
Abstract
Heat treatment methodology is vital to achieve high performance of advanced spring steel. The present study has investigated the microstructure and mechanical properties of the 55SiCrV spring steel processed by a novel online rapid-induction heat treatment. The results showed that rapid heating refines the prior austenite grain size of the 55SiCrV spring steel, and the vanadium mainly exists as the solid solution in the matrix instead of the dispersive precipitation of the V-containing secondary phase under the rapid induction heat treatment condition. An optimal combination of mechanical properties simultaneously with ultrahigh strength and high plasticity was obtained and the properties of the steel are mainly enhanced by the hardenability and tempering resistance of solute V in the material.
Keywords
Introduction
With the development of the automotive industry, the designed strength of the suspension spring steel (SSS) has increased from 800 ∼ 900 to 1200 MPa, which demands the tensile strength of the next generation SSS to exceed 2000 MPa [1,2]. The medium carbon high silicon martensitic steels, such as 54SiCr6 or 55SiCr, are commonly used for these applications. However, with common rapid induction heating and cooling followed by tempering treatment at 400 °C–450 °C temperature, the strength of this kind of steel can barely reach 2000 MPa. The strength could be further increased by lowering the tempering temperature, but at the cost of reducing ductility and toughness [3-5]. Hence, the commercial medium carbon Si-Cr martensitic steels could not satisfy the next generation SSS, and it is necessary to develop new designs for SSSs with acceptable ultrahigh strength and ductility.
The strength of the SSSs can be increased by modifying composition, effective heat treatment, microalloying, and thermo-mechanical treatment [6-10]. Because the SSSs are usually martensitic steels, they can obtain optimal mechanical performance by quenching (Q) and tempering (T). Based on this, microalloying and optimising heat treatment processes can be applied to increase the strength and ductility. For instance, the microalloying elements including V, Nb, Ti, and B, are usually added to the molten steel in small amounts, subsequently combined with the Q-T process to exert the effects of grain refinement and precipitation strengthening [11-16]. Over the past decades, many studies have investigated these aspects. Jiang et al. [11] studied the strain-hardening behaviour of the 60Si2CrVAT spring steel subjected to quenching and tempering (Q&T) treatments via tailoring the carbides precipitated during tempering at 400 ∼ 530 °C, which showed that the ultimate tensile strength and area reduction were still lower than 2000 MPa and 40%, respectively. Chen et al. [12] studied the effect of quenching-tempering heat treatment on the microstructure and properties of 55SiCrVNb spring steel, and found that the ultimate tensile strength and area reduction were 2021 MPa and 42.7%, respectively. However, these studies were based on the traditionally quenching-tempering processes, which were carried out with longer preservation of austenitization and tempering. In contrast to this traditional process, the proposed online rapid-induction heat treatment for the SSS in this paper provides a continuous austenite formation, with the accompanied tempering time of less than 2 min. Under such heat treatment conditions, few studies have been reported on the effect of fast induction heat treatment parameters and the addition of vanadium on the microstructure and properties of the SSS. Therefore, it is necessary to conduct a comprehensive study on the online rapid-induction heat treatment parameters for the micro-alloyed high-strength SSS. Rapid induction heat treatment includes a rapid heating process, wherein the microstructural evolution of the low or medium-carbon steel during the rapid (20 ∼ 100 °C/s) or ultra-fast (>100 °C/s) heating cycle has been studied in several previous studies [17-22]. The results indicated that rapid heating refined the grain size. In addition, the microstructure had considerable heterogeneity and consisted of undissolved cementite or carbides, martensite, bainite, and retained austenite, which resulted from an insufficient time for the dissolution and homogenisation of these phases during the rapid or ultra-fast heating processes. However, the intrinsic strengthening and toughening mechanisms of the SSSs in the rapid heat treatment are unclear, which is urgent to be studied.
In the present study, the online rapid-induction heat treatments of quenching and tempering were performed on 55SiCr-based steel, which was alloyed with V. Subsequently, the tensile mechanical properties and microstructural evolution of the steel were investigated. The primary purpose of this study was to realise the high performance of the steel mechanical properties and optimise online rapid-induction heat treatment parameters of 55SiCrV SSS, to broaden its practical application as the next generation SSSs.
Experimental procedures
Materials and online rapid-induction heat treatment
Chemical composition and mechanical properties of the raw steel (wt-%).

Note: σs-yield strength, σb-ultimate tensile strength, A-area reduction.
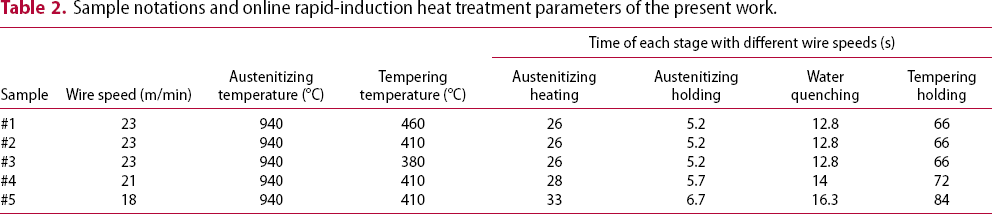
The online rapid-induction heat treatment process is schematically shown in Figure 1, which consists of online rapid austenitization, cooling, and tempering treatment at the intermediate temperature. The process can be divided into three continuous zones: rapid heating zone, quenching zone, and rapid tempering zone. Two sets of online rapid-induction heat treatment parameters were used as follows: (1) The 55SiCrV wire rod passed through the three zones continuously at the same wire speed of 23 m/min, with the same austenitizing temperature of 940 °C, and the different tempering temperatures of 380 °C, 410 °C and 460 °C, respectively. (2) The 55SiCrV wire rod passed through the three zones continuously at the same austenitizing temperature of 940 °C and the same tempering temperature of 410 °C, with three different wire speeds of 23, 21 and 18 m/min, respectively. Since the length of the three zones is fixed, the time required to pass through each zone was different under different wire speeds. The time frame of the online rapid-induction heat treatment is listed in detail in Table 2.
