
Abstract
In the LD–RH–CC process for producing low-carbon low-silicon steel, the cleanliness level of the slab was studied by optimizing the compositions of the refining slag and oxygen blowing flow in trial heats through judicious control. In order to realize RH without oxygen blowing, the oxygen content of molten steel should reach 475–525 ppm before RH degassing to guarantee that the free oxygen is in the range of 100–150 ppm after the carbon–oxygen reaction. When the slag compositions were controlled to CaO = 41–50 wt-%, Al2O3 = 29–36 wt-%, SiO2 = 5–11 wt-% and MgO = 6–10 wt-% in the RH treatment without feeding calcium, the total oxygen content in the plate was 18 ppm, and the nitrogen content decreased to 17 ppm in the improved process. The micro-inclusions in the slab mainly consisted of MgO–Al2O3–(MnS) and Al2O3–(MnS), and the particle size was mainly concentrated below 3 μm. The average total amount of large electrolytic inclusions in the slab was 1.384 mg kg steel−1. The large inclusions were mainly SiO2, Al2O3, SiO2–Al2O3–(K2O), and MgO–Al2O3.
With the progress of science and technology and economic development, the requirements for steel quality have become more demanding. In the metallurgical industry, there has been an upsurge in research on steel quality control centred on reducing harmful impurities in steel and improving the cleanliness of steel [1–5]. At the same time, in order to improve the economic benefits, iron and steel enterprises strive to develop high cleanliness and high value-added products, such as automobile sheets, rare earth steel, pipeline steel, bearing steel, and other Al killed steel. These steels have strict requirements for [P], [S], T[O] (total oxygen content) and inclusions (including the size, morphology, distribution, etc.) [6–11].
In order to minimize the inclusions and sulphur content in clean steel, the basic metallurgical requirement is that the molten steel should be adequately reduced, that is, low oxygen activity in steel is beneficial to desulphurization. Therefore, in the traditional steelmaking process, the molten steel is deeply deoxidized during converter tapping. When the oxygen content becomes very low, desulphurization is completed by the slag-steel reaction. Although this process can afford molten steel with a very low [S] content, deoxidized products such as SiO2 and Al2O3 generated by deep deoxidation remain in the molten steel, which often becomes inclusions in billets and products, making it difficult to obtain high-cleanliness billets [12–18]. In order to overcome the above disadvantages of the traditional steelmaking process, in the enterprises with RH equipment, the molten steel is not deoxidized or is weakly deoxidized during the tapping process in the converter and enters the RH vacuum degassing unit after heating [19]. The [C]–[O] reaction is used to deoxidize steel, where the molten steel is deoxidized without or with little Al in the treatment process. The amount of deoxidized alloy is reduced, and the oxide inclusions are reduced, which is beneficial for improving the cleanliness of molten steel, simplifying the production process, and reducing the cost.
In a reconstructed city steel plant, low-carbon or ultra-low-carbon and low-silicon steel are produced by the new process of weak deoxidization during converter tapping → argon blowing → carbon–oxygen reaction in RH → continuous casting. Despite explorations and improvements for actual production, the cleanliness index of molten steel is still poor, and the T[O] content and large inclusions in steel remain high, which does not meet the cleanliness requirements for high-quality cold-rolled sheets. It is necessary to further stabilize the refining process, improve the cleanliness of molten steel, and evaluate the cleanliness level of rolled steel. The process developed herein has positive significance for reducing the amount of deoxidized alloys in molten steel, reducing the residual oxide inclusions in molten steel, simplifying the refining operation and reducing the production cost.
Basic conditions for controlling steel grade
Chemical compositions
Chemical composition of low-carbon low-silicon steel/wt-%.
Use and delivery status of steel
The target steel is a high-quality carbon structural steel. It is typical steel with low-carbon, low-silicon, and high acid-soluble aluminium content. Its yield strength is not less than 270 MPa. It exhibits good plasticity, toughness, deformability, and weldability. It is fabricated by using a hot-rolled coil or cold-rolled coil, and applied in the following fields: (1) automobile industry, the main uses include automobile chassis system, wheel, interior cab panel, carriage plate, other stamping parts: bumpers, brake pads and other small parts inside the car; (2) mechanical industry; (3) light industrial appliances.
Production process and existing problems
When the amount of slag present during converter tapping is large, the reaction of steel slag is sufficient, and the steel slag in the ladle furnace (LF) is fully stirred and contacted, which will lead to the reduction of SiO2 in slag by [Al] in steel, resulting in an increase in the amount of silicon in the molten steel, which may even surpass the composition range. Therefore, in producing the target steel, the amount of converter slag should be reduced as much as possible, and LF treatment should be avoided as much as possible. The scheme for the production process in a certain plant is as follows: Blast furnace → Kambara reactor desulphurization → Converter smelting → Tapping and alloying → RH refining → Continuous casting → Slab rolling. The required [C] content in molten steel is less than 0.04 wt-%. In order to prevent serious peroxidation of molten steel and shortening of the lining life caused by low-carbon tapping in the converter, the deoxidation degree should be as low as possible during tapping, while the deoxidation should be carried out at the same time as RH decarbonization.
In this process, the excess oxygen can be largely removed during the [C]–[O] reaction in the RH, and the endpoint [C] in the converter is allowed to be high to reduce excess oxygen and improve the lining life. In addition, the reactivity between ladle slag and molten steel during RH treatment is weak, and the excessive [Si] content can be avoided. Therefore, this process is also chosen as the main refining mode in production. The key is that after RH primary deoxidation, when Al is added for final deoxidation and alloying, the main deoxidation products is Al2O3. If the deoxidation products are not fully removed or modified, aggregation of the inclusions in molten steel occurs readily, which blocks the nozzle. In the casting process, protective casting is strictly required. Therefore, the following problems often exist in production: In the original process, the intensity of argon stirring at the ladle bottom is not sufficient during converter tapping, and the melting capacity of the composite slag is poor, resulting in a weak reduction effect when the reducing agent is added; thus, the oxidation of top slag after RH treatment remains high. The refining slag before RH treatment has a high melting point of 1600°C, in the region between that of 2CaO·SiO2 and 3CaO·SiO2. According to the literature [20], the high melting point of refining slag leads to slow melting of the slagging agent during tapping, which is not conducive to the absorption of inclusions. In addition, slag washing is inefficient due to the short tapping time. In this way, it is easy to block the submerged nozzle or long shroud at the end of the ladle casting. Thus, the casting of molten steel often becomes difficult when the residual steel in the ladle is about 30 ton. In the early stage of production, due to the instability of the ironmaking production rhythm and liquid iron input in the converter, the RH temperature fluctuates greatly at the beginning, which makes it necessary to increase the temperature by adding Al. At the end of oxygen blowing and carbon reduction, the excess oxygen and final slag oxidation in the steel are higher, and more Al2O3 inclusions are formed in the Al final deoxidation process. Moreover, because the heating time is extended, the RH vacuum time after the final deoxidation with added Al is not sufficient based on the required rhythm, and the removal of Al2O3 is not sufficient; thus, poor pourability easily results.
In summary, due to a large number of inclusions in steel and the unstable castability of molten steel, nozzle clogging and excessive argon blowing often occur in the original process, resulting in defects on the slab surface. As a result, the slab must be subjected to offline inspection and cleaning and cannot meet the requirements for casting – rolling compact layout and hot delivery – hot charging.
Optimization of refining process
Improvement of refining slag
In order to ensure the free oxygen activity required for RH decarburization during actual production, for low-carbon low-silicon steel, the weak deoxidization process is mainly adopted during tapping, and the [Als] content in the molten steel is relatively low. The steel can be deoxidized by MnFe + AlFe or AlMnFe, where the deoxidization products are Al2O3 and a small amount of MnO. In the design of refining slag, the melting capacity should be considered first, after which the ability to assimilate and absorb of Al2O3 and spinel should be considered in order to improve the efficiency of inclusion removal. Finally, the sulphur capacity should be set to a higher level. In the RH refining process, a strong argon blowing rate and sufficient vacuum treatment time are required to ensure efficient floating removal of low melting point inclusions.
