
Abstract
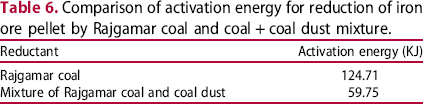
Mining sites are source of iron ore fines which can be reduced by coal and coal dust and crystalline phases of iron ore plays important role in this regards. In this experiment, Author validated experimental data with the chemical kinetic model. No significant difference has been observed in the degree of reduction on the type of coal used as the reducing agent. The activation energy was higher (124.71 KJ) while choosing coal as a reducing agent than the coal + coal dust as a reducing agent (59.75 KJ). The highest reaction rate constant was observed at 1000°C. Abnormal swelling was noted at 850 and 900°C, whereas shrinkage was noted at 950 and 1000°C.
Introduction
Direct reduced iron provides scraps for steel industries. DRI is produced in the form of lumps or pellets. In a direct reduction process, varieties of reductants, namely lower grade coals, natural gas and charcoal, are used. The fast depletion of high-grade coking coal reserves restricts the use of coal in a conventional blast furnace-oxygen steel making route, whereas non-coking coal is being used for the production of DRI in a rotary kiln. In view of the depletion of coking coal, it is essential to develop the DRI process making use of non-coking coal or low-grade reductant. In 2002, India became the largest producer of sponge iron in the world with a production of 5.48 million tonnes and still it has retained its first slot in the world rating of sponge iron production. Around 84% of iron ore fines are exported to foreign countries at a throwaway price which causes huge economic loss to our country (Kumar et al. 2009; Gorantiwar and Shrivastava 2015). These fines can be suitably utilised for making pellets which can be subsequently reduced and used for making steel.
Direct reduction technology is considered as a relatively clean technology for iron making, but emission of carbon is a major threat involved in the process (Srinivasan 2002; Liu et al. 2004; Shi et al. 2005) and therefore several research works are being conducted to make this process clean because of the two reasons: (a) this process involves carbon emission and (b) the use of metallurgical coke is suggested by researchers which involved the application of biomass for iron ore reduction, but commercialisation of this technique is a major problem) (Sastri et al. 1982; Emmerich and Luengo 1996; Katyal et al. 2003; Carmo de Lima et al. 2004; Strezov 2006; Luo et al. 2011; Abd Rashid et al. 2014).
Chowdhury et al. 2008 investigated iron ore graphite pellet reduction in the packed bed reactor earlier. A kinetic model for the identification of phase evolution was developed and studied by them. Recently (Nasr and Plucknett 2014), the kinetics of iron ore by methane through chemical looping combustion was performed and the aim of the study was to examine the reaction rate. They observed that reaction was transformed from phase boundary control to diffusion control. Similarly, kinetics of iron ore was also investigated (Chen et al. 2015) through the microfludised bed and the mixture of CO and N2 was used as reducing gas. The study concluded that reaction Fe x O—Fe as the limiting step. Reduction kinetics has also been monitored through in situ experimental techniques, such as X-ray diffraction (XRD) and X-ray computed tomography (X-ray CT) (Kimura et al. 2016). It is worth to mention that these techniques are considered as modern characterisation techniques. It was observed that heterogeneous reduction led to crack formation. Reduction of iron ore oxide through hydrogen was performed and phase evolution during the reduction process was investigated through XRD, Mossbauer spectroscopy, etc.
These literatures suggested that a lot of attention has been made for improving the reduction kinetics, but the application of DRI coal dust has not been mentioned or documented before. In this paper, kinetics of iron ore pellets by using coal and coal dust as reducing agents, is studied. The objective of the present investigation is to compare the reduction potential of coal and coal dust in the reduction of iron ore pellets at 800°C, 850°C, 900°C, 950°C and 1000°C and to evaluate the phenomenon of reduction with two different types of coal including coal dust.
Experimental
Raw materials
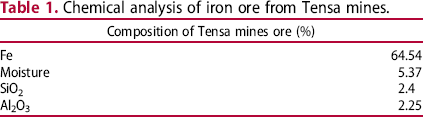
Chemical analysis of iron ore from Tensa mines.
