
Abstract
Sustainability is a central issue in metallurgical processes due to their energy intensiveness and environmental impacts. The role of metallurgical industry in Finland is significant accounting for 12% of the value of exports. Meanwhile it is also responsible for 7% of CO2 emissions. Sustainability has been in focus during the latest decennia. Foremost progresses in iron and steelmaking for energy saving and reduction of emissions are surveyed in this contribution. Ferroalloys smelting is a highly energy intensive process. Utilization of local low-grade chromite ore led to major technological advances including innovative agglomeration technique, closed smelting furnace with pre-heating and off-gas recovery contributing to high energy efficiency and low carbon footprint in ferrochrome production. In non-ferrous metallurgy developments in flash smelting for copper rose from a need of substantial reduction of energy consumption and SO2 emissions. The focus was then set on energy efficient technologies with low carbon footprint, sulphur fixation and fugitive emissions. Oxygen in smelting, continuous converting, direct to blister and direct nickel matte smelting are the main achievements. The impact of novel technologies to global sulphur emissions and local environmental issues in the smelters has been considerable.
Introduction
Sustainability is a common global aim today involving all fields of human activity. Applied to technology and industry it means economically and socially sound course of actions, which are environmentally protective and sustainable in the long term. From the technological viewpoint, usage of energy, its forms and sources have a central role. The global energy need was estimated as 13.5 Btoe (billion tonnes oil equivalent) in 2013 (IEA 2015). The anthropogenic CO2 emissions were 36 Bt in 2014 (CO2-Earth 2016) of which the share of steel was about 6% and the whole metallurgical industry almost 10% (World Steel Association 2016). These figures reveal the central role of energy in metallurgical processes. Metallurgical industry is significant in Finland accounting for about 12% of the value of exports. Meanwhile, it is responsible for about 7% of equivalent CO2 emissions in Finland produced by the Finnish residents (Statistics Finland 2015). Because such primary energy sources like coal, oil and gas are missing, they must be imported. Consequently, ‘cheap energy’ has not been available and energy saving has been a necessity through the decades. In the following, some crucial achievements and innovations in Finnish ferrous and non-ferrous industries are described from the viewpoint of sustainability, with main emphasis in energy saving solutions and environmental issues.
Iron and steel making
Annual steel production in Finland is nowadays about 4 Mt including SSAB Europe integrated Raahe Steel Works, Outokumpu Stainless Tornio Works and Ovako Imatra Special Steel Works.
Integrated steel works
Raahe Steel Works was founded in 1960s by Rauta-ruukki Oy to produce plates and sheets and to utilize Finnish iron ore. Gradually, it formed an integrated iron and steel mill including sinter plant, coke making, blast furnaces, converters, ladle metallurgy facilities, slab continuous casting and hot rolling mills for plate and strip. Even lime kilns and oxygen plant exist on-site. After exhaustion of iron ore mines in 1980s, production has based on imported concentrates and pellets. Coke was first imported but own coke plant was built based on dry quenching technique in 1987/92. Coking gas is purified in byproduct plant and then utilized for heating purposes. In 2011 the sinter plant was closed down and 100% pellet charge was adopted in the blast furnaces (Riesbeck et al. 2013). This had noticeable positive influences including 7% reduction in energy consumption, 8–11% decrease in CO2 emissions and 70% less SO2 emissions from Raahe works. Sinter plant was a central node for recycling and recovering of dust from several unit processes. As a compensation, cement-bonded briquettes are produced from the dust and then charged into blast furnaces (Kinnunen & Swanljung 2015).
Production of pellets from concentrate naturally increased electricity consumption and CO2 emissions on the mine site, but that effect was much smaller than the positive effects on the Raahe site. Generally, blast furnace process is the major energy consumer with big energy inputs and outputs as seen in Figure 1. Most input energy originates from coke, minor share from auxiliary fuel and recycled BF gas via preheating of blast air in hot stoves. In Figure 1 extra heavy bottom oil was the auxiliary fuel. In 2015 oil was replaced with pulverized coal injection. On the output side it is noteworthy that only roughly half of the energy goes in reduction reactions (chemical energy) and a remarkable energy output is in BF gas and in hot metal. These energies are mostly recoverable.
Energy balance of blast furnace.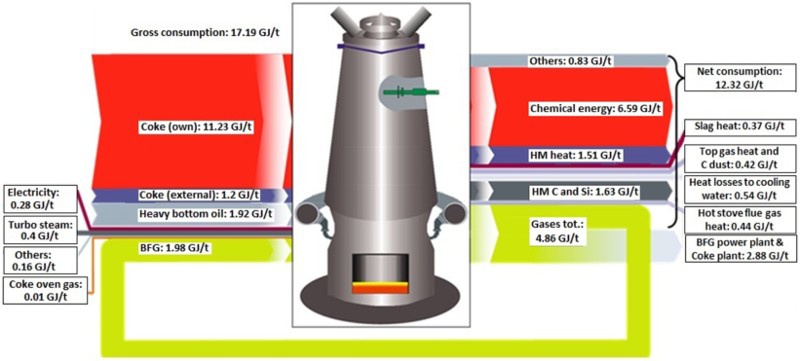
Main gas streams are integrated in a comprehensive system including a modernized power station for electricity. Gases are used for heating in different objects like coke plant, hot stoves, slab annealing furnaces etc. (SSAB 2015). Low calorific heat is even utilized for district heating. Energy content of hot metal is reclaimed in converters for scrap melting. In Raahe Steel Works scrap rate is a factor controlling the production rate in conjunction with the BF hot metal output. A mean value 25% scrap is attained due to improved process control and integration. Comparison between different steel plants is difficult as the raw materials, energy types, processes and products differ. Concerning fuel consumption in iron making Raahe's blast furnaces have been among ten best furnaces in Europe (Raahe 2016).