At the end of the decarburization reaction, the Al added in the final deoxidation and alloying, process easily reacts with the molten steel components or oxidizing substances (FeO, MnO and SiO2) in the slag to form Al2O3 inclusions with high melting points. The reduction and desulphurization reactions between steel and slag in the refining process are described as follows [21]:
(1) Steel-slag reduction reaction:
(2) Desulphurization reaction:
The Gibbs free energy isothermal equation is as follows: △G = △G θ+RTlnJ, where △G θ is the Gibbs free energy of the system in the standard state, and J is the activity ratio of the substances in the actual state. When △G = 0, the reaction is in the equilibrium state. The positive and negative values of △G represent the reaction direction. Therefore, in order to inhibit the steel-slag reaction to form high melting point inclusions, the necessary condition is △G > 0; to improve the slag desulphurization capacity, the necessary condition is △G < 0.
Similarly, the composition of the refining slag should be tailored to the actual situation for producing low-carbon low-silicon steel by considering the following principles [22,23]: Accord to thermodynamic calculation results, in order to inhibit the reaction between [Al] and top slag after tapping, it is necessary to satisfy When CaO/Al2O3 ratio of refining slag is 1.4–1.7, it has good deoxidation and desulphurization ability, and the average sulphur distribution ratio can reach more than 100. When the ratio of CaO/Al2O3 content is too large, the melting temperature of refining slag will continue to increase, affecting the slag formation rate. If the ratio of CaO/Al2O3 is too low, the ability of refining slag to absorb Al2O3 will be weakened. Adding 6 wt-% MgO in slag can protect the lining and reduce erosion. MgO in the slag should not be too high, generally 6–10 wt-%, otherwise, the alkalinity is too high, the formation of a high melting point periclase in the slag is difficult to melt. CaF2 in slag is not more than 5 wt-% due to a small amount of fluorite in the auxiliary material.

Target range of refining slag, wt-%.
Suitable oxygen blowing flow for RH decarburization
In order to ensure smooth RH decarburization during steel production, after reducing the oxidizability of the top slag, it is still necessary to supply external oxygen for decarburization. If the oxygen blowing volume is too large, the oxygen content in steel will be too high after decarburization. Thus, more Al will be required for deoxidization, and the amount of inclusions in the steel will increase. At the same time, Al2O3 inclusions floating into RH refining slag will make inclusion removal difficult.
The oxygen content at each process step is shown in Table 3. From the experimental data, when the oxygen blowing volume is 60 m3, the content of ∑(FeO) in the initial slag is low; thus, the oxygen supply from the slag to molten steel is low, at only 43.13 ppm. According to the calculated data summarized in Table 3, the average weight of liquid steel is 222.6 t, the weight of added Al is 70 kg, the average [C] at the beginning and at the ending is 0.042 and 0.013%, respectively, and the average oxygen supply from slag is 283.5 ppm. In order to ensure that the free oxygen activity of molten steel after adding C is within the range of 100–150 ppm, the appropriate oxygen blowing volume can be calculated as shown in Figure 1. To achieve no oxygen blowing during RH production, when the free oxygen activity is controlled to 100 ppm, the oxygen activity of molten steel before RH treatment should be greater than 475 ppm, and when the free oxygen activity is controlled to 150 ppm, the oxygen activity before RH treatment should be greater than 525 ppm. Relation of the oxygen blowing volume and the oxygen activity before RH treatment. Oxygen content and consumption at each process step.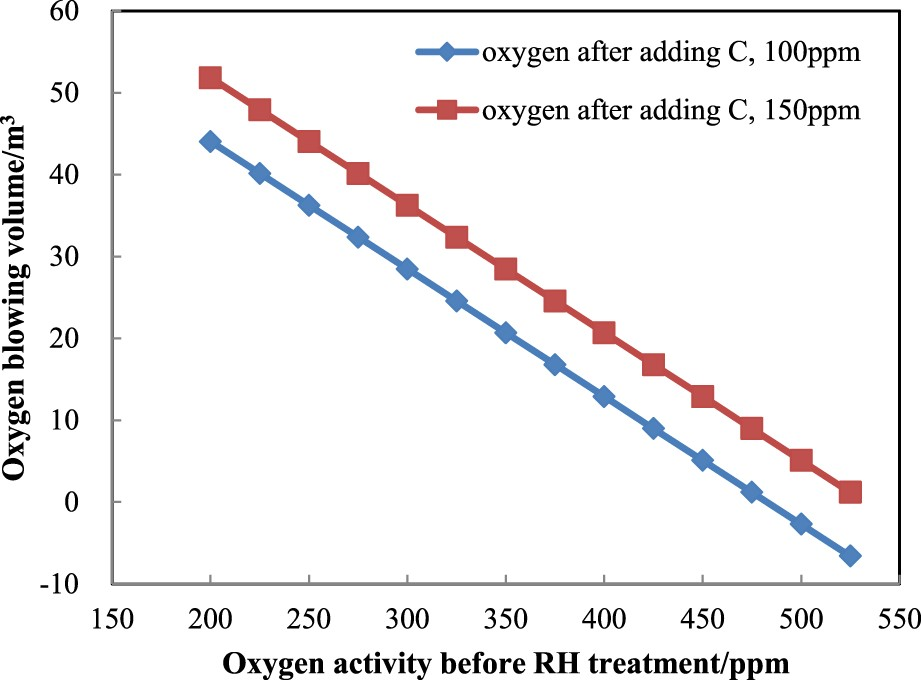