Schematical diagram of the online rapid-induction heat treatment process. Sample notations and online rapid-induction heat treatment parameters of the present work.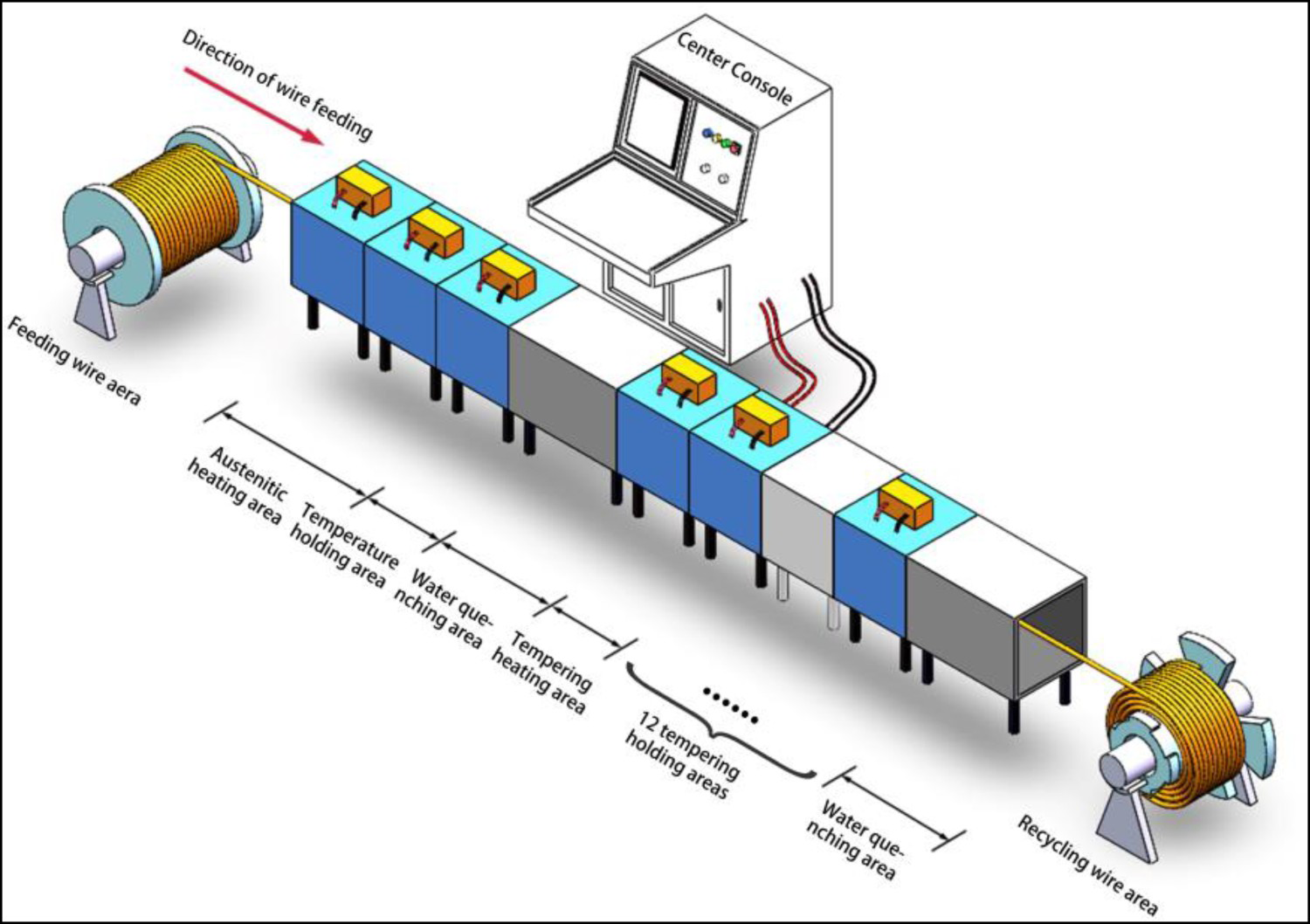
Microstructure characterisation and mechanical testing
After the online rapid-induction heat treatment, the samples were cut along the transverse direction of the round bars, and the observations were taken near the half-radius point. The microstructure was etched with 3% nital solution and observed with optical microscope (OM) and scanning electron microscopy (SEM, JEOL6380LV) embedded with energy dispersive spectroscopy (EDS). The prior austenite grain size was determined by the oxidation etching method. The grain evolution of the samples was analysed by electron back-scattered diffraction (EBSD, FEI Quanta 650F + HKL Channel 5), and the scanning step size was 0.1 µm. The Cu Kα radiation was applied for the X-ray diffraction (XRD) experiments to step-scanning the samples with a scanning speed of 5°/min. A transmission electron microscopy (TEM, FEI Talos F200X) was used to analyse the microscopic morphologies and precipitates in the samples. The TEM samples were sliced to 0.5 mm thickness, subsequently thinned to 50 µm by mechanical polishing, and punched into standard 3 mm discs. Electropolishing was performed using a twin-jet electropolisher with a mixed solution of 5 vol.-% perchloric acid, 20 vol.-% glycerol, and 75% alcohol at 20 °C and 36 V.
The tensile tests were performed with the samples using an MTS system at a strain rate of 5 × 10−3 s−1. Tensile samples were taken directly from the spring wire and the actual diameter of the spring wires were used to calculate the tensile strength. The tested samples were round bars with a diameter of 13.6 mm and a length of 300 mm. For each set of parameters, three samples were tested to obtain an average value.
Results
Mechanical properties
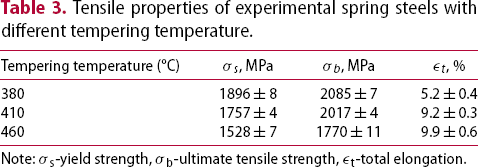
The average engineering strain–stress curves of the 55SiCrV steels processed with different tempering temperatures at the same online wire speed of 23 m/min (Sample #1 ∼ #3) are shown in Figure 2. The corresponding data is extracted in Table 3. The result reveals that the mechanical behaviour of the 55SiCrV steel is particularly sensitive to the tempering temperature. With an increase in the tempering temperature, the value of total elongation (ϵt
) increases dramatically from 5.2% at 380 °C, 9.2% at 410 °C, to 9.9% at 460 °C, demonstrating that a high tempering temperature can significantly improve the ductility of the 55SiCrV steel. On the contrary, the value of σb
decreases slightly from 2085 MPa at 380 °C to 2017 MPa at 410 °C and then significantly decreases to 1770 MPa at 460 °C, with the same decreasing trend of σs
. Hence, the sample heat-treated at 410 °C has a relatively better combination of the strength and ductility.
Engineering stress-strain curves of 55SiCrV spring steel processed with different tempering temperatures at the same online wire speed of 23 m/min. Tensile properties of experimental spring steels with different tempering temperature. Note: σs-yield strength, σb-ultimate tensile strength, ϵt-total elongation.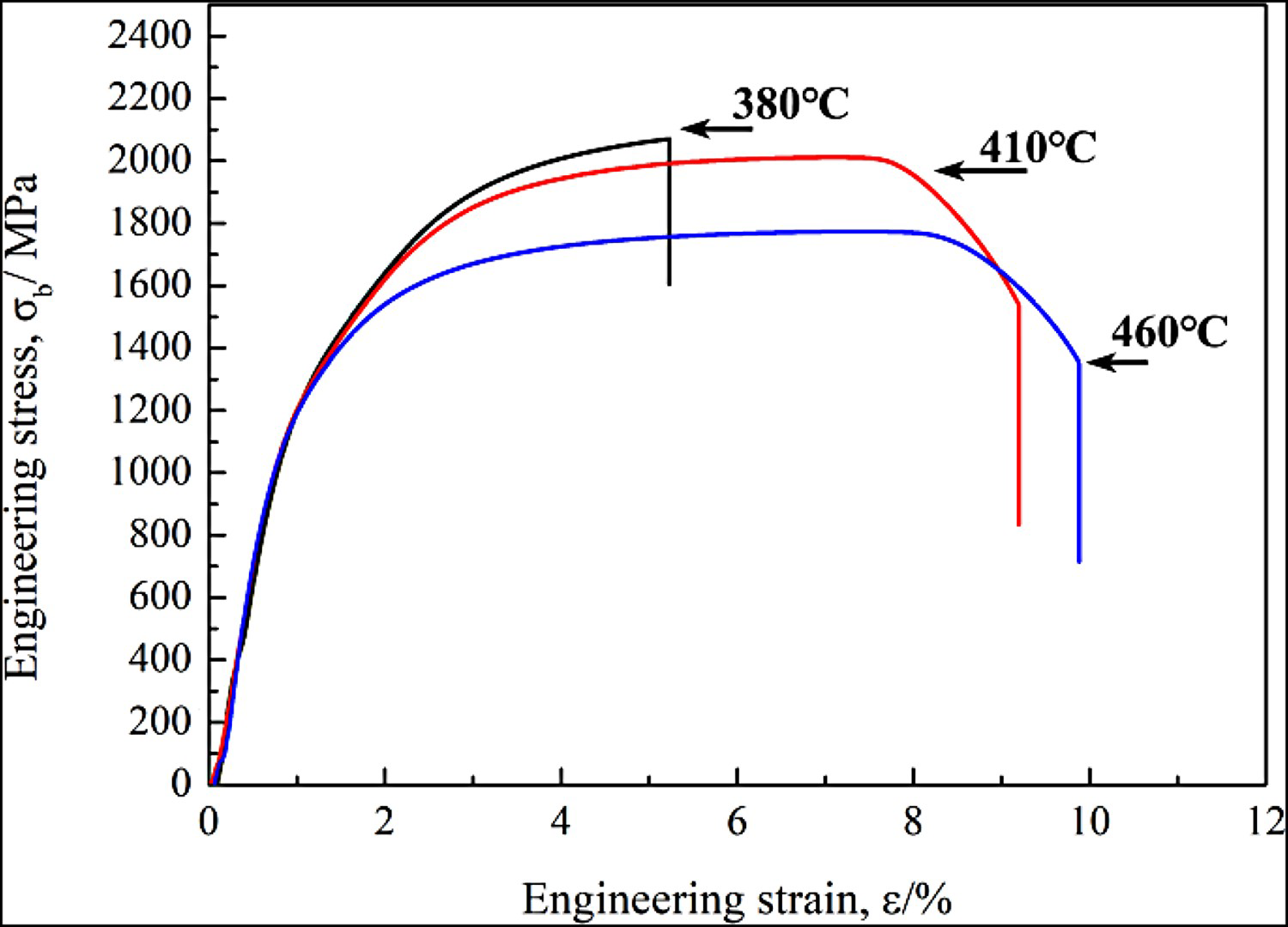