Future challenges have to interface with the 2015 Paris Climate Conference, which worked for stopping the climate warming by setting targets for global reduction of greenhouse gases (UN 2015). The targets for each country were defined individually depending on conditions. European Union with relatively high emissions per capita promised to reduce CO2 emissions by 40% in 2030 from 1990 levels. Although the peak has already surpassed and the trend is descending, the target is quite ambitious. This relates to the steel industry too. The Raahe Steel Works is ongoing the work to further decrease energy consumption and CO2 emissions (SSAB 2015). Potential objects are for example increased O2-enrichment in hot stoves and annealing furnaces, more efficient integration and utilization of internal energy flows, increased heat recovery (e.g. from BOF off-gases and slags) and hot charging of slabs from casters to rolling. A prospective way to reduce fuel in BF is ‘top-gas recycling’, a joint European project which has proceeded to first industrial scale experiments (van der Stel 2014). ‘Direct’ ways to reduce carbon footprint, which are under investigations are replacing coke with less carbon-intensive energy sources, biomass, natural gas or electricity as well as CCS (carbon dioxide capture and sequestration). All they have wide-ranging influences and thus should be prepared on a regional, national or international level. In 2014 Rautaruukki became a subsidiary of SSAB. Steel company SSAB, mining company LKAB and power company Vattenfall have launched an initiative to a HYBRIT project (Hydrogen Breakthrough Ironmaking Technology) based on direct reduction with H2 gas produced from water. The time span for implementation is 20–25 years (SSAB 2016).
Stainless steelmaking
Stainless steelmaking in Finland belongs nowadays to the company Outokumpu. It was originally founded in 1930s to exploit copper ore from Outokumpu mine. Then it expanded into a multi-metal enterprise producing also nickel, zinc and cobalt. When chromite ore deposit was found near Kemi in 1959 mining was soon started and a ferrochrome plant was erected nearby in Tornio at the Gulf of Bothnia in 1968. The company had then access to the both key raw materials of stainless steel, chromium and nickel. Stainless steelmaking began in 1976 when Tornio Steel Works started up. The timing was perfect in that respect that a new technology, AOD was just emerging. In an AOD converter, carbon oxidation is favoured over oxidation of Cr by the diluting effect of argon gas. It made possible to produce stainless steels by using high carbon FeCr with fairly low Cr/Fe ratio, characteristic to Tornio FeCr. In the beginning, the annual production was only 50 000 t. As result of several extensions, the plant has a capacity of about 1.5 Mt/year today. At the same time, the company has totally changed. Since the turn of the millennium, the company focussed on stainless steel and exited from copper and other metals, mines and technology. After several acquisitions and arrangements, the current Outokumpu is a global company in stainless and high performance materials, which has except for Tornio steel plants in Sweden, Germany, UK and USA.
The common principle of stainless steelmaking nowadays, is to melt scrap (stainless and carbon steels) with charge FeCr in electric arc furnace, then transfer the liquid heat into AOD converter for decarburization and desulphurization. The crude steel is then tapped and alloyed into ladle for final treatment, and transferred to casting machine to produce slabs, blooms or billets, then to hot rolling, cold rolling and to manufacturing final products. Stainless steel is one of the most recycled material. At the end of its lifetime as a component, almost 100% returns to remelting. For efficient recycling it is relatively expensive due to alloying and easy to identify and separate from other metals. Outokumpu's vision of the circular economy of stainless steel is shown in Figure 2. Because secondary raw materials (stainless scrap) are not enough to fulfil the needs of growing consumption, it is necessary to complete the materials balance by adding new virgin alloying elements (Cr, Ni, Mo) which together with carbon steel scrap can produce stainless steel.
