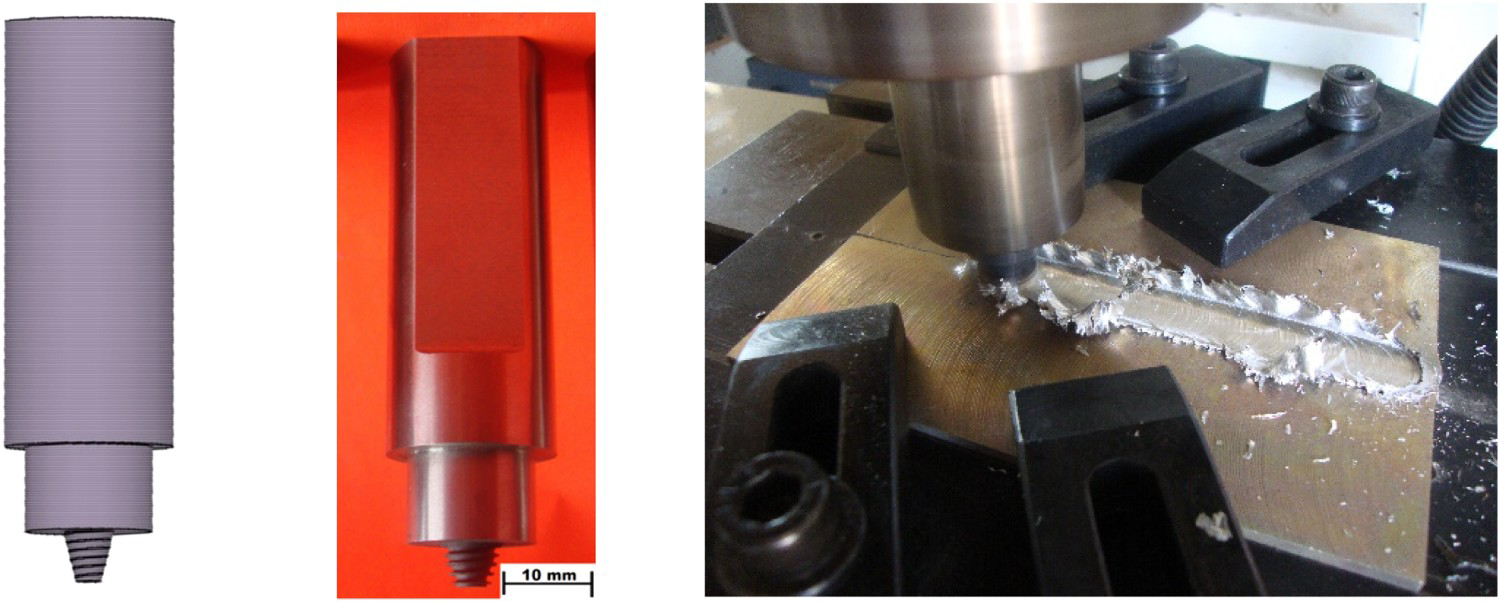
Initially, several trial experimental series were carried out by altering the angle of tilt of the axis of the employed tool to figure out the most expedient range of flaw-free friction stir welded AZ91C joints, for the constant ranges of other principal parameters of the FSW process. Subsequently, the research work was performed by varying the angle of tilt of the employed tool from 0° to 2° in steps of 1° under the fixed speed of tool rotation of 1050 rev min–1, speed of tool traverse of 1.5 mm s–1 and 5 kN force being exerted axially.
Research findings and deliberations
Examination of fabricated weldments
Friction stir welded AZ91C joints fabricated at three distinctive angles of tilt of employed tool, namely, 0°, 1°and 2° are shown in Figure 2(a)–(c). We can observe the presence of semicircular-shaped curved impressions on the joint areas.
Photographs of the friction stir welded AZ91C joints fabricated at three distinctive tool tilt angles, namely (a) 0° (b) 1° and (c) 2°.
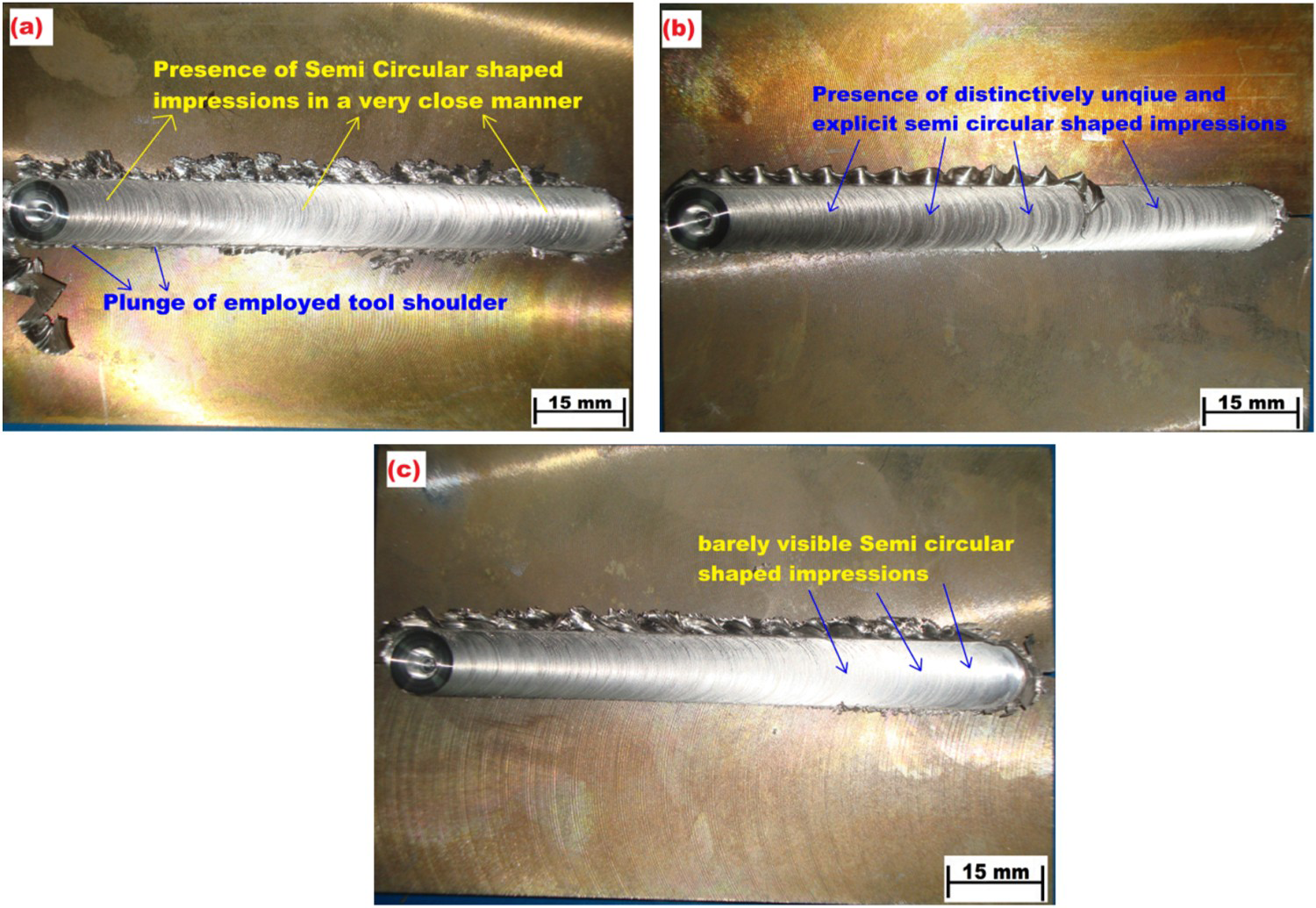
The presence of these semicircular shaped impressions confirms us that, during the FSW of AZ91C plates, the reasonable volume of metal, which has been expelled from the front of the employed tool, has experienced heat in sufficient quantity and has got plasticised and has been urged to the rear of the tool for attaining enhanced fusion under the force of the employed tool [23,25]. Out of these three AZ91C joints, it can be noticed that the magnitude of the semicircular-shaped curved impressions is very much distinctive and clear on the surfaces of the joint fabricated at a 1° of angle of tilt of tool, when compared with that of the joints fabricated at 0° and 2°.