Besides, the wire speed of the online rapid-induction heat treatment is also a critical factor for influencing the mechanical properties. The experiments of the online heat treatments with different wire speeds from 23 to 18 m/min were carried out on the proper tempering temperature of 410 °C. The results of mechanical properties are shown in Figure 3 and Table 4. The value of σs
increases from 1757 to 1866 MPa, and the value of σb
increases from 2017 to 2106 MPa, as the wire speed decreases from 23 to 18 m/min. Meanwhile, the total elongation (ϵt
) changes slightly from 9.2%, 10.2% to 9.7%. It is known that the tempering time of the rapid-induction heat treatment increases with a decrease in the wire speed (Table 2), while the short-term prolongation of the tempering time does not decrease the strength of 55SiCrV steel wire. Moreover, the tensile strength of the 55SiCrV steel wire increases with an increased tempering time, while the plasticity remains the same level. The specific reasons are explained in the discussion section. According to the results, the 55SiCrV spring steel achieves a strength up to 2106 MPa and exhibits high plasticity under the proper tempering temperature and wire speed. Although the reducing of the wire speed improves the tensile strength of the 55SiCrV spring steel, there is a certain harmful effect if the wire speed is reduced further. Because the time for the steel wire to pass through the water-cooling zone becomes longer at this condition, which results in that quenching cracks and fractures are likely to occur in the water tank.
Engineering stress-strain curves of 55SiCrV spring steel processed with different wire speeds at the same temperatures of the online heat treatment. Tensile properties of experimental spring steels with different wire speeds. Note: σs-yield strength, σb-ultimate tensile strength, ϵt-total elongation.
Microstructural evolution
The microstructure of the 55SiCrV raw steel was observed by TEM, as shown in Figure 4. The microstructure of the matrix consists mainly of pearlite (Figure 4(a)). The second phase with an approximate diameter of 100 nm, is precipitated along the edge of the cementite strip, as marked by the black arrow (Figure 4(b)). Figure 4c presents the EDS analysis of the precipitate phase, which demonstrates that it is supposed to be the V-containing secondary phase. Through the TEM observation of the raw material, only a small amount of V-containing secondary phase is found in the matrix, which indicates that most of V exists as the solute in the matrix.
TEM morphologies of 55SiCrV raw material: (a) microstructure at low magnification, (b) microstructure at high magnification, (c) EDS of the secondary phase.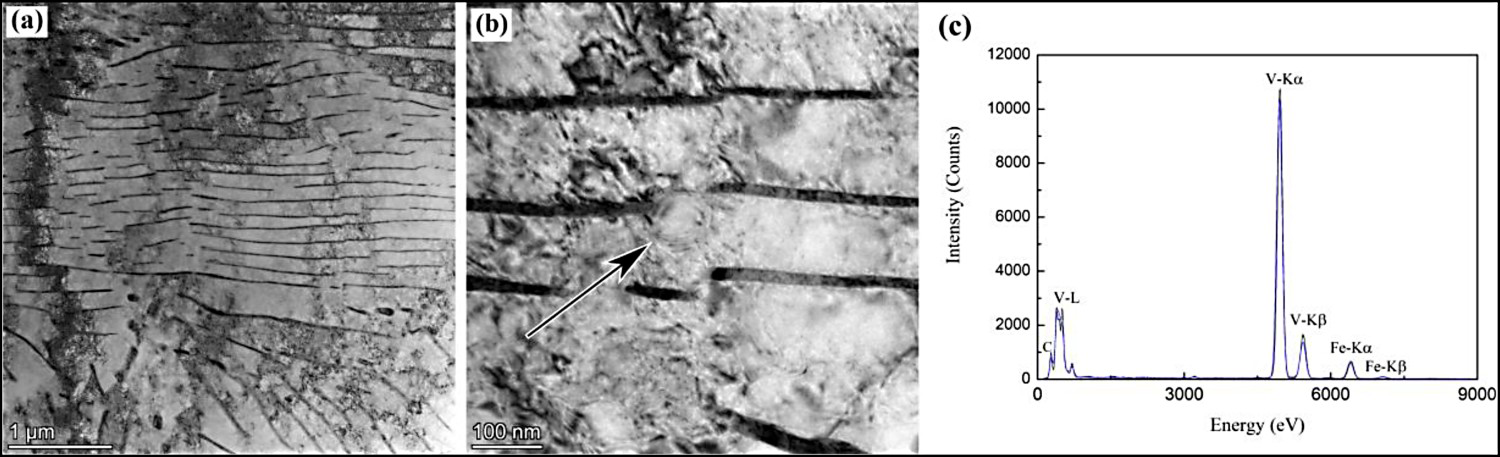
Effect of the tempering temperature
Figure 5 shows the optical micrographs of 55SiCrV steel treated with different tempering temperatures. At 380 °C, the black needle-like martensite is present in the microstructure, as pointed out by the red arrow in Figure 5a, which indicates that the tempering is insufficient. It will cause the brittle fracture in the tensile test, as shown in the curve of Figure 2. At 410 °C and 460 °C, as shown in Figures 5b,c, respectively, the black needle-like martensite is absent, and the microstructure is mainly composed of tempered troostite.