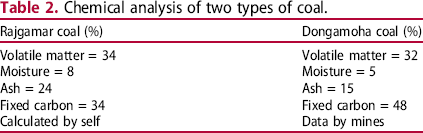
Chemical analysis of two types of coal.
The phase analysis of samples has been done with the help of XRD. The author prepared five samples for the respective study to determine the exact result about the phases present in the iron ores. The XRD data are given in Spectra 1.
XRD spectra for studied iron ores that identified haematite as the major phase. Diffraction data 1. XRD of ore depicts that it consists of haematite along with the ilmenite and MgTiO2 as a major phase.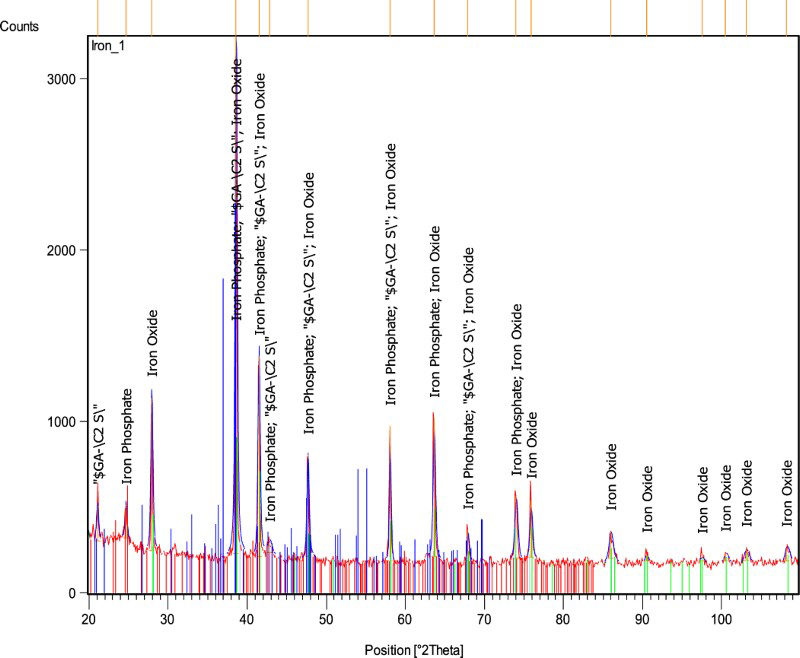
Pellets making
Spherical pellets (10–15 mm diameter) were made through hand rolling by using agglomeration of crushed iron ore fines using moisture and binders such as bentonite, lime and calcium hydroxide (Table 1), by the hand rolling method by the agglomeration of the crushed iron ore fines in the presence of moisture and binders (Bentonite, lime and calcium hydroxide). Pellets were dried at 110°C for 3 hours and muffle furnace was used for firing at 1200°C to provide strength to the pellets. These pellets were furnace-cooled to room temperature.
Reduction of pellets
The pellets, surrounded by coal and coal dust, were reduced in a metallic container (5 cm diameter and 10 cm length) kept in a muffle furnace at 800°C, 850°C, 900°C, 950°C and 1000°C. Three containers were kept in the furnace after the furnace reached the pre-determined reduction temperature. The containers were taken out of the furnace at 30 min interval and cooled to room temperature in air. The chemical analysis of coal and coal dust is given in Table 2.
The initial and final weights of pellets were noted and the weight loss (equal to oxygen removed) was calculated. The degree of reduction (%) was calculated using the expression (El-Guindy and Davenport 1970; Mookherjee et al. 1986; Takano and MourÃO 2003)

In this paper, the effect of processing variables on the reduction of iron ore pellets using coal and coal dust is studied by keeping cylindrical steel containers inside the muffle furnace. The variables studied were time and temperature.