Application
Cleanliness level of molten steel under original RH process
Castability and clogging analysis of molten steel
Castability of molten steel
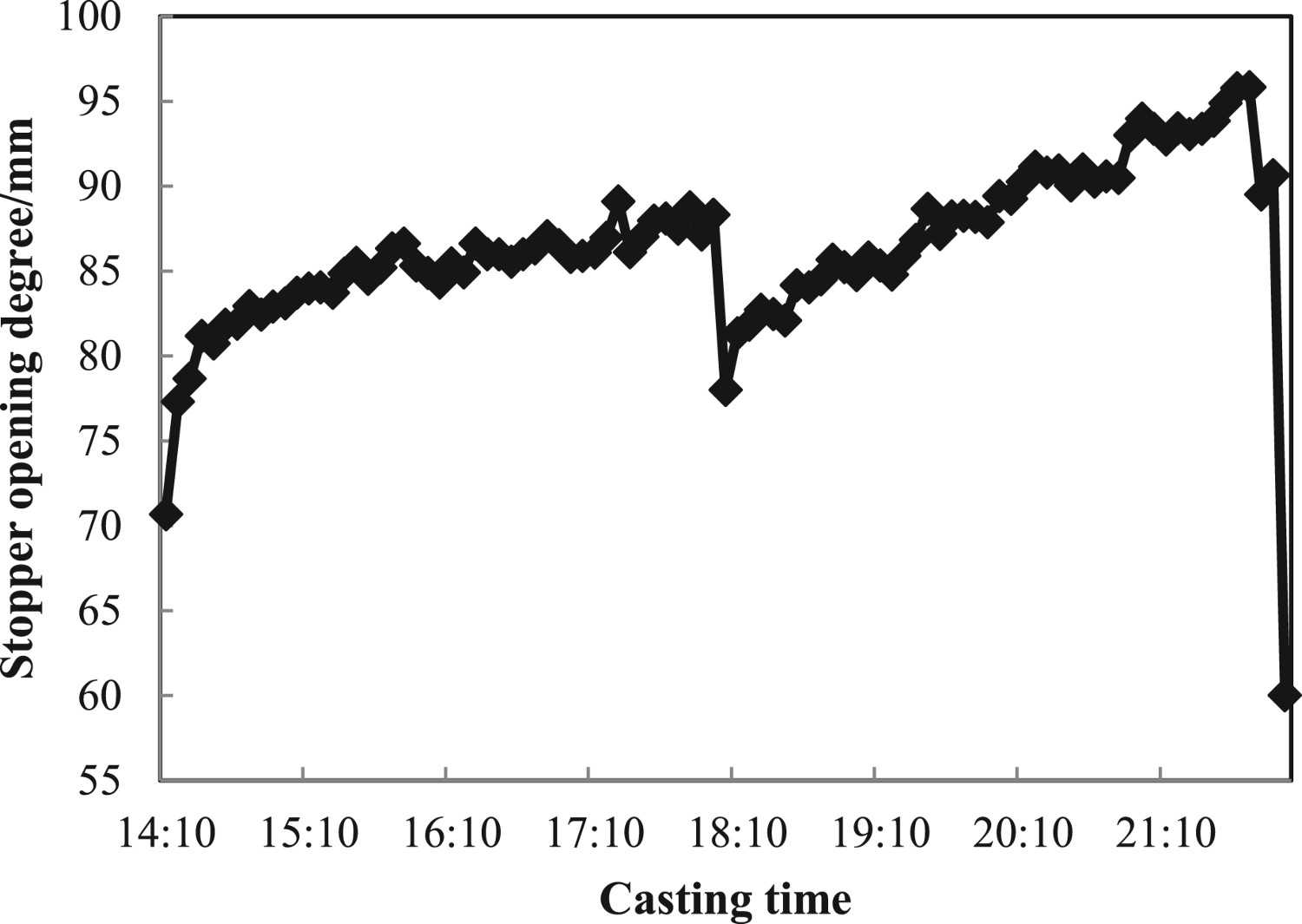
The original process is RH vacuum treatment with blowing oxygen. The castability of molten steel can be judged based on the production records for a continuous casting machine tracked on site, combined with the change in the degree of stopper opening in Figure 2. The degree of stopper opening increased as the casting time became longer. From the starting of a new casting ladle to the normal casting break, nozzle clogging continuously increased, and the stopper position increased by about 15–20 mm. Components contributing to nozzle clogging Change curve of stopper opening degree during the casting process.
The cloggings in the submerged nozzles (heat No. 21B218 and 23C796) were stripped and pulverized into powders. The powder compositions determined by X-ray diffraction (XRD) analysis are shown in Figure 3. The main chemical component of the clogging in the submerged nozzle was Al2O3, along with a small amount of CaO·6Al2O3, Fe3O4, and MgO·Fe2O3. XRD analysis of cloggings (a) 21B218 (b) 23C796.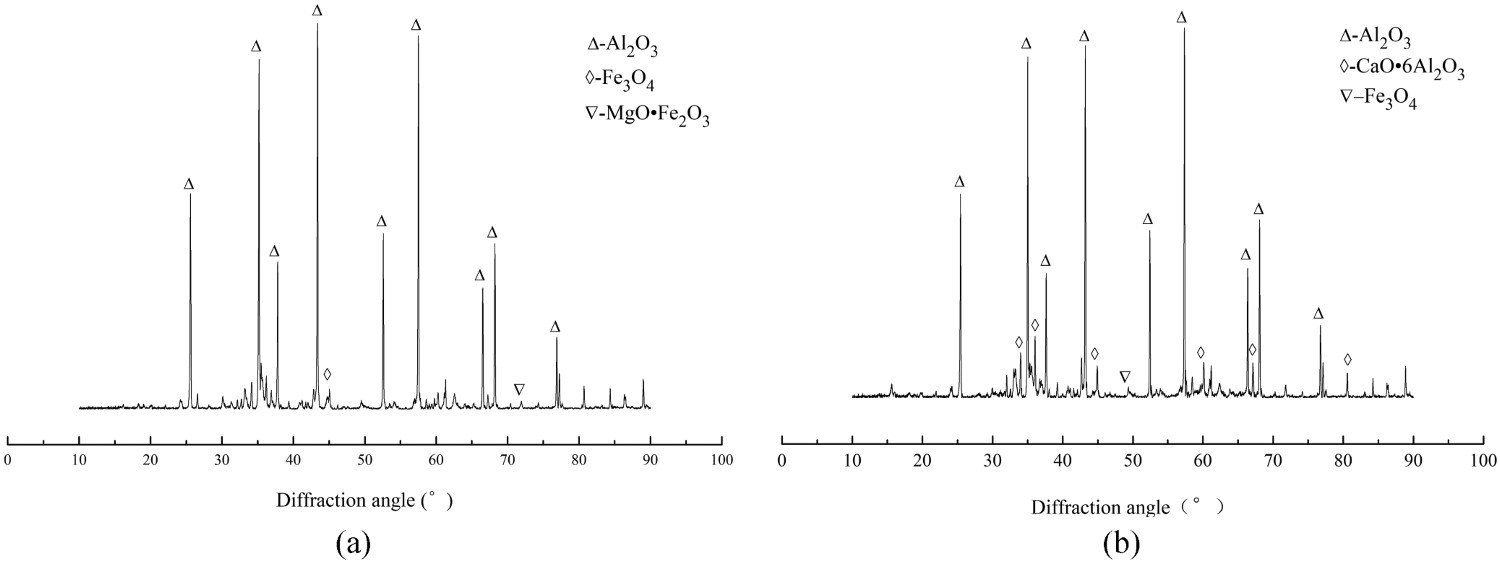
Number, morphology, and composition of micro-inclusions in liquid steel
In order to investigate the morphology of the inclusions in molten steel in the original process, five heat samples were taken from the start of RH, end of the RH, and tundish in normal casting production. The type and size distribution of the micro-inclusions in steel manufactured by the original LD–RH–CC process were analysed: The number of inclusions before RH treatment was 37.1 mm−2, indicating that most of the oxygen in steel was in the form of inclusions 3 min after entering the RH station, and the free oxygen content was low. At the end of vacuum treatment, most of the Al2O3 generated during the Al final deoxidation had not been removed, and the number of inclusions increased to 51.6 mm−2 when leaving the station. Because the flow of molten steel was controlled properly in the tundish, the number of inclusions was significantly reduced to 19.17 mm−2. The metallographic analysis showed that there was no obvious change in the size of inclusions in each process. The increase in the number of 2.5–5 μm inclusions after RH treatment was consistent with the number density. Because the inclusions in molten steel float easily as the size increases, the size distribution of the inclusions in the tundish was generally <5 μm, accounting for about 77%. Inclusions with sizes of 5–10, 10–30, and >30 μm accounted for 20%, 2%, and 1% of the total inclusions, respectively. The inclusions before RH treatment were mainly primary deoxidation products of Si and Al, such as Al2O3, SiO2, and a small amount of MgO. The Al2O3 inclusions generally had an irregular shape, with the size of ≤15 μm. In addition to Al2O3, SiO2 and MgO–Al2O3, Al2O3–FeS composite inclusions were found after RH treatment. The Al2O3 inclusions were globular, with sizes of ≤5 μm. The SiO2 inclusions had sizes of ≤40 μm, with spherical, blocky, rodlike and other shapes. The types of micro-inclusions in the tundish were basically the same as those after RH treatment, but the number of final Al2O3 deoxidation products increased significantly. The MgO–Al2O3 inclusions had sizes of ∼20 μm, and the size of the SiO2 and Al2O3 inclusions was generally within 10 μm. The results indicate that the RH slag or tundish covering agent had a weak ability to adsorb smaller SiO2 and Al2O3 particles, and the steel also contained fine Al2O3–sulphide composite inclusions after RH treatment. Thus, the desulphurization capacity of the refining slag should be strengthened, the RH oxygen blowing volume should be reduced, and the pretreatment conditions should be improved.
