
Abstract
The relationship between tensile strength, wire feeding speed and travel speed is built based on Back Propagation (BP) neural network during the wire arc additive manufacturing (WAAM) process. The introduction of a genetic algorithm for optimising the BP neural network (GA-BP) and incorporation of additional parameter combinations through the forward model markedly enhance the prediction accuracy of the process parameter reverse model. The BP neural network with a genetic algorithm model exhibits excellent training results, and the sample population regression reaches 0.97. An error value of the optimised model is only 3.10% for wire feeding speed prediction, only 1.55% for travel speed prediction. The GA-BP reverse model optimises WAAM process parameters and achieves a tensile strength exceeding 230 MPa.
Keywords
Introduction
Additive manufacturing technology (AM) offers distinct advantages in rapidly producing complex structural components, seamlessly integrating design and manufacturing, and enabling personalised customisation to produce high-value products [1–3]. Its potential for broad application and expansion is vast within sophisticated manufacturing sectors such as aerospace, military production, rail transportation, shipbuilding, and nuclear power [4,5]. Determining the optimal process parameter window for wire arc additive manufacturing traditionally relies on manual experience due to the interaction of multiple process parameters [6–8]. However, this approach is often inaccurate and time-consuming, producing uneven product quality. As a result, there is increasing demand for new techniques that provide rapid and precise optimisation of process parameters.
Some scholars establish regression models to elucidate the relationships between output and input variables and optimise process parameters based on these models. Palan et al. [9] extensively investigated vital process parameters, including welding current, welding voltage, nozzle height, weld bead forming penetration, reinforcement, and base metal melting area. Their most significant research contribution was developing a robust regression model that effectively captures the relationships between these inputs (welding current, welding speed, nozzle-to-plate distance) and output variables (penetration, bead width, reinforcement, area of penetration, percent dilution, coefficient of internal shape, coefficient of external shape). Serdar Karaoglu et al. [10] investigated the relationship between welding process parameters and welded bead formation size in submerged arc automatic welding. They constructed multiple nonlinear regression models to establish correlations between critical process parameters, including weld width, reinforcement, and penetration. However, conventional regression models are usually applied to low-dimensional data sets, and processing large amounts of data can be challenging.
The artificial neural network (ANN) is a simplified system designed to simulate the structure of brain synaptic connections for information processing. It can also be thought of as a mathematical model that simulates the human brain's thinking processes, aiming to solve complex problems [11,12]. Due to its high learning capacity, organisation, and error tolerance, ANN is particularly well-suited for addressing problems involving multiple variable impacts and multiple responses. At present, ANN technology has proven to be a versatile and adaptive tool that has been widely applied in real-time monitoring [13–15], dynamic simulation [16–18], defect recognition [19–23] and process optimisation [24–27]. Its ability to enhance efficiency and accuracy in diverse applications has made it increasingly valuable in numerous research and development domains.
In the field of welding, numerous scholars have established neural network prediction models and conducted numerous welding experiments [28–31]. By utilising this model, researchers could accurately predict the shape of the weld seam and optimise welding process parameters based on their target penetration depth. Meanwhile, their model could predict results with a lower error, demonstrating a high level of accuracy and satisfaction. In the field of additive manufacturing, artificial neural networks have also shown promising results in designing additive manufacturing process parameters and predicting forming morphology. Some researchers could elucidate the relationship between arc additive process parameters and the geometric morphology of deposition layers based on the large amount of data obtained from simulation and experiment results, as well as develop both a forward model for predicting the geometric shape of arc additive manufacturing components [32,33]. In summary, current research on the design of process parameters for the WAAM process primarily focuses on predicting the shape of samples. However, there is a limited amount of research available regarding the optimisation of process parameters through the evaluation of mechanical performance requirements. Meanwhile, The inverse problem of the WAAM process, specifically the determination of optimal process parameters based on desired outcomes or performance requirements, has not been systematically investigated, highlighting a significant research gap in these fields.
In order to ensure high-quality and reliable results in 2319 alloy arc additive manufacturing, it is necessary to develop a joint design of forward and reverse models, which enable more accurate prediction and optimisation of process parameters. In this paper, forward models can be established to predict the mechanical properties of 2319 alloy arc additive manufacturing under various process parameters. Prediction accuracy can be further improved by incorporating genetic algorithms into artificial neural network models to predict mechanical properties in WAAM 2319 alloy. It is possible to design multiple process parameter combinations by utilising reverse models that meet target performance requirements. The optimal process parameter combination can be selected for arc additive manufacturing experimental verification.
Experiment and methods
Equipment and materials
In order to generate a dataset for analysing and predicting optimal process parameters, WAAM experiments were performed using a Trans Plus Synergic 4000 CMT welder, VR1500 4R/F++ROBOTER wire feeder, KUKA six-axis robot, and protective gas device, as shown in Figure 1. The WAAM samples were produced on 2219 substrates (100 × 40 × 10 mm) by depositing ER2319 aluminium alloy wire with a diameter of 1.2 mm. Table 1 provides the chemical compositions of both substrates and filling materials. Argon gas with 99.99% purity was used for local protection to prevent impurity gas from entering the molten pool and producing material oxidation or increased porosity. It was coaxially outputted through the welding gun, maintaining a flow rate of 23 L/min.
Schematic diagram of the WAAM system. The elemental composition of substrate and wire (wt.%).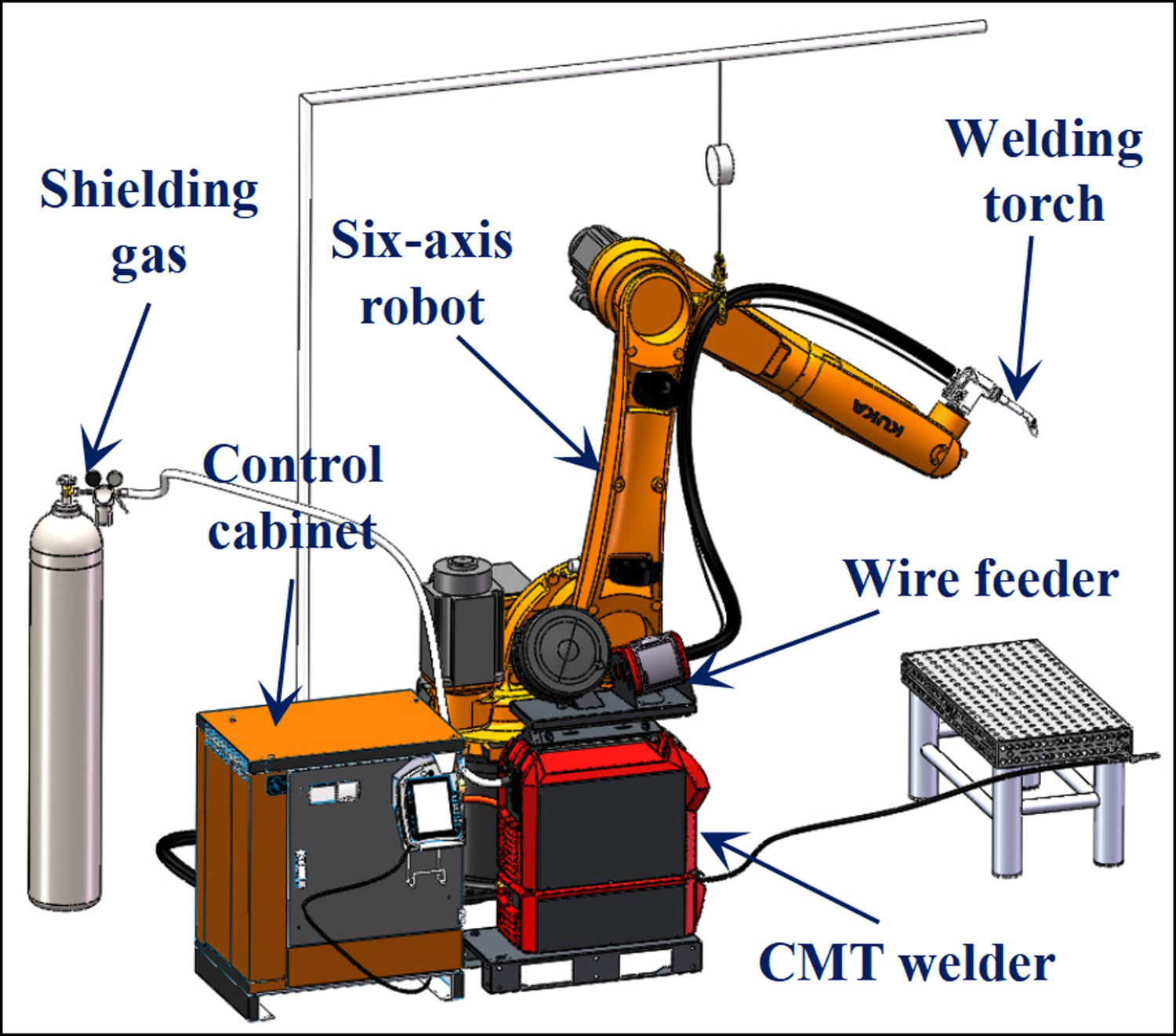

Data collection and processing
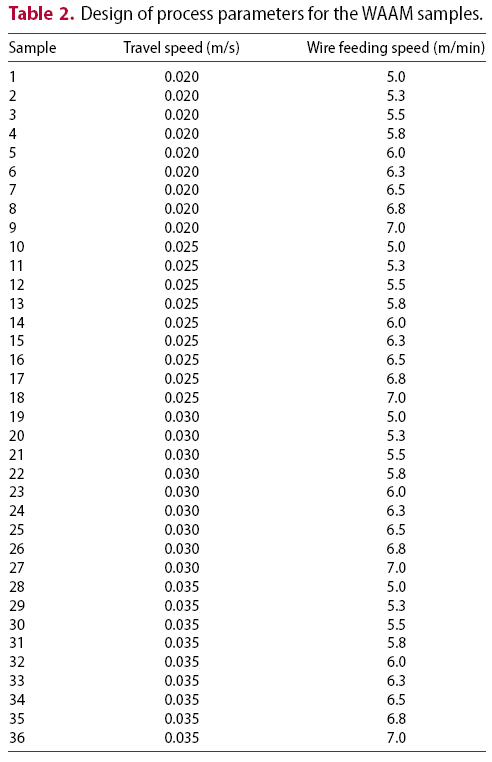
Design of process parameters for the WAAM samples.