Results
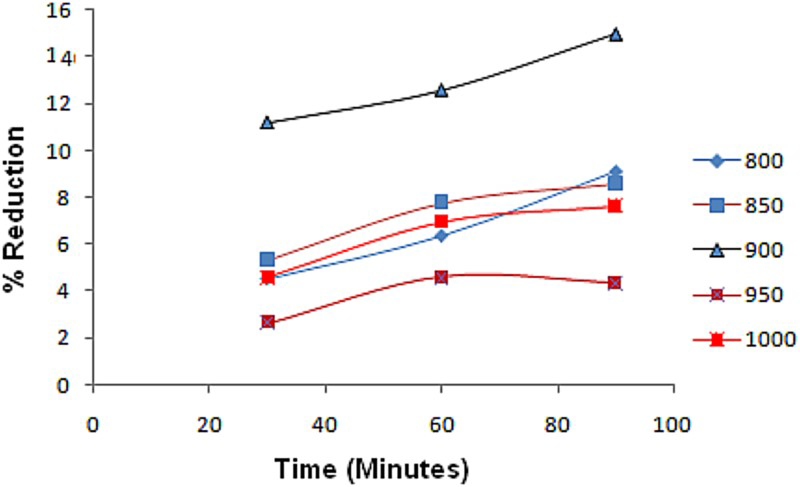
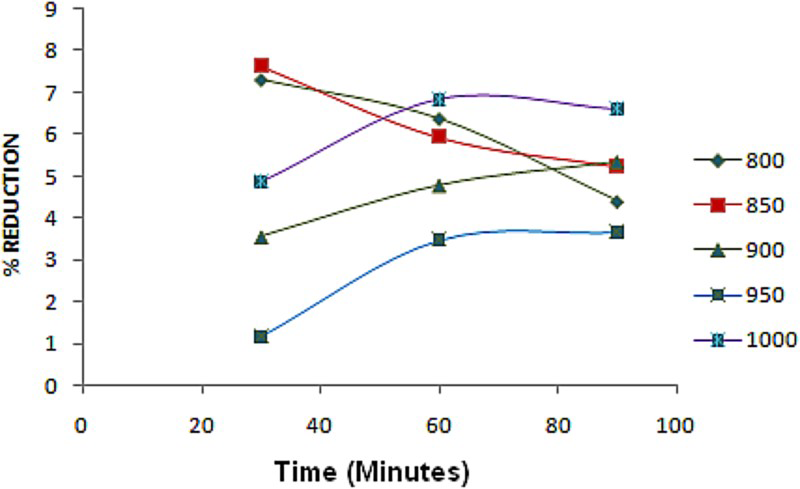
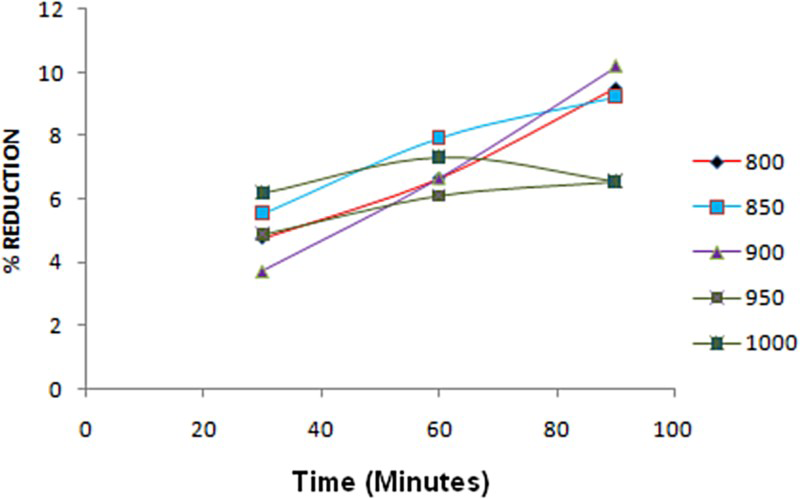
The experimental data related to reduction kinetics of iron ore pellets with first reductant (Rajgamar coal and Rajgamar coal with its dust in 3:2 ratio) and second reductant (Dongamoha coal and Dongamoha coal with its dust in 3:2 ratio) for three different durations (30, 60 and 90 min) at five different temperatures (800°C, 850°C, 900°C, 950°C and 1000°C) are given in Table 3. The results of reduction kinetics with Rajgamar coal at five different temperatures for three different durations are shown in Figure 1, whereas the study results using the mixture of Rajgamar coal and its dust are shown in Figure 2. The results of similar studies using the Dongamoha coal are shown in Figure 3 and the study results using the mixture of Dongamoha coal and its dust are shown in Figure 4.