Experimental results for optimizing RH refining process
Castability control of molten steel
The refining process for RH without oxygen blowing was optimized through continuous experiments, the refining process optimization experiments were carried out continuously, and the casting process was tracked from the first heat in the new casting sequence. The 13 heat casting curves for molten steel are shown in Figure 4. Stopper curve during continuous casting.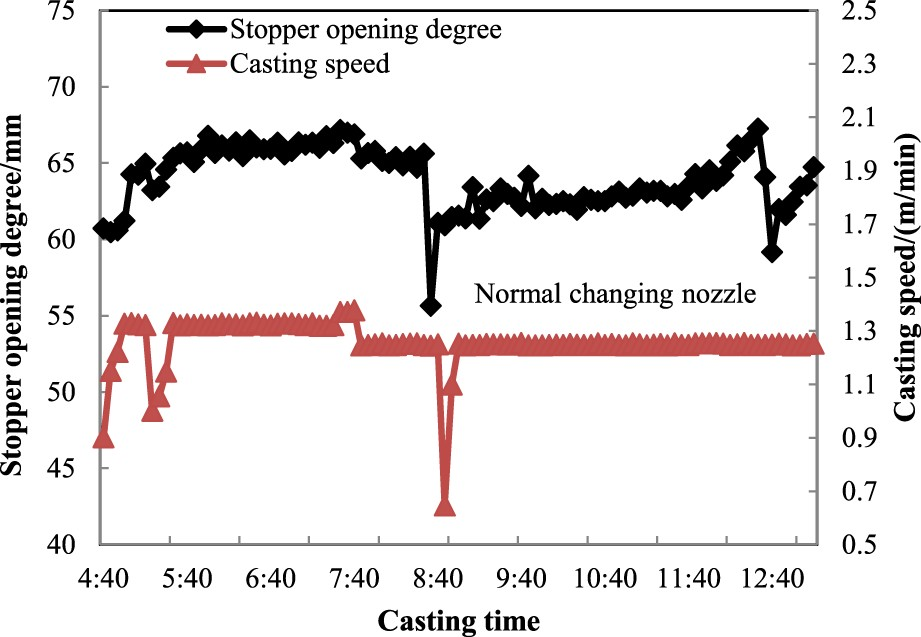
The tundish nozzle was changed once in the 7th heat, the inside of the nozzle was relatively smooth (Figure 5), no large clogging could be found, the casting situation was ideal, the stopper remained stable, there was only a slight rise of the stopper at the casting end, indicating that the Al2O3 absorption capacity of the refining slag was enhanced, the inclusions decreased significantly, and clogging slowly accumulated in a small part as the casting time was extended; finally, a slight rise in the stopper position was observed. The comprehensive change in the stopper and casting speed reflects improved castability of the molten steel refined by RH, where no nozzle change is required for at least 7 heats. Replaced nozzle in tundish.
Analysis of composition of molten steel and refining slag
Composition control of molten steel and refining slag
The change in the [Al] content of the steel in moving from the Ar blowing station to the tundish is shown in Figure 6. The composition of molten steel after tapping was analysed, indicating that the [Als] in molten steel in the Ar blowing station was 0.004–0.014 wt-%, the [Als] in the molten steel after RH treatment was 0.032–0.038 wt-%, the [Als] in the molten steel in the tundish was 0.019–0.030 wt-%, where [S] = 0.007–0.013 wt-%. The [Als] in molten steel first increased and then decreased. After the RH cycle for 3 min, the [Als] content reached the lowest value. After Al deoxidation and alloying, the [Als] content increased rapidly in the middle and ending of the RH. Thereafter, the aluminium loss in the process from the RH to tundish was quite serious, reaching 0.011 wt-%. Therefore, in order to control the casting heats of molten steel, it was necessary to reduce the generation of Al2O3 at the ending of RH. Thus, strict protective measures such as ‘sealing ring + Ar blowing’ were implemented for long nozzle during ladle casting. Control of [Als] in steel.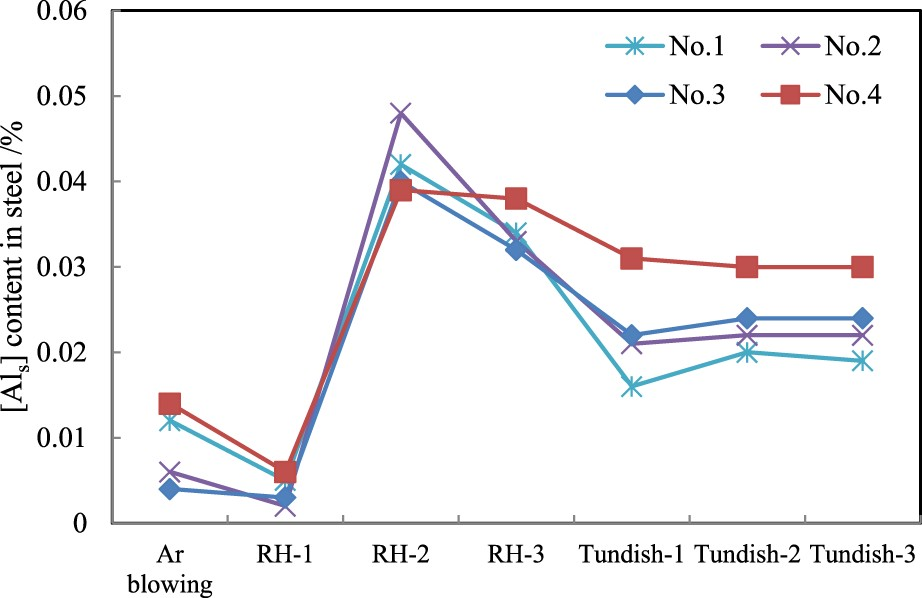