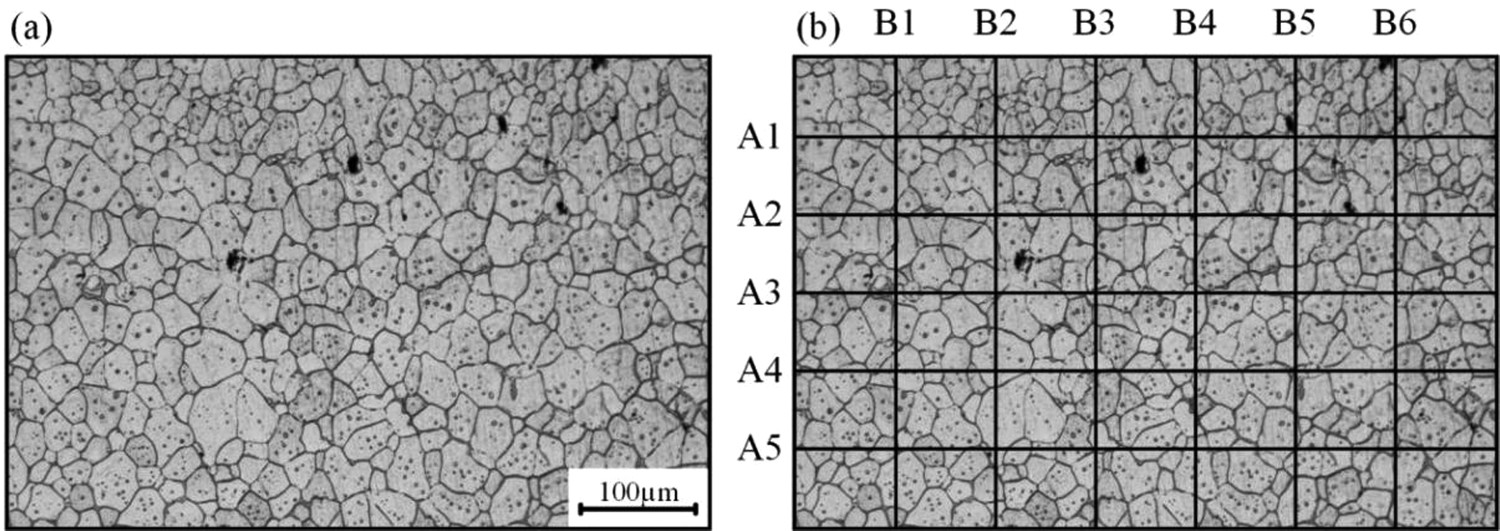
The ‘intercept method’ was used to measure and statistically analyse the grain size in the WAAM samples. The line segments were drawn at a uniform interval on the grain morphology diagram in Figure 2(a). The average grain size (dave) of the WAAM sample is defined as follows [34]:
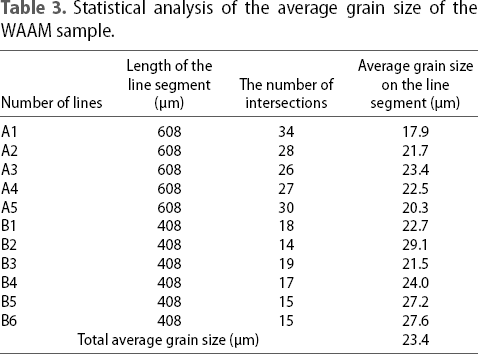
Statistical method for the grain size of WAAM 2319 alloy. (a) Grain morphology; (b) statistical method of average grain size. Statistical analysis of the average grain size of the WAAM sample.
The microstructure of WAAM samples was observed under various process parameters and positions, as shown in Figure 3(a). In order to enhance the visibility of the black pore morphology, the metallographic images were subjected to denoising, as demonstrated in Figure 3(b). The processed image was imported into Image-Pro Plus 6.0 software, and the pore morphology was marked in red to calculate the number and area of the pores in Figure 3(c,d). The porosity (P) of the WAAM samples is defined as [35]
Statistical method for the porosity of WAAM 2319 alloy. (a) Pore morphology; (b) noise reduction processing for images; (c) pore morphology marking; (d) calculation of porosity.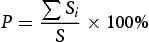
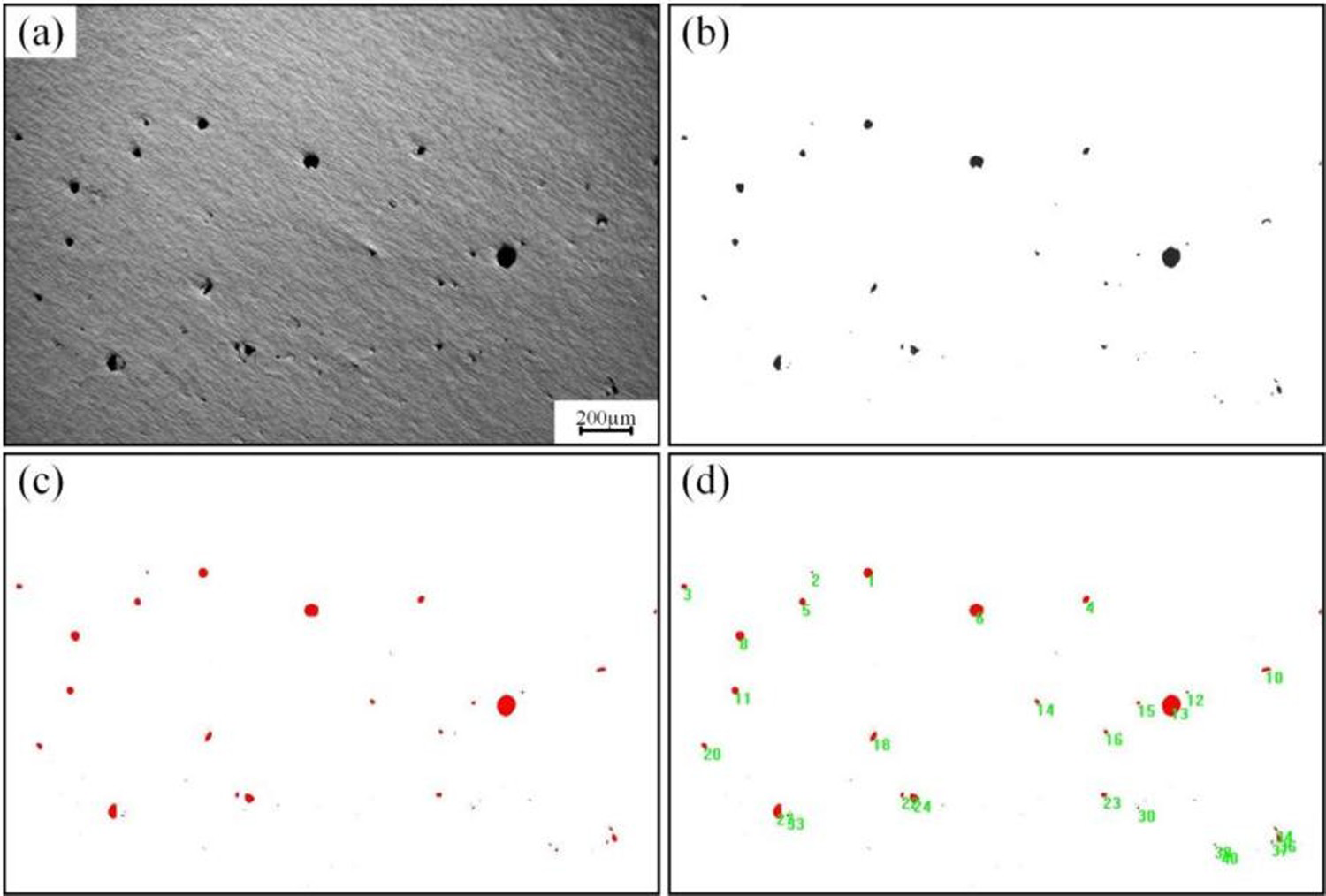
The tensile samples along both the deposition and scanning directions were cut by wire-cut electrical discharge machining (WEDM), as shown in Figure 4. Three tensile specimens were obtained in each direction to minimise possible experimental errors, and its average value was calculated. The loading speed was maintained at a constant rate of 1.0 mm/min during the entire tensile process. As a result, the grain size, porosity, and tensile strength of each WAAM sample for various process parameters were obtained to provide a data foundation for training models.
Schematic diagram of selection direction and dimensions of the tensile sample. (a) The position of tensile specimens in the WAAM block; (b) the size of the tensile specimens.
Neural network framework establishment
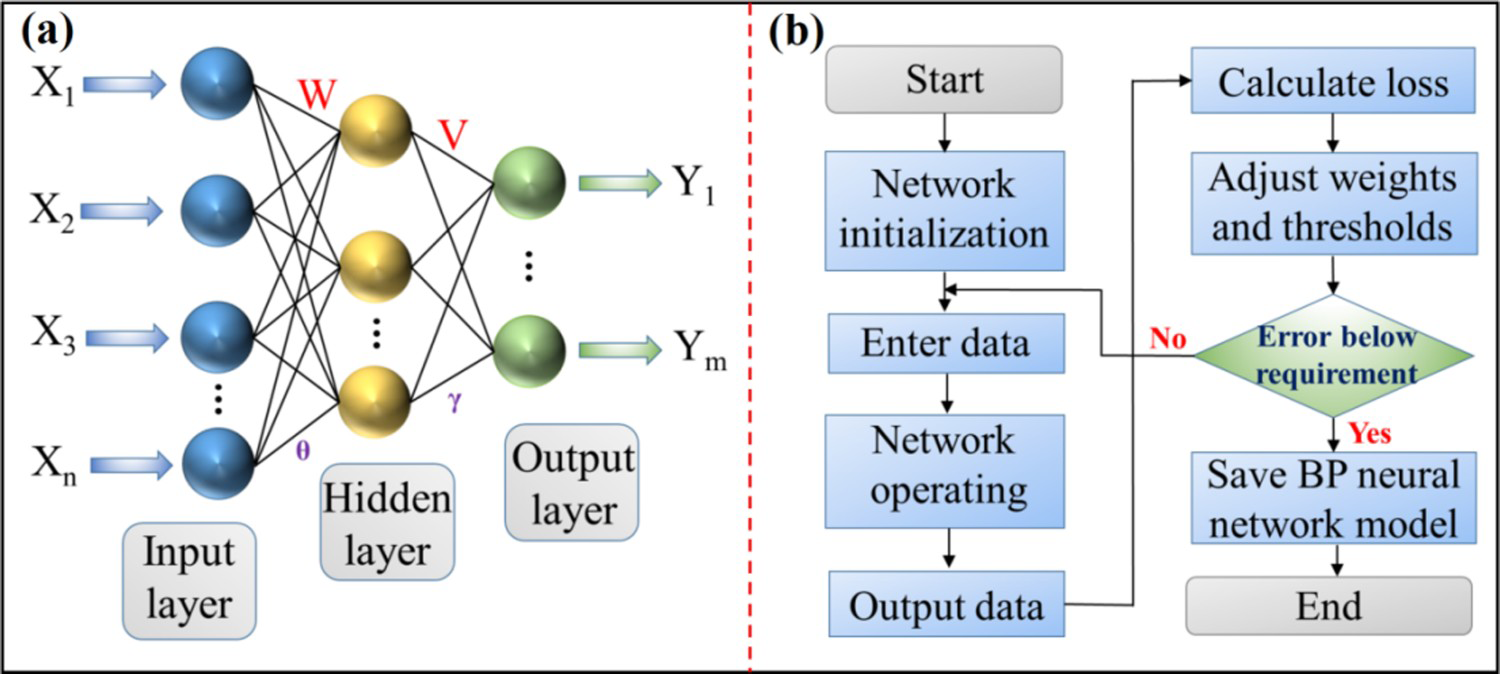
The usage of ANNs has become increasingly ubiquitous, with currently over 40 distinct network models available. Among these models, the Back Propagation (BP) neural network is widely adopted in engineering applications due to its straightforward architecture, robust computational ability, and superior generalisation capacity. The schematic illustration of the BP neural network architecture is presented in Figure 5(a). The sigmoid function is selected as the activation function in this BP neural network model. The function expression is given as [36]:
Establishment of BP neural network framework. (a) Schematic diagram of BP neural network structure; (b) BP neural network model operation process.




