Flashes resulting due to the descent of the employed tool's shoulder can be seen in the joint areas of the friction stir welded AZ91C plates attained at the employment of 0° angle of tilt, as seen in Figure 2(a). This tool shoulder descent is a direct implication of the generation of excess volume of frictional heat, followed by subsequent softening of the metal in the joint area [20,24]. During the employment of 1° angle of tilt, distinctly unique and explicit semicircular-shaped impressions can be noticed, which reveals us that the generation of the ideal volume of heat and an appropriate amount of forging force have transferred the plasticised material toward the trailing end, as seen in Figure 2(b).
At the same time, employment of angle of tilt of 2° has resulted in the peripheral lift of the tool in the front portion of the joint and has led to the rise in the forging force at the side of the trail, thereby lowering the volume of generation of frictional heat required for plasticisation. Owing to this, a smaller volume of metal has been transferred from the advancement side to the side of retraction, which can be inferred from the barely visible semicircular-shaped impressions on the surface of the joint area, as seen in Figure 2(c).
Macro-structure of AZ91C welded specimen
Figure 3(a)–(c) depicts the macrostructure of the AZ91C fabricated at three distinctive angles of tilt of the employed tool. We can observe the existence of cleave strips in all three joints. At the same time, these cleave strips are more visible at a larger (2°) angle of tilt when compared to that of the lower angle (0°) of tilt of the employed tool, as seen in Figure 3(a) and (c). The origination of frictional heat in excess volumes has reduced the formation of cleave strips to a greater extent in the joints fabricated at 0° angle of tilt, as seen in Figure 3(a).
Macro-structure of the AZ91C fabricated at three distinctive tool tilt angles namely (a) 0°, (b) 1° and (c) 2°.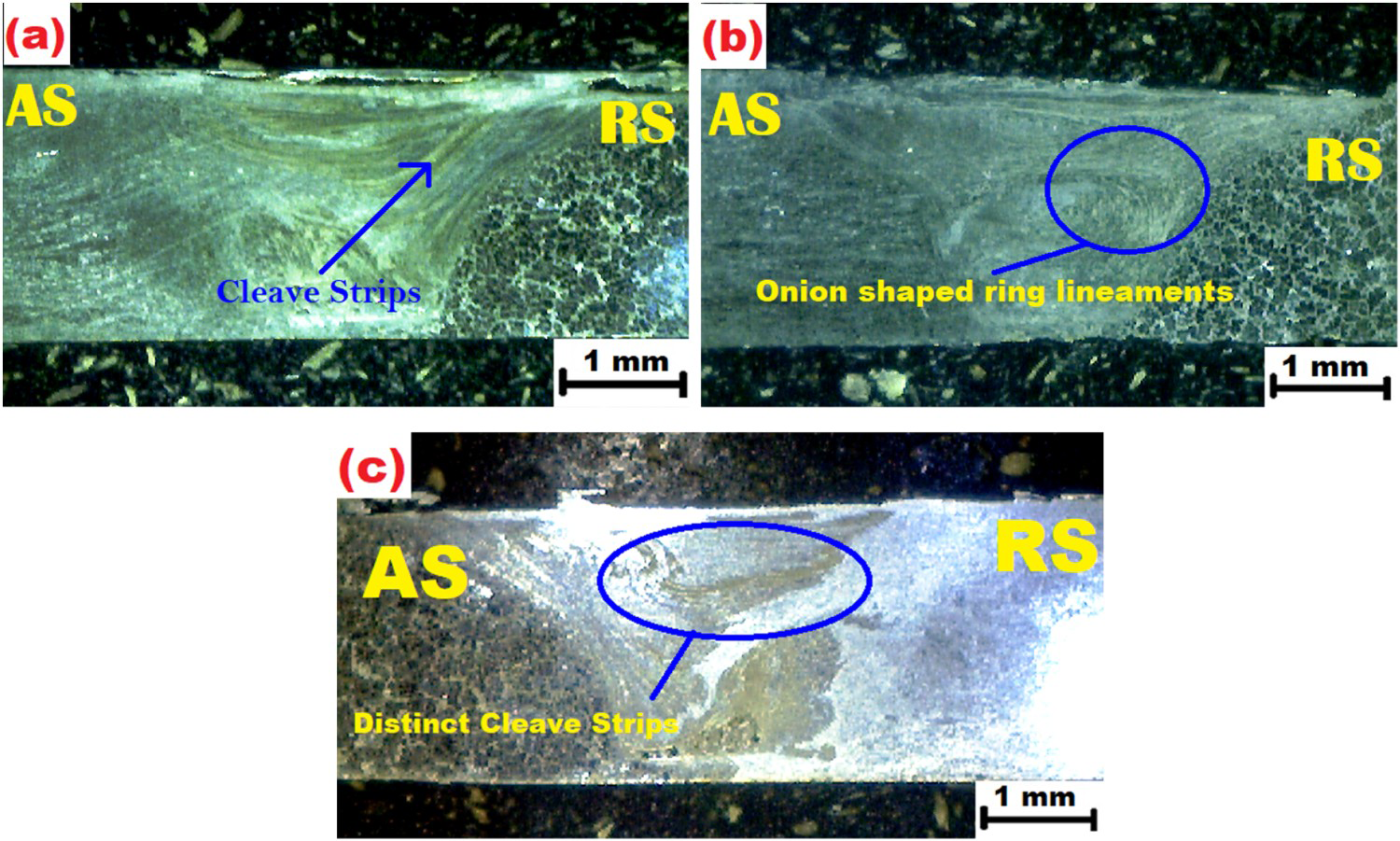
In the joints fabricated at 1° angle of tilt, we can observe the existence of cleave strips and these cleave strips form an onion-shaped ring lineaments in the middle of the zone of nugget as seen in Figure 3(b). The formation of these cleave strips and onion-shaped ring lineaments was mainly due to the transition in the angle of tilt of the employed tool which reduced the excess volume of heat generation and improvised the flow of metals at the zone of nugget [13,18,34]. Moreover, the presence of onion-shaped ring lineaments at the zone of nugget is a definitive manifestation of the layer-by-layer flow of plasticised metal from the pin region to the shoulder region [21,35].