Material flow in Outokumpu's circular economy (Outokumpu 2015).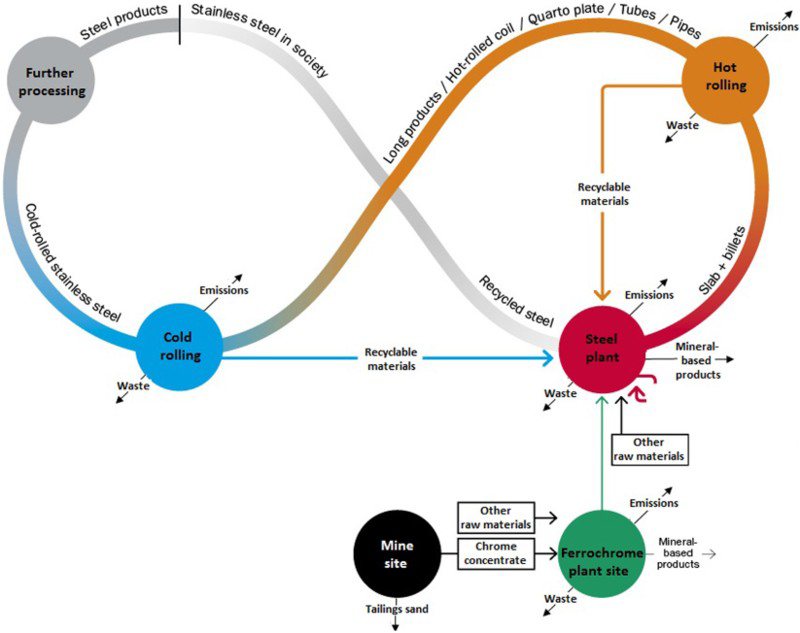
The Tornio Works is a special case among stainless steelmakers as it does not purchase FeCr but has its own on-site production. The progresses made for ferrochrome process are discussed separately later. In a conventional FeCr smelter, liquid FeCr is tapped from the submerged arc furnace (SAF) to ladles and then cast to ingots and sold up to customers. In Tornio the smelter location close to the steel plant enabled utilization of liquid FeCr in steelmaking. A unique process route was developed in the middle of 1990s: liquid FeCr is charged into a ‘Cr-converter’ (AOD type vessel), where it is blown with oxygen to decrease silicon from the level of 4 wt-% down to 0.3 wt-% (Heikkinen et al. 2010). Carbon content is decreased due to dilution and mild oxidation. Only little chromium is oxidized if oxidation is stopped at a proper stage. The exothermic reaction heat can melt solid scrap (typically 550 kg/ton new liquid) and eventually nickel. Owing to the additions, Cr-content dilutes from initial 53 to about 35 wt-% in the new liquid, which is charged into AOD converter and combined with low-Cr liquid from the EAF. Compared to the conventional route with melting solids in EAF and transfer of liquid into AOD converter, Cr-converter route exploits the physical heat of the liquid FeCr. It even increases production rate and capacity by combining two melting units and lowering the initial C and Si contents in the AOD converter. For the present Cr-converter is only on the older production line, whereas the new line is based on EAF melting and AOD converting. Recent and future efforts in Tornio Works aim at utmost energy and materials efficiency by process integration. Raising the reuse of CO gas from FeCr smelter from 92% to ≥95% is an example (Outokumpu 2015).
Ferroalloys smelting – the Finnish approach
The production of high carbon ferrochrome (HCFeCr) is an energy-intensive process (Holappa 2010). It needs coke for carbo-thermic reduction and electricity for smelting. The major raw material is chromite ore, which is an oxide mineral containing chromium and iron together with minor oxides, such as alumina and magnesia. Chromite is used as lumpy ore, fines and concentrate. To convert the ore fines and concentrates suitable for the smelting furnace, they need to be agglomerated into pellets or sinter with sufficient mechanical strength. Quartzite, SiO2 and other minerals (bauxite, olivine, dolomite, limestone) are used for fluxing the gangue minerals and forming a proper slag.
In 1980s new methods, such as plasma smelting, pre-reduction and direct reduction were launched for ferrochrome production. However, most ferrochrome is still produced in SAFs (Jones 2014). Various pre-treatment methods prior to smelting, agglomeration, preheating and pre-reduction were developed and are used today.
As told, there is a chromite mine in Kemi, Northern Finland. It is the only massive chromite ore body in Europe. It is not very rich and has a Cr/Fe ratio of 1.5 to 1.6 (w/w). This made it unsuitable for FeCr production for stainless steel in 1960s. The situation changed in 1970s when AOD technology emerged in stainless steel production. Owing to the unique integrate the target of process developments in Tornio has been in overall profitability of the operation, ranging from chromite ore mining to the ferrochrome products (Daavittila & Honkaniemi 2003; Daavittila et al. 2004). Between 1985 and 1995 the Tornio FeCr smelter underwent the most considerable changes in its history:
The production capacity of ferrochrome was raised from 60 to 250 kt/year the rotary preheating kiln was replaced with a stationary, shaft-type pre-heater the shaft-furnace sintering of pellets was replaced by steel-belt induration the capacity of the sintering plant was doubled from 150 to 300 kt/year upgraded lumpy ore was adopted as another raw material aside sintered pellets a distributed control system (DSC) was built for the whole process chain.
A new 100 MW SAF and a 600 kt/year sintering (induration) plant were commissioned in 2012, again doubling the production capacity to 530 kt HCFeCr/year. The current flowsheet is shown in Figure 3.