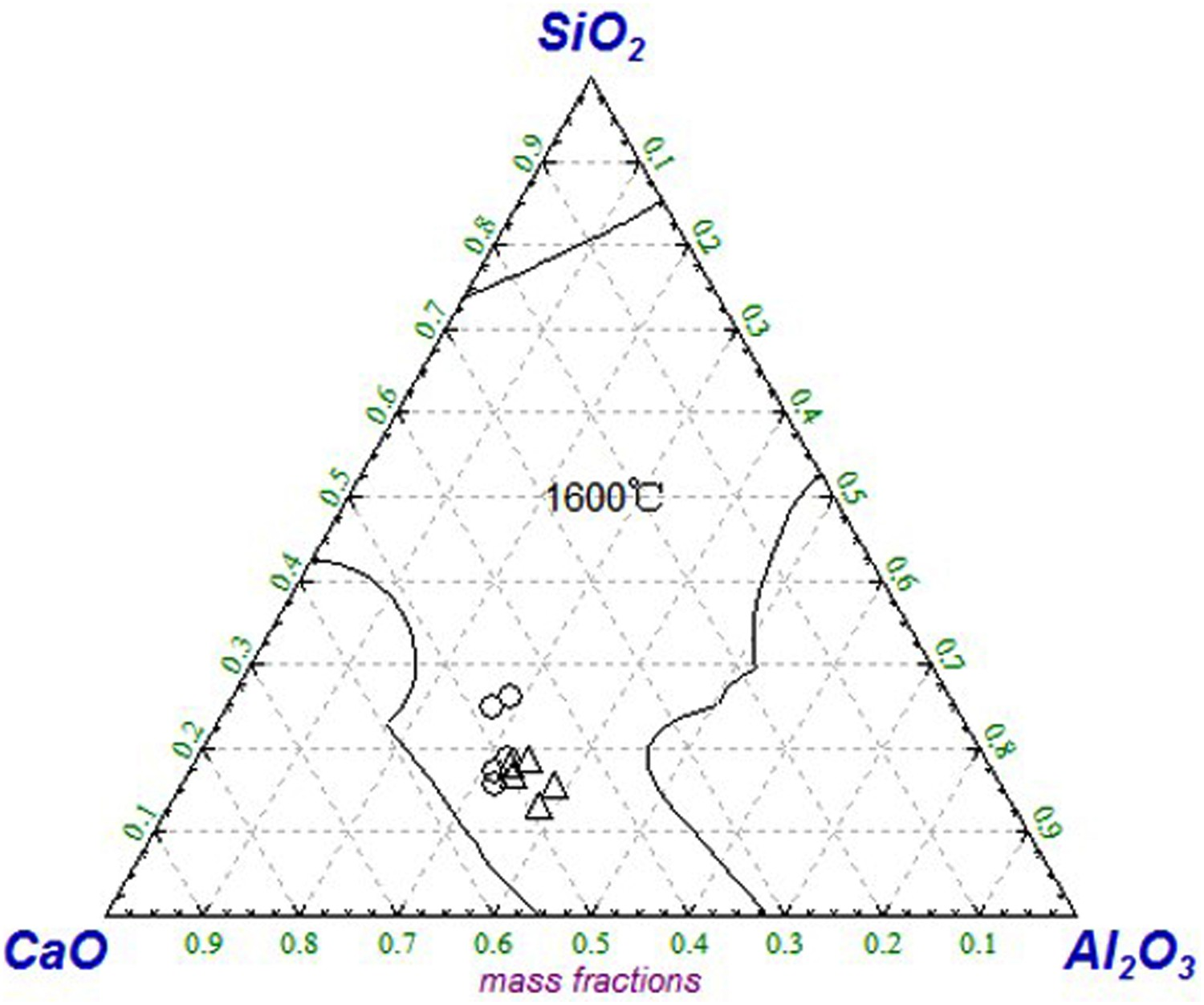
Figure 7 shows the composition change of refining slag at the starting and ending of the RH furnace. After RH vacuum treatment, the SiO2 content in the slag decreased, the CaO content basically remained unchanged, and the Al2O3 content increased significantly. On the one hand, these changes indicate that the slag had a strong adsorption capacity for Al2O3; on the other hand, in order to reduce the reaction between [Al] and top slag under vacuum conditions, it was necessary to strictly control the amount of slag from the converter and the SiO2 introduced by the raw material. T[O] and [N] content in steel Composition control of refining slag (○ before RH, △ after RH).
The change in the oxygen and nitrogen content in each process is shown in Figures 8–9. The average T[O] content after RH treatment was 37 ppm; T[O] content in the slab and plate was 22 and 18 ppm, respectively. The average [N] content after RH treatment was 18 ppm; the [N] content in the slab and plate was 19 and 17 ppm, respectively. Change of T [O] content in steel. Change of [N] content in steel.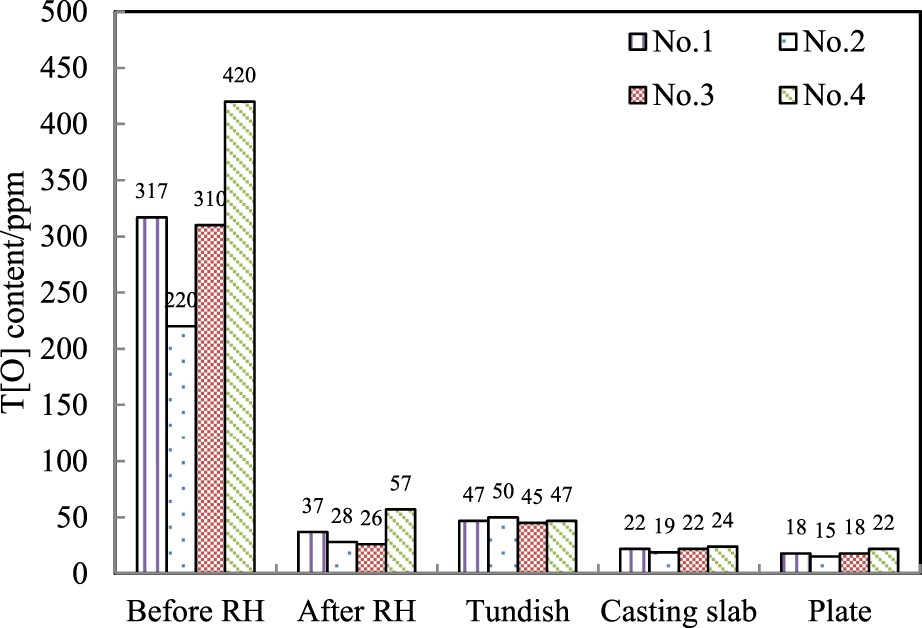
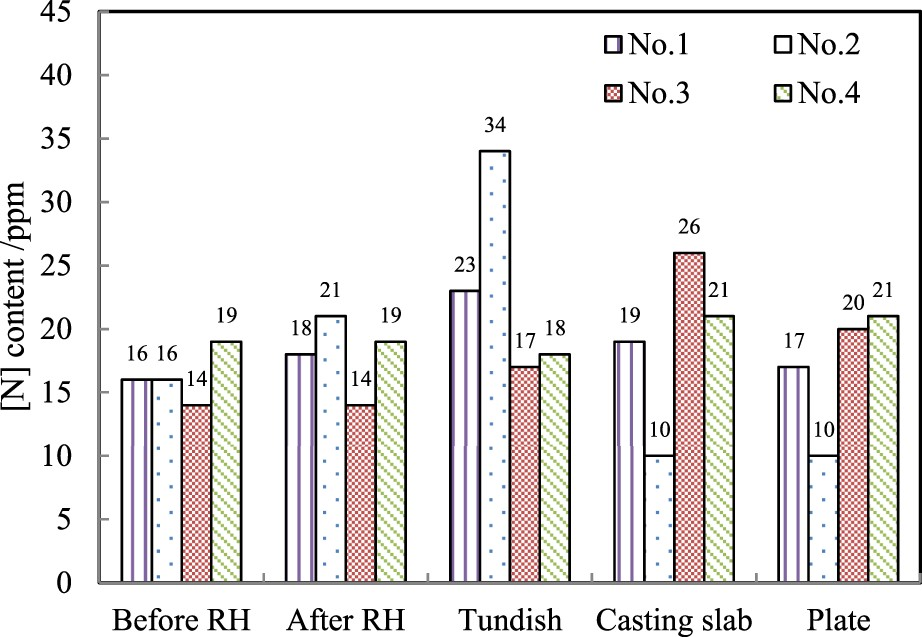
As shown in Figures 8 and 9, after optimizing the refining slag system, the T[O] before RH treatment was reduced by 11.5% compared with that before optimization. Most of the inclusions floated to the top slag after vacuum circulation of the molten steel. Upon completion of the RH treatment, the T[O] in the molten steel was greatly reduced (by 86.4%), and the vacuum degassing effect was obvious. The [N] removal rate in molten steel was 34% at the start of the RH furnace (3 min before vacuum circulation), but there was not obvious change in the [N] content of molten steel during RH treatment; the T[O] and [N] in molten steel increased to 4 and 5 ppm, respectively, after RH treatment. The T[O] content in molten steel after refining was related to the T[O] content before RH treatment, oxidation of the top slag, and the components of the tundish covering agent. The Ar sealing effect of the long nozzle will also directly determine if the nitrogen increase is significant or not.