Optical micrographs of samples treated with different tempering temperatures at: (a) 380 °C, (b) 410 °C and (c) 460 °C.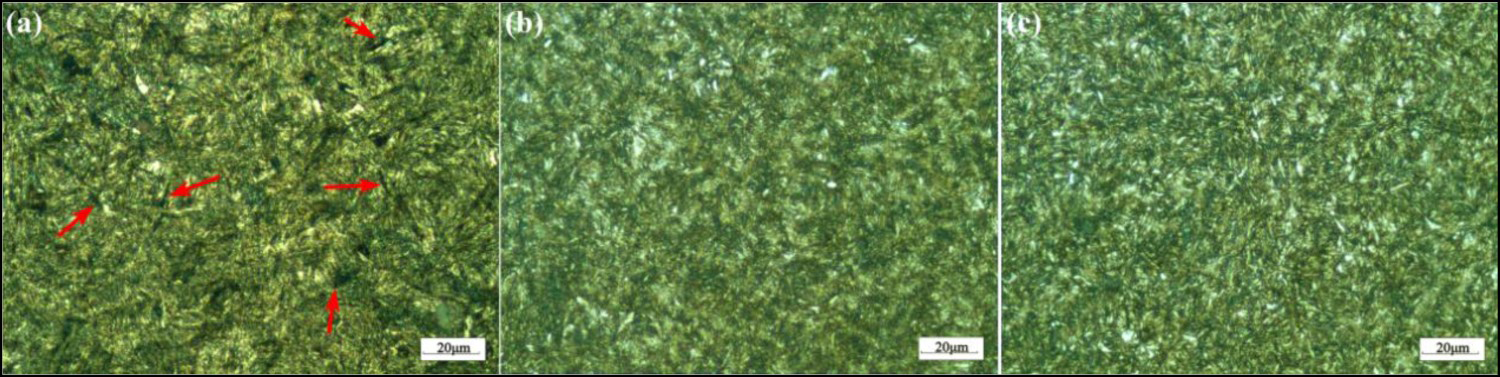
As the tempering temperature increases, martensite typically decomposes to form a large number of cementite platelets, which promotes carbide coarsening [23,24]. Figure 6 shows the SEM images of the spring steel under the tempering temperatures of 380°C, 410°C and 460°C, respectively. It reveals that the phase along the prior austenite grain boundaries changes from a continuous carbide film to carbide particles, with the tempering temperature increasing from 380 °C (Figure 6a1) to 460 °C (Figure 6c1). In addition, the finely needle-like or vermicular carbides in the martensite lath/plate or at the phase boundary (Figures 6a2 and 6b2) changes into spherical carbides (Figure 6c2). Nevertheless, owing to the short tempering time (66 s corresponding to the wire speed of 23 m/min), finely dispersed carbides are formed.
SEM images of the samples with different tempering temperatures at: (a1) 380 °C, (b1) 410 °C, and (c1) 460 °C. (a2-c2 presents the high magnification of the zones in a1-c1, respectively)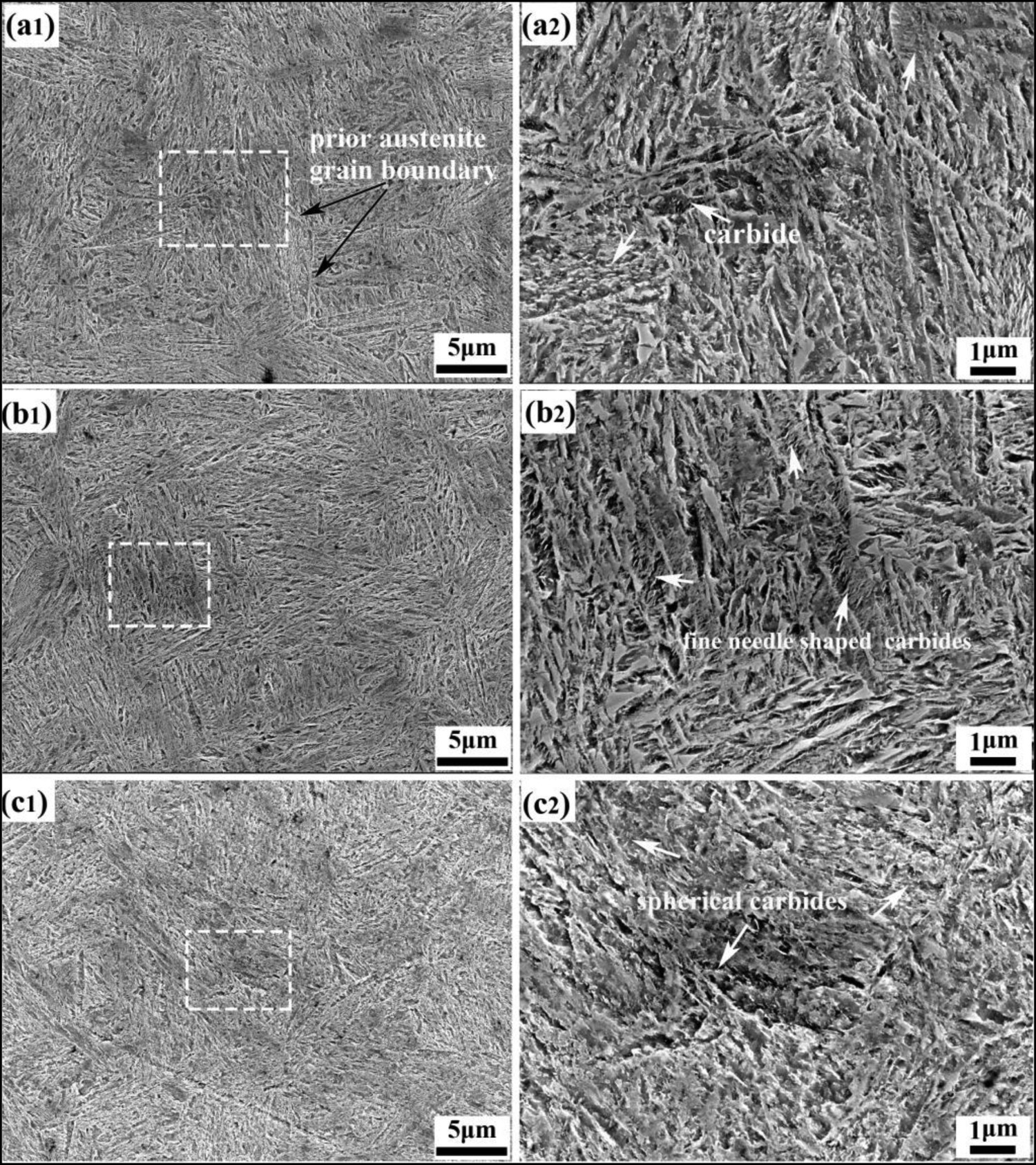
Figure 7 illustrates the TEM morphologies of the samples tempered at 380, 410 and 460 °C, respectively. It can be seen that the martensite has the similar feature at 380 and 410 °C. The sub-grain boundaries of the martensite lath are clear, and the high-density dislocations are located at the martensite laths (Figure 7a,b). Furthermore, the retained austenite with different sizes is distributed at the boundary of the martensite lath. However, when the tempering temperature rises to 460 °C, the sub-grain boundaries of the martensite lath gradually decompose. Besides, the phase interface becomes blurred and the dislocation density significantly reduces, as seen in Figure 7c. Figure 7d–f shows the V-containing secondary phase under the three tempering temperatures, with the corresponding EDS analysis (Figure 7(g–i)). A small amount of the V-containing secondary phase with the size of 100 ∼ 200 nm is present in all three cases. However, no finely dispersed V-containing secondary phase is observed in the tempered steel samples, which confirms that most of the microalloying element of V is in the solute of the matrix.