Percentage reduction of iron ore pellets for different durations at five temperatures using Rajgamar coal. Percentage reduction of iron ore pellets for different durations at five temperatures using Rajgamar coal and coal dust (3:2 ratio). Percentage reduction of iron ore pellets for different durations at five temperatures using Dongamoha coal. Percentage reduction of iron ore pellets for different durations at five temperatures using Dongamoha coal and its dust (3:2 ratio). Experimental data related to reduction kinetics of iron ore pellets with two types of reductants.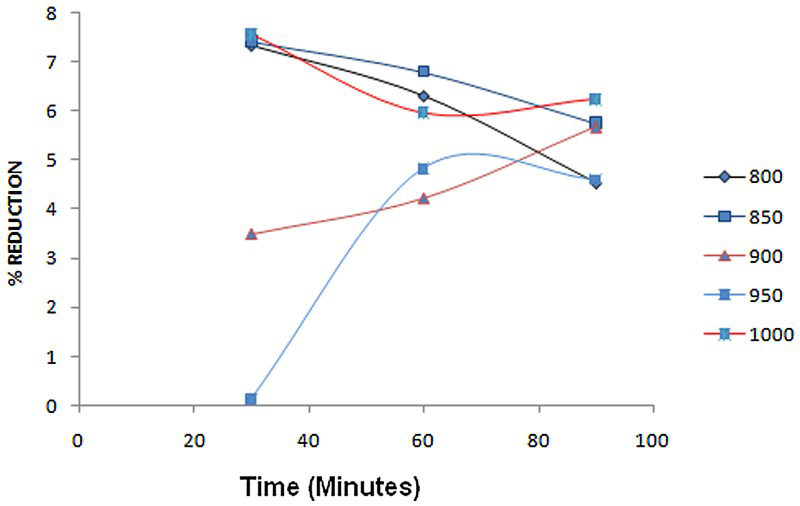

The swelling characteristics of pellets for three different durations (30, 60 and 90 min) at five different temperatures (800°C, 850°C, 900°C, 950°C and 1000°C) are shown in Figure 5. The data of reduction studies have been fitted in the kinetic model and shown in Figure 6.