Quantitative evaluation of inclusions in each process
One-hundred-and-fifty fields of view were observed continuously under 500× magnification by using a metallographic microscope. Image-Pro Plus was used to determine the number density, area, and size distribution of the inclusions in each field of view. The metallographic statistical results are shown in Figures 10 and 11. Number density of inclusions in steel of each process. Size distribution of inclusions in steel in each process.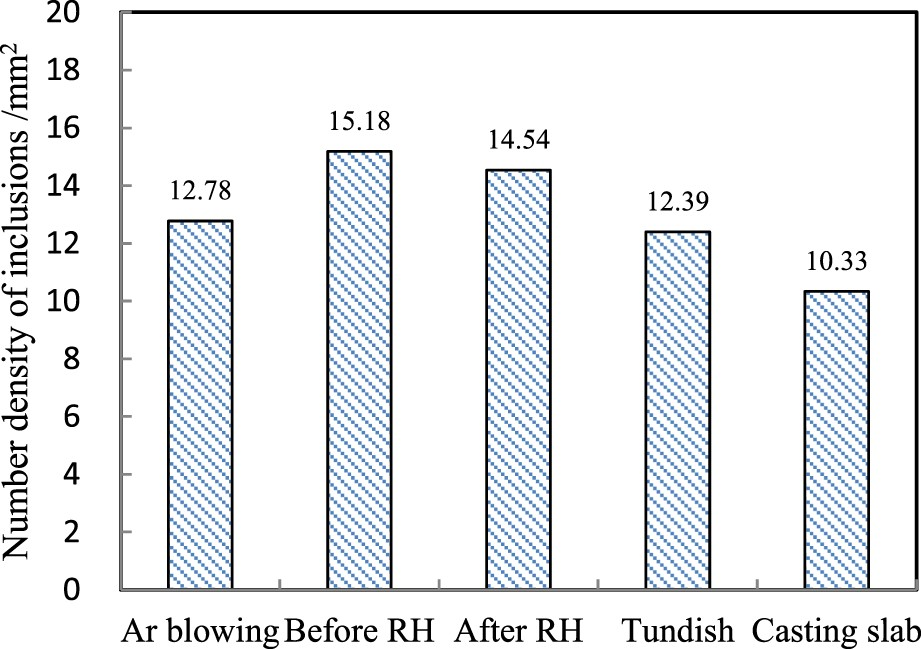
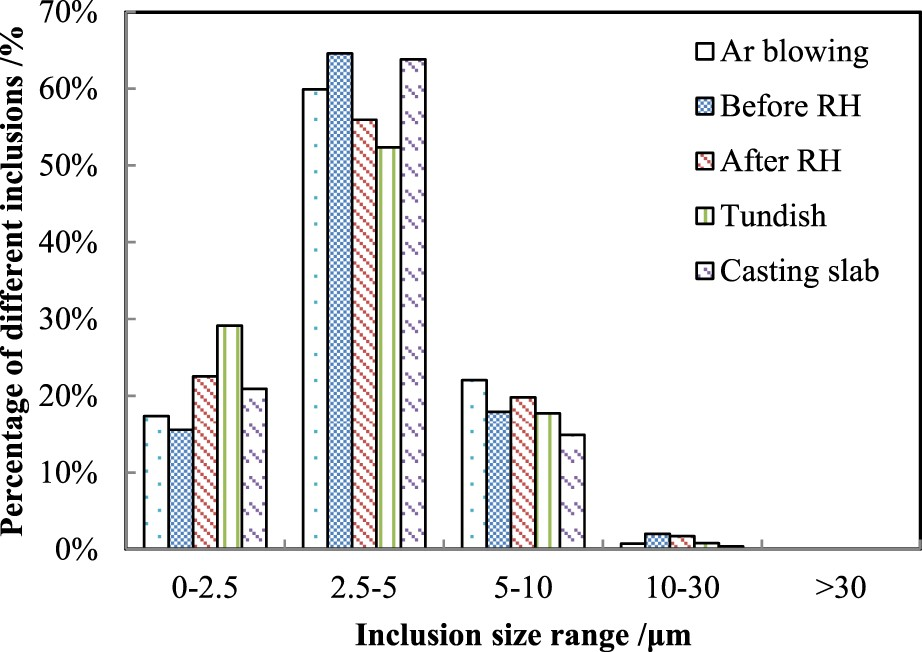
After RH oxygen blowing and optimization of the refining slag, the number density of inclusions in the Ar blowing station was relatively low, only 12.78 mm−2. In order to reduce the oxidation of top slag, Al powders were sprayed on the slag surface for deoxidization, and some Al2O3 entered the molten steel through interface diffusion. Therefore, the number density of inclusions was 15.18 mm−2 when entering the RH station, which is a slight increase. During the subsequent process, the number of inclusions decreased, and the number density of inclusions in the slab decreased to 10.33 mm−2. Due to diffusion deoxidization and carbon deoxidization under vacuum conditions, the number of large inclusions was greatly reduced. No inclusion larger than 30 μm was found during the entire production process, and the inclusion number density was controlled at a low level. The inclusions with sizes of 5–10 and 10–30 μm decreased gradually, accounting for 14.9% and 0.4%, respectively, whereas the inclusions with sizes ≤5 μm increased gradually, accounting for 84.7%. The main reason is that some of the Al particles were incorporated into the molten steel by deoxidation and alloying before leaving the station. Due to the relatively smaller particles, the deoxidation products did not comply with the stokes theorem very well during floating; thus, they were retained in the molten steel. Therefore, many ≤5 μm inclusions remained in the slab.
Morphological and compositional changes of micro-inclusions in steel
Inclusions in Ar blowing station
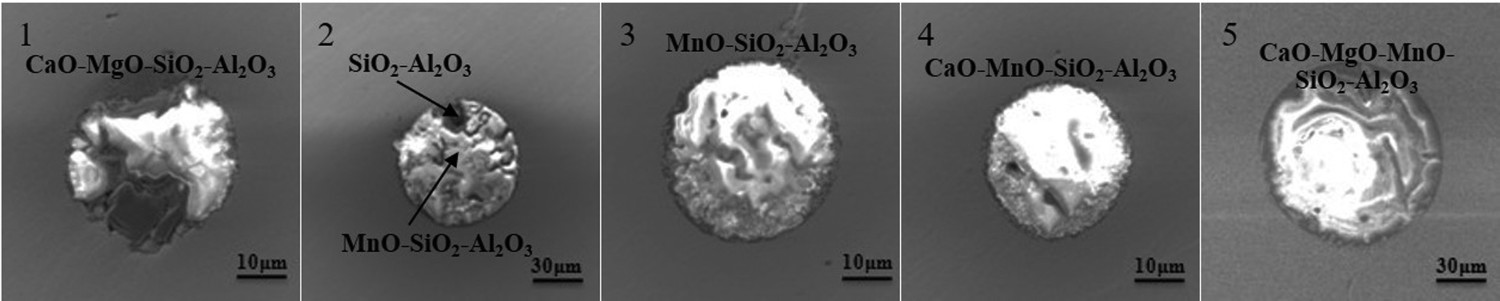
A weak deoxidation process was used during tapping. According to the composition in Figure 12, it was determined that the inclusions were large spherical CaO–MgO–SiO2–Al2O3 and MnO–SiO2–Al2O3 systems with sizes of 20–50 μm, which are formed, because the probability of collision between the deoxidation products and fine slag droplets increased by hundreds of times in the slag washing process. Most MnO–SiO2–Al2O3 was formed as a composite deoxidation product and was adsorbed and aggregated by the slag to form larger inclusions. However, due to the short tapping time, the large inclusions could not all float into the slag layer, and some were retained in the molten steel. Inclusions before RH treatment Morphology of typical inclusions in Ar blowing station.