Result and discussion
Training and validation of forward models
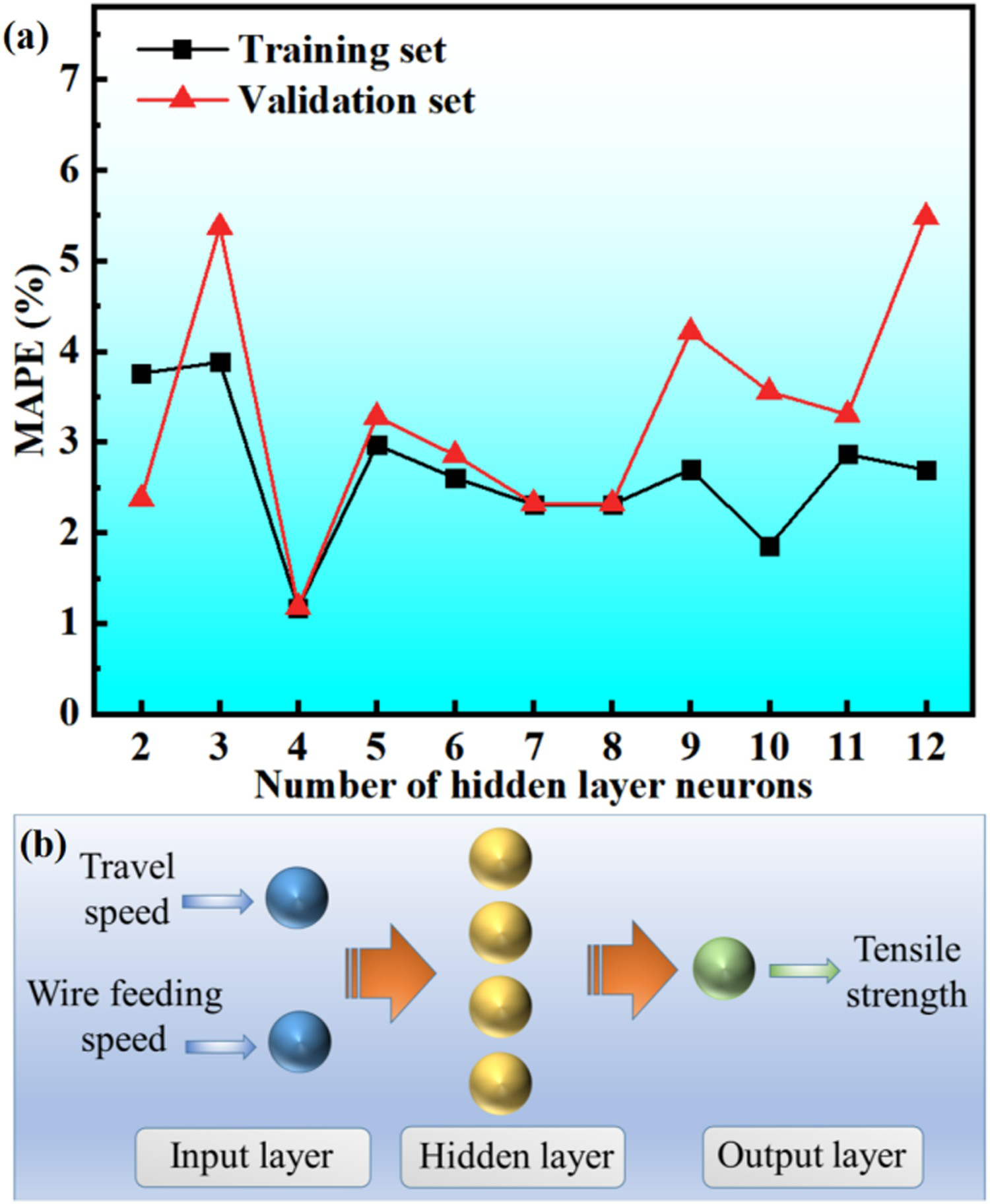
The input layer of the forward model consists of two neurons representing process parameters, including travel speed and wire feeding speed. The output layer produces the average tensile strength value of the WAAM sample. The optimal value for the number of hidden layer neurons is given as follows [39,40]:

Figure 6(a) shows the MAPE values under different numbers of neurons in the hidden layer for the forward model. It is suggested that the error values for training samples in the forward model are generally lower than those for validation samples. When there are 3 neurons in the hidden layer, the prediction error of the training samples is relatively high, reaching 3.88%. However, as the number of neurons in the hidden layer increases, the prediction error for training samples stabilises at around 2.0%, with minor fluctuations. Meanwhile, the error value of the validation sample fluctuates significantly with changing the number of neurons in the hidden layer. When the number of neurons in the hidden layer is 6, errors for both datasets are relatively small, with an error of only 1.09% for the validation sample. Therefore, the forward model consists of two neurons in the input layer, six neurons in the hidden layer, and one neuron in the output layer, as shown in Figure 6(b).
BP forward model prediction. (a) The variation of MAPE value with the number of hidden layers in the training and validation sets; (b) structure diagram of BP forward network model.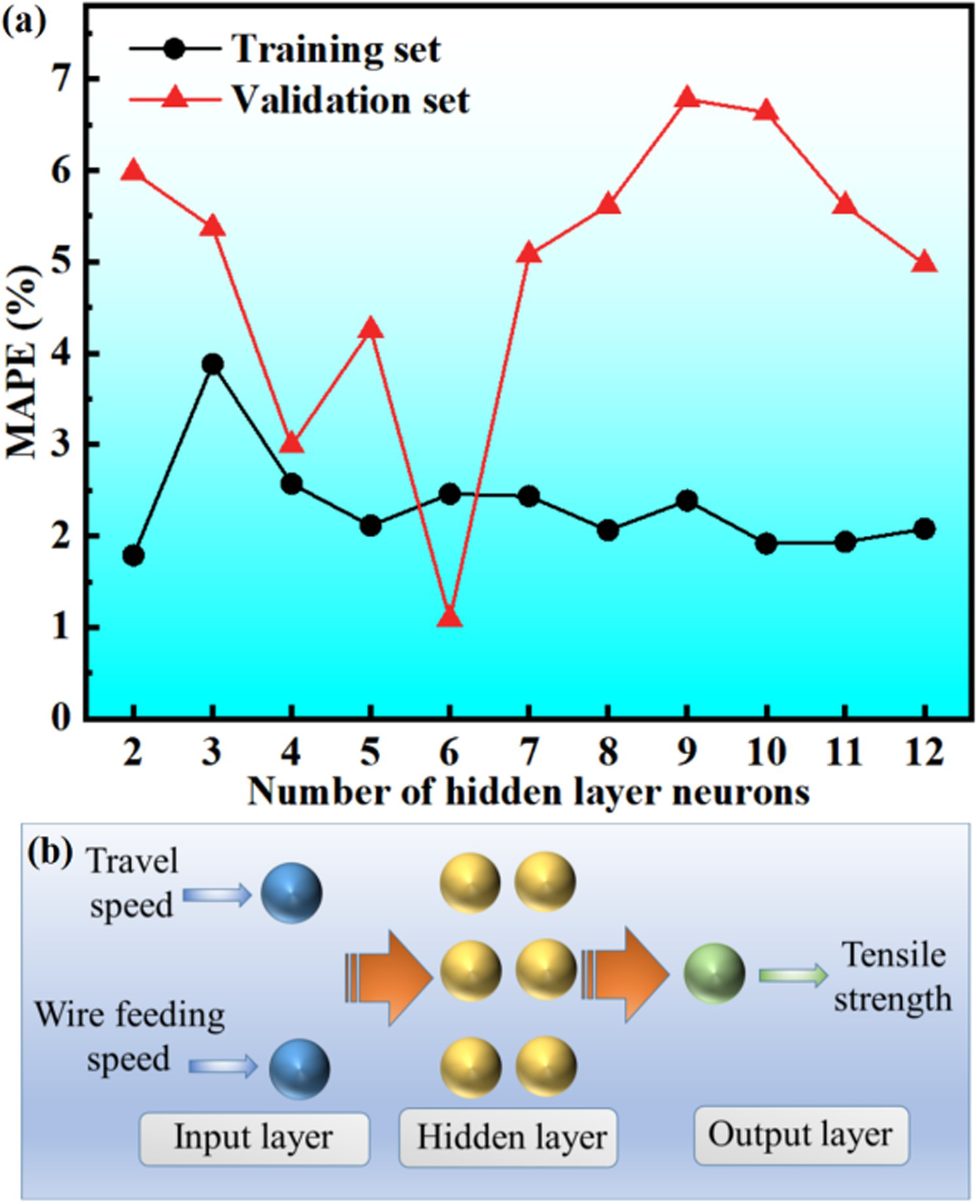
The 36 sets of process parameter data during the WAAM process are randomly divided into three groups, including 28 for the training set, 4 for the validation set, and 4 for the testing set. Figure 7 depicts the relationship between the mean square error (MSE) and the number of iterations during the training process of the forward model. The expression for MSE is as follows [39]:
The performance of the training process for the BP forward model.