The Finnish HCFeCr production flowsheet and its unit operations.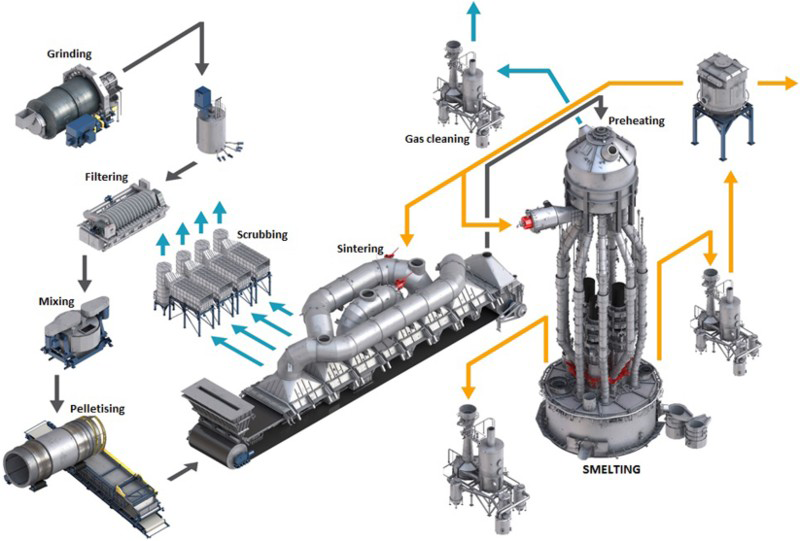
From the energy saving aspect the steel belt sintering (SBS) is essential. Originally, it was used for induration of iron-ore pellets by LKAB. The concept was implemented for ferroalloys production in Tornio 1990 (Vartiainen et al. 2007). Energy consumption was 50% lower than with the old shaft-furnace sintering technology (Niemelä 2001). Also, the uniformity of sintered pellets was better, and the throughput of the sintering plant much higher.
Chemistry and energy consumption of FeCr smelting
The core chemical process of the ferrochrome smelting in SAF as to its energy consumption is the reduction of chromium oxide:

Along with it, iron oxides and some silica are reduced to form the FeCr alloy, which also dissolves carbon to saturation. The produced metal in Tornio is charge chrome or HCFeCr with a nominal composition of 53 wt-% Cr, 7 wt-% C and 4–5 wt-% Si. The smelting process generates a lot of slag due to the high gangue content of the lumpy ore. The slag/metal ratio is about 1.2 (kg slag/kg FeCr), but depends on the feed mixture. The chromite reduction generates 650–750 Nm3/t FeCr off-gas which contains 85–90 vol.-% CO, 5–7 vol.-% H2, 2–5 vol.-% CO2, 2–5 vol.-% N2 and 1–2 vol.-% H2O. Only closed smelting furnaces and furnaces with closable hoods offer favourable possibilities for utilization of the produced CO gas and its chemical energy. The material and electricity consumptions in the smelting depend mostly on quality of the ores and feed mixture used (Gasik 2013, p. 317). The conventional open SAF technology using lumpy ore and fines without agglomeration consumes 2400–3000 kg of chromite raw materials, 550–700 kg of reductant and in total 13 700–16 200 MJ of electricity per ton FeCr. With pellets together with preheated charge, the corresponding figures without remelts are 2300–2400 kg, 500–550 kg and 11 150–12 600 MJ (Niemelä 2001). Even CO2 emissions decrease respectively. The CO2 emissions intensity related to the specific energy consumption of different process technologies producing 50%Cr FeCr, allowed in various geographical areas, are compared in Figure 4.
Generation of CO2 in different FeCr processing technologies (Louhi 2015).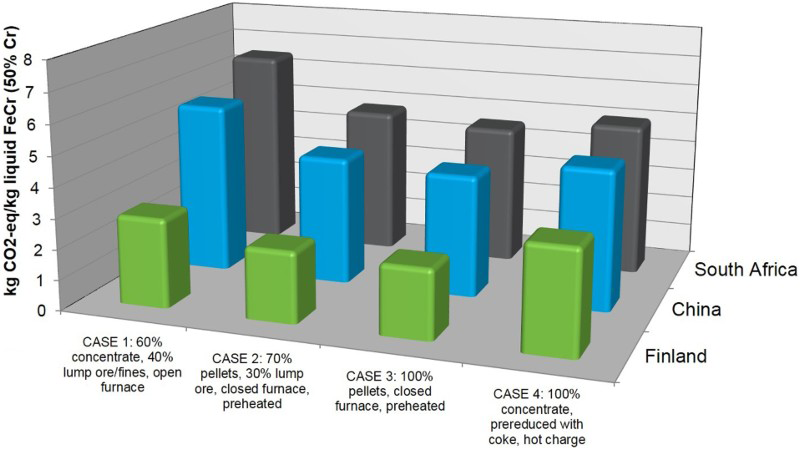
The ferrochrome processes in production today use electricity and fossil fuels. CO2 emissions from electricity generation by coal combustion are high. The CO2 sources in the actual ferrochrome process are (Niemelä 2001; Louhi 2015):
combustion of coke, CO gas or other fuels and decomposition of carbonates in sintering, coke drying and preheating combustion of CO gas or other fossil fuel in ladle heating combustion of excess CO gas in the SAF smelting.
The CO gas from the closed SAF is a high quality fuel with very low sulphur content. Its calorific value is high, about 3 kWh Nm−3 (Gasik 2013, p. 359). If the annual FeCr production is 500 000 t, the power in the CO gas corresponds to 135 MW. CO(g) is utilized in Tornio as fuel by direct combustion in the FeCr production and as optional fuel in external processes in stainless steel production integrated to FeCr smelting. It substitutes other external fuels, for instance heavy fuel oil and LNG.