At the same time, in the joints fabricated during 2° angle of tilt, the raise in the interaction of the tool shoulder at the retracting end along with the tool pin have drastically altered the flow of pattern of plasticised metal into an elliptical pattern as seen in Figure 3(c). Usually, these elliptical categories of flow patterns are observed whenever there is a hindrance to the flow of plasticised metal from the front to the rear of the employed tool [20,36]. Moreover, the escalation in the interaction of the employed tool's shoulder at the retracting end has contributed to the additional mixing of plasticised metals and to a slight increase in the volume of the zone of nugget towards the side of advancement as seen in Figure 3(c).
Exemplification of microstructural features
An optical micrograph of the metal of research, namely, AZ91C Mg alloy flat plate is portrayed in Figure 4(a) and SEM image of the respective metal of research is portrayed in Figure 4(b). From these images, we can understand that the microstructure of the material of research, namely AZ91C consists of large cast dendritic type patterns possessing kernel grains of substantial solution of Mg together with colossal constituents of Mg17Al12 at the external territories of grains.
(a) Optical micrograph of metal of research, i.e. AZ91C Mg alloy flat plate and (b) SEM image of the respective metal of research.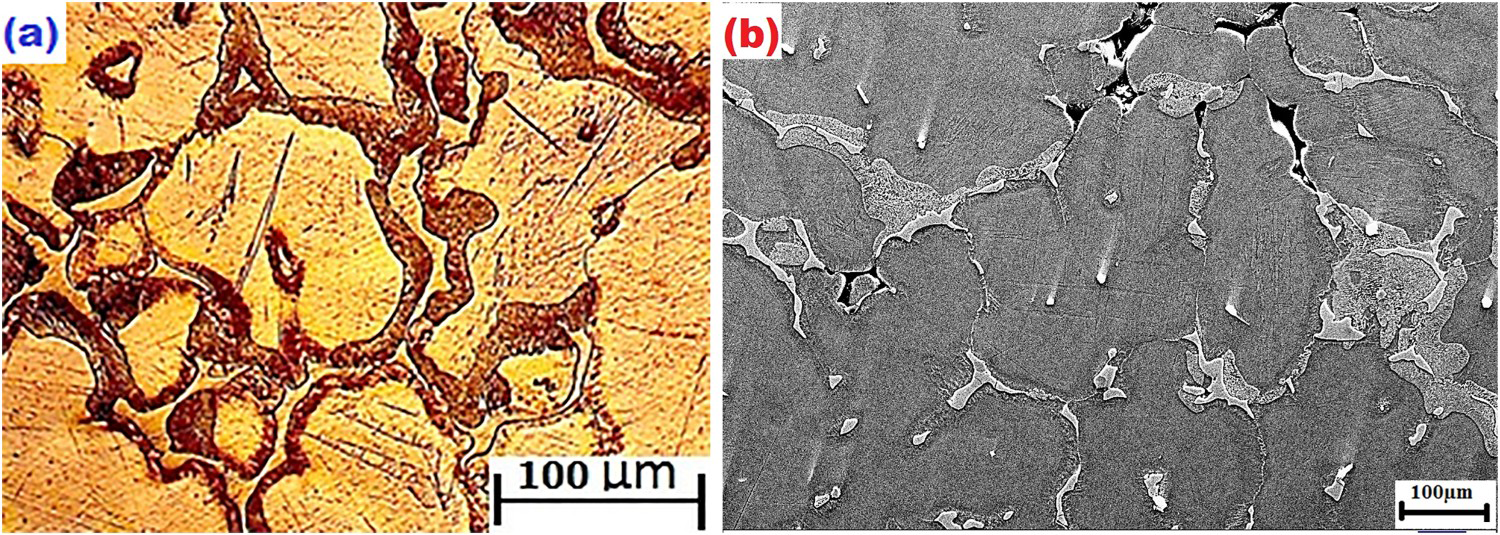
Optical micrographs, SEM micrographs of thermo-mechanically influenced region and zone of nugget AZ91C joints attained during angle of tilt of 0°, 1° and 2°.
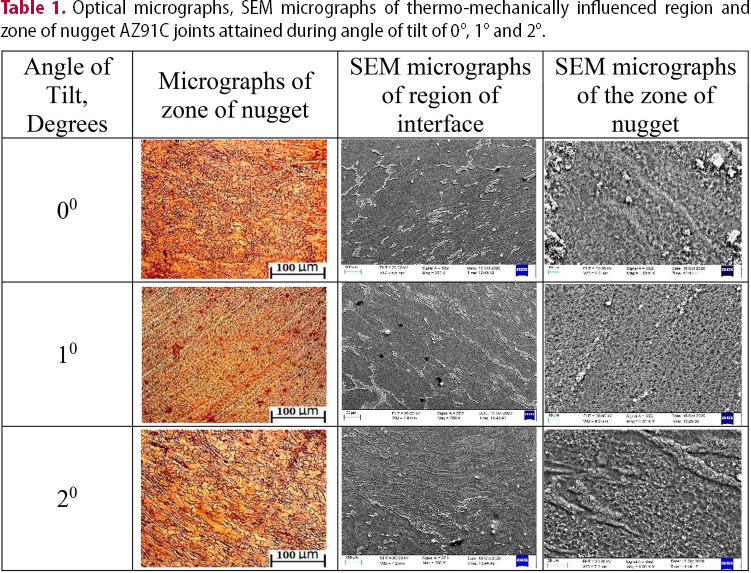
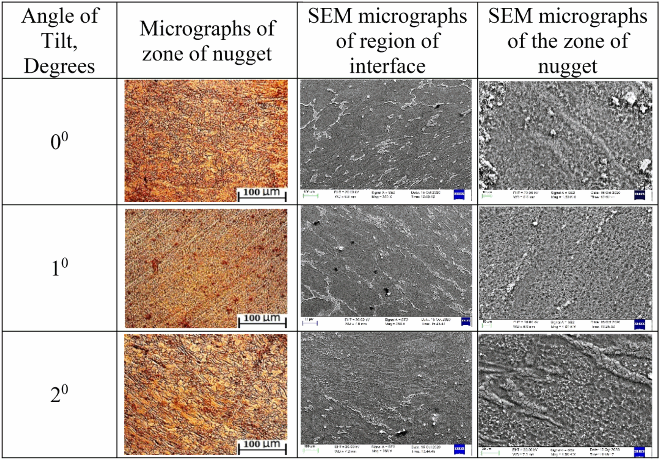
At the angle of tilt of 0°, the existence of marginally coarser grains in the zone of nugget was due to the impact of generated surplus volume of frictional heat. At the same time, it can be noticed that the zone of nugget of the joint obtained during the angle of tilt of 1° possesses smaller sized, uniformly scattered grain structures when compared with that of the grain structures obtained during 0° angle of tilt.