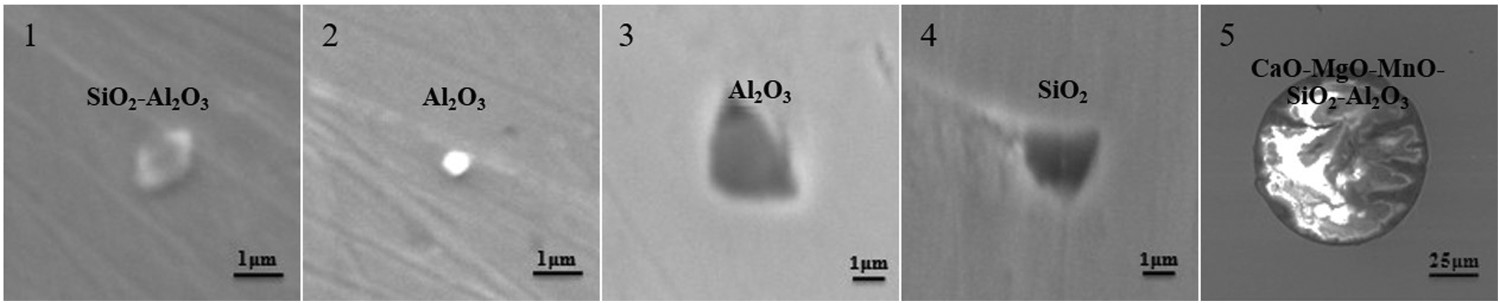
The inclusions in steel were mainly less than 3 μm SiO2, Al2O3, and SiO2–Al2O3 inclusions, according to the composition in Figure 13, which were modified by adding Al powders to the top slag and stirring by argon blowing for 3 min when entering the RH station. Only a few large CaO–MgO–SiO2–Al2O3 inclusions did not float. Although the free oxygen activity in the steel was still high, the number of large CaO–MgO–SiO2–Al2O3 inclusions was significantly reduced. Inclusions after RH treatment Morphology of typical inclusions before RH treatment.
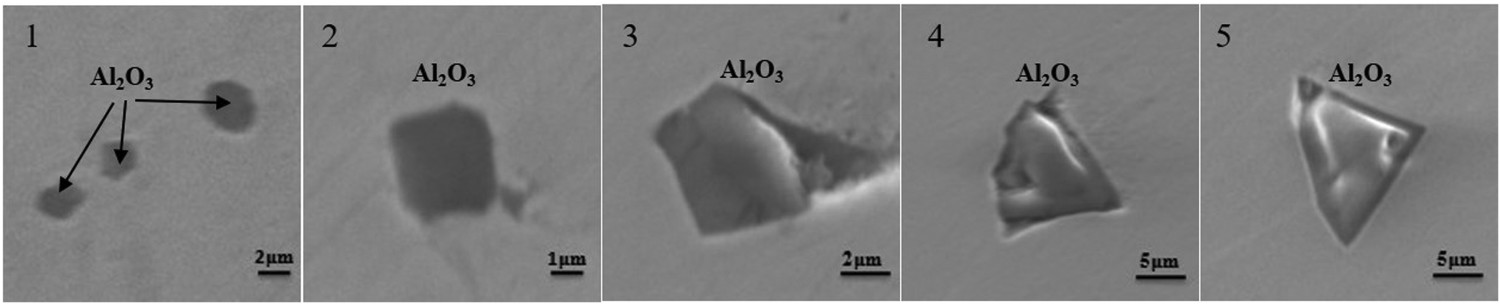
Based on Figure 14, the large inclusions essentially disappeared when the ladle left the RH station. The deoxidized products in steel were mainly ≤10 μm Al2O3 and SiO2. The Al2O3 particles had round, square, and polygon shapes and some of them existed as clusters. Due to the Al final deoxidation and alloying after vacuum treatment, fine Al2O3 inclusions were mostly formed at this step. If the soft-blowing time was too short or the caster production rhythm was tight, these inclusions could not be removed completely. Inclusions in tundish Morphology of typical inclusions after RH treatment.
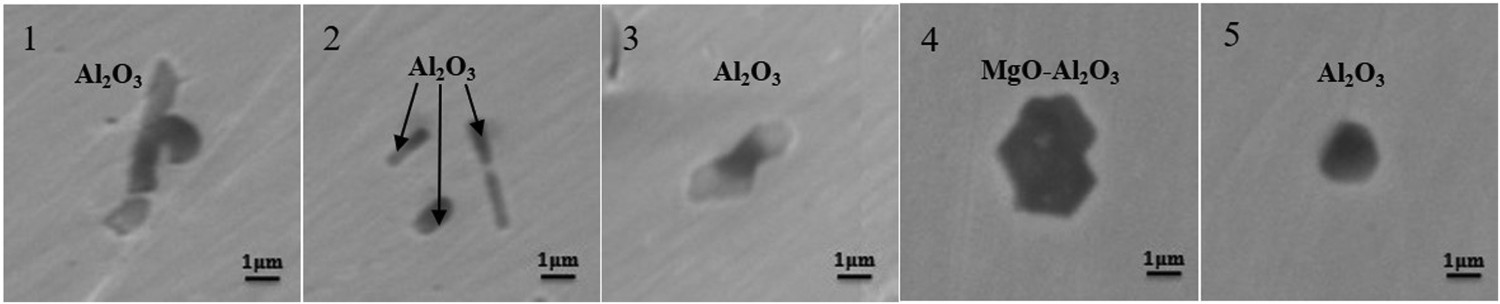
From Figure 15, it is deduced that the main inclusions in the tundish were Al2O3, which is basically the same as that in RH, and the inclusion size was further reduced to ≤5 μm. Only a small amount of SiO2–Al2O3, MgO–Al2O3, and MnO–Al2O3 inclusions was found, indicating that under the action of the turbulence inhibitor and retaining wall, the residence time of the molten steel in the tundish and the volume of the piston flow increased; the possibility of aggregation of the residual micro-inclusions also increased, and the large inclusion particles continued to float. Inclusions in slab Morphology of typical inclusions in tundish.
The data in Figure 16 show that all the inclusions in the slab were ≤3 μm Al2O3–(MnS) and MgO–Al2O3–(MnS), which had little effect on the slab quality. The small Al2O3 inclusions were not only derived from the deoxidation products generated during the refining process but mainly from the secondary oxidation inclusions formed during the casting process. When molten steel flowed from the ladle nozzle to the mould, it was inevitable to inhale a part of the air, which would lead to the secondary oxidation of molten steel and precipitate more inclusions. Especially when the secondary oxidation of molten steel was serious, it might affect the castability of molten steel. According to the calculation results of inclusion precipitation during continuous casting, it can be found that Al2O3 was mainly precipitated during the cooling process of aluminium-containing steel. The estimated precipitation amount per kg of molten steel was shown in Table 4. Morphology of typical inclusions in slab. Precipitation of Al2O3 at different temperatures and different oxygen contents.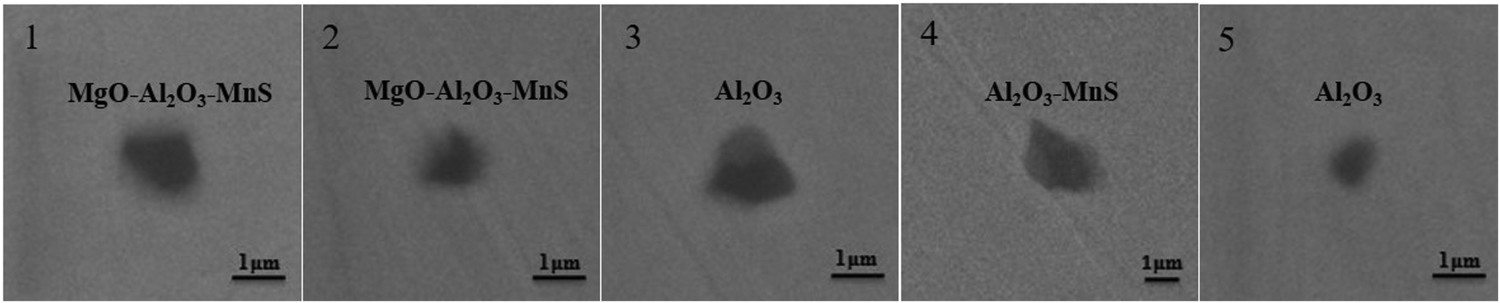
From the calculation results of Table 4, it can be seen that only Al2O3 precipitated during the cooling process of molten steel. In the absence of secondary oxidation, the amount of precipitation per kg of molten steel was very small, but in the presence of secondary oxidation, the amount of precipitation would be greatly increased, depending on the effect of protective casting on site. Therefore, in order to greatly reduce the number of small inclusions, it was not enough to optimize the deoxidization alloying system, argon blowing system, refining slag composition, etc., and it was necessary to strengthen the protective casting on site.