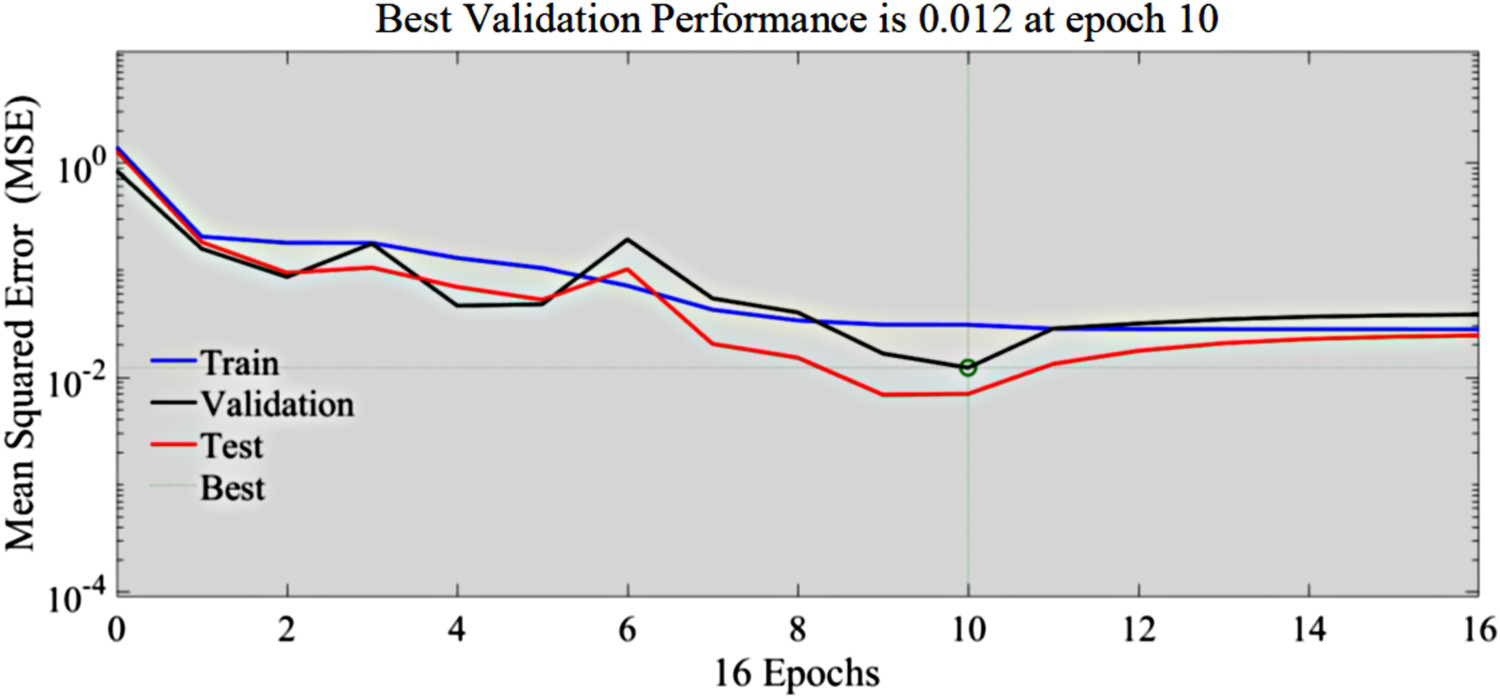
The blue, green, and red curves in the plot demonstrate the variation of the MSE with the number of iterations of the training set, validation set, and test set in the BP forward model prediction in Figure 7. The generalisation ability of the current model can be observed through the validation set curve. Meanwhile, the testing set curve allows for an assessment of the generalisation ability of the final application in this model. As the number of iterations increases, this graph shows a decreasing trend in the MSE of each dataset. The circle in the plot denotes the position of the minimum error value predicted by the validation set. It can be inferred that the BP neural network undergoes 16 iterations of training and the lowest MSE of 0.012 in the 10th iteration is attained. The final error value tended to stabilise, which indicated that the BP forward model could establish an optimal mapping relationship between process parameters and mechanical properties.
The trained BP forward model is utilised to input the training and validation samples separately to obtain predicted tensile strength results. These predicted outputs are subsequently compared against the actual tensile strength values, as depicted in Figure 8(a,b). Figure 8(a) displays the close consistency between the predicted output and the expected output, with a controlled deviation at approximately 1%, demonstrating that the BP mentioned above neural network model is highly accurate. Additionally, Figure 8(b) compares the predicted and expected output values of the validation samples. Compared to the fitting results for the training samples, prediction accuracy for the validation samples has slightly decreased, with specific values listed in Table 4. Samples 4, 7, and 8 show the highest relative prediction errors, with error rates of 2.45%, −2.02% and −2.70%, respectively. In contrast, the absolute values of other respective error rates remain under 2.0%.
Comparison of predicted output results with the expected output results of the BP forward model. (a) Predictive output and expected output results of training samples; (b) predictive output and expected output results of validation samples. Predictive output and expected output data of validation samples in the BP forward model.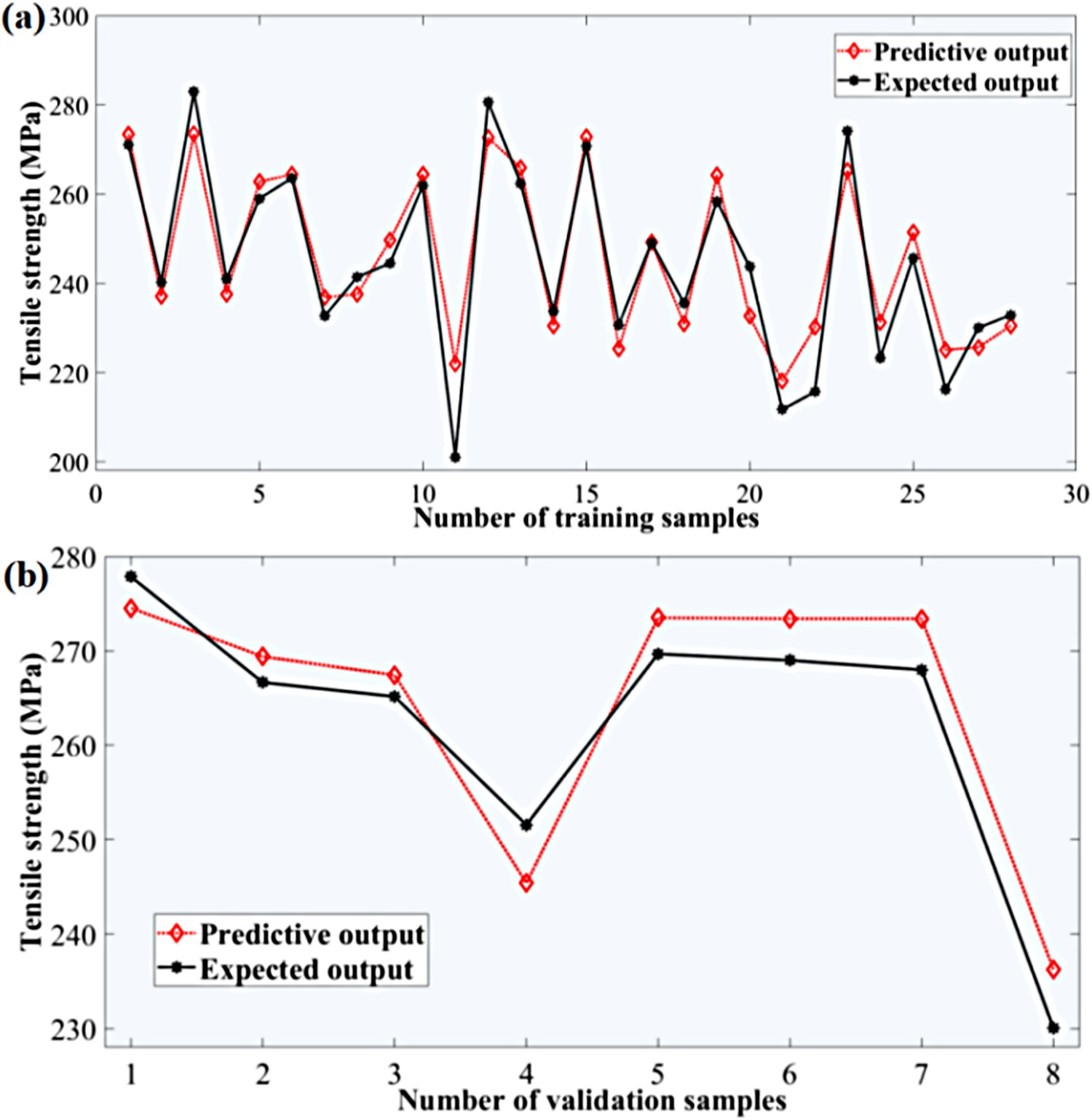

Genetic algorithm optimisation of BP neural network
The genetic algorithm uses real number encoding, where each string comprises the connection weights between the input layer and hidden layer, the threshold of the hidden layer, the connection weights between the hidden layer and output layer, and the threshold of the output layer. The fitness value F is given as [41]:
GA-BP forward model prediction. (a) The variation of MAPE value with the number of hidden layers in the training and validation sets; (b) the forward network model structure diagram.
All the sample data is randomly partitioned into 28 training sets, 4 validation sets, and 4 testing sets. Figure 10 illustrates the variation in MSE with the number of iterations during the training process of the GA-BP forward model. It can be observed that the GA-BP forward model achieved the minimum MSE value (0.004) at the 9th iteration and reached convergence after 15 training sessions. Compared to the BP forward model, the GA-BP forward model exhibited a one-order-of-magnitude reduction in MSE, indicating significantly improved prediction accuracy.