This reveals that the increment in the angle of tilt of the tool presents an undeniable role in generating the frictional heat in ideal volumes (rather than in excess volumes) and escalating the rate of material strain, thereby reducing the size of the grains in the zone of nugget [27,37]. By observing the zone of nugget and SEM micrographs of the zone of nugget of the joints fabricated at an angle of tilt of 2°, it can be understood that the employment of higher angle of tilt has reduced the depth of plunge and this, in turn has reduced the contact between the parent material and the shoulder of the employed tool. As a result, the rotating shoulder of the employed tool was not able to transfer the plasticised metal meticulously from the front portion of the tool to its rear portion. As a result, the grains in the zone of nugget of the joint attained at 2° angle of tilt (as seen in the Joint's corresponding SEM image) have undergone fragmentation partially, not dissolved completely and we can observe the existence of incompletely dissolved secondary phase Mg17Al12 constituents [38,39].
By comparing the SEM micrographs of the region of the interface of the AZ91C joints at three distinctive angles of tilt, it can be understood that increasing the angle of tilt to a certain degree (up to 1° angle of tilt) will result in proper mixing of metal constituents athwart the cross-section of the AZ91C joint. Moreover, in the nugget zone of the joint attained at 1° tool tilt angle, the colossal constituents of Mg17Al12 can be observed to be disintegrated completely, because of the impact of thermal related stresses. The complete diffusion of these Mg17Al12 colossal constituents is a direct indication that the nugget zone of the fabricated joint has experienced sufficient volume of heat, which reveals us that the employment of tool tilt angle of 1° has generated an ideal volume of friction-related heat [40,41].
This escalation in the angle of tilt to a certain degree will also enable the shoulder of the tool to perform smooth and efficient stirring of the plasticised metal expelled outwards by the tool pin and will also facilitate the effective transfer of plasticised metal from the front portion of the tool pin to its rear end, thereby resulting in completely dissolving the secondary phase constituents of the AZ91C metal in the zone of nugget and transforming them into a uniformly spaced, small-sized grain structures [19,29,42]. The degree of presence of these uniformly spaced, small-sized grain structures is very high in the zone of nugget of the AZ91C joint produced during the employment of 1° angle of tilt, as seen in Table 1.
Investigation of attained joint strength
Dimensions of the tensile test specimen being extracted from the friction stir welded AZ91C joints are described in Figure 5.
Diagrammatic illustration of the tensile test specimen being extracted from the friction stir welded AZ91C joints.
A graphical comparison of the tensile strength exhibited by the joints of AZ91C alloy fabricated at three distinctive angles of tilt together with the tensile strength of the parent AZ91C flat plate is illustrated in Figure 6. It can be visualised that the AZ91C joints fabricated at 0°, 1°and 2°angles of tilt exhibit tensile strengths of 188, 205 and 176 MPa (i.e. nearly 79%, 86% and 74% of the strength of the parent AZ91C plate) respectively.
Graphical comparison of the tensile strength of AZ91C plate with tensile strength exhibited by friction stir welded joints fabricated at 0°, 1° and 2° tool tilt angles.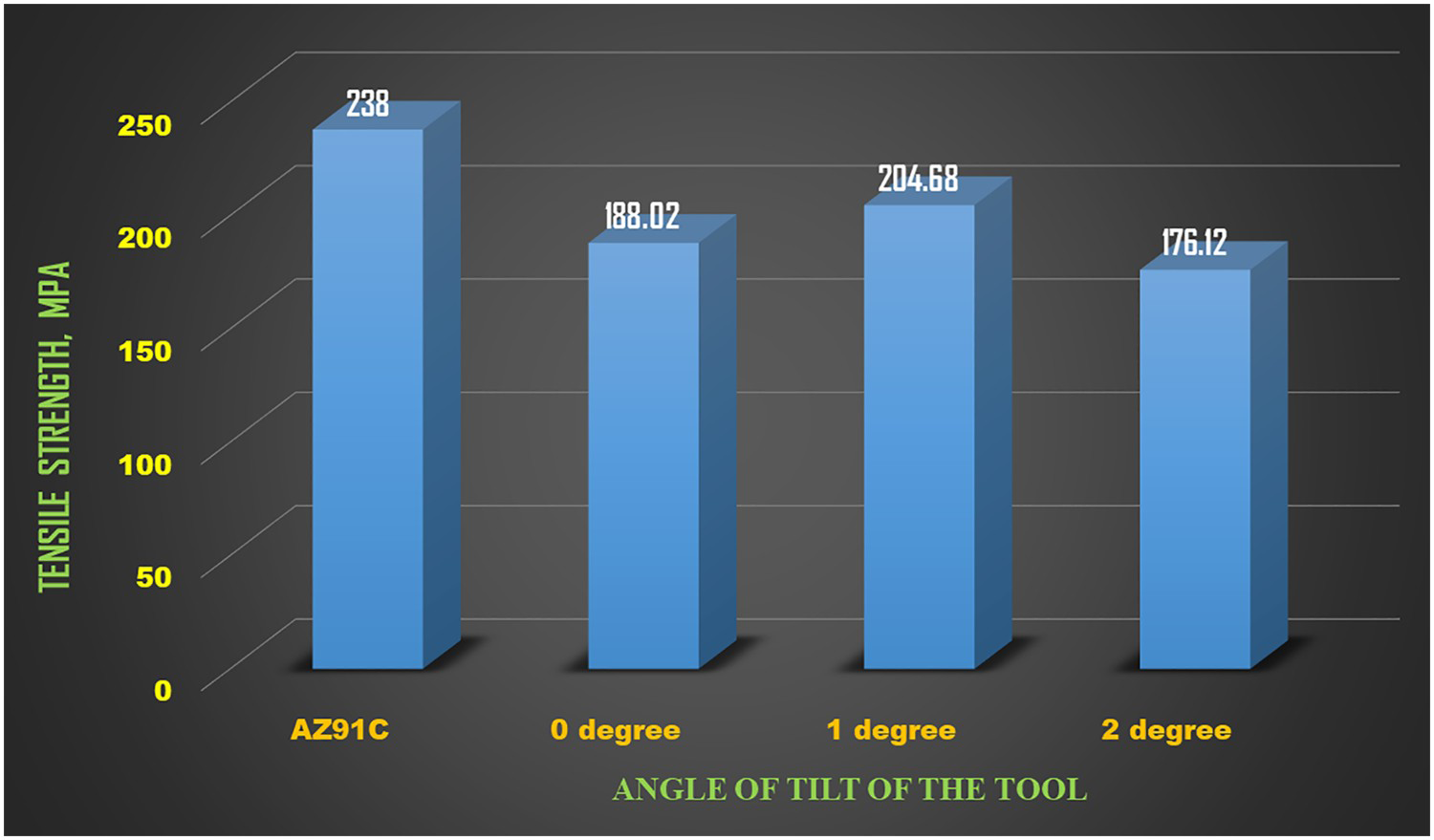
To provide better understanding of the manner, in which the tensile specimen of the AZ91C joints fabricated at different tool tilt angles, the stress–strain graph generated during the tensile fracture of those welded joints is illustrated graphically in Figure 7.