Sulphides were the main reaction products of the alloying elements and sulphur in steel. MgO–Al2O3 was related to the spalling and erosion of refractories. According to statistical analysis, the sources of the micro-inclusions were: deoxidized products or secondary oxidation products > sulphide > refractory corrosion products.
Morphology and composition of large inclusions in steel
For RH without oxygen blowing, the total amount of electrolytic inclusions in the two slabs were 1.325 and 1.442 mg kg steel−1, respectively, with an average of 1.384 mg kg steel−1. Most of the large inclusions had a square morphology (Figure 17). Combined with the data from the energy dispersive spectra of the inclusions (Table 5), the inclusions in steel were mainly SiO2, Al2O3, SiO2–Al2O3–(K2O), MgO–Al2O3. The SiO2, Al2O3 and SiO2–Al2O3 inclusions were mainly deoxidation products or secondary oxidation products in molten steel, and magnesium aluminate was a combination of ladle slag or tundish coating materials (mainly composed of MgO) or alumina. Morphology of large inclusions in slab. Composition of inclusions in slab (wt-%).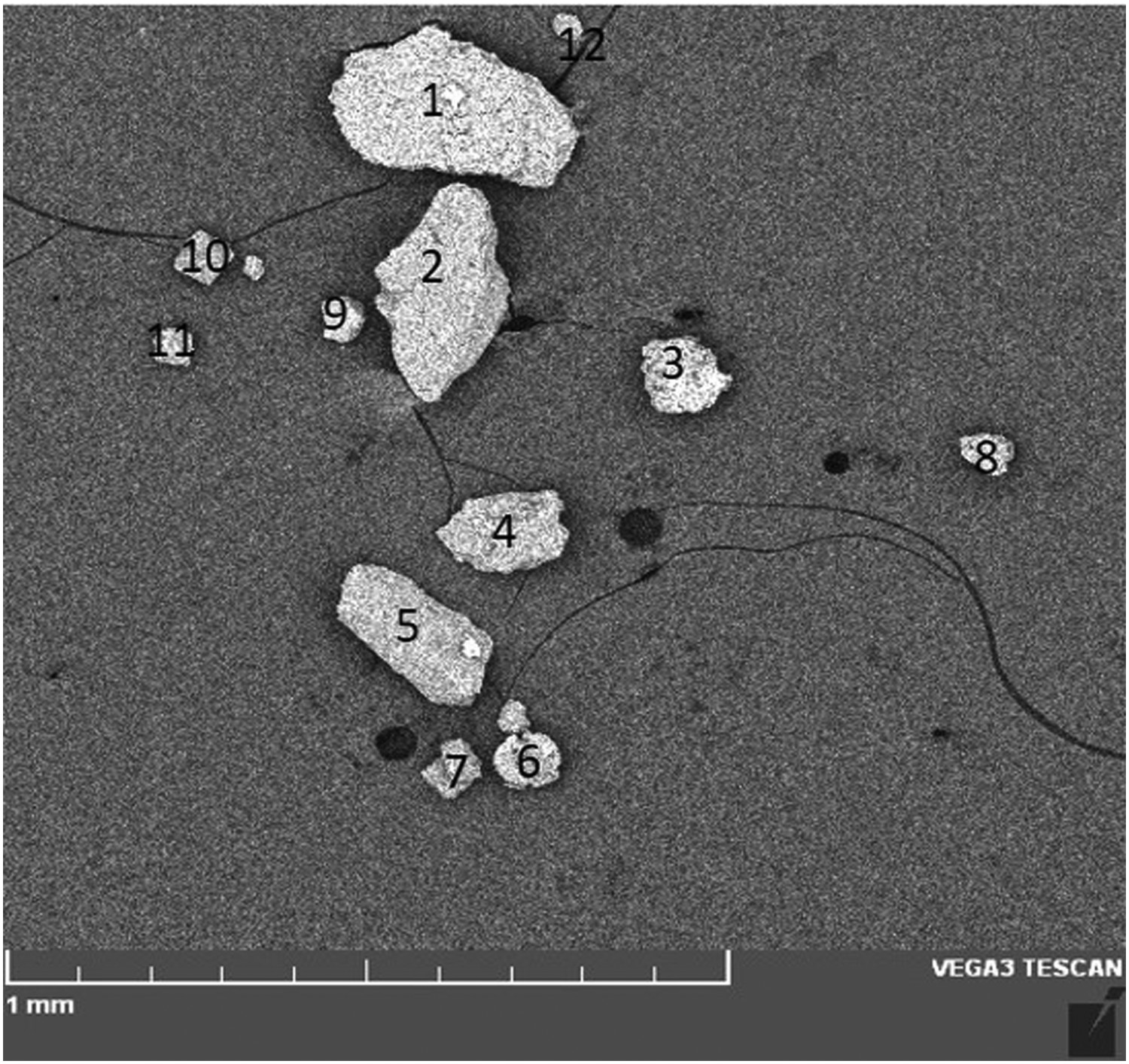
Conclusions
When the free oxygen content in molten steel reached 475–525 ppm before RH treatment, it could be guaranteed to be 100–150 ppm after carbon deoxidation, which is beneficial for decreasing oxygen consumption and reducing the formation of inclusions. In order to ensure a stable level of liquid steel in the ladle during vacuum treatment, the oxygen blowing flow should be minimized. The suitable compositional range of refining slag should be controlled to: CaO = 41–50 wt-%, Al2O3 = 29–36 wt-%, SiO2 = 5–11 wt-%, MgO = 6–10 wt-%. By optimizing the composition of the refining slag and RH oxygen blowing flow, the castability of low-carbon low-silicon steel could be improved. Under RH, without oxygen blowing, molten steel could be cast continuously without nozzle clogging. The average T[O] content was 18 ppm in the plate, and the [N] content was 17 ppm. Metallographic analysis showed that the inclusion size was less than 30 μm. The <5, 5–10, and 10–30 μm inclusions accounted for 84.7%, 14.9%, and 0.4% of the total inclusions, respectively. The micro-inclusions in the slab were all ≤3 μm Al2O3–(MnS) and MgO–Al2O3–(MnS), which had little effect on the slab quality. The average total amount of electrolytic inclusions in the slab was 1.384 mg kg steel−1. The large inclusions in steel were mainly SiO2, Al2O3, SiO2–Al2O3–(K2O), and MgO–Al2O3, with square shapes. SiO2, Al2O3, and aluminosilicate were mainly deoxidation products or secondary oxidation inclusions in molten steel, and spinel was a combination of ladle slag or tundish coating shedding products or alumina.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).