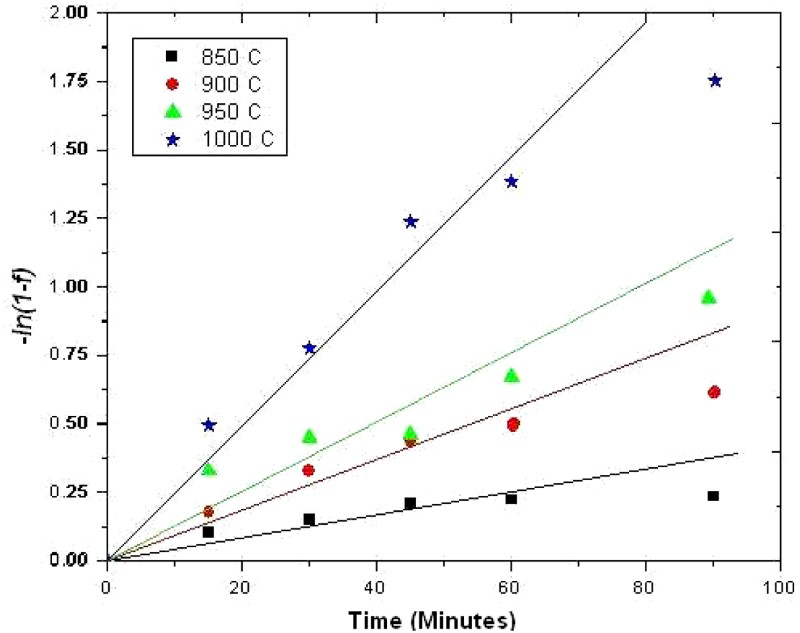
Percentage swelling of iron ore pellets for different durations at five temperatures. −ln(1−f) vs. time plot for the reduction of iron ore pellets by Rajgamar coal.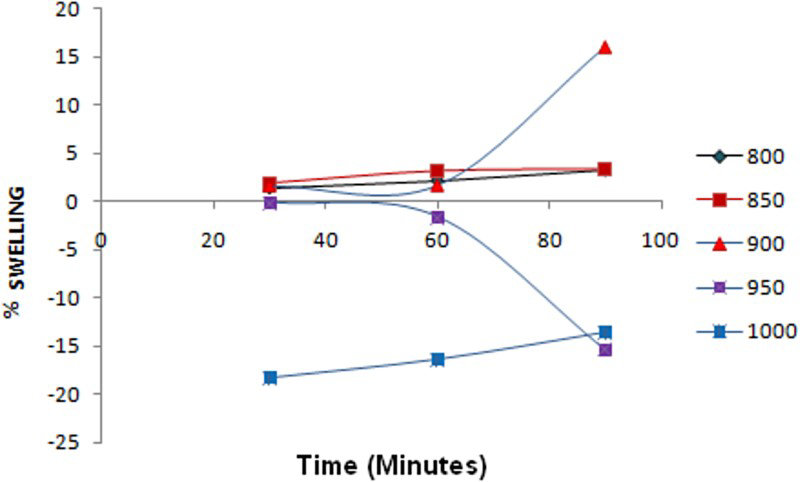
Discussion of Results
Conversion of iron oxide to metallic iron (by removing oxygen) decides the reduction process’ fate. The economic feasibility of the process gets influenced by production rate which ultimately depends on reduction kinetics. Thus, the reaction rate in the direct reduction process is of prime importance.
The reduction time and temperature had marked influence on the degree of reduction. The degree of reduction increased with increasing reduction temperature from 850°C to 1000°C. In the studied time period of 30, 60 and 90 min, the rate of reduction was higher up to 11–15% and decreases in later stages, but some irregularities were observed in trends due to the pellet composition and furnace control. The experiment was statistically designed such that the effect of each variable can be quantitatively assessed and compared. In Figures 1 and 3, percentage reduction elucidated irregularities in nature which could be due to the CO gas decomposition, in sufficient cracking of volatile coal, including lack of availability of reducing gas. The author speculated that since swelling and shrinkage has been observed during 800 and 850 and 900, 950 and 100, respectively. Swelling usually caused hairline cracking which allows diffusion of reducing agents, such as carbon, and also increases point of contact between iron ore and reducing gas which increases the percentage reduction. Therefore, we observed irregular percentage reduction. It is worth to mention that irregularities shown in Figures 2 and 4 are due to the swelling and cracking appearance as there is iron ore lump blended with coal and coal dust and the appearance of cracking would increase the contact between the reducing agent and iron ore. Similarly, cracks provided an easy diffusion path for reducing gas to reach and reduce iron ore.
There was no effect of different types of coal on the degree of reduction of iron ore pellets. The reduction behaviour of iron ore pellets was almost identical in all studied coals. Abnormal swelling was noticed at 850°C and 900°C whereas shrinkage was observed at 950°C and 1000°C for reduced iron pellets.