Illustration of the stress–strain graphs of the tensile specimen of the AZ91C joints fabricated at three distinctive tool tilt angles.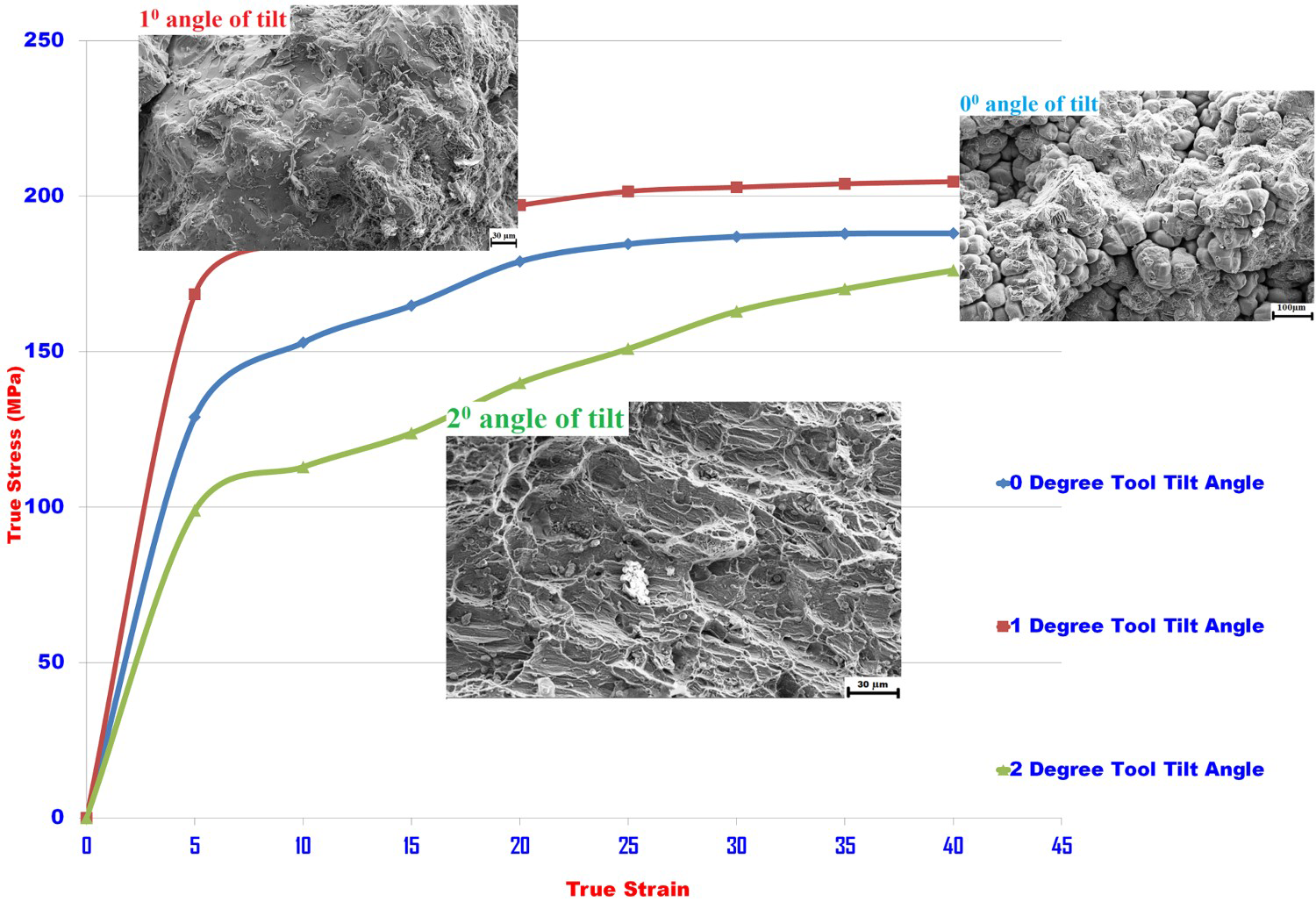
To understand the reasons behind the amount of tensile strength being exhibited by the fabricated AZ91C joints, it becomes inevitable to examine the exact location of the fracture of these joint tensile specimen. The locations of the fracture in the tensile specimens of the AZ91C joints fabricated at three distinctive angles of tilt namely (a) 0°, (b) 1° and 2° are depicted in Figure 8.