TEM morphologies of the samples treated with different tempering temperatures: (a) 380 °C, (b) 410 °C, (c) 460 °C, (a)∼(c) corresponding to the tempering microstructure, (d)∼(f) corresponding to the V-containing secondary phase, (h)∼(j) corresponding to the EDS analysis.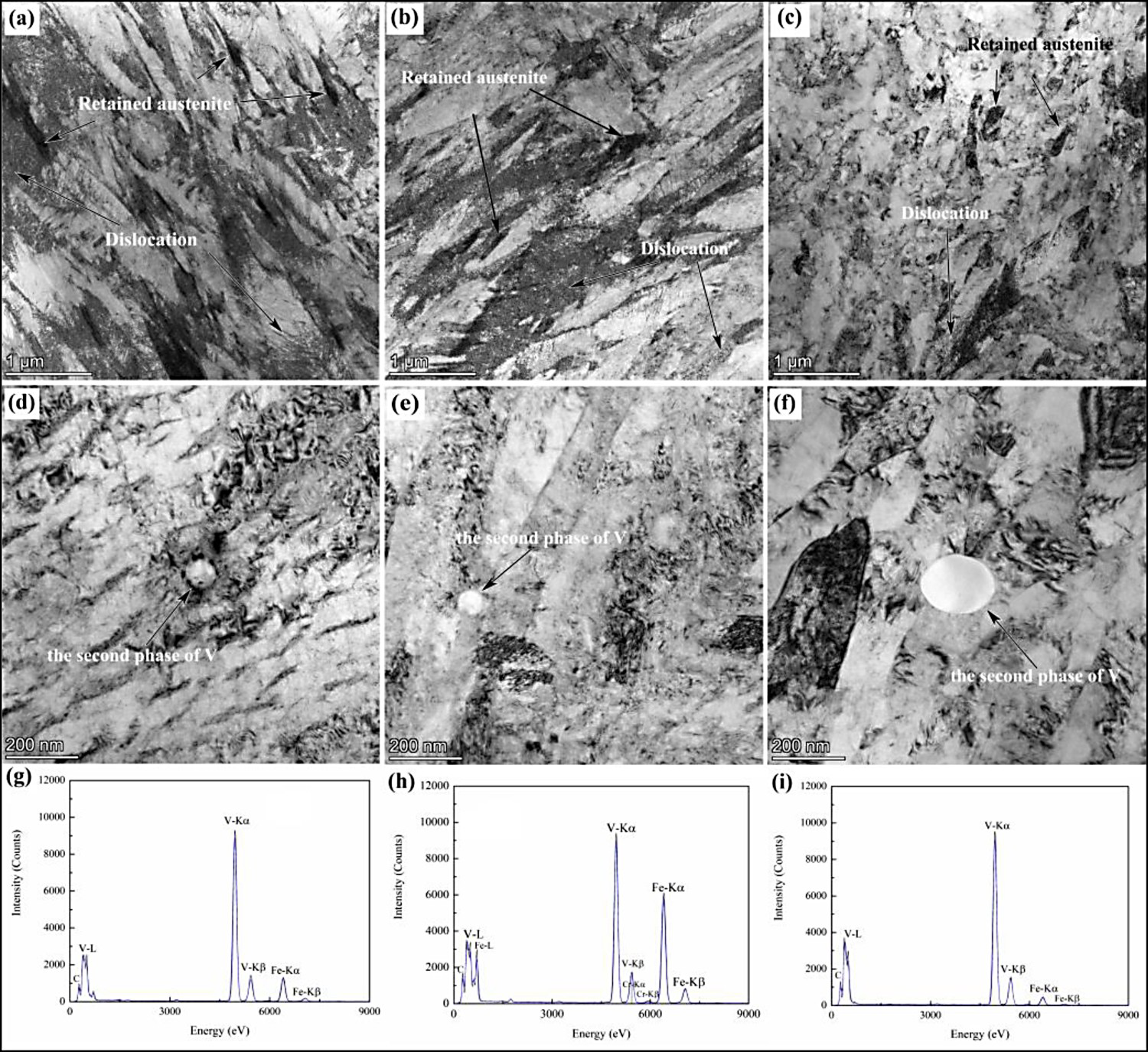
Effect of the wire speed
The prior austenite grain (PAG) size of the 55SiCrV raw material and heat-treated samples is shown in Figure 8. The average PAG size of the raw material is 31 µm. The decrease of the wire speed does not have a significant influence on the PAG size. When the wire speed decreases from 23 to 18 m/min, the average austenite grain size slightly changes from 21.8 to 22.5 µm, respectively. Because in this experiment, the austenitic temperature is 940 °C, and the residence time at austenitic temperature of 940 °C is less than 2 s (Table 2), which will not lead to an obvious change in the PAG size. On the other hand, the online rapid-induction heat-treated samples get refined significantly compared with the raw material, mainly because the heating rate is high (>20 °C/s) during the heating stage. Previous studies have demonstrated that rapid heating could refine the grain size owing to the rapid heating shifts the recrystallization temperature to higher values and results in grain refinement [18,19]. Therefore, the processing method of the online rapid-induction heat treatment has a great effect on the grain growth of the 55SiCrV spring steel.
Optical morphologies of prior austenite grains of 55SiCrV spring steel: (a) raw material, (b) sample at 23 m/min, (c) sample at 21 m/min, (d) sample at 18 m/min.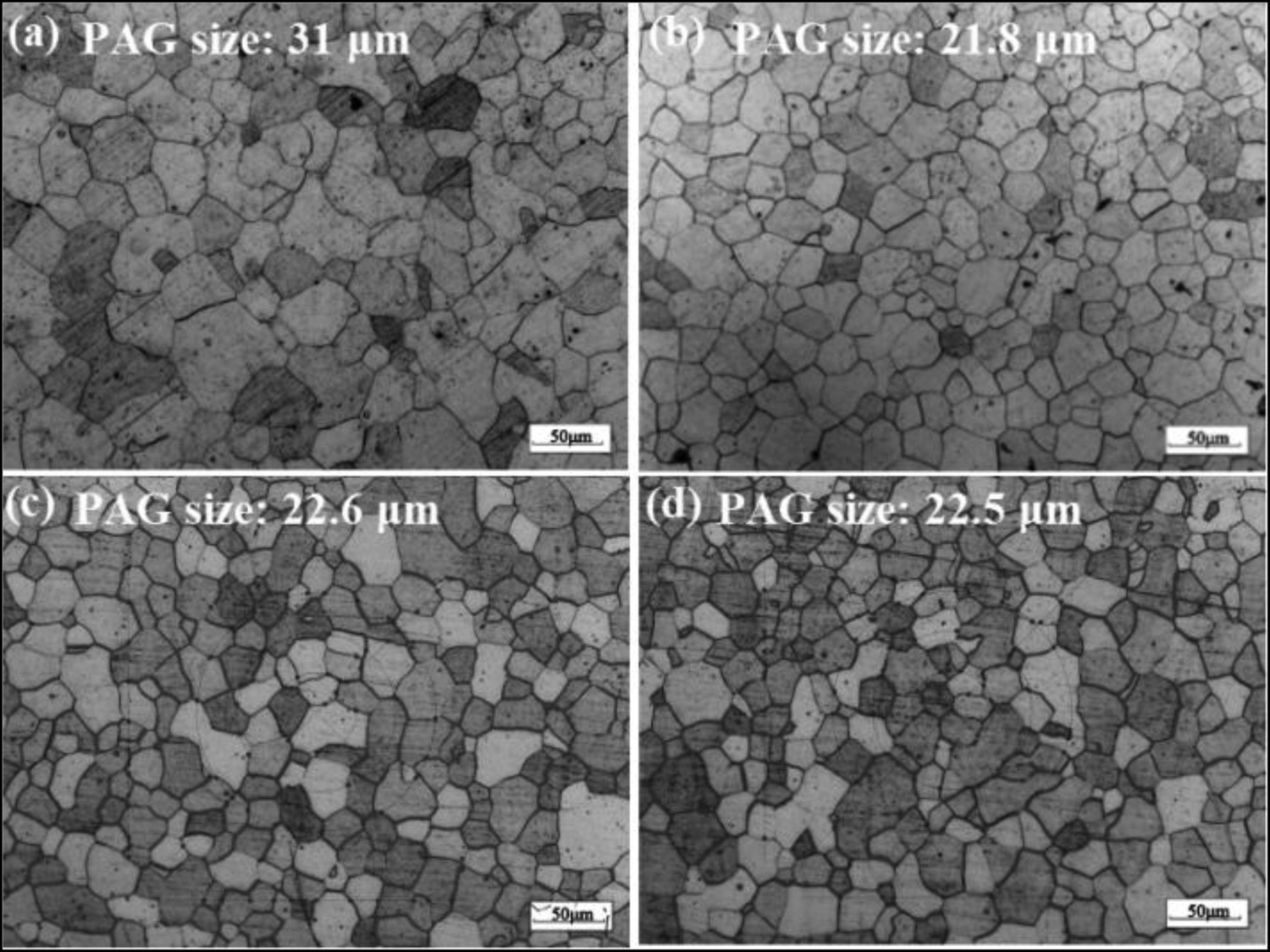
Figure 9 shows the TEM morphologies of the 55SiCrV spring steel at different wire speeds. The martensite has high density of dislocations with clear sub-grain boundaries. With a decrease of the wire speed from 23 to 18 m/min (Figure 9(a–c)), the evolution of microstructure is not obvious because the decomposition and recovery of the martensite are difficult to distinguish with respect to the apparent changes in structure within a short-time interval of 18 s at the same tempering temperature. Furthermore, it can be seen that the parallel inner twin martensite appears in the lath martensite in all three different wire speeds of 55SiCrV spring steel (Figures 9(d–f)).