At 950°C and 1000°C, the decrease in volume (shrinkage) was observed with the increase in the extent of reduction. The blending coal dust with coal also showed good results in terms of reduction. It was observed earlier that as the temperature increases, chances of swelling increase with the appearance of hairline cracking. This effect would be more pronounced with higher reduction time. Abnormal contraction and swelling were also noted (Sarkar et al. 1989) with increased coal % in iron ore. It is worth to mention that initial stage of reduction (Fe2O3–Fe3O4–Fe x O) depends on carbon gasification, whereas the later stage (Fe x O–Fe) of reduction depends on the wustite reduction which is considered as rate-limiting step for the later stage of kinetics (Srinivasan and Lahiri 1977).
Kinetic model
The plots of –ln (1–f) vs. time, as shown in Figure 6, gave straight lines which represent the chemically controlled kinetic model –ln (1–f) = kt for the reduction of iron ore pellets using coal as reductant, where t is the time, f is the fraction of reduction and k is the rate constant.
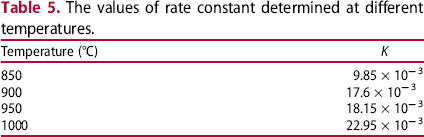
The values of rate constant determined at different temperatures.
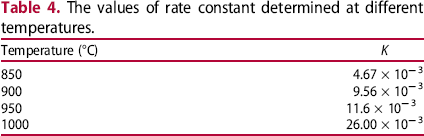
Likewise, the plots of –ln (1–f) vs. time as shown in Figure 7 gave straight lines which represent the chemically controlled kinetic model –ln (1–f) = kt for the reduction of iron ore pellets using coal and coal dust as reductants.
−ln (1−f) vs. time plot for reduction of iron ore pellets by Rajgamar coal and coal dust.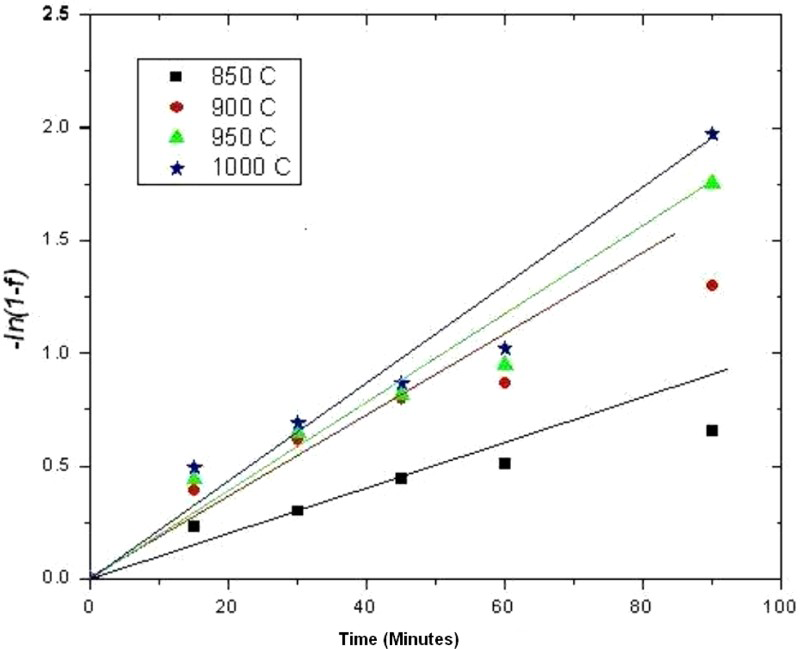