Photograph of the locations of the fracture in the tensile specimens of the AZ91C joints fabricated at three distinctive tool tilt angles namely (a) 0°, (b) 1° and (c) 2°.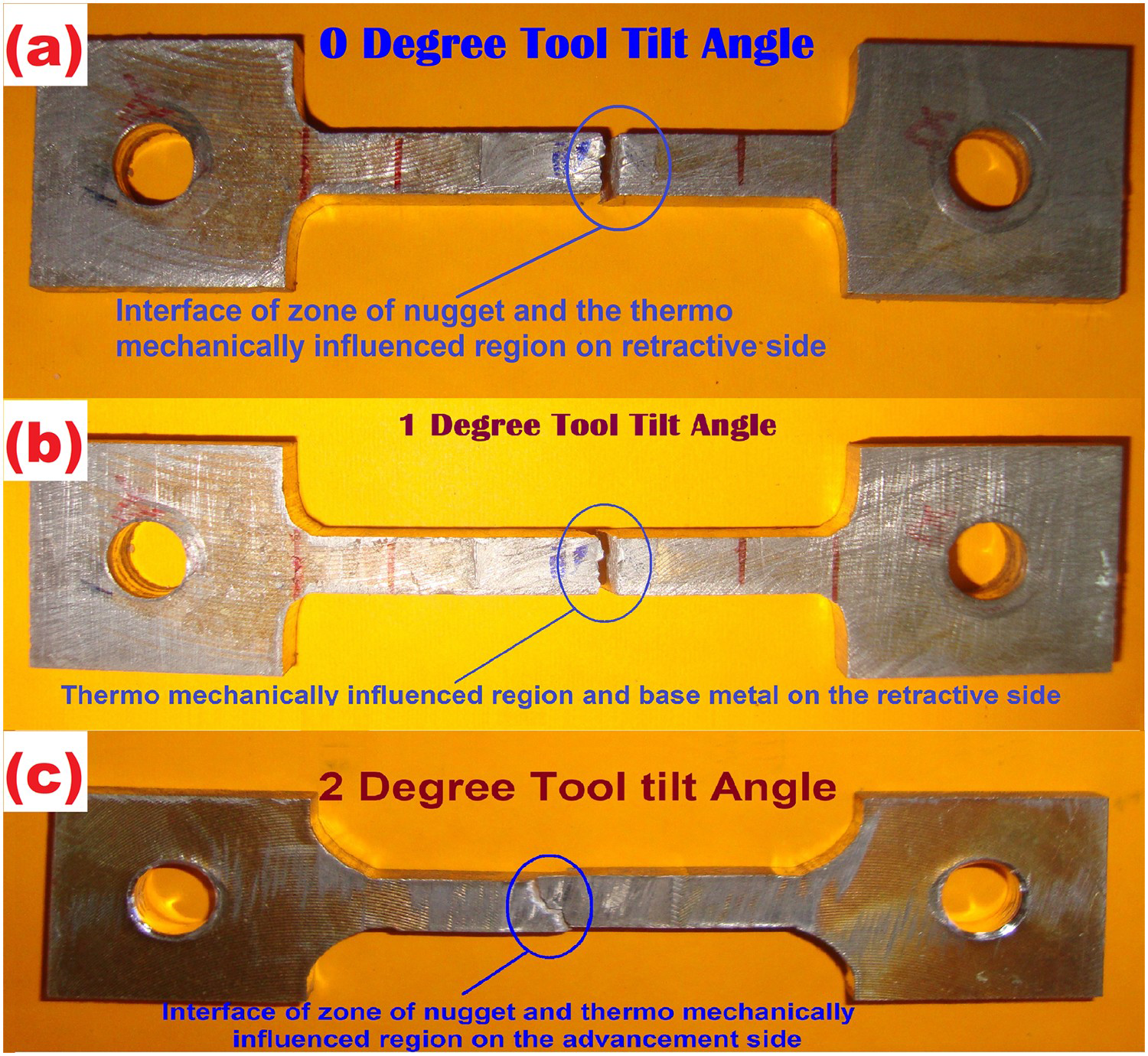
From Figure 8, it can be observed that, in all these three joints, the location of fracture was away from the zone of nugget. Joint fabricated at 0° and 2° angles of tilt have encountered fractures in the region of the interface of zone of nugget and the thermo-mechanically influenced region at the side of retraction and advancement respectively. At the same time, the joint fabricated at 1° angle of tilt has encountered fractures in the thermo-mechanically influenced region and parent metal on the side of retraction.
The major reason for these fracture locations being away from the zone of nugget is that, in the regions away from the zone of nugget, the rate of strain and generated heat are comparatively lower and this, in turn, impacts the fusion of plasticised metal in these regions. Hence, the thermomechanically influenced region is inferior in strength when compared to that of the zone of nugget [15,29,43].
As already mentioned, we can observe the presence of cleave strips in Figure 9 (a) which portrays the SEM image of the fractured specimen of AZ91C joint fabricated at 2° angle of tilt. These cleave strips have occurred by the impact of severe inelastic-based deformation resulting due to the escalation in the rate of strain and decline in the temperature of deformation. These cleave strips have contributed to the fracture during the tensile test and these impressions seem to be weaker, due to a lack of proper fusion of plasticised metal [44,45].
SEM image of the fractured specimen of AZ91C joint fabricated at 2° angle of tilt at two different magnifications.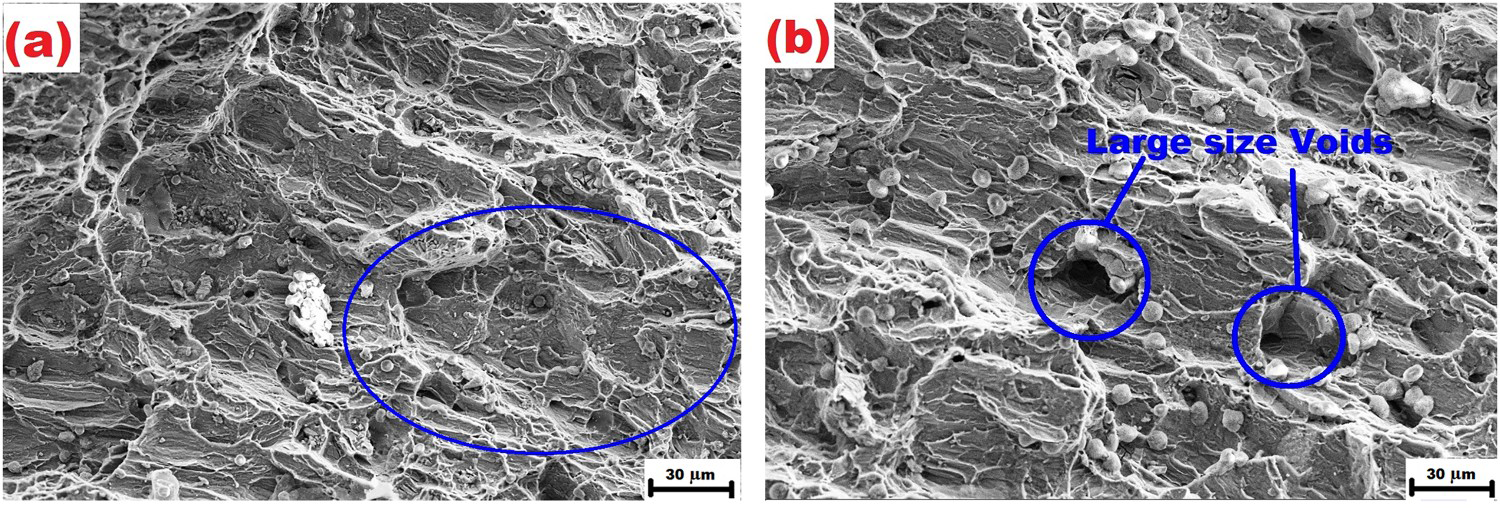
On the contrary, the close observation of the enlarged photograph of the portion of tensile fracture specimen of the AZ91C joint attained at 0° angle of tilt is shown in Figure 10, and it can be understood that the peak temperature of deformation has reduced the intensity of those cleave strips at the zone of nugget [46,47]. The poor fusion of plasticised material (i.e. the presence of small-sized voids) at the interface of the zone of nugget and thermo-mechanically influenced region on the side of retraction justifies this fact [16,30].