Sustainability of FeCr smelting
In 2001 about half of the smelting furnaces in the global FeCr production were closed or semi-closed type. A typical off-gas volume from a semi-closed furnace is estimated to be 10 000–15 000 Nm3/t FeCr and from an open furnace 50 000–55 000 Nm3/t FeCr, respectively (Niemelä 2001). In the energy recovery process of a semi-closed furnace, CO gas is combusted by air thus creating hot off-gas. The semi-closed SAFs are equipped with integrated energy recovery systems in the off-gas train.
The FeCr production itself generates 1200–2000 kg CO2/t FeCr. An external use of the CO gas from the smelting furnace reduces the factual emissions of a FeCr plant. In the case the electricity for smelting operation is produced by coal, the total CO2 emissions in the entire chromium cycle from ore mining to FeCr were estimated at 6000 kg CO2/t FeCr (Niemelä 2001).
The means to minimize the specific energy consumption [i.e. MJ/t FeCr] are important in terms of both the production costs and the general sustainability of the industry. As a thermodynamic constraint, there is no alternative today for carbon as the reductant for Cr. The generated CO gas is a form of secondary energy. It is important for the CO2 emissions and the resource efficiency to utilize all CO gas from the smelting step. If the ferrochrome production includes the pre-processing and preheating units like in Tornio, its own need for CO gas from SAF is 25–30%. The remaining volume is used elsewhere in the Tornio plant (Niemelä et al. 2004; dos Santos 2010). The progress in CO2 emissions of the Outokumpu Tornio HCFeCr production from 1970 to 2000 is presented in Figure 5. The emissions were calculated based on the coke and CO gas consumptions as well as from the decomposition of carbonates. The chromium content of charge chrome in the calculations was normalized to 53 wt-%. In the Tornio case, the excess CO gas from the closed SAF is effectively utilized as a fuel in the adjacent external processes of steelmaking and central heating plant, and that CO2 share was subtracted in the emission figures of the FeCr production.
Development of specific CO2 emissions for FeCr smelting operation at Outokumpu Tornio Works between 1970 and 2000 (Niemelä 2001).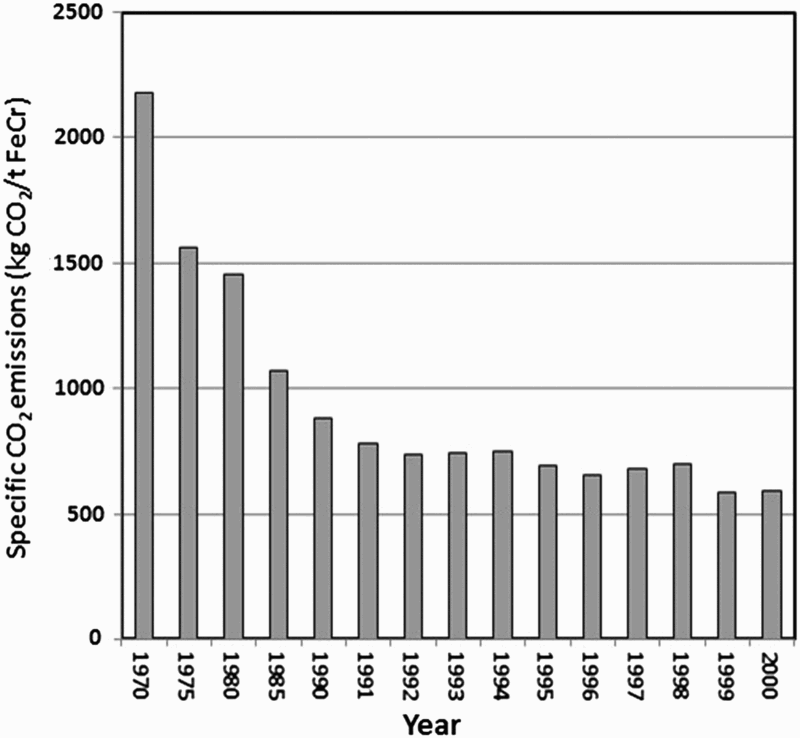
Without the external use of CO, the CO2 emissions in 2000 would have been 1410 kg CO2/t FeCr instead of 595 kg CO2/t FeCr (Niemelä 2001). The specific emissions in Figure 5 are from the industrial process chain. The Figure is ending the year 2000 but thereafter no drastic changes happened and the plant data was established to represent the best available FeCr smelting technology (BAT) of EU (2014).
Electric steelmaking from recycled steel
Electric steelmaking was started in Imatra about 80 years ago to take advantage of the big hydro power station in Vuoksi River in southeastern Finland. Nowadays the plant is a part of the Nordic company Ovako. It produces low-alloy round and square bars for the demanding automotive and engineering industries. Majority of the products are used in means of transportation and thus the main energy issues take place during the product's lifecycle. This is a central aspect in the company's R&D function. As such, electric steelmaking is sustainable because it based 97% on recycled raw materials i.e. steel scrap with alloying elements. Preheated scrap is melted in a 75 ton/50 MVA AC furnace, which is also equipped with three oxygen/natural gas burners and one lance for coal injection to speed up scrap melting. Foaming slag practise and gas bottom stirring are used to promote melting and refining and to protect the furnace lining. Tap-to-tap time is 60–65 min. Raw steel is tapped from the EAF into ladle for secondary metallurgy operations, refining, alloying and temperature steering in Ladle Furnace and Tank Degasser. Then the finished steel goes to continuous casting in a modern 2-strand bloom caster. The solidified blooms are hot charged into the rolling mill furnace. This is a special energy-saving solution when the blooms do not cool down but keep an average temperature 800–900°C, which means also shorter furnace time, less oxidation, better yield and surface quality.