The performance of the training process for the BP forward model.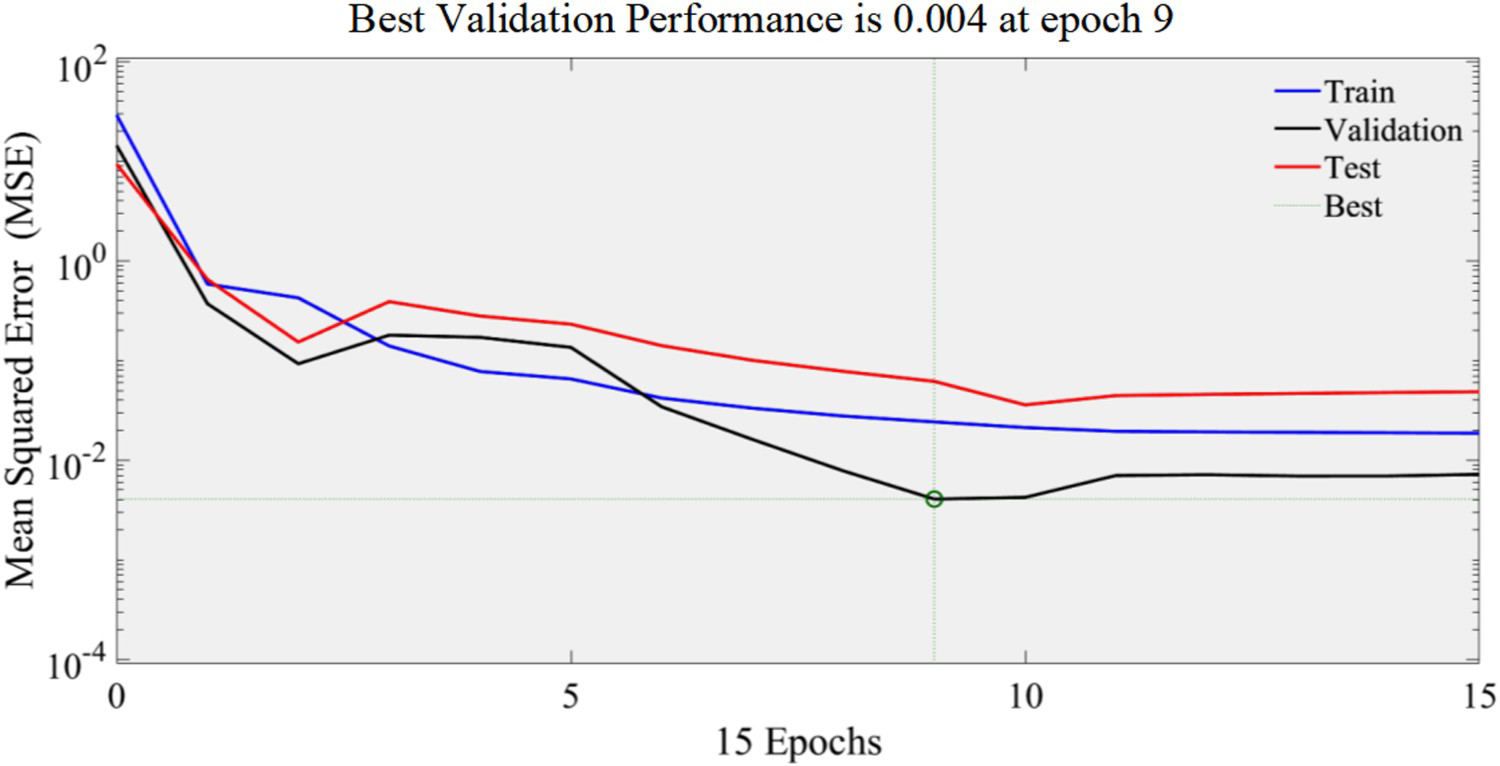
Figure 11 depicts the regression analysis of the training, validation, and test sets during the training process of the GA-BP forward model. The vertical and horizontal axes of this figure represent predicted and expected values, respectively. A complete fit is indicated when the curve falls on the diagonal with a regression value of 1. The correlation coefficient between predicted and expected outputs was 0.96 for the validation set and 0.99 for the test set. An overall regression reach 0.97 for the sample, which illustrated that the GA-BP forward model produced excellent training results.
Regression analysis diagram of the training process of the GA-BP forward model. (a) Regression analysis of training set; (b) regression analysis of validation set; (c) regression analysis of test set; (d) an overall regression of samples.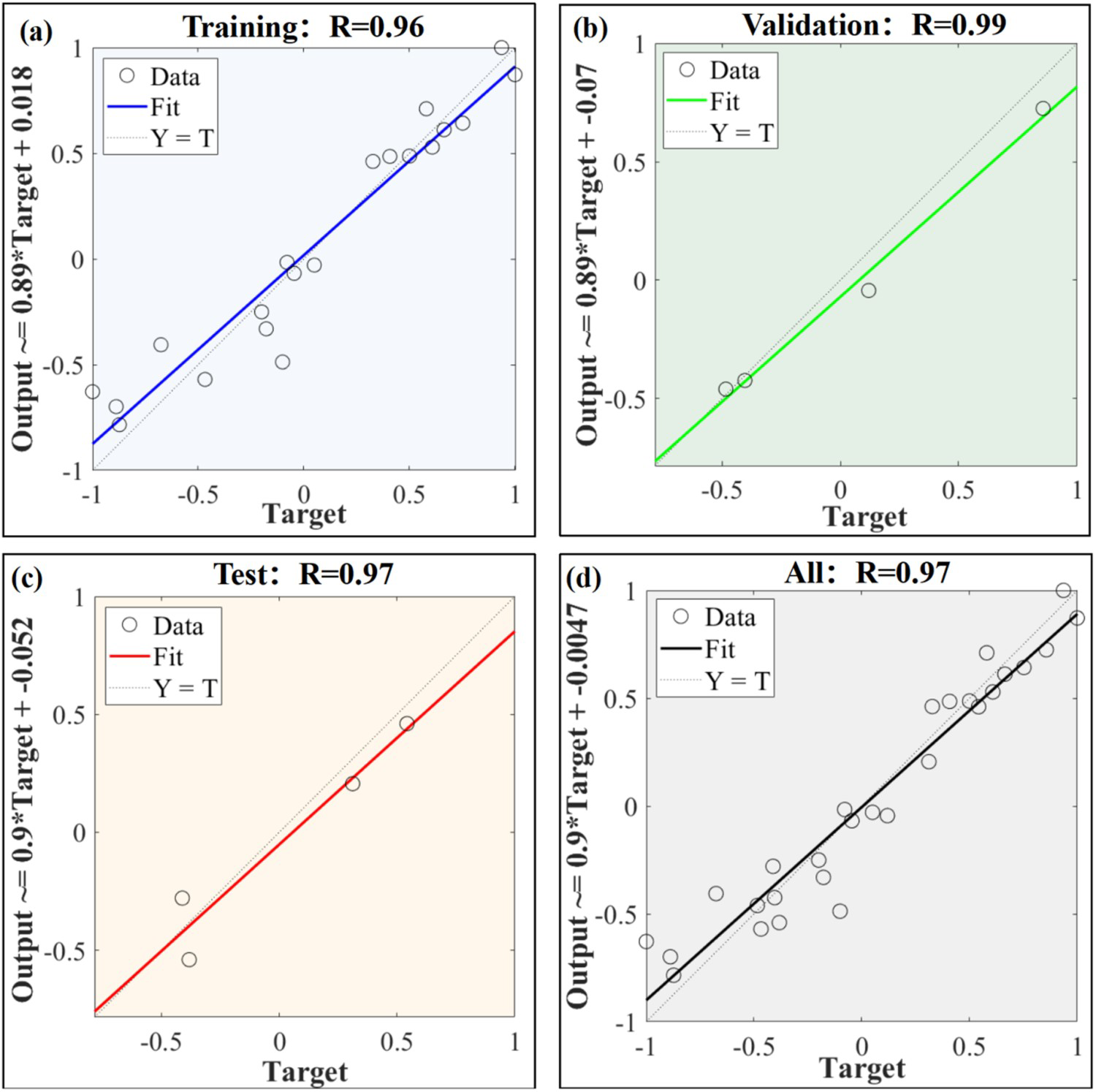
After inputting the training samples into the GA-BP forward model, the predicted and expected output results are shown in Figure 12(a). Except for a slight deviation between samples 19 and 24, the predictions of the remaining samples are consistent with the expected output results. Figure 12(b) presents the predicted and expected output results of the validation sample in the GA-BP forward model, and the specific values are listed in Table 5. Sample 4 has the highest prediction error rate at −2.86%, while the error rates of the other samples are all less than 2.0%. These results indicate that the training effect of the GA-BP forward model is excellent.
Comparison of predicted output results with expected output results in the GA-BP forward model. (a) Predictive output and expected output results of training samples; (b) predictive output and expected output results of validation samples. Predictive output and expected output data of validation samples in the GA-BP forward model.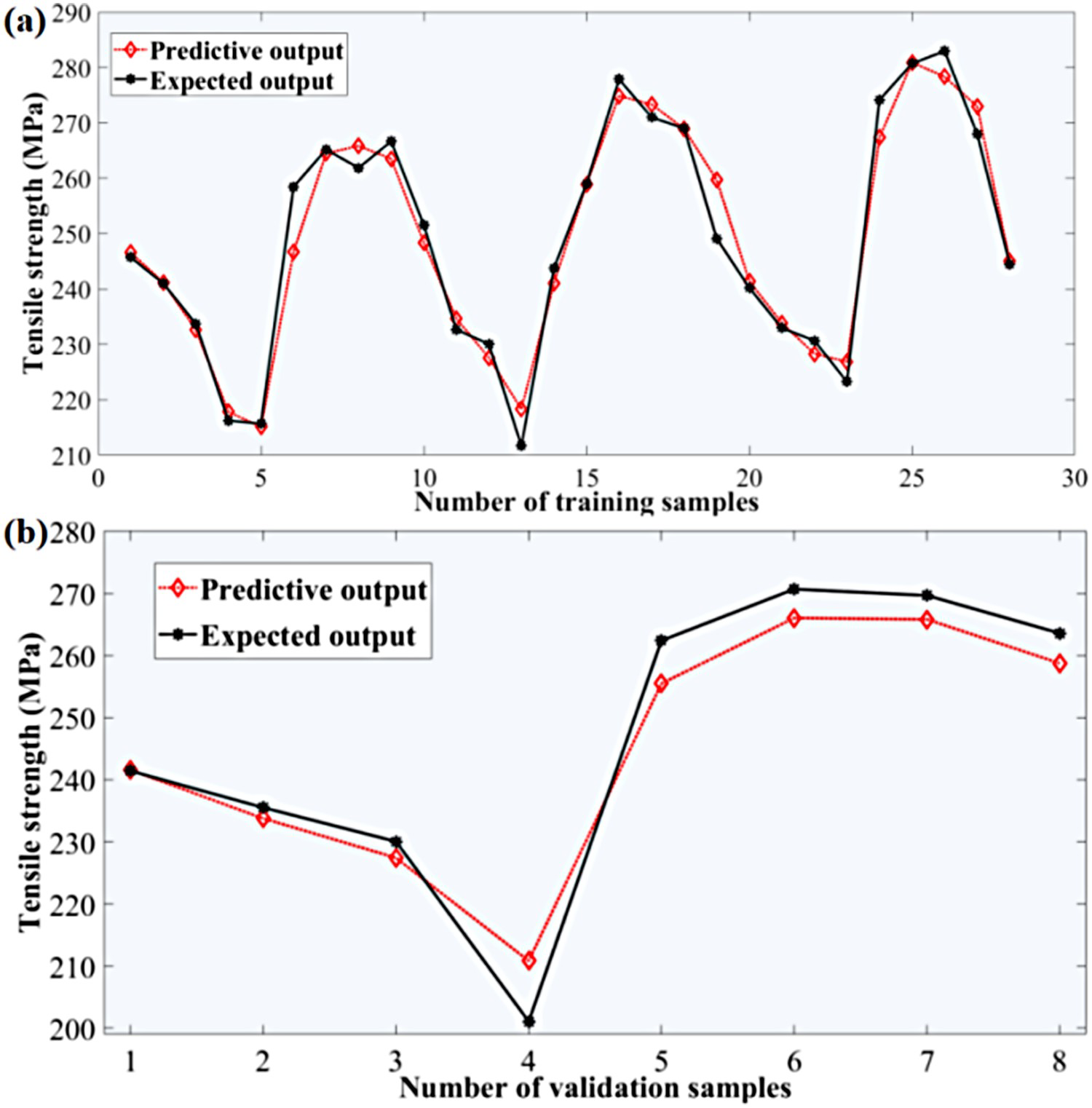

The joint design of forward and reverse models for WAAM 2319 alloy
The GA-BP forward model exhibits high accuracy and provides results consistent with actual tensile strength outcomes. Therefore, additional process parameter combinations are obtained as WAAM sample datasets through the GA-BP forward model to train the corresponding GA-BP reverse model.