TEM morphologies of the samples at different wire speeds: (a) 23 m/min, (b) 21 m/min and (c) 18 m/min. (a)∼(c) corresponding to the tempering microstructure, (d)∼(f) corresponding to the twin martensite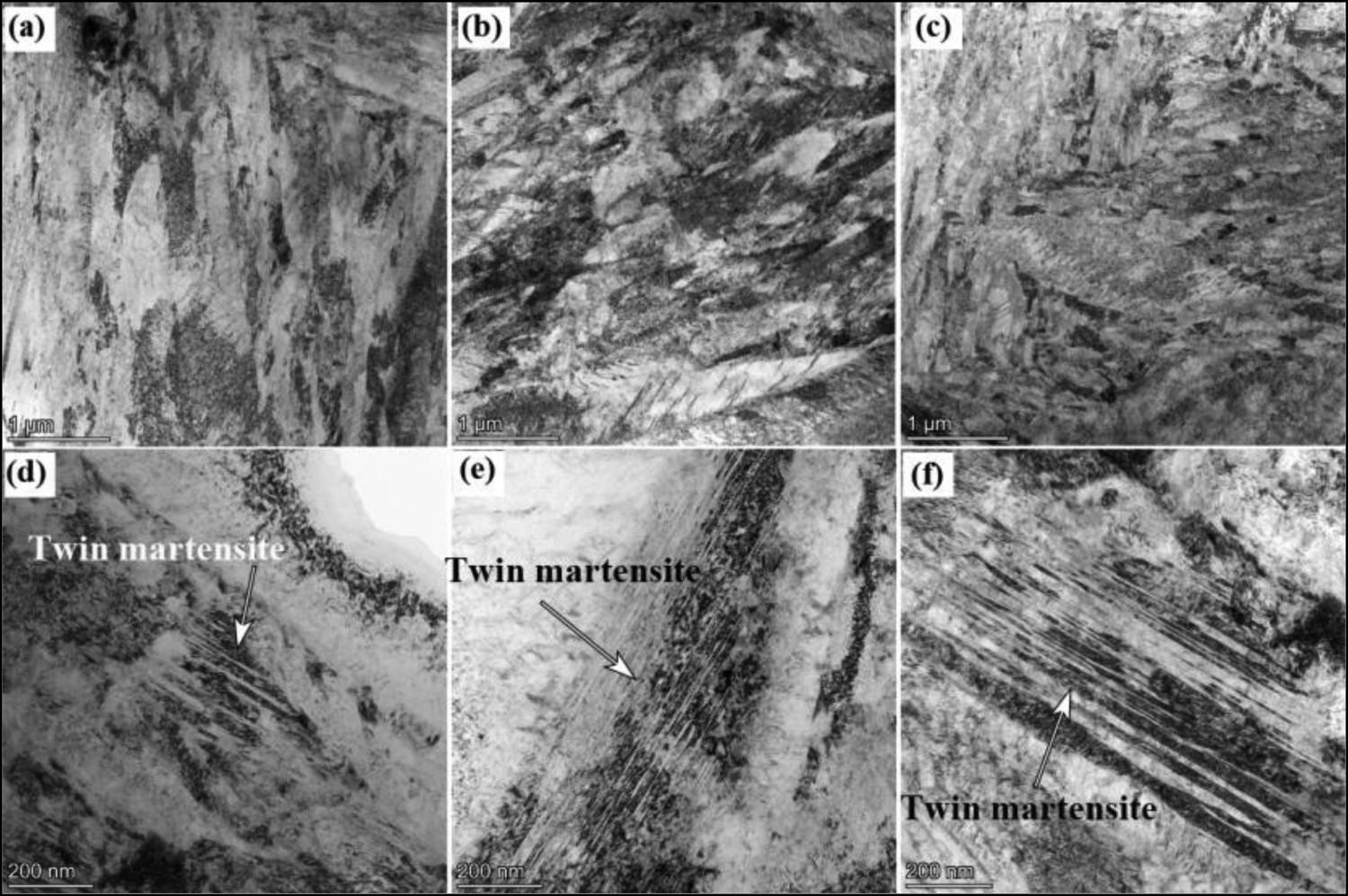
Furthermore, the XRD analysis was conducted on the samples under different online rapid-induction processes, with the result shown in Figure 10. It is seen that the peak shifts to the right with the increase in 2θ when the tempering temperature increases from 410 to 460 °C at the same wire speed of 23 m/min, which indicating that the carbide precipitated from the martensite increases and the lattice distortion shows a decrease with the increase of the tempering temperature. When the wire speed increases from 18 to 23 m/min at the same tempering temperature of 410 °C, the peak shifts to the left, which means an increase of the lattice distortion in the matrix with the supersaturated carbide solutes. The decomposition of martensite becomes relatively lower with the increase of the wire speed.