Furthermore, production facilities at Imatra steel works include a bar mill and diverse furnaces and equipment for heat treatment and finishing operations. Equal energy source to electricity is natural gas, used for heating purposes. The calculated emission is 230 kg CO2 per ton steel product (Ovako 2015). Future efforts aim at increasing heat recovery from off-gases and further improving energy efficiency in furnaces by better insulation, burner technology and process control.
Environmental issues in sulphide smelting – the Finnish solution
The chemical energy embedded in the sulphide raw materials was known from thermochemical measurements and data (Bichowsky & Rossini 1936; Kelley 1931–1937) of the oxidation reactions from the early twentieth century (Norman 1936; Stewart 1936) but its utilization as a technical innovation was still waiting for suitable equipment and flow sheets. In sulphide roasting, the feature was long time seen as a nuisance (Haglund 1936), limiting the operational window and the furnace availability (Freeman 1930).
Thus copper and nickel smelting in the early twentieth century was largely based on electric smelting and inefficient reverberatory furnace technologies, with excessive use of external energy. As an outcome of that situation was a large carbon footprint of the non-ferrous metals extraction (Habashi 2007) and e.g. the lean off-gas was unsuitable for acid making, and thus fixing the sulphur values of the smelting.
Serious shortage of energy in Finland in the post WW II period forced operator of the richest European copper mine to browse optional ways for producing copper from chalcopyrite and replacing electric smelting. The utilization of suspension roasting and its combination with the smelting step was patented already by several inventors by late 1940s (Lange 1960). Thus, the basic idea of combining two separate processing vessels and unit processes together, sulphide roasting and smelting, was known in patent literature but no operating furnace design was available. An industrial attempt of combining a suspension roasting shaft with a reverberatory smelting hearth and heat recovery from the off-gas was tested in 1948–49 in Harjavalta (Finland) on a modest scale of about 10 000–20 000 t Cu/year (Särkikoski 1999). A patent application was filed in 1948 where the invention covered a furnace of unique design and the smelting process chain (Bryk & Ryselin 1948), see Figure 6.
Patent description of the furnace innovation for smelting fine sulphide concentrates and recovering heat values of the off-gas (Bryk & Ryselin 1948). The numbers 1–3 refer to smelting furnace design, 4, 7 heat recovery, 5, 6 process air control and 8–10 concentrate feed system.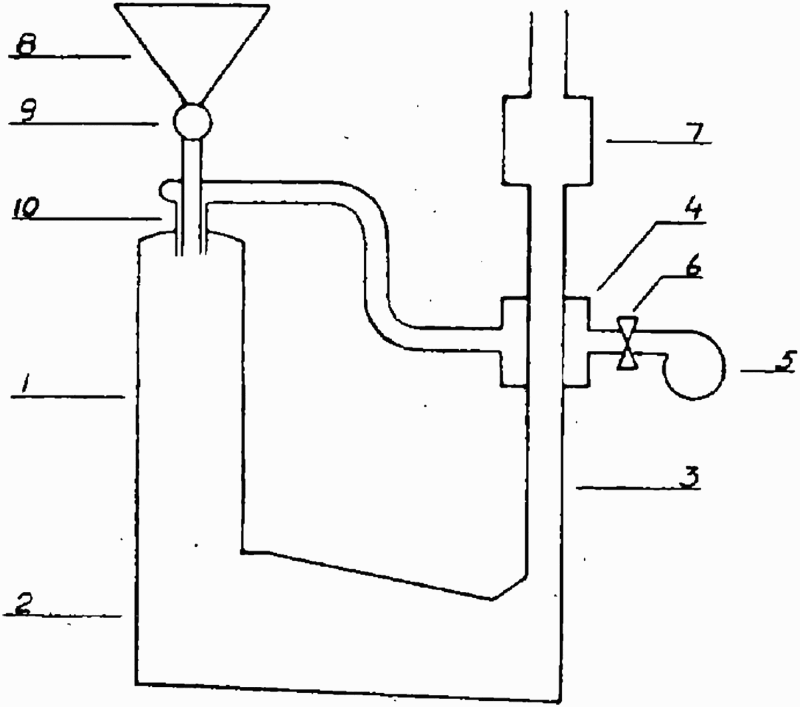
This development needed also other innovations along the minerals processing chain to be in common use, such as froth flotation, allowing the industrial-scale availability of fine-enough sulphide concentrates, with d50 = 40–60 µm. Only those particle classes with appropriate specific surface area are heated up quickly enough and ignited, as dry material (<0.1% H2O) in the hot reaction shaft, starting the oxidation reactions for heat generation and enabling the subsequent matte and slag formation processes of the smelting stage in the settler (Jokilaakso et al. 1991).