In the above sections, 36 sets of tensile strength datasets are obtained through the WAAM experiments under different process parameter combinations. The travel speed range for input layer prediction within the GA-BP forward model was 0.020–0.030 m/s, while the wire feeding range was 5.0–7.0 m/min. When a travel speed gradient is 0.001 m/s and a wire feeding speed gradient is 0.1 m/min, it is possible to obtain 24 process parameters, which consist of 12 travel speed parameters and 12 wire feeding speed parameters. A total of 16 parameters are utilised in calculating the travel speed, including 4 parameters derived from experimental testing and an additional 12 parameters obtained from the GA-BP forward model. Similarly, a total of 21 parameters are utilised to calculate the wire feeding speed. There are 9 parameters gathered through experimental results, while the remaining 12 are derived from the GA-BP forward model. Finally, 336 process parameter combinations are obtained, including 36 experimental data points and an additional 300 data points predicted by the GA-BP forward model.
The designed 300 sets of parameter combinations are input into the pre-trained GA-BP forward model. The predicted tensile strength results are shown in Figure 13(a). The GA-BP reverse model consists of 1 neuron in the input layer, 10 neurons in the hidden layer and 2 neurons in the output layer, as shown in Figure 13(b).
Structure design and prediction of GA-BP reverse model. (a) Structure diagram of GA-BP reverse network model; (b) prediction of tensile strength results using GA-BP forward model.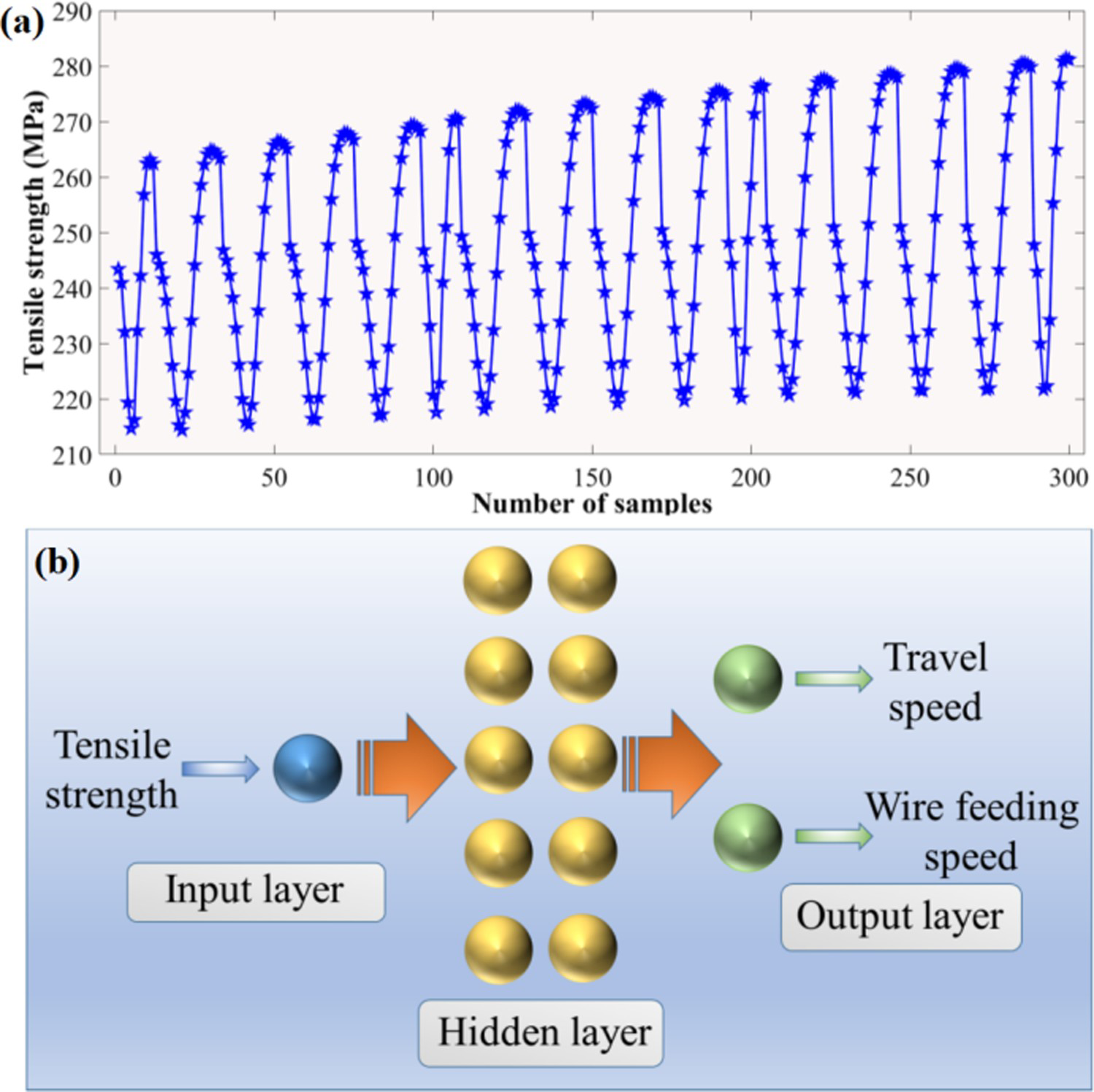
Comparison of predicted output and expected output of GA-BP reverse engineering model validation samples.
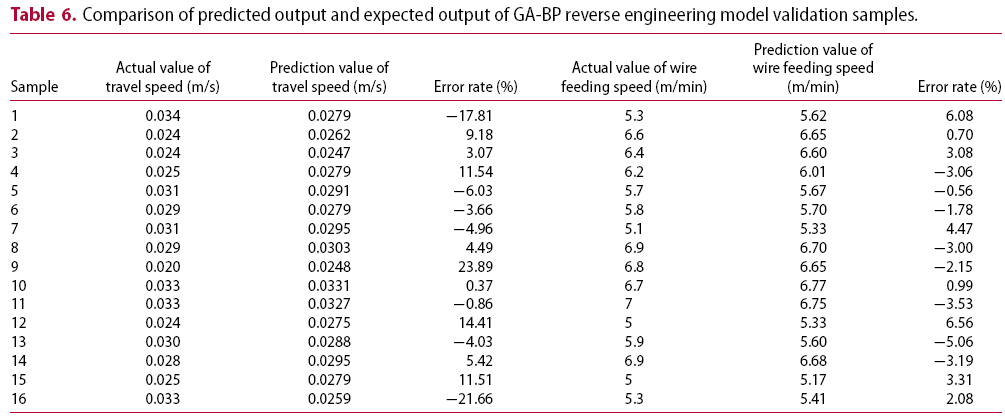
In summary, it can be considered that the GA-BP reverse model is more accurate in predicting the wire feeding speed and meeting user needs. To further improve the overall prediction accuracy of the reverse model, the GA-BP forward model was added as a criterion in the design of the reverse model. The final prediction output flowchart of the reverse model is shown in Figure 14(c). The target tensile strength value should be input into the reverse model to predict the corresponding travel speed and wire feeding speed by utilising the GA-BP model. Then the acquired predicted process parameters are input into the GA-BP forward model to gain further clarity into achievable tensile strength values under these designated process parameters. After that, an evaluation must determine if the obtained tensile strength value aligns with the required accuracy ranges. The process parameter design plan will be output directly if requirements are met. Conversely, if requirements are not fulfilled, the travel speed can be changed while maintaining a fixed wire feeding speed until satisfactory outcomes are achieved using the GA-BP forward model.
Predicted output and expected output of process parameters in the GA-BP reverse model. (a) Comparison of predicted output and expected output of GA-BP reverse model for travel speed; (b) comparison between the predicted output and expected output of the GA-BP reverse model for wire feeding speed.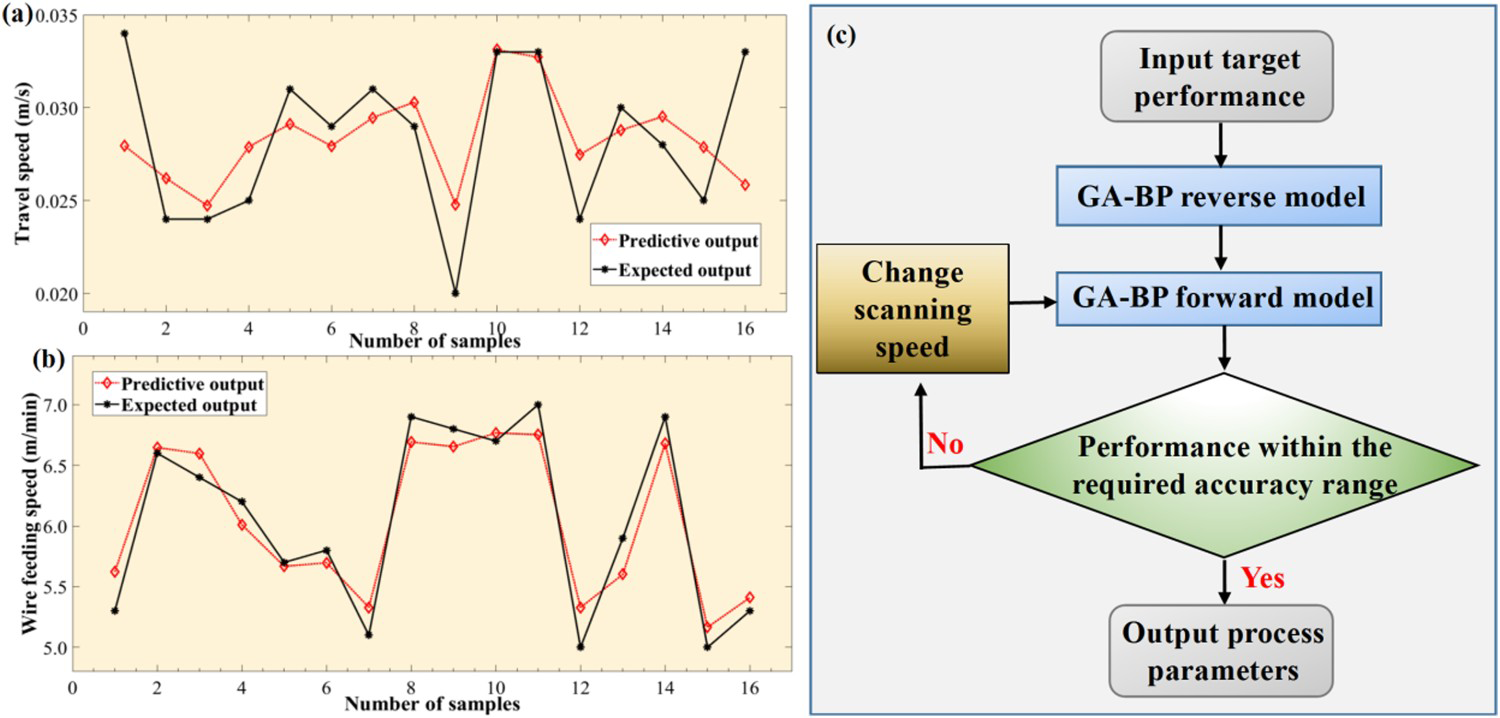
Verification of process parameter reverse design result for WAAM 2319 alloy
Based on the mechanical performance requirements of WAAM 2319 alloy components, multiple process parameter combination schemes are designed using the reverse model described in Section 3.2. With the objective of manufactruing WAAM 2319 alloy samples with tensile strength values not less than 230 MPa, a sequence of 11 evenly spaced datasets ranging from 230 to 280 MPa were suitable input parameters for execution of the reverse model for effective process parameter design. The output of multiple sets of process parameter combinations may be achieved through the GA-BP reverse model. Coupled with the GA-BP forward model, accurate prediction is achieved concerning the tensile strength values of WAAM components under diverse process parameter configurations. Ultimately, process parameters with corresponding predicted tensile strengths not less than 230 MPa will be identified as suitable output results.