Activation energy
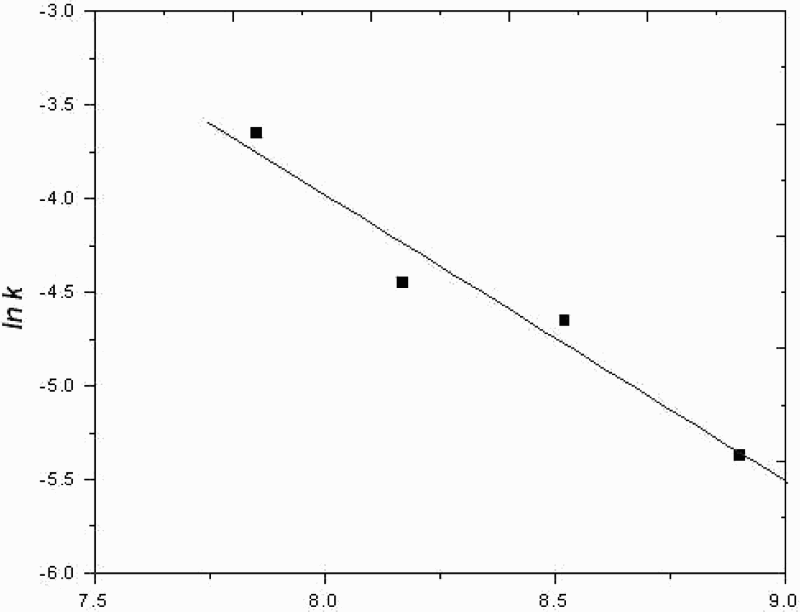
The activation energy was determined by Arrhenius equation


The values of slope and activation energy, determined from Figure 8, were as follows:
Arrhenius-type plot for iron ore pellets using coal as a reductant.
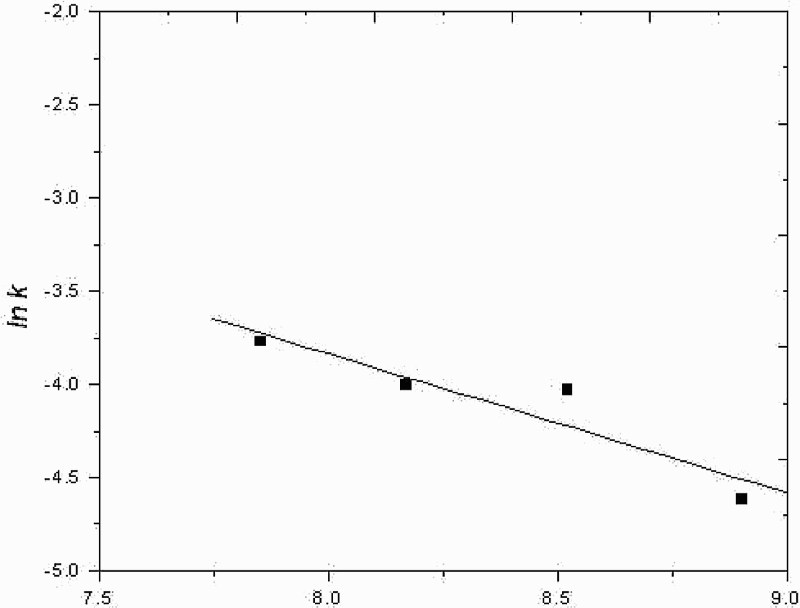
Likewise, the values of slope and activation energy, determined from Figure 9, were as follows:
Arrhenius-type plot for iron ore pellets using coal and coal dust as reductants.
Comparison of activation energy for reduction of iron ore pellet by Rajgamar coal and coal + coal dust mixture.
Conclusions
Reduction of iron ore and reduction kinetics are relevant to the industrial process especially steel and iron industry. In this study, abnormal swelling and shrinkage has been identified as an important phenomenon which potentially affects percentage reduction and also the degree of reduction. The activation energy of the reduction kinetics has been successfully calculated by Arrhenius equation and it was concluded from this study that the type of coal had no impact on percentage reduction. It was noted that the activation energy was higher while selecting coal as a reducing agent than coal + coal dust.
Footnotes
Acknowledgement
The author gratefully acknowledges the support from Jindal steel and Power Limited, Raigarh, Chhattisgarh, India for the financial and technical support for this project and Dr Sanjeev P. Sahni and Mr. Rajeev Bhadauria for their constant support during manuscript preparation.
Disclosure statement
No potential conflict of interest was reported by the author.