The innovative features of the patent application were a physical separation of the oxidation step from the actual smelting process, use of the chemical energy released by the sulphide oxidation, and recovering the heat values of the SO2-rich off gas for pre-heating the process gas and feed mixture. Another feature realized somewhat later was that the height of the reaction shaft should be long enough to allow a control of the matte grade, i.e. the copper concentration of the produced matte and thus its oxidation degree (Bryk 1952). This is done by regulating carefully the solids-to-air ratio and its oxygen-to-iron and to-sulphur ratio for a desired matte grade, called the oxygen coefficient (Taskinen 2011). The fully closed furnace design with steel shell allowed also excellent sulphur capture to sulphuric acid and liquid SO2.
The drivers of development
Local and global acid rain has been the key driving force for improving sulphur fixation features of the sulphide smelting, and it is a critical sales argument for the flash smelting technologies. This has been backed up by the extremely low need of external fuel for smelting, as well as flexibility of using various energy forms for very low-grade concentrates (Themelis 1994; Coursol & Mackey 2010).
The development of refractory lining technologies has been important in the flash smelting as the fluid iron silicate slags and occasionally and locally high copper concentrations are very aggressive to the vessel construction. Today, the operational conditions also allow the use of freeze linings, generated by effective heat flux through the refractory lining and assisted by cooling elements (Kalliala et al. 2015). Those measures have extended the campaign lives of flash smelting vessels from the early few months duration to several years. Thus, the on-line availabilities of the primary smelting line and the continuous converting have been extended to the level of the other processing steps of a copper smelter.
The flash smelting of today
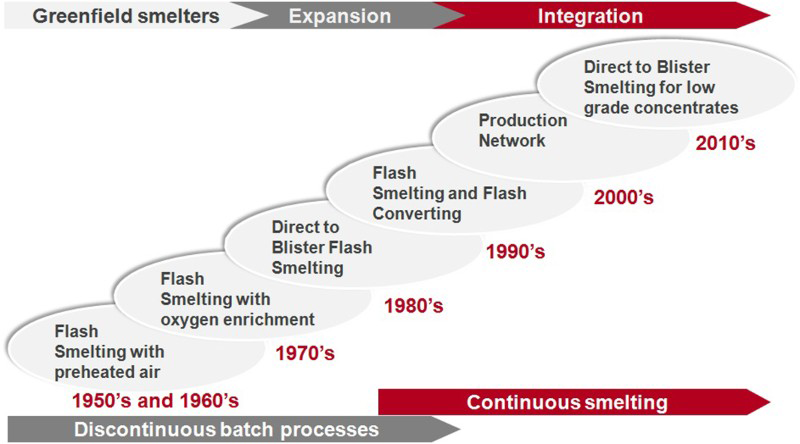
The continuous and extensive development of the flash smelting technology over the time span of its existence has resulted in several process families and technologies which include e.g. see Figure 7:
oxygen enrichment for autogenous operation without external fuel (Härkki et al. 1976) lead flash smelting technology (Krogerus et al. 1984) direct-to-blister smelting of-copper concentrates (Mäkinen & Jåfs 1982) continuous converting of solid copper matte, the flash-converting (Asteljoki et al. 1985, 1989) nickel and direct high-grade nickel matte smelting (Pääkkönen & Mattelmäki 1996) simplified operation with high-capacity single-burner furnaces (Kojo et al. 2000) sulphur acid making from strong off-gas (Kojo & Storch 2006) copper production network concept (Peuraniemi & Lahtinen 2006) increased safety and vessel monitoring as well as advisor systems (Fagerlund 2013). Time-line of the development of the flash smelting technology (Kojo & Storch 2006).
Thus, the specific smelting capacity of the flash smelting furnaces has been increased, as indicated by the smelting rate (Mackey 2014), from the initial level of 20 t/h to >200 t/h and the heat losses can be compensated by oxygen enriched process air, enabling smelting operation without fossil fuel. Therefore, the overall carbon footprint of sulphide smelting is very small if compared with any oxide-based metal making process (Kojo et al. 2009). At the same time, the dust and fugitive emissions at the smelter have been reduced by adoption of e.g. the steam drying technologies (Talja et al. 2010) using low-calorific steam.
The installed sulphide smelting and continuous converting capacity based on the suspension smelting technologies grew rapidly along with the awareness of the need of sulphur fixation in 1970s and 80s. The current smelting capacity for copper is about 9.5 Mt/year and nickel 0.9 Mt/year metal in 55 smelters.
Environmental performance of flash smelting
In terms of the resource efficiency of copper production, the on-line availability, direct metals recovery and external fuel consumption are the key issues of a processing technology (Hanniala et al. 1991). The other vital indicators are the degree of sulphur recovery and its carbon footprint.
It has been estimated, that globally the cumulative SO2 reduction from the atmosphere over the time span the flash smelting technologies have been available, is of the range of 63 Mt SO2 due to the typical + 95% sulphur capture by the flash smelting technologies compared to the situation where the less effective copper smelting technologies in terms of the sulphur fixation would have been used. This estimation is visualized graphically in Figure 8.