XRD result of the samples under different online rapid-induction heat treatment processes.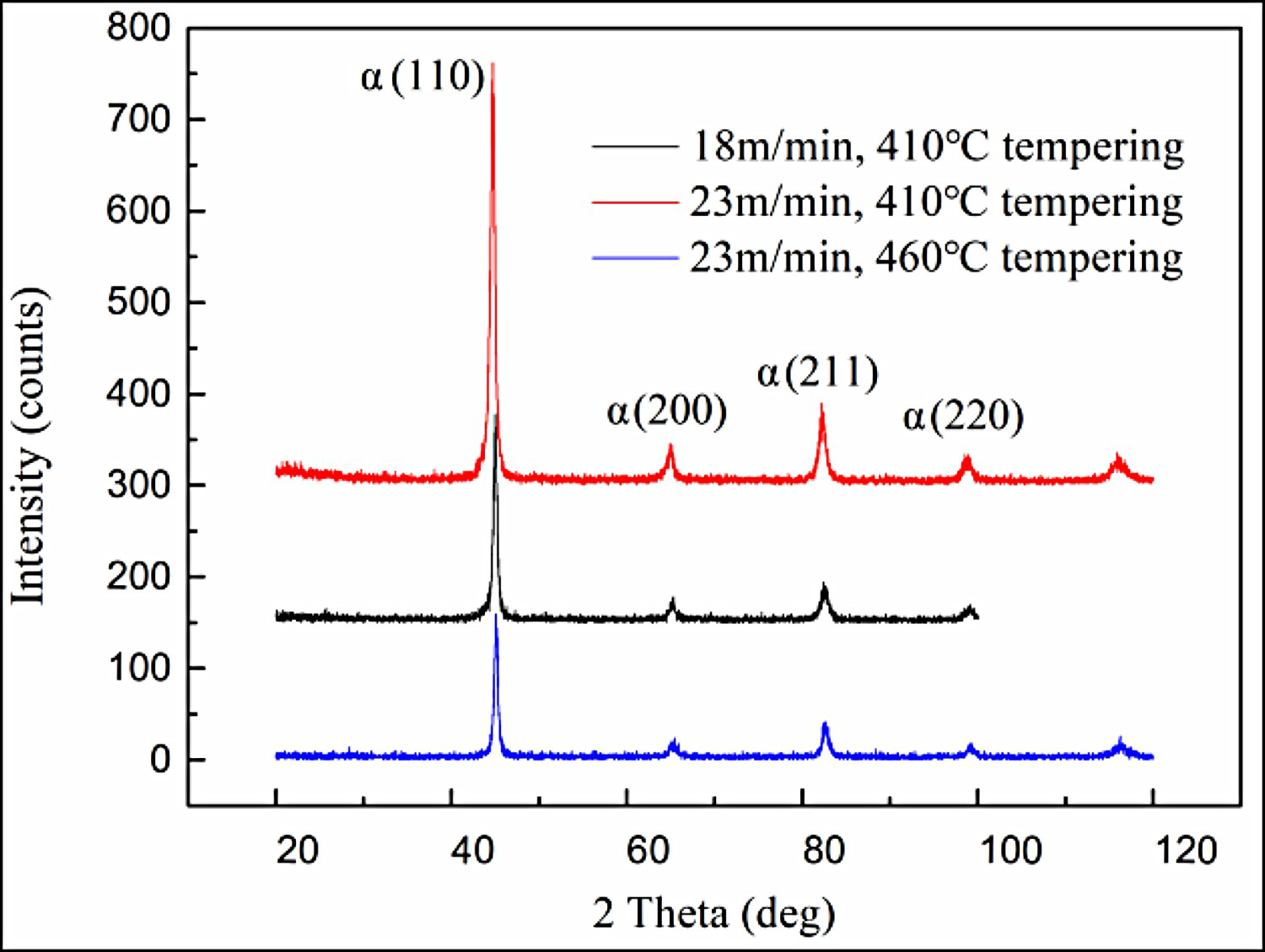
Discussion
Influencing mechanism of the online rapid-induction heat treatment
Conventionally, the combined treatment of long-time heating austenitization and medium-temperature tempering is usually used for the spring steel. The secondary phase of MC carbides could be obtained by adding microalloying element like V to enhance the strength of the matrix. An earlier study [14] pointed out that the addition of V with conventionally austenitizing medium-temperature tempering heat treatment resulted in a large amount of MC carbides diffusely precipitated in the matrix with the size ranging from 5 to 20 nm. However, during rapid induction heat treatment, the dissolution and precipitation behaviour of V in the spring steel is generally restricted owing to the fast austenitization [17,22] and tempering [32]. In the present study, the austenitization process is ultrafast at the heating rate of ∼30 °C/s and the short holding time for medium-temperature tempering with no more than 90 s, which would greatly suppress the precipitation of V. Consequently, there is a small amount of secondary phase of V with a size over 100 nm in the tempered microstructure, as shown in Figure 7. Its size is comparable to the precipitates present in the raw material (Figure 4). It can be inferred that the second phase of V in the tempering microstructure was retained from the base material. Meanwhile, there is no finely dispersed V-containing precipitation present in the rapid tempering microstructure of the spring steel. Therefore, the precipitation strengthening is not the dominant factor for the rapid-induction heat-treated spring steels. Whereas, the prior austenite grain size of the material is significantly refined owing to the faster heating speed by the online rapid-induction heat treatment (Figure 8). With the refinement of austenite grain size, smaller martensitic packet size or block size can be obtained after quenching and cooling, which can improve the tensile strength and toughness of steels [39].
Microstructure-property relationship under the online rapid-induction heat treatment
Typically, the strengthening mechanisms of tempered martensitic steels include precipitation hardening, solid solution strengthening, forest dislocation hardening, and grain boundary strengthening. Dislocation density is considered to be one of the major strengthening mechanisms for the tempered martensite [25-27]. It has also been demonstrated that the high density of the forest dislocations have a more prominent strengthening effect over precipitation hardening in the tempered martensite [25].
During tempering, with the recovery of the martensite lath, the density of the dislocation decreases. Furthermore, with the increase in tempering temperature, carbon concentration in martensite decreases with more recovered dislocations, which is detrimental to the strength of the material. The relationship between dislocation density (ρ) and carbon concentration (C%) in martensite can be expressed by M−H Equation (1) [2].

According to Equation (1), as the tempering temperature increases, more carbon is precipitated, and the solution strengthening is weakened, resulting in the decrease in dislocation. When the tempering temperature of online rapid induction heating increases from 380 °C to 460 °C (Figure 6a,c), the phase boundaries of martensite lath gradually decomposes and becomes blurred with the sharp decrease in the dislocation density. The de-lubrication of the carbides from the supersaturated martensite increases (Figure 10), which weakens the forest dislocation hardening, grain boundary strengthening and solid solution strengthening effects, resulting in a significant decrease in the strength.
It has shown that the twin martensite of phase transformed is easily to generate in steels when the martensite transformation temperature is low [12]. According to Equation (2) [28]:
The
 temperature of 55SiCrV material is 267 °C. Therefore, the twin martensite was obtained in 55SiCrV (Figure 9d–f) spring steel with different wire speeds.
temperature of 55SiCrV material is 267 °C. Therefore, the twin martensite was obtained in 55SiCrV (Figure 9d–f) spring steel with different wire speeds.
When the wire speed of the online rapid induction heat treatment decreases from 23 to 18 m/min, the tempering holding time increases from 66 to 84 s, and the prolonged tempering holding time is conducive to the recovery of martensite. As a result, the fraction of carbides precipitated from the supersaturated martensite increases (Figure 10), which should be detrimental to the strength. However, its strength increases to a certain extent and good plasticity was retained (Figure 3). This phenomenon may be related to the increase in the additional dislocation caused by the change in the wire speed. The phase analysis of the samples at different wire speeds was carried out by EBSD, as shown in Figure 11. According to the EBSD result, a lower wire speed leads to a decrease in the proportion of retained austenite in the sample and a gradual increase in the proportion of the corresponding ferrite phase. When the wire speed decreases from 23 to 18 m/min, the proportion of the retained austenite is reduced from 4.03% to 0.5%, which is related to the cooling condition. When the wire speed decreases, the time for the material to pass through the water-cooling zone is prolonged from 12.8 to 16.3 s (Table 2). The increase of cooling time was beneficial to the transformation of the martensite. In addition, the vanadium dissolved in the matrix improves the hardenability of the material, thereby promoting the transformation of the martensite during cooling and increasing the amount of the martensite.