Enlarged photograph of the portion of tensile fracture specimen of the AZ91C joint attained at 0° angle of tilt.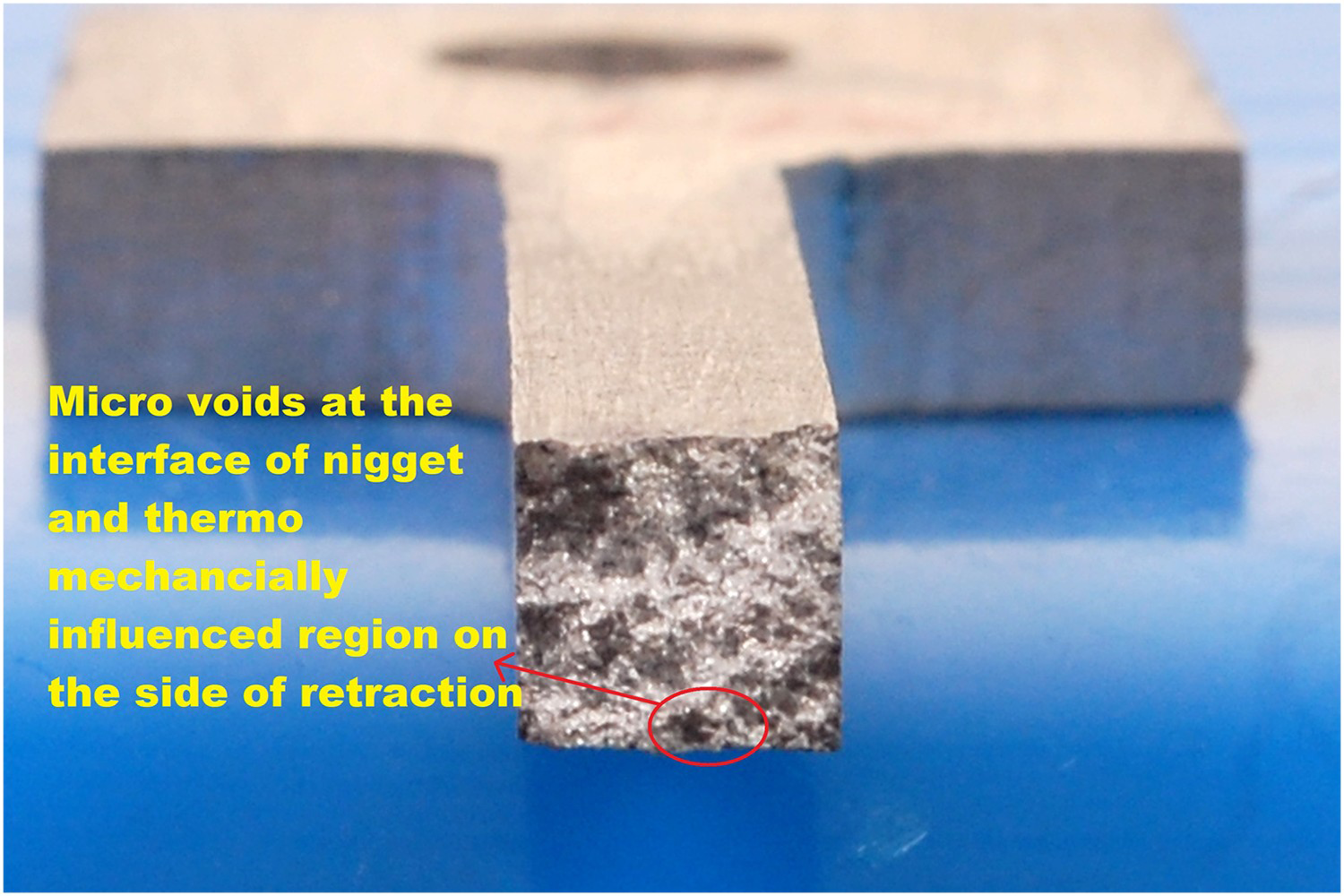
In addition to this, different magnifications of the SEM images of the fractured surfaces of the joint fabricated at 0° angle of tilt are displayed in Figure 11(a) and (b). By observing these SEM images, we can visualise the existence of the enormous sized, improperly distorted grain structures and these huge-sized grain structures can be found to be scattered unevenly, thereby contributing towards enormous ridges and crinkle-like structures. The presence of such improperly distorted grain structures (being huge in size) reveals the fact that the ideal fusion of the plasticised grain constituents has not taken place in the nugget zone of the joint fabricated at 0° angle of tilt [48,49].
SEM image of the fractured specimen of AZ91C joint fabricated at 0° angle of tilt at two different magnifications.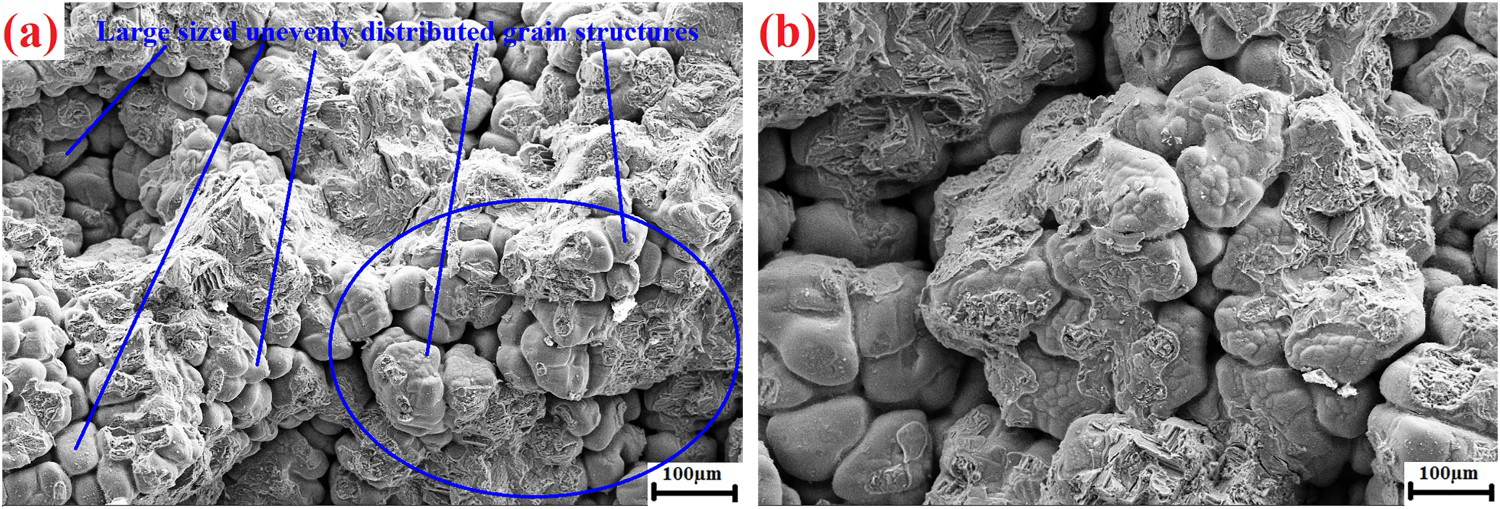
It can be further inferred that the highest value of strength being exhibited by the specimen fabricated during the employment of 1° angle of tilt would have resulted due to the origination of heat in ideal quantities and rate of material strain in required quantities. These, in turn, have contributed to the fine refinement of grain structures and flow of plasticised material in ideal volumes across the zone of nugget [45,50].