Global sulphur dioxide emissions in 1900–2020 from copper smelting with and without the use of flash smelting (Kojo 2010).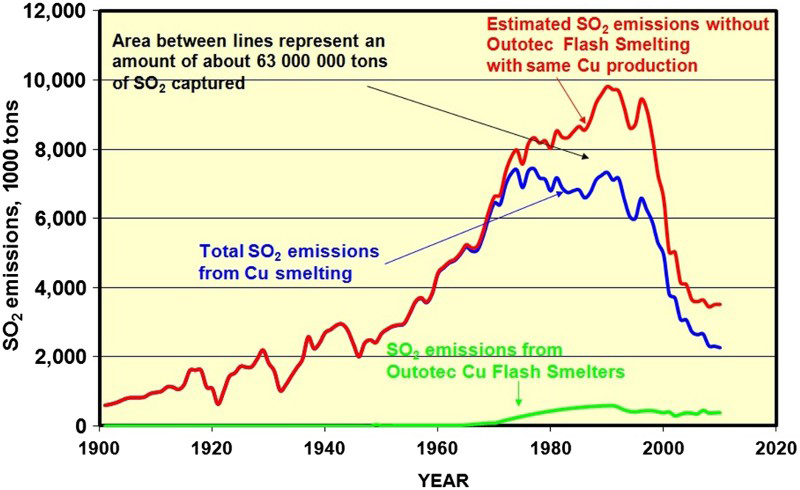
This development was indicated by the industrial surveys by Brook Hunt (2008) showing the average of the other smelting technology in 1990 with a sulphur fixation degree of about 45% whereas average of the flash smelters then was in excess of 90%, bringing the total average of the global industry to a level of 60–62% of sulphur captured. The corresponding figures in 2008 were 88, 92 and 95%, respectively.
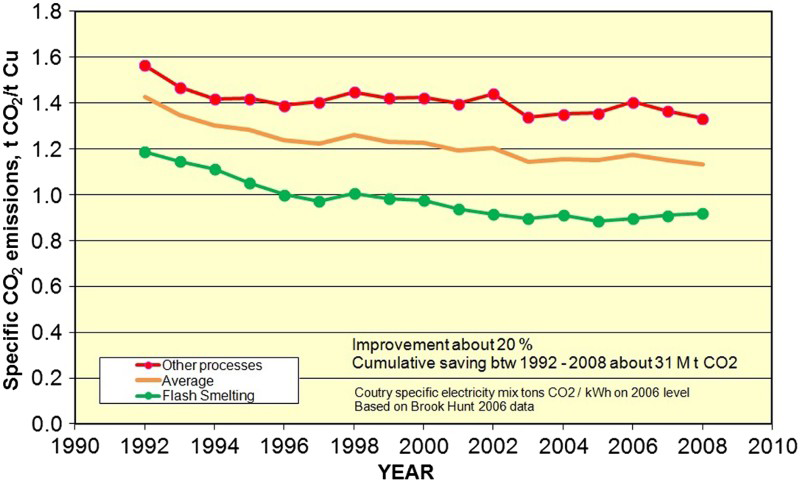
The carbon footprint of sulphide smelting is in general small if compared to the oxide metallurgy, due to the chemical energy accumulated in the concentrates. The efficient use of the chemical energy in smelting by the flash smelting technologies is also lowering the carbon footprint of copper smelting with reference to the other smelting technologies applied in the world. Figure 9 shows a comparison extracted from a survey of Brook Hunt (Kojo 2010). It indicates more than 20% reduction in the specific CO2 emissions and a cumulative saving about 31 Mt CO2 from 1992 to 2008 when using the flash smelting.
Conclusions
Owing to natural resource scarcity and environmental impacts, the Finnish metallurgical industry had to strive for energy saving and finding environment-friendly solutions to processes far before they became global trends and an important part of the sustainability concept. Most important innovations and achievements as well as future challenges are briefly summarized here.
Ore-based iron and steelmaking was erected based on most modern technology and the process route has been developed continuously. Owing to integrated energy system including coke making, blast furnace iron making, steel plant, power station and heat utilization the plant belongs to the European top category. Future goals are to further decrease energy consumption and improve heat recovery and substitute renewable energy for coke in iron production in the long run. Stainless steel making is based 85% on recycled raw materials. It has a special premise of own chromium mine and on-site FeCr production. This is utilized by fully integrated CO recovery and exploitation, and by partial utilization of liquid FeCr in steel making. The current FeCr process was developed by applying available, premier technologies and own innovations. On energy and environmental grounds, it represents the best available technology worldwide. Shortage of electricity and environmental problems were driving forces for the development of flash smelting into industrial process to treat sulphide concentrates in Finland in the middle of the last century. Since huge R&D and engineering efforts, it has become the world's leading copper smelting technology with numerous ‘spin-off’ technologies for copper and other non-ferrous metals, which together have greatly improved energy efficiency and reduced global SO2 and CO2 emissions.
Footnotes
Acknowledgements
This paper is part of a special issue on Sustainability, waste processing and secondary resources. The authors are indebted to SSAB Europe Raahe Steel Works, Outokumpu and Ovako Imatra Steel Works, as well as to Outotec for assistance in writing this review and the updated data about the production technologies and their development over the recent decades.
Disclosure statement
No potential conflict of interest was reported by the authors.
Notes on contributors