The retained austenite phase of 55SiCrV spring steel processed at: (a) 23 m/min, 410 °C tempering; (b) 21 m/min, 410 °C tempering and (c) 18 m/min, 410 °C tempering.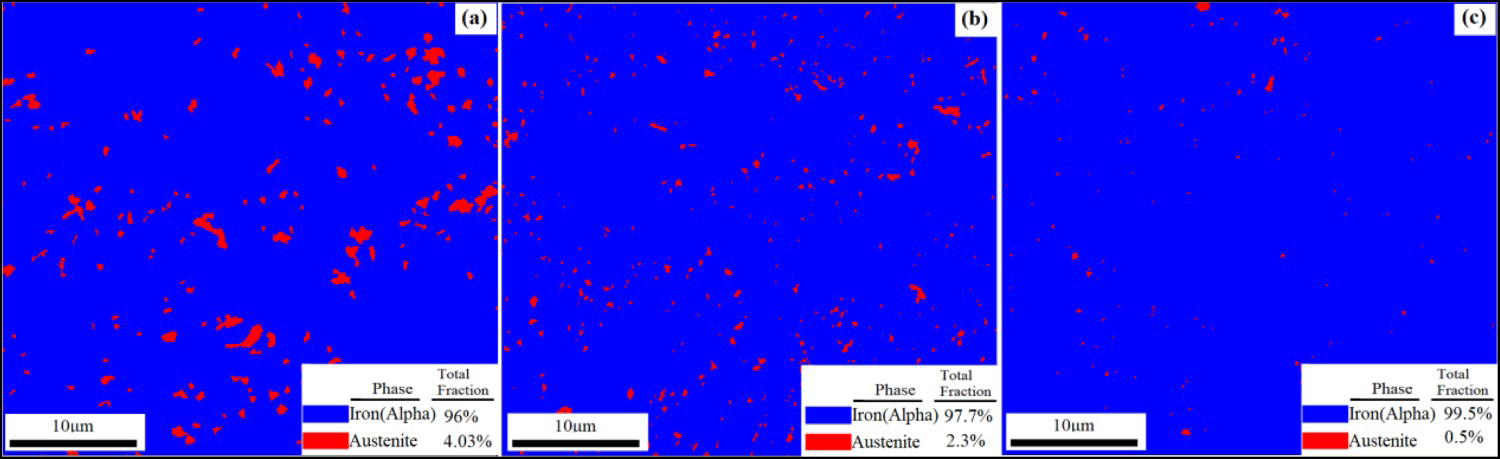
Previous studies [29,30] showed that higher fraction of martensite phase induces higher density of dislocations in the phase. This indicates that a slower wire speed would increase the dislocation density in the quenched microstructure significantly. Nevertheless, a slower wire speed prolonged the tempering time, which caused less dislocation to be recovered in the martensite lath and led to a lower percentage of dislocations and low-angle grain boundaries. Caron and Krauss [31] studied the relationship between the evolution of the low-angle grain boundaries of the lath martensite in C0.2Ni0.01 steel and tempering times. It was found that the area of low-angle grain boundaries per unit volume decreased sharply during the short-time tempering at high temperatures (600–700 °C). The orientation difference of the tempered microstructure at different wire speeds in this experiment was analysed by EBSD, as shown in Figure 12. It reveals that with the decrease of the wire speed, the percentage of the low-angle grain boundaries (<15°) increased from 31.36% to 35.69%. The misorientation between 2° and 5° which reflects the proportion of dislocation angle distribution at the grain boundary changes from 22.7% to 25.8%. The increase in low-angle grain boundaries percentage is caused by the increase of the martensite or dislocation density with the decreased wire speed after quenching. Additionally, the bond energy of V in α-Fe-C-M is higher, and V in the solid solution state can greatly improve the tempering resistance of martensite steel [32,33]. C atoms in tempered martensite are known to be segregated along grain boundaries or dislocations [34]. When the strong carbide-forming element like V was added, attractive V-C interaction might give rise to their co-segregation at dislocations or the formation of V-C dipoles [35,36], triggering some synergic effects on the dislocation recovery behaviours. This slows down the recovery of the dislocation softening effect. Therefore, the strengthening effect caused by the increase in the amount of martensite become dominant, and the strength of steel increased as the wire speed decreases. Additionally, with the rapid induction heat treatment, the butterfly martensite is also clearly seen in Figure 12. The previous studies showed that the microstructure of low-alloy medium-carbon steel martensite consists of lath martensite and butterfly martensite with the traditionally quenching-tempering processes [37,38].
The misorientation of 55SiCrV spring steel processed at: (a) 23 m/min, (b) 21 m/min and (c) 18 m/min.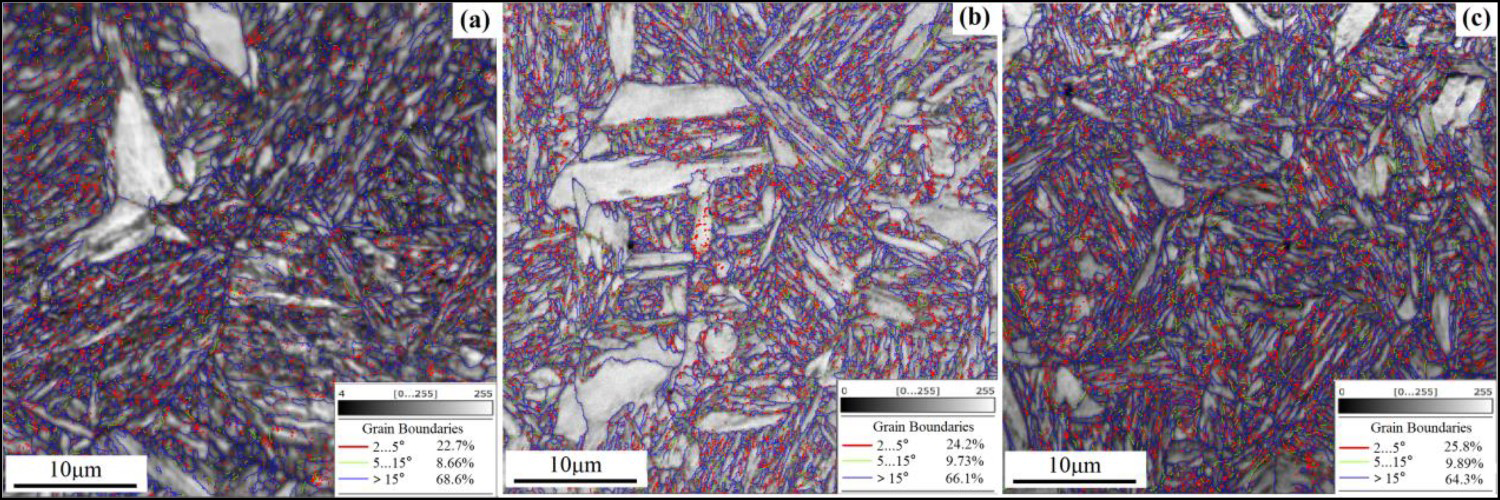
Conclusions
The present study has investigated the application of online rapid-induction heat treatment process for the 55SiCrV SSS. The effects of the tempering temperature and wire speed on microstructure and mechanical properties are elucidated thoroughly. The main conclusions are summarised as follows:
During the online rapid-induction heat treatment, rapid heating refines the PAG size of the material. The addition of microalloying vanadium in the spring steel strengthens the matrix via affecting dislocation density instead of the dispersion and precipitation strengthening effect from the V-containing secondary phase. The vanadium in solution affects the microstructure and tensile properties of the material mainly by improving the hardenability and tempering resistance. In terms of process parameters, when the 55SiCrV spring steel is subjected to rapid-induction heating, the increased tempering temperature decreases the tensile strength significantly and increases the ductility. In contrast, the tensile strength of the 55SiCrV steel wire increases as the wire speed decreases, with retaining the high ductility. At the tempering temperature of 410 °C, the steel wire strength is further improved to 2106 MPa, and the ductility is retained as 9.7%. With the decreasing wire speed and the resulting prolongation of the tempering time, the precipitation of carbides increases during the decomposition and recovery process of the martensite. However, the percentage of the small-angle grain boundaries in the tempered martensite structures increased. The explanation for this phenomenon is that the martensite transformation in the cooling zone and a slower dislocation recovery owing to the tempering resistance of V increase the dislocation density in the matrix. With a decrease in the wire speed, the dislocation strengthening effect caused by the increased dislocation density in the tempered structures plays a major role in improving the strength.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).