In order to validate the predictive accuracy of our reverse model, two sets of parameter combinations for curvilinear component printing from among multiple process parameters are chosen. The first set maintains a travel speed of 0.030 m/s and a wire feeding speed of 5.9 m/min (Component 1), while the travel speed and wire feeding speed are set to 0.028 m/s and 6.9 m/min (Component 2) in the second set, respectively. Figure 15 shows the curved components manufactured and designed by the reverse model. From the top view, it can be seen that the collapse phenomenon at both ends of Component 2 is obvious, and the side surface is relatively rough compared to Component 1. From the front view, the top contour of Component 1 is approximately a straight line, while both ends of its curved components are about 12 mm lower than the middle position.
Physical drawing of curved components. (a) The vertical view of Component 1; (b) the vertical view of Component 2; (c) the front view of Component 1; (d) the front view of Component 2.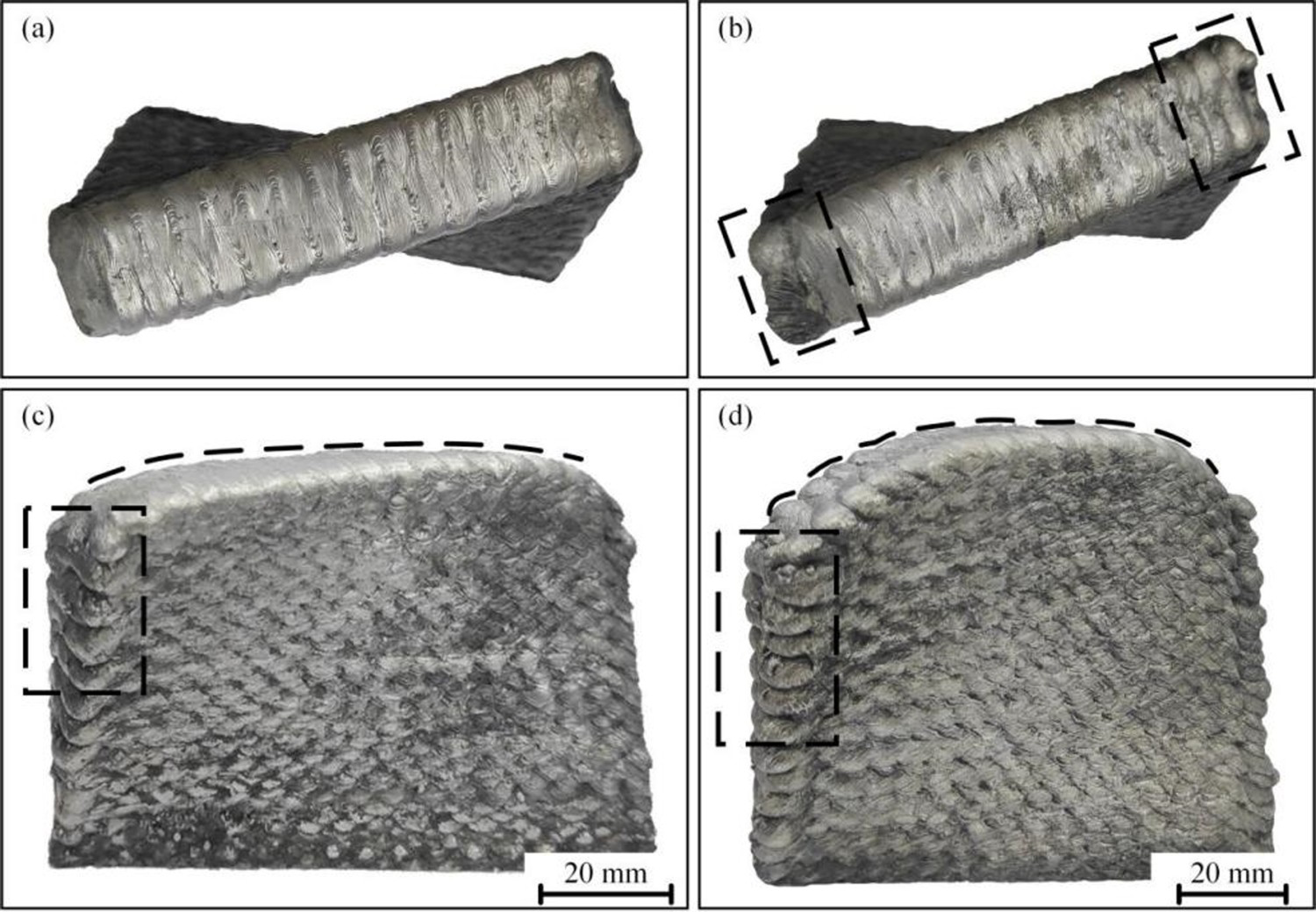
In addition, three groups of tensile samples are made on the same WAAM block to avoid the contingency of tensile results. The fracture position and average tensile strength of samples are shown in Figure 16. It can be found that the tensile strength of the components exceeds 230 MPa, which meets the mechanical performance design requirements. After inputting the two sets mentioned above of process parameters into the GA-BP forward model, Table 7 accurately portrays their predicted outcomes. It demonstrates that the maximum prediction error rate of the GA-BP forward model is 3.24%. The external environmental instability, irregularities in the preparation of tensile specimens, and variations in clamping angles are contributed to deviations in mechanical performance results. Therefore, a reverse model with a predictive accuracy rate below 6.0% should still be deemed satisfactory.
The fracture position and average tensile strength of samples. Predicting the tensile strength value of the WAAM components through the forward model.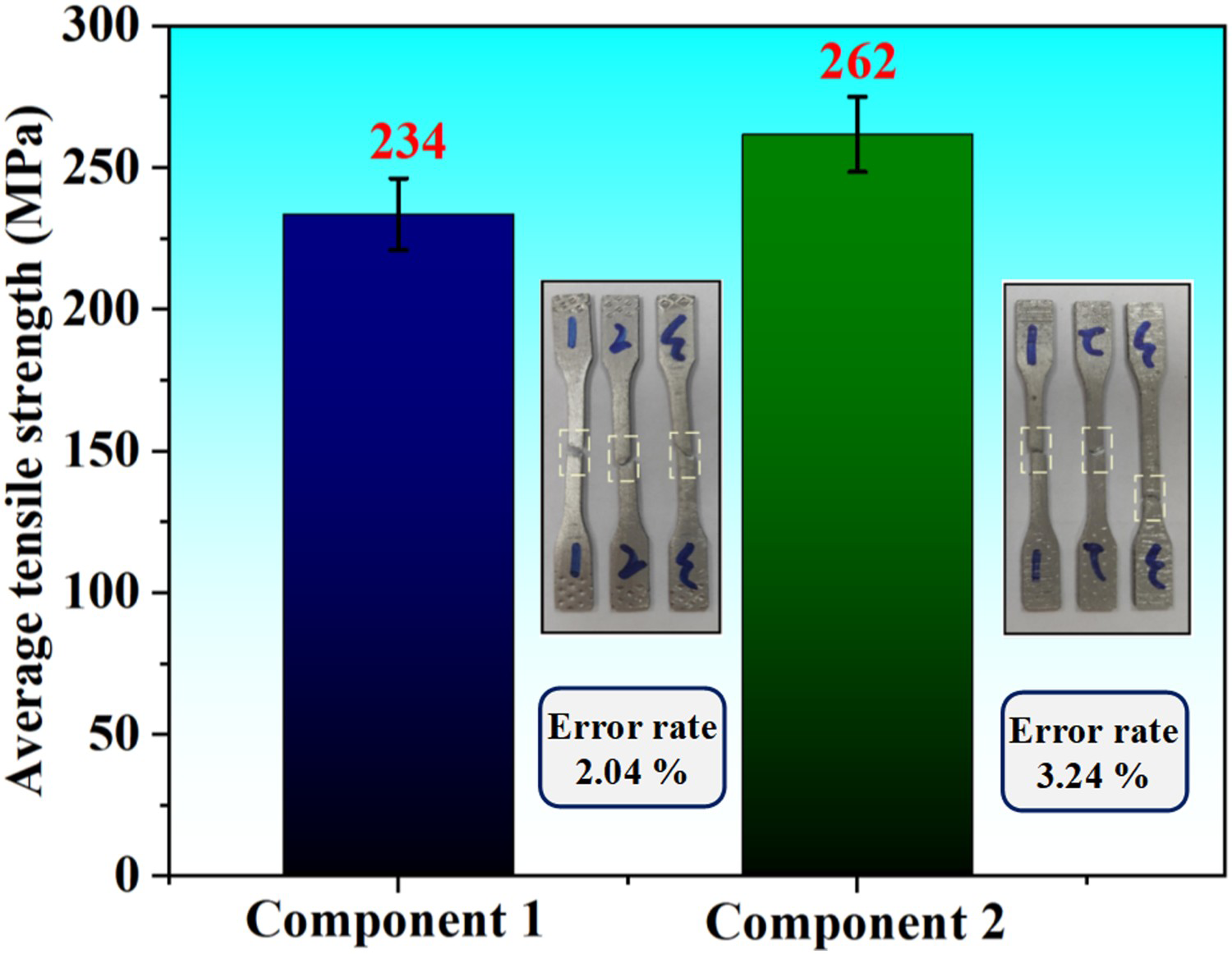

Figure 17 shows the microstructure morphology of curved components at different positions. It can be found that the bottom and middle of component 1 are mainly composed of equiaxed grains with varying grain sizes, as shown in Figure 17(a,b). The equiaxed dendrites are mainly present at the top of component 1 in Figure 17(c). Figure 17(d–f) depicts variances in the microstructure morphology of curved component 2, consistent with patterns gleaned previously from Figure 17(a–c).