By inspecting the SEM image of the fractured specimen of this joint attained at 1° angle of tilt as portrayed in Figure 12(a) and (b), we can observe the absence of micro-voids and other sorts of flaws in the zone of nugget have contributed to the highest value of tensile strength of the joint. It can also be understood that the intensity of these cleave strips at larger rates of strain has anteceded the growth of large-sized voids as observed in the magnified SEM image of the fractured specimen in Figure 9(b) and contributed to the failure of the joints attained at 2° angle of tilt.
SEM images of the fractured specimen of AZ91C joint fabricated at 1° angle of tilt at two different magnifications.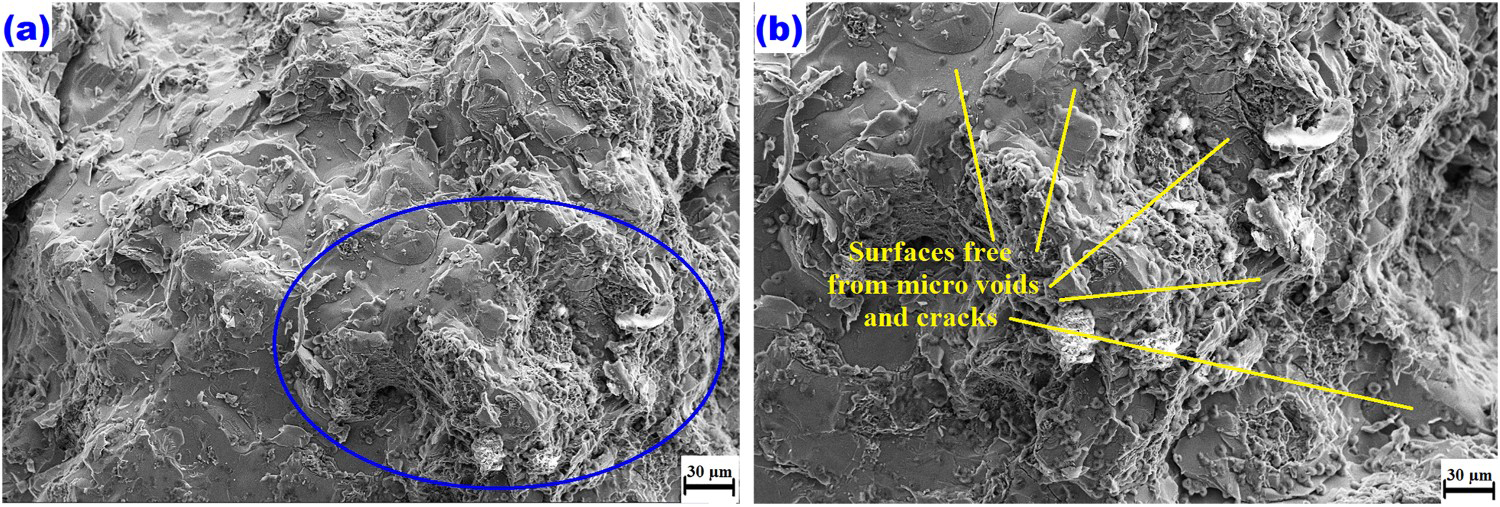
This reveals that the strength of the friction stir welded AZ91C joints has been influenced by the angle of tilt of tool to a greater extent and we can characterise this impact of angle of tilt on the AZ91C joints as a parabolic category of variation [23,31,51]. In better words, the strength of the AZ91C joints escalates to a maximum value with an increase in the angle of tilt and then declines with a simultaneous further increase in the angle of tilt. Hence, the employment of angle of tilt beyond specific value (i.e. larger than 1° for AZ91C joints) unfavourably impacts the strength of the AZ91C joints and its impact on the strength of the AZ91C joints can be characterised as a parabolic category of variation [37, 46].
Conclusion
In this research work, attempts were made to understand the impact of the angle of tilt of the employed tool on the strength and microstructural features of the friction stir welded flat plates of AZ91C Mg alloy. Observations and findings being inferred from this research work are listed below:
Distinctly clear semicircular shaped curved impressions on the surface of joints fabricated at 1° of the angle of tilt of tool revealed that the surfaces of the AZ91C joints are influenced by the employed angle of tilt. The existence of onion-shaped ring lineaments at the middle of the zone of nugget of the joints fabricated at 1° angle of tilt divulged the improvised flow of plasticised metals at the zone of nugget and from the pin region to the shoulder region. The examination of micro-structural imagesrevealed that in all the AZ91C joints fabricated at three distinctive angles of tilt of the tool, the large-sized cored grains of the parent metal have been transformed into almost equally spaced small-sized grains, by the impact of the intermittent effective process of recrystallisation. In addition to this, the zone of nugget of the joint obtained during angle of tilt of 1° possesses smaller sized, uniformly scattered grain structures when compared with that of the grain structures obtained during 0°and 2° angles of tilt, revealing the inevitable role played by the angle of tilt in the generation of the ideal volume of frictional heat and rate of material strain. Strength (tensile) of the AZ91C joints raised from 188 to 205 MPa (nearly 86% of the parent metal) when the angle of tilt was increased from 0° to 1°. But further escalation to 2° of the angle of tilt, reduced the strength to 176 MPa The strength of the friction stir welded AZ91C joints has been influenced by the angle of tilt of tool to a greater extent and this impact of the angle of tilt on the AZ91C joints can be characterised as a parabolic category of variation.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).