Microstructure of curved components produced by the WAAM process. (a) Microstructure in the bottom of Component 1; (b) microstructure in the middle of Component 1; (c) microstructure in the top of Component 1; (d) microstructure in the bottom of Component 2; (e) microstructure in the middle of Component 2; (f) microstructure in the top of Component 2.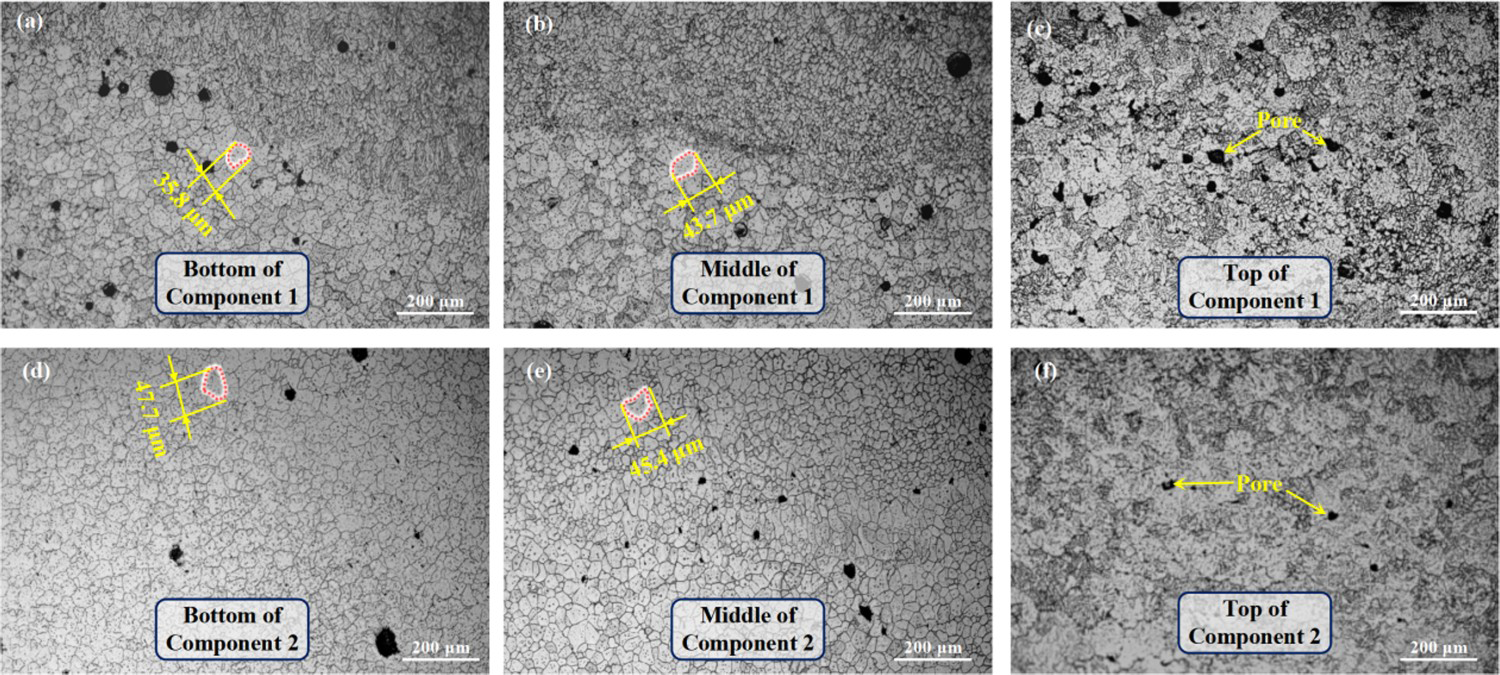
Average grain size values are calculated for both types of components’ bottom, middle, and top regions using the ‘intercept method’, as shown in Figure 18. It was discovered that comparatively coarse average grain sizes are presented in the middle and bottom regions of WAAM components under identical process parameters. In comparison to curved component 1, it is observed that component 2 exhibits a markedly larger grain size. Since the application of lower travel speeds and higher wire feeding speeds lead to enhance heat inputs during the WAAM process.
Statistics of average grain size and porosity of the WAAM components.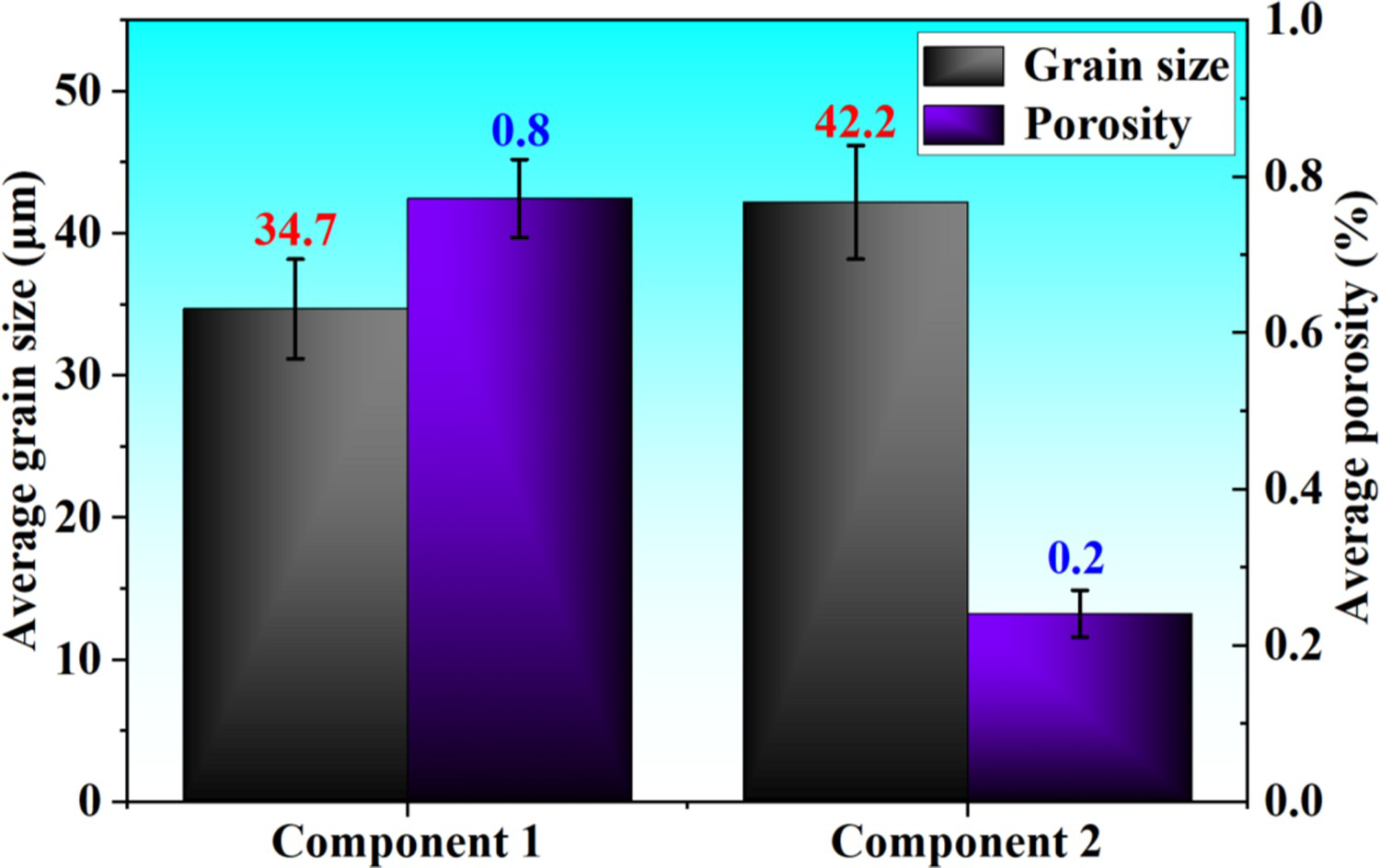
In addition, Figure 17 shows the distribution of pores in the WAAM component. It is suggested that pores are predominantly distributed around the interlayer area, and yellow dashed lines have been utilised to highlight this area. Component 2 has a smaller number and area of pores than component 1. The porosity of the WAAM sample goes decline with the decrease of travel speed and the increase of wire feeding speed in Figure 18. Therefore, component 2 has lower porosity and higher tensile strength values than that in component 1, which is consistent with the tensile strength predicted results of the above model.
Conclusion
This paper establishes the BP forward model based on conducted experiments. Then the BP forward model is integrated with the genetic algorithm to establish an optimal GA-BP model. As a result, this approach produces more accurate predictions of tensile strength for WAAM 2319 alloy. Finally, the output layer of the GA-BP forward model is trained as the input layer of the reverse model, which accurately predicts process parameter combinations. The main conclusions are obtained as follows:
This study constructs a BP forward model to establish the relationship between process parameters and tensile strength, and optimal model quality is achieved when using six hidden layer neurons. Through repeated iterative training, the error rates of the prediction performance for the BP forward model are all below 3.0%. This study optimises the BP neural network by incorporating a genetic algorithm with a better global search capability. The GA-BP reverse model is developed, which exhibits promising prediction accuracy, with the MAPE value of 3.10% for predicting wire feeding speed and 1.55% for travel speed prediction. This study uses a reverse model to design a combination of WAAM process parameters with a tensile strength higher than 230 MPa. Two sets of samples are selected for statistical analysis of their average grain size and porosity. The increase in grain size is attributed to the use of lower travel speed and higher wire feeding speed during the WAAM process, resulting in higher heat input. The porosity of the WAAM sample decreases with decreasing travel speed and increasing wire feeding speed resulting in a higher tensile strength value, which is consistent with the performance predictions generated by the GA-BP model.
The main process parameters in this study are travel speed and wire feeding speed. In the future, variables should be added to further explore the effects of process parameters such as interlayer cooling time, scanning path, and current mode on the WAAM parts, and they should be added to the process parameter database of the reverse engineering model for training [